

- 1.0Por que a liga de alumínio 6063 é tão popular na indústria?
- 2.0Propriedades mecânicas da liga de alumínio 6063
- 3.0Composição química da liga de alumínio 6063
- 4.0Aplicações comuns da liga de alumínio 6063
- 5.0Como o alumínio 6063 se compara a outras ligas de alumínio comuns?
- 6.0Preparativos Essenciais Antes da Usinagem: Controle de Tensões Residuais
- 7.0Como usinar (cortar) a liga de alumínio 6063 de forma eficiente
- 8.0Como soldar corretamente a liga de alumínio 6063
- 9.0Como realizar o tratamento térmico da liga de alumínio 6063
- 10.0Como garantir alta qualidade de superfície para a liga de alumínio 6063
- 11.0Perguntas Frequentes (FAQ)
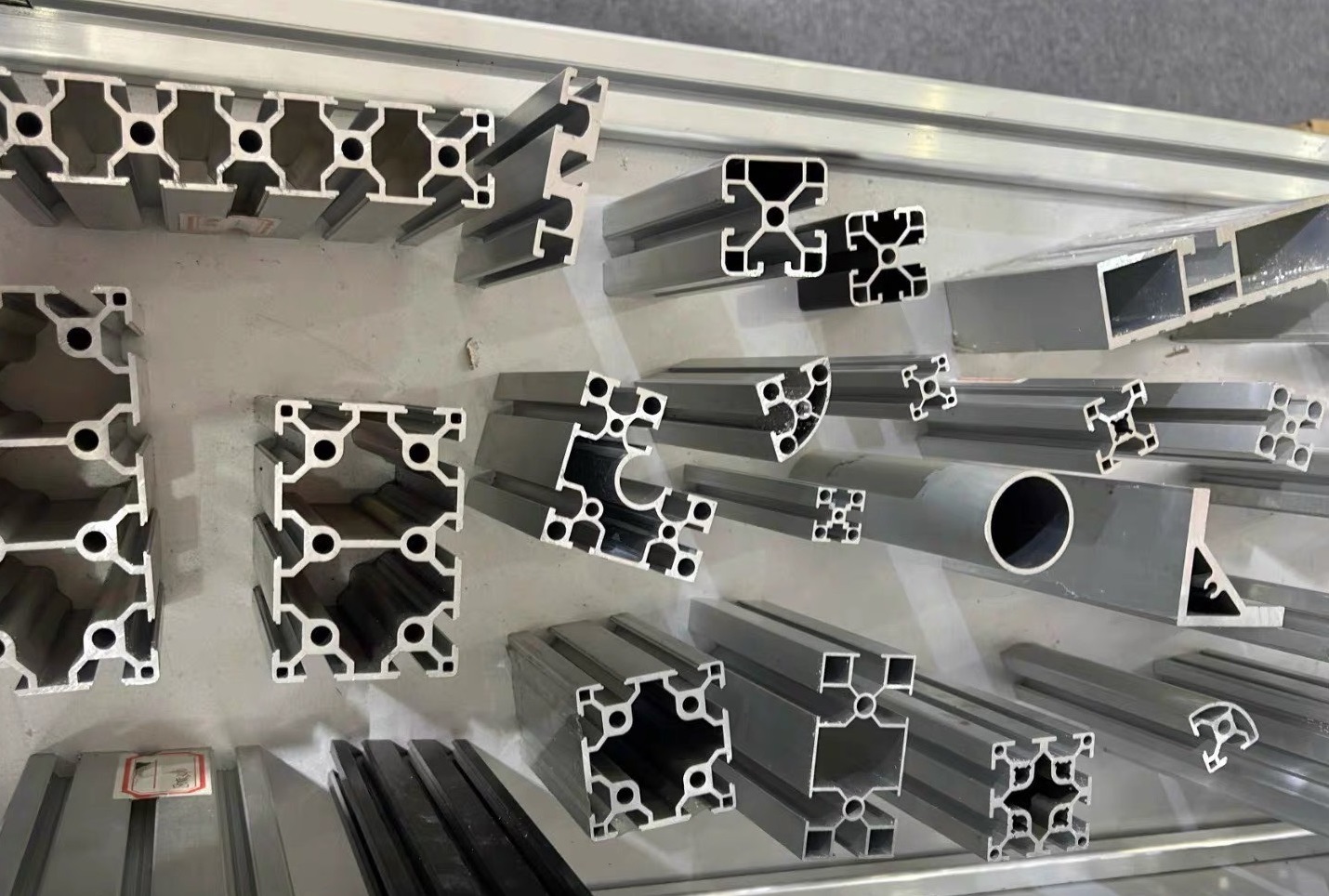
Alumínio 6063 A liga também faz parte da família alumínio-magnésio-silício (Al-Mg-Si) e é uma liga tratável termicamente, projetada especificamente para extrusão. Suas principais vantagens incluem excelente extrudabilidade, acabamento superficial superior e forte resistência à corrosão. Após o processamento, apresenta uma aparência uniforme e atraente, tornando-se um material preferido para perfis arquitetônicos e componentes decorativos. Também é amplamente utilizada em sistemas de estruturação industrial e carcaças de equipamentos eletrônicos.
