

- 1.0O que é uma prensa dobradeira?
- 2.0“Press Brake” vs “Brake Press”: Qual é a diferença?
- 3.0Como funciona uma prensa dobradeira
- 4.0Por que o metal é adequado para dobrar? Para que serve uma prensa dobradeira?
- 5.0Principais componentes de uma prensa dobradeira
- 6.0Breve processo de operação da prensa dobradeira
- 7.0Tipos comuns de prensa dobradeira
- 8.0O que é prensa dobradeira NC (prensa dobradeira de controle numérico)?
- 9.0O que é prensa dobradeira CNC (prensa dobradeira de controle numérico computadorizado)?
- 10.0Quais são as principais diferenças entre prensas dobradeiras NC e CNC?
- 11.0Quais são os métodos de acionamento das prensas dobradeiras?
- 12.0Como montar uma prensa dobradeira?
- 12.1Etapa 1: Revise o desenho da peça de trabalho
- 12.2Etapa 2: Selecione o método de dobra e as ferramentas apropriadas
- 12.3Etapa 3: Calcular a força de flexão necessária (tonelagem)
- 12.4Etapa 4: Instalar e ajustar as ferramentas (fixação das matrizes)
- 12.5Etapa 5: Configurar o sistema Backgauge
- 12.6Etapa 6: Programação e Validação do Sistema CNC (Prensa Dobradora CNC)
- 12.7Etapa 7: Salve a configuração e inicie as operações
- 12.8Diagrama do processo de trabalho da máquina de dobra:
- 13.0Comparação de diferentes tipos de prensas dobradeiras
- 14.0Fatores a considerar ao escolher uma prensa dobradeira
- 15.0Aplicações de Dobradeiras de Prensa
- 16.0Falhas comuns em prensas dobradeiras e soluções
1.0O que é uma prensa dobradeira?
UM prensa de freio é uma máquina de conformação de metal usada para dobrar chapas metálicas em um ângulo ou formato específico. É amplamente utilizada na fabricação de chapas metálicas e na fabricação de estruturas. O princípio básico envolve a aplicação de pressão concentrada na linha de dobra da chapa metálica, fazendo com que ela sofra deformação plástica.
Durante o processo de dobra, a chapa metálica é colocada na matriz inferior, enquanto o punção superior se move para baixo sob pressão, forçando a chapa a se encaixar no perfil da matriz. Os formatos do punção e da matriz correspondem um ao outro, permitindo que o metal seja moldado com precisão ao longo do contorno da matriz. Ajustando o curso do punção e a pressão aplicada, é possível obter uma variedade de ângulos, raios e comprimentos de dobra.
Em termos simples, a prensagem é um processo preciso e controlável de conformação de metal que transforma eficientemente metal plano em formas complexas aplicando força com um punção e uma matriz.
.jpg)
2.0“Press Brake” vs “Brake Press”: Qual é a diferença?
Na metalurgia, "prensa dobradeira" normalmente se refere a uma máquina usada para dobrar chapas metálicas em um ângulo ou formato predefinido. Esse processo envolve a colocação da peça entre um punção (a ferramenta superior) e uma matriz (a ferramenta inferior) e a aplicação de pressão até que a chapa se deforme permanentemente. Essas prensas dobradeiras são amplamente utilizadas na produção industrial devido à sua alta precisão, repetibilidade e versatilidade — tornando-as uma solução preferencial para uma variedade de aplicações complexas de dobra.
Às vezes, no entanto, o termo “prensa dobradeira” é usado de forma mais ampla para descrever vários tipos de equipamentos de dobra, incluindo:
Dobradeiras elétricas ou hidráulicas de alta precisão: Idealmente usado para produção industrial que exige alta precisão, velocidade e automação.
Dobradeiras manuais simples: Projetados para pequenos lotes, materiais finos ou prototipagem. Embora possam permitir um certo grau de precisão, sua funcionalidade e automação são limitadas.
Essa variação semântica geralmente resulta de diferentes cenários de uso ou terminologia do setor. Em documentos técnicos, recomenda-se distinguir entre prensas dobradeiras elétricas, prensas dobradeiras hidráulicas, ou prensas dobradeiras manuais para evitar confusão.