Por meio de têmperas como T5 e T6, o aço 6063 atinge um equilíbrio entre resistência média e boa conformabilidade, tornando-o especialmente adequado para a produção em grande volume de perfis de seção transversal complexos.
1.0Por que a liga de alumínio 6063 é tão popular na indústria?
A liga 6063 tornou-se uma das ligas de alumínio para perfis mais utilizadas devido à sua otimização de desempenho para aplicações de conformação e decoração:
- Extrudabilidade: A excelente extrudabilidade permite a produção de perfis complexos com alta eficiência.
- Acabamento superficial: Excelente qualidade de superfície com cor uniforme e de alta qualidade após a anodização.
- Resistência à corrosão: Alta resistência à corrosão e oxidação, ideal para componentes estruturais e decorativos externos.
- Soldabilidade: Bom desempenho de soldagem com deformação mínima, facilitando a montagem.
- Eficiência de custos: Custo moderado, fornecimento estável em larga escala e excelente custo-benefício.
- Usinabilidade: Baixa dificuldade de corte e pós-processamento conveniente.
Seu baixo teor de impurezas e estrutura metalúrgica uniforme permitem alcançar um equilíbrio ideal entre estética e estabilidade estrutural, tornando-o particularmente adequado para aplicações como fachadas de edifícios e sistemas de janelas e portas, onde a aparência e a resistência às intempéries são cruciais.

2.0Propriedades mecânicas da liga de alumínio 6063
(Nota: Os valores específicos variam dependendo do temperamento.)
- Resistência à tração (T6): 210–260 MPa
- Limite de escoamento (T6): ~170 MPa
- Alongamento: 12–18%
- Dureza: 70–85 HB
- Densidade: 2,70 g/cm³
- Ponto de fusão: 607–650°C
Diferenças de propriedades por temperamento
- 6063-O: Menor resistência (resistência à tração ≈ 110 MPa) com excelente ductilidade; adequado para dobramento profundo, estiramento e outras operações de conformação pesada.
- 6063-T5: Aço de média resistência com maior eficiência de produção devido ao envelhecimento em linha; adequado para perfis produzidos em massa.
- 6063-T6: Maior resistência obtida por meio de envelhecimento artificial; usado em aplicações que exigem desempenho estrutural aprimorado.
3.0Composição química da liga de alumínio 6063
| Composição | Em 2024 | Al 7075 | Al 6061 | Al 6063 |
|---|---|---|---|---|
| Cu (%) | 3.847 | 1.276 | 0.192 | ≤0,10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0,45–0,9 |
| Si (%) | 0.041 | 0.000 | 0.439 | 0,20–0,6 |
| Fe (%) | 0.223 | 0.329 | 0.307 | ≤0,35 |
| Mn (%) | 0.331 | 0.028 | 0.103 | ≤0,10 |
| Zn (%) | 0.017 | 5.135 | 0.105 | ≤0,10 |
| Sb (%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb (% ou ppmᵃ) | 0.024, % | 0,000 ppm | 54,451 ppm | — |
| Sn (% ou ppm) | 0.021, % | 0.013, % | 81,046 ppm | — |
| Ti (% ou ppm) | 90,791 ppm | 0.010, % | 83,090 ppm | ≤0,10 |
| Cr (% ou ppm) | 99,931 ppm | 0.279, % | 0.025, % | ≤0,10 |
| Zr (ppm) | 8.746 | 0.000 | 3.584 | — |
| Ni (ppm) | 60.653 | 48.240 | 76.797 | — |
| Al (%) | O resto | O resto | O resto | Equilíbrio |
A composição do aço 6063 favorece o fortalecimento por precipitação de Mg₂Si, embora a relação Mg:Si possa variar ligeiramente entre lotes. Os baixos teores de ferro e cobre são fatores críticos que contribuem para a sua qualidade superficial superior.
4.0Aplicações comuns da liga de alumínio 6063
- Portas e janelas arquitetônicas, perfis de fachada cortina, estrutura de varanda envidraçada.
- Perfis decorativos para interiores (tetos, divisórias, rodapés)
- Estruturas de linhas de transporte industrial e proteções de segurança para equipamentos
- Componentes de mobiliário (estruturas de mesas e cadeiras, acabamentos de bordas de armários)
- Carcaças eletrônicas e perfis de dissipadores de calor
- Acabamentos automotivos e racks de teto
- Estruturas de exposição e molduras de caixa de luz
5.0Como o alumínio 6063 se compara a outras ligas de alumínio comuns?
| Liga | Força | Trabalhabilidade (Extrusão) | Soldabilidade | Resistência à corrosão | Qualidade da superfície | Características principais |
| 6063 | Médio | Excelente | Excelente | Excelente | Excelente | Liga de extrusão preferida com forte apelo decorativo |
| 6061 | Médio-Alto | Bom | Muito bom | Excelente | Bom | Propriedades equilibradas para aplicações estruturais |
| 7075 | Muito alto | Pobre | Pobre | Bom | Justo | Liga de alta resistência de grau aeroespacial |
| 5052 | Médio | Média | Bom | Excelente | Bom | Utilizado principalmente para processamento de chapas e placas. |
A principal vantagem do alumínio 6063 reside na sua extrudabilidade e acabamento superficial, que superam significativamente os de outras ligas, tornando-o insubstituível em aplicações arquitetônicas e decorativas.

6.0Preparativos Essenciais Antes da Usinagem: Controle de Tensões Residuais
A tensão residual em perfis extrudados de alumínio 6063 origina-se principalmente do resfriamento após a extrusão. Seções complexas ou de paredes finas são propensas à deformação quando a tensão é liberada durante a usinagem. Práticas recomendadas:
- Permitir o envelhecimento natural ou artificial após a extrusão para reduzir a tensão interna.
- Deixe os perfis em repouso por 24 horas após o desbaste antes do acabamento.
- Utilize fixação multiponto e uniformemente distribuída para evitar tensão localizada.
- Siga uma abordagem de "usinagem simétrica" para minimizar as forças de corte unilaterais.
7.0Como usinar (cortar) a liga de alumínio 6063 de forma eficiente
Com menor dureza e maior ductilidade do que 6061O aço 6063 oferece menor resistência ao corte, mas é mais propenso à formação de aresta postiça e à adesão da ferramenta. Para obter um desempenho consistente, especialmente ao usar um Máquina de corte de alumínio —A seleção de ferramentas e os parâmetros de corte devem ser cuidadosamente otimizados.
7.1Ferramentas e inserções recomendadas:
- Ferramentas de metal duro (preferencialmente):
Fresas de topo com 2 ou 3 canais de corte, com um ângulo de ataque elevado (15°–20°) e canais de corte de cavacos alargados. - Revestimentos:O TiB₂ e o DLC oferecem excelentes propriedades antiaderentes. O TiN é mais propenso a aderir, mas ainda pode ser eficaz para usinagem com cargas leves ou ciclos curtos.
Altas velocidades de corte, arestas afiadas e refrigeração adequada são essenciais, especialmente em máquinas automatizadas. Máquinas de corte de alumínio. - Ferramentas HSS:
Adequado para operações leves, como perfuração básica. - Exercícios:
As geometrias de canais parabólicos melhoram a evacuação de cavacos e reduzem o entupimento.
7.2Parâmetros de corte recomendados (faixa de referência):
| Processo | Velocidade de corte Vc | Taxa de alimentação | Profundidade de corte | Notas |
| Moagem | 300–500 m/min | 0,05–0,2 mm/dente | 1–5 mm | Líquido de arrefecimento/lubrificante necessário |
| Girando | 250–400 m/min | 0,2–0,4 mm/rev | 1–3 mm | Evite cortes em baixa velocidade. |
| Perfuração | 80–150 m/min | 0,08–0,25 mm/rev | Ajuste conforme necessário | Perfuração escalonada + refrigeração para furos profundos |
| Tocando | 10–20 m/min | Passo da rosca | — | Use torneiras específicas para alumínio + óleo de vedação. |
Essas gamas funcionam bem tanto para configurações manuais quanto para máquinas equipadas com CNC. Máquinas de corte de alumínio, garantindo uma qualidade de usinagem estável.