3.0Como funciona uma prensa dobradeira
O principal princípio de funcionamento da prensa dobradeira é aplicar pressão através de um punção e uma matriz, forçando a chapa metálica a sofrer deformação plástica ao longo de uma linha de dobra predeterminada. Veja como funciona normalmente:
A chapa metálica é inserida na ranhura em forma de V da matriz inferior. O punção superior desce verticalmente sob controle hidráulico ou servo, pressionando o metal na ranhura. À medida que o punção desce, a chapa se deforma ao longo das bordas da matriz, formando a dobra desejada.
Ao alterar o formato ou o tamanho do punção e da matriz, as prensas dobradeiras podem produzir uma ampla gama de ângulos e perfis de curvatura, atendendo às demandas de componentes complexos de chapa metálica.

4.0Por que o metal é adequado para dobrar? Para que serve uma prensa dobradeira?
Uma das principais propriedades do metal é sua ductilidade relativamente alta — sua capacidade de ser esticado e moldado sem fraturar. Isso o torna um material flexível para uma ampla gama de aplicações. Durante o processo de fabricação, as chapas metálicas geralmente começam na forma plana ou em tiras, mas frequentemente precisam ser remodeladas antes do uso final.
É aqui que o equipamento de conformação de metais entra em jogo — e a prensa dobradeira se destaca como uma das ferramentas mais importantes e versáteis do setor.
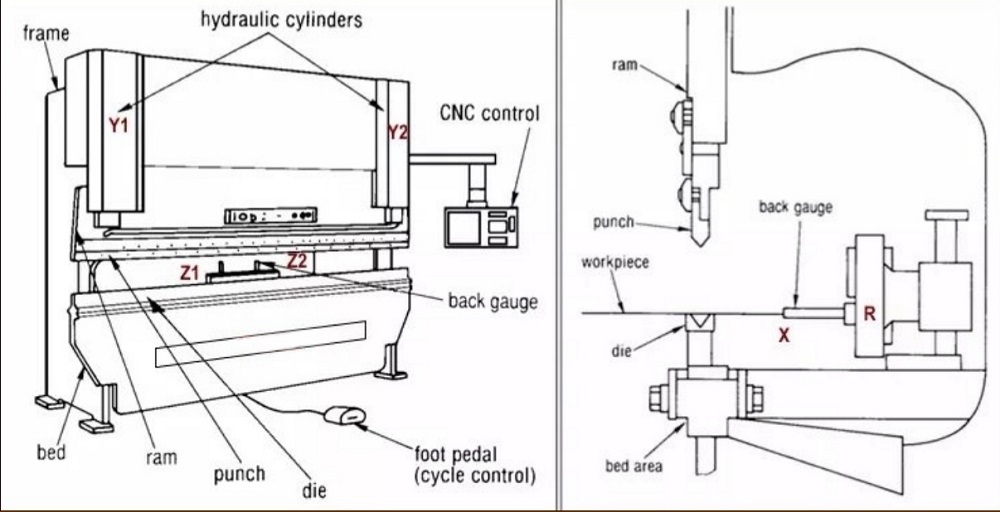
5.0Principais componentes de uma prensa dobradeira
- Quadro:A estrutura principal da prensa dobradeira, normalmente soldada em aço de alta resistência, proporciona rigidez e capacidade de carga excepcionais, garantindo estabilidade e precisão durante o processo de dobra.
- Carneiro / Slide:Montado na viga superior, o martelo impulsiona o punção para cima e para baixo. Durante a dobra, ele aplica pressão na chapa metálica, causando sua deformação plástica.
- Soco e Morre:O punção forma a ferramenta superior e é fixado ao carneiro, enquanto a matriz é instalada na mesa de trabalho. A chapa metálica é colocada entre eles e, sob a pressão do punção, é forçada para dentro da ranhura da matriz, formando o formato desejado. Diferentes tamanhos e perfis de punções e matrizes podem ser trocados para atender a diferentes requisitos de dobra.
- Mesa de trabalho / Cama:A mesa de trabalho, localizada na base da prensa dobradeira, serve como plataforma para apoiar a matriz e a chapa metálica durante a dobra. Frequentemente, ela inclui uma ranhura em forma de V para auxiliar na formação de uma variedade de dobras.
- Sistema hidráulico ou servo:O acionamento hidráulico ou servo fornece a força necessária para mover o cilindro. Máquinas tradicionais normalmente usam cilindros hidráulicos para gerar alta pressão, enquanto modelos de ponta empregam acionamentos servoelétricos para maior precisão, eficiência energética e controle.
- Medidor traseiro:Montado na parte traseira da área de dobra, o limitador traseiro ajuda a posicionar a chapa metálica com precisão, garantindo que cada dobra seja consistente e repetível.
6.0Breve processo de operação da prensa dobradeira
- Colocação de material:Colocação da chapa metálica de forma plana sobre a mesa de trabalho, com o batente traseiro utilizado para posicionamento preciso.
- Seleção de ferramentas:Selecionar um conjunto correspondente de punção e matriz de acordo com o ângulo de curvatura e o perfil da peça de trabalho.
- Fixação e preparação:Uma vez que a folha esteja no lugar, ela é fixada pela matriz e pelo punção para evitar qualquer movimento durante a dobra.
- Ação de flexão:O martelo se move para baixo, forçando o punção na ranhura em forma de V da matriz. Isso molda o metal no ângulo de curvatura predeterminado.
- Devolução e liberação:Após a flexão, o carneiro retorna à posição inicial, aliviando a pressão na chapa metálica.
- Remoção de peças:A fixação é aberta e o operador remove a peça acabada e formada, pronta para a etapa subsequente de processamento ou produção.
7.0Tipos comuns de prensa dobradeira
A prensa dobradeira pode ser classificada em seis tipos principais com base em seu método de acionamento e controle: prensa dobradeira mecânica, prensa dobradeira hidráulica, prensa dobradeira eletro-hidráulica, prensa dobradeira pneumática, servo-prensa dobradeira e prensa dobradeira CNC. Aqui está uma breve introdução e as vantagens e desvantagens de cada uma:
Prensa dobradeira mecânica:
A prensa dobradeira mecânica aciona o carneiro para cima e para baixo usando um volante e uma rotação de engrenagem controlada por embreagem.
Prós:
- Estrutura simples, fácil operação e baixo custo de manutenção
- Capacidade de processar materiais que excedem a tonelagem nominal em alguns casos
Contras:
- Difícil controlar a velocidade de dobra com precisão
- Menor precisão de dobra e baixa repetibilidade
- Menos seguro; não recomendado para operações complexas
Prensa Dobradora Hidráulica:
A prensa dobradeira hidráulica utiliza dois cilindros hidráulicos em vez de uma transmissão mecânica tradicional.
Prós:
- Grande força de flexão, adequada para processamento de chapas pesadas
- Maior precisão para operações de dobra fina
- Melhor controle sobre o movimento, permitindo múltiplos segmentos de flexão
Contras:
- Estrutura complexa que exige maior conhecimento técnico
- Maior custo de manutenção; falha de componentes pode causar tempo de inatividade significativo
- Possível risco de vazamentos de fluido hidráulico
- As operações devem ser mantidas dentro da tonelagem nominal
Prensa Dobradeira Servo Eletro-Hidráulica:
A prensa dobradeira eletro-hidráulica é uma máquina de dobra CNC inteligente e de alta precisão com controle eletro-hidráulico.
Princípio de operação:
- Os cilindros hidráulicos esquerdo e direito são controlados por servo motores separados
- Sensores de deslocamento permitem o monitoramento em tempo real da posição do carneiro
- Os controles CNC coordenam ambos os cilindros para manter o paralelismo e a precisão
Prós:
- ±0,01 mm de alta precisão e forte repetibilidade
- Economia de energia e respeito ao meio ambiente — entrega de óleo sob demanda, sem vazamentos
- Funcionalidade inteligente — suporta programação gráfica, compensação de ângulo, ajuste automatizado, etc.
- Confiável — mantém a estabilidade durante longos períodos de produção
Contras:
- Maior investimento inicial
- Requer conhecimento técnico avançado para manutenção

Prensa Dobradora Pneumática:
A prensa dobradeira pneumática utiliza ar comprimido para acionar o cilindro em vez de um sistema hidráulico ou mecânico.
Prós:
- Estrutura simples com resposta mais rápida
- Controle flexível — inicialização ou desligamento fácil
- Limpo e ecológico — sem vazamentos de líquidos
Contras:
- Força de flexão limitada — inadequada para chapas grossas ou aplicações pesadas
- Menor precisão de dobra do que sistemas hidráulicos
Prensa Dobradeira Servo Elétrica:
A prensa dobradeira servoelétrica é alimentada por um servomotor em vez de cilindros.