7.3Notas de usinagem:
- Refrigeração/Lubrificação:
Utilize emulsões ou fluidos de corte específicos para alumínio com aditivos EP para minimizar a adesão da ferramenta e prolongar sua vida útil — algo especialmente importante para equipamentos de corte de alumínio de alta rotação. - Estado da ferramenta:
Mantenha as lâminas de corte afiadas e reafie-as quando necessário para evitar que o material macio 6063 seja danificado ou comprimido. - Método de corte:
Prefira a fresagem concordante para reduzir a formação de rebarbas e arranhões na superfície. - Evite o uso prolongado da ferramenta:
Não deixe a ferramenta parar na superfície da peça de trabalho para evitar marcas de indentação. - Componentes de parede fina:
Utilize mordentes macios, dispositivos de fixação a vácuo ou suportes adicionais para evitar deformações durante o corte, principalmente em processos de avanço rápido. Máquinas de corte de alumínio.
8.0Como soldar corretamente a liga de alumínio 6063
O aço 6063 oferece melhor soldabilidade do que 6061, com menor distorção na zona afetada pelo calor (ZAC). No entanto, a perda de resistência na solda e na ZAC pode atingir 20–50% (tipicamente em torno de 30%), dependendo da têmpera do material base, do método de soldagem e da entrada de calor. Pode ser necessário um projeto de envelhecimento pós-soldagem ou de compensação de resistência.
8.1Métodos comuns de soldagem
- Soldagem TIG: Preferida para uma aparência de solda precisa e limpa, com distorção mínima; ideal para componentes decorativos.
- Soldagem MIG: Alta eficiência; adequada para perfis de paredes espessas ou produção em massa.
- Arame de solda comum: ER4043 (boa fluidez e aparência da solda), ER5356 (maior resistência)
8.2Técnicas de soldagem
- Preparação pré-soldagem: Remova a camada de óxido (Al₂O₃) usando uma escova de aço inoxidável ou desengraxante químico até que um brilho metálico seja visível.
- Gás de proteção: Argônio puro (≥99,99%), 8–12 L/min
- Pré-aquecimento: Para espessuras superiores a 8 mm, pré-aqueça a 100–150 °C para evitar fissuras a frio.
- Parâmetros de soldagem: Utilize corrente baixa e velocidades de deslocamento rápidas para minimizar a largura da ZTA (Zona Termicamente Afetada).
- Tratamento pós-soldagem: Permitir o resfriamento natural; o re-envelhecimento T6 pode ser aplicado caso seja necessária maior resistência.
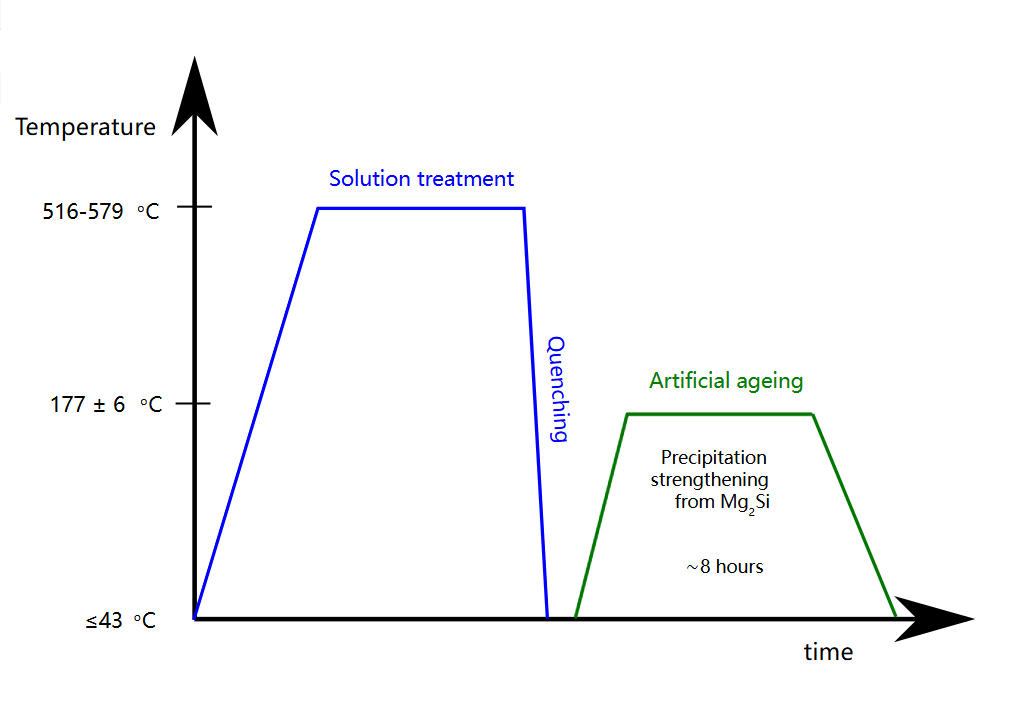
9.0Como realizar o tratamento térmico da liga de alumínio 6063
O principal objetivo do tratamento térmico do aço 6063 é otimizar a precipitação de Mg₂Si, equilibrando resistência e extrudabilidade.