Prós:
- Maior precisão de dobra e repetibilidade
- Operação silenciosa com baixo consumo de energia
- Sem óleo — menor manutenção e ecologicamente limpo
- Adequado para aplicações que exigem altos padrões de limpeza
Contras:
- Força de flexão limitada — principalmente para aplicações de pequena tonelagem ou leves
- Maior investimento inicial
A prensa dobradeira CNC é uma máquina totalmente automatizada que combina acionamentos hidráulicos ou servo com controles computadorizados para dobra de alta precisão e alta eficiência.
Características:
- Controle totalmente automatizado com alta precisão e baixo erro
- Programável para operações de dobra complexas
- Maior eficiência de produção com custos de mão de obra reduzidos
- Aplicável a indústrias como aeroespacial, automotiva, eletrônica e construção
⚡Observação: “CNC” refere-se a um método de controle, não a uma forma de acionamento separada; CNC pode ser integrado com sistemas hidráulicos, eletro-hidráulicos ou servo.
8.0O que é prensa dobradeira NC (prensa dobradeira de controle numérico)?
Definição:O Prensa dobradeira NC é uma máquina de controle numérico, normalmente com um teclado simplificado ou sistema de controle PLC. A sincronização do movimento do carneiro é acionada mecanicamente por uma barra de torção, tornando-a uma opção conveniente para tarefas de dobra de média ou baixa precisão.
Características estruturais:
- Os dois cilindros são conectados por uma barra de torção para manter seu movimento sincronizado.
- Os cilindros movimentam o cilindro para cima e para baixo para realizar a dobra.
- O sistema de controle é simplificado — normalmente ele controla apenas as posições do batente traseiro (eixo X) e do cilindro (eixo Y).
Prós:
- Menor custo e operação mais simples
- Adequado para pequenas e médias empresas com requisitos de precisão menos exigentes
Contras:
- A sincronização depende de componentes mecânicos — a barra de torção pode deformar-se com o tempo
- Incapaz de detecção ou correção de erros em tempo real
- Capacidade limitada para programação complexa e operações multietapas

9.0O que é prensa dobradeira CNC (prensa dobradeira de controle numérico computadorizado)?
Definição:A prensa dobradeira CNC é uma máquina de dobra de alto desempenho que integra um sistema de controle computadorizado com acionamentos hidráulicos, eletro-hidráulicos ou servoacionamentos. Ela pode realizar operações de dobra de chapas metálicas totalmente automatizadas, de alta precisão e alta eficiência.
Método de controle:
- Controlado por sistemas de computação de nível industrial (como Delem, ESA ou Cybelec)
- Monitoramento em tempo real das posições do carneiro (Y1/Y2) e do batente traseiro (X, R, Z)
- Permite programação em várias etapas com interfaces gráficas, compensação de ângulo e detecção de erros
Suporte ao sistema de acionamento:
- Hidráulico (convencional ou eletro-hidráulico)
- Puramente servo (prensa dobradeira elétrica)
Suporte de tipo de flexão:
- Pressão descendente (comum): o carneiro se move para baixo enquanto a mesa está fixa
- Pressão ascendente (incomum): a mesa se move para cima enquanto o carneiro está fixo
Prós:
- Alta precisão (±0,01 mm) com dobra repetível
- Capacidade de calcular sequência de flexão, ângulo e compensação
- Programação flexível — adequada para grandes lotes e operações complexas
- Alta eficiência de produção com configuração e troca rápidas
- Suporte para programação remota e integração da Indústria 4.0
10.0Quais são as principais diferenças entre prensas dobradeiras NC e CNC?
| Item | Prensa dobradeira NC | Prensa dobradeira CNC |
| Sistema de controle | Controlador numérico simples (botão de pressão) | Computador industrial com controle gráfico |
| Sincronização | Sincronizado mecanicamente por eixo de torção | Sincronização controlada hidraulicamente ou por servo |
| Precisão | Médio; desvios maiores | Maior precisão; correção automática de erros |
| Complexidade de programação | Suporta apenas operações simples | Suporta programação de processos complexos |
| Grau de Automação | Baixo | Alto |
| Aplicações | Processamento geral de chapas metálicas | Dobragem personalizada de grandes lotes e alta demanda |
| Custo | Mais baixo | Mais alto |
11.0Quais são os métodos de acionamento das prensas dobradeiras?