9.1Tratamento de solução
- Temperatura de aquecimento: 530–540°C (inferior a 6061°C para evitar o crescimento dos grãos)
- Tempo de espera: 1 a 2 horas, dependendo da espessura da secção.
- Resfriamento rápido: Resfriamento rápido em água com taxa de resfriamento ≥150°C/min para evitar precipitação prematura.
9.2Tratamento de envelhecimento
- Envelhecimento artificial T6: 170–180 °C durante 8–12 horas, resfriamento ao ar.
- Envelhecimento on-line T5: Temperatura controlada por meio de tanques de resfriamento após a extrusão; 150–170 °C por 4–6 horas, alta eficiência.
- Envelhecimento natural: 7 a 14 dias à temperatura ambiente; a resistência final atinge aproximadamente 70 a 801 TP3T de T6, sendo adequada quando não se exige alta resistência.

10.0Como garantir alta qualidade de superfície para a liga de alumínio 6063
O alumínio 6063 é considerado um substrato ideal para anodização, e a qualidade do tratamento de superfície influencia diretamente o valor do produto final.
10.1Tratamentos de superfície comuns
- Anodização (transparente, tingida, eletroforética): Mais comum; melhora a resistência à corrosão e a aparência.
- Anodização dura: espessura do revestimento de 20 a 50 μm para maior resistência ao desgaste em aplicações industriais.
- Jateamento de areia e escovação: Cria acabamentos foscos ou texturizados e disfarça pequenos arranhões.
- Revestimento em pó: Ampla gama de cores com alta resistência às intempéries para componentes externos.
- Polimento: Proporciona um acabamento espelhado para usos decorativos de alta qualidade.
10.2Notas sobre tratamento de superfície
- O pré-tratamento é fundamental: desengorduramento completo (limpeza alcalina), neutralização e polimento químico para remover a película de óxido e os contaminantes.
- Durante a anodização, evite densidades de corrente excessivas para prevenir revestimentos ásperos ou irregulares.
- Controle a temperatura da matriz de extrusão para evitar defeitos superficiais, como linhas escuras e arranhões.
- Para evitar descoloração durante o armazenamento, evite o contato com substâncias corrosivas.
11.0Perguntas Frequentes (FAQ)
O aço 6063 é adequado para extrusão de perfis complexos?
Sim. A liga 6063 oferece excelentes características de fluxo durante a extrusão e suporta perfis de paredes finas (em alguns processos, abaixo de 1,2 mm). A espessura e a complexidade finais da parede dependem da geometria do perfil, do projeto da matriz e das condições de extrusão, tornando-a uma das melhores ligas para perfis complexos.
Qual liga apresenta melhor anodização: a 6063 ou a 6061?
O aço 6063 apresenta melhor desempenho. Seu baixo teor de ferro e cobre resulta em uma camada de óxido mais uniforme, coloração consistente e brilho superficial superior, especialmente para acabamentos decorativos de cores claras.
Qual é a principal diferença entre as têmperas 6063 T5 e T6?
- T5: Envelhecimento online, alta eficiência de produção, menor custo, resistência média (tração ≈210 MPa); adequado para perfis padrão de portas/janelas.
- T6: Envelhecimento artificial, maior resistência (tração ≈260 MPa), menor deformação; ideal para aplicações estruturais ou componentes com requisitos críticos de resistência.
Como evitar o travamento da ferramenta durante a usinagem do alumínio 6063?
Priorize alta velocidade de corte + refrigeração adequada + ferramentas afiadas: velocidade de corte ≥300 m/min, fluido de corte específico para alumínio, ferramentas afiadas regularmente e evite usinagem de baixa velocidade com cargas pesadas.
O aço 6063 pode ser usado em ambientes externos?
Sim. Sua resistência à corrosão, combinada com a proteção anodizada, proporciona durabilidade a longo prazo por muitos anos. Em ambientes costeiros ou altamente poluídos, recomenda-se proteção adicional ou manutenção periódica.
Referência
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