Ao dobrar uma chapa metálica, geralmente é necessária uma pressão significativa para produzir a deformação plástica. Essa pressão é chamada tonelagem de prensa — a força máxima que uma prensa dobradeira pode aplicar durante sua operação. Quanto maior a tonelagem, mais espessa ou longa é a chapa metálica que pode ser processada.
Para gerar e transmitir essa força, as prensas dobradeiras normalmente empregam vários métodos de acionamento, incluindo:
- Acionamento hidráulico (comumente usado em dobradeiras CNC):
Utiliza um sistema hidráulico para gerar alta tonelagem — ideal para dobra de chapas grossas e cargas pesadas. Este é o método mais utilizado na indústria. - Acionamento servo elétrico:
Utiliza um servomotor para controle preciso do movimento do cilindro, oferecendo alta precisão e resposta rápida — perfeito para aplicações que exigem alta precisão e eficiência energética. - Acionamento pneumático:
Alimentado por ar comprimido; estrutura simples — adequado para tonelagem pequena a média e operações mais rápidas. - Transmissão mecânica:
Operado por mecanismos de volante e embreagem; uma estrutura tradicional — ideal para produção pesada e de alta frequência.
Normalmente, o nome da prensa dobradeira reflete seu método de acionamento, por exemplo: prensa dobradeira hidráulica, prensa dobradeira pneumática ou prensa dobradeira servoelétrica.
12.0Como montar uma prensa dobradeira?
Antes de iniciar as operações de dobra, a configuração correta da prensa dobradeira é crucial para garantir a precisão da dobra, prolongar a vida útil da ferramenta e manter a segurança operacional. O procedimento padrão a seguir se aplica a prensas dobradeiras NC e CNC.
12.1Etapa 1: Revise o desenho da peça de trabalho
- Confirme as propriedades do material: material (como aço carbono, aço inoxidável ou alumínio) e limite de escoamento.
- Confirme as dimensões geométricas: espessura da chapa, comprimento, ângulo de curvatura, raio de curvatura.
- Identificar requisitos de design, incluindo:
- Comprimento do flanco
- Direção de curvatura (interna ou externa)
- Requisitos de tolerância
- Se é necessário rebarbar ou nivelar após a dobra
12.2Etapa 2: Selecione o método de dobra e as ferramentas apropriadas
Método de dobra (de acordo com os requisitos de precisão e força):
| Método | Características | Precisão | Tonelagem |
| Dobra de ar | Comum; baixo desgaste da ferramenta | Médio | Padrão |
| Flexão de fundo | O material se encaixa totalmente na matriz | Mais alto | Dobra de ar ×4–6 |
| Cunhagem | O material é completamente forçado para dentro do canto da matriz | Mais alto | Dobra de ar ×8–10 |
Recomendações para seleção de ferramentas:
- Ferramenta de perfuração/superior: Deve corresponder à espessura da placa e ao ângulo de curvatura para evitar danos ou sobrecarga.
- Matriz/Ferramenta Inferior:A abertura da matriz é normalmente de 6 a 12 vezes a espessura da chapa.
- Correspondência de materiais:O material da ferramenta deve ter dureza igual ou superior à do material da placa.
12.3Etapa 3: Calcular a força de flexão necessária (tonelagem)
Utilize tabelas de tonelagem fornecidas pelo fabricante ou software especializado.
Leve em consideração os seguintes parâmetros:
- Espessura (t)
- Largura (L)
- Resistência do material
- Abertura de matriz (V)
Referência:
- Pressão de flexão do ar = pressão de base
- Pressão de flexão inferior = pressão de flexão do ar × 4–6
- Pressão de cunhagem = pressão de flexão do ar × 8–10
⚡ Evite exceder a tonelagem nominal para permitir uma operação segura.
12.4Etapa 4: Instalar e ajustar as ferramentas (fixação das matrizes)
- Inspecione o desgaste da ferramenta e a espessura uniforme.
- Instale as matrizes superior e inferior e trave-as no lugar.
- Ajuste o curso do carneiro para limites superiores e inferiores apropriados para evitar colisões.
- Crie posições de descanso reservadas para aplicações especiais, se necessário.
- Alinhe o centro da ferramenta e da mesa de trabalho.
12.5Etapa 5: Configurar o sistema Backgauge
- Defina as posições e alturas do batente traseiro (X, R, Z).
- Insira a sequência de dobra e os parâmetros de acordo com o desenho.
- Se houver várias operações, habilite verificações de interferência (CNC) para evitar colisões.
12.6Etapa 6: Programação e Validação do Sistema CNC (Prensa Dobradora CNC)
- Familiarize-se com o painel de controle (Delem, ESA, Cybelec, etc.).
- Insira ou importe programas de dobra (espessura, material, ângulo, número de ferramentas).
- Execute a programação offline (opcional) para visualizar o caminho de dobra.
- Teste com material de sucata para validar ângulo de curvatura, retorno elástico, interferência e outros parâmetros.
- Ajuste o programa com base nos resultados dos testes, se necessário.
12.7Etapa 7: Salve a configuração e inicie as operações
- Salve o programa de dobra para reutilizá-lo em produções futuras.
- Verifique os mecanismos de segurança, parada de emergência e controles relacionados.
- Inicie a produção em massa e inspecione periodicamente o ângulo de curvatura e as dimensões durante o processo.
12.8Diagrama do processo de trabalho da máquina de dobra:

Analisar desenho → Selecionar método de dobra e ferramentas → Calcular tonelagem de dobra → Instalar e alinhar ferramentas → Definir bitola traseira → Programação CNC e dobra de teste → Salvar configurações e iniciar a produção.
13.0Comparação de diferentes tipos de prensas dobradeiras
| Tipo | Método de condução | Precisão | Vigor | Aplicativo | Vantagens | Desvantagens |
| Prensa dobradeira mecânica | Volante | Baixo | Médio | Processamento geral de chapas metálicas | Operação simples, fácil manutenção | Controle deficiente, baixa precisão, segurança precária |
| Prensa Dobradora Hidráulica | Cilindro hidráulico | Alto | Alto | Placa espessa e componentes grandes | Grande força, forte controle | Estrutura complexa, propensa a vazamentos |
| Prensa Dobradora Eletro-Hidráulica | Servocilindro eletro-hidráulico | Muito alto | Alto | Dobragem automatizada e de precisão | Alta precisão, economia de energia, ecologicamente correto e controle automatizado | Custo mais alto, sistema complexo |
| Prensa Dobradora Pneumática | Pressão do ar | Médio | Baixo | Processamento de chapas metálicas de carga leve | Rápido, limpo e ecológico | Força limitada, não para chapa grossa |
| Servoprensa dobradeira | Servo acionamento elétrico | Alto | Baixo | Aplicações de precisão e carga leve | Alta precisão, baixo ruído, economia de energia | Força limitada, custo mais alto |
| Prensa dobradeira CNC | Controle CNC + múltiplos acionamentos | Muito alto | Varia de acordo com a unidade | Processamento automatizado em todos os setores | Automatizado, preciso e eficiente | Maior custo, dependência de programação e manutenção |
14.0Fatores a considerar ao escolher uma prensa dobradeira
- Tipo e espessura do material: Diferentes materiais têm diferentes propriedades de flexão. O alumínio dobra com mais facilidade, enquanto o aço inoxidável exige mais força. A espessura também impacta diretamente a tonelagem necessária — certifique-se de que a capacidade de força da máquina seja suficiente.
- Capacidade de flexão: Isso inclui a força máxima de dobra e o comprimento efetivo de dobra. A força controla se materiais espessos ou de alta resistência podem ser processados, enquanto o comprimento controla o tamanho da peça em uma única operação de dobra.
- Precisão e repetibilidade de flexão: A precisão refere-se à correção do ângulo de dobra, e a repetibilidade avalia se as dobras subsequentes são consistentes. Aplicações de maior precisão normalmente requerem máquinas CNC.
- Ritmo e Capacidade de Produção:De acordo com o volume e o ritmo de produção, uma máquina mais estável e eficiente deve ser selecionada para aplicações de alta frequência e grandes lotes.
15.0Aplicações de Dobradeiras de Prensa
- Indústria automotiva: Usado para produzir suportes, componentes de chassis, painéis de carroceria e sistemas de escapamento — a alta precisão garante a conformidade com padrões rigorosos e ajuda a melhorar a qualidade e a segurança do veículo.
- Indústria aeroespacial: Processa materiais de alto desempenho, como ligas de alumínio e titânio, para estruturas de aeronaves, componentes de asas e carcaças de motores, exigindo alta precisão e confiabilidade.
- Eletrodomésticos: Usado na fabricação de painéis de geladeiras, carcaças de máquinas de lavar, componentes de ar condicionado, etc. — alta precisão e flexibilidade permitem que os componentes correspondam perfeitamente ao seu design.
- Indústria da Construção: Processa componentes estruturais para edifícios, estruturas de placas metálicas e elementos ornamentais — úteis em aplicações estruturais, arquitetônicas e de cobertura.
- Fabricação de Móveis: Dobra chapas de metal para criar estruturas de móveis, suportes e componentes ornamentais, adicionando apelo estrutural e funcionalidade.
- Equipamentos Médicos: Processa componentes metálicos para instrumentos cirúrgicos, equipamentos de diagnóstico e móveis hospitalares, atendendo a rigorosos padrões sanitários e de precisão.
- Equipamentos Eletrônicos e Elétricos: Usado na fabricação de gabinetes de controle, suportes e invólucros — garantindo estabilidade estrutural e segurança operacional.
- Indústria de Defesa: Processa metal para estruturas de placas blindadas, invólucros de equipamentos militares e contêineres de armazenamento de munição — atendendo a padrões de alta resistência e resistência a choques.
16.0Falhas comuns em prensas dobradeiras e soluções
| Condição de falha | Possíveis causas | Soluções |
| A pressão hidráulica está ausente ou é insuficiente | 1. Sentido de rotação incorreto do motor ou da bomba 2. Obstrução da válvula de alívio de pressão 3. Válvula eletromagnética travada 4. Vazamento na válvula de controle de pressão | 1. Verifique a direção de rotação do motor e da bomba 2. Limpe a válvula de alívio de pressão 3. Repare ou limpe a válvula eletromagnética 4. Repare ou substitua a válvula de controle de pressão |
| O controle deslizante cai lentamente ou de forma instável | 1. Desgaste do cilindro de óleo 2. Desgaste do trilho-guia ou sincronização deficiente 3. Nível baixo de óleo hidráulico 4. Velocidade de alimentação rápida definida muito alta 5. A válvula de enchimento trava ou não abre | 1. Inspecione as vedações do cilindro 2. Repare o trilho-guia 3. Reabasteça o óleo hidráulico 4. Reduza a velocidade de alimentação rápida 5. Limpe a válvula de enchimento |
| Vazamentos de óleo hidráulico | 1. Conexão de tubulação solta 2. Vedações desgastadas ou danificadas | 1. Aperte a conexão da tubulação 2. Substitua as vedações |
| A flexão é irregular em ambos os lados | 1. Desgaste irregular da matriz 2. A matriz superior não é paralela | 1. Ajuste a altura da matriz ou substitua a matriz 2. Alinhe ou ajuste a matriz superior |
| Grande barulho | A conexão está solta, os rolamentos estão gastos ou os componentes estão danificados | Verifique e aperte as conexões; substitua os componentes defeituosos ou morra |
| Anormalidades no controle elétrico | A conexão está solta, o sensor falha ou a placa de circuito está com defeito | Verifique os pontos de conexão; substitua o sensor ou repare a placa de controle |
| Superaquecimento da máquina | O radiador está entupido ou o sistema de refrigeração está com defeito | Limpar o radiador; verificar e reparar o circuito de refrigeração |
| O controle deslizante não pode abaixar lentamente ou a força de flexão é insuficiente | 1. Válvula direcional (como válvula 4/2) com defeito 2. Válvula de enchimento trava | 1. Inspecione ou substitua a válvula direcional 2. Limpe a válvula de enchimento |
| A velocidade de retorno é lenta e a pressão é alta | A válvula de enchimento não está totalmente aberta | Verifique se a válvula de enchimento está totalmente aberta |
Referências
www.ursviken.com/para-que-serve-uma-prensa-dobradeira/
www.adhmt.com/como-funciona-uma-prensa-dobradeira/
www.epowermetals.com/glossário-de-formagem-e-soldagem-de-metalglossário-de-formagem-e-soldagem-de-metal.html
https://www.alekvs.com/press-brake-machine/




