
- 1.0O que é um perfil de alumínio?
- 2.0Principais características dos perfis de alumínio
- 3.0Ligas de alumínio comuns, tipos e suas diferenças
- 4.0Tratamento térmico e estados de têmpera
- 5.0Classificações principais de perfis de alumínio
- 6.0Fabricação e tratamento de superfície de perfis de alumínio
- 7.0Principais áreas de aplicação de perfis de alumínio
- 8.0Controle de Qualidade e Manutenção de Perfis de Alumínio
1.0O que é um perfil de alumínio?
O perfil de alumínio, também conhecido como extrusão de alumínio ou estrutura de alumínio, é uma seção metálica fabricada principalmente de liga de alumínio por meio de uma série de processos, incluindo fusão, extrusão e tratamento de superfície. Possui seção transversal definida e dimensões padronizadas ou personalizadas.
O principal processo de conformação é a extrusão: tarugos cilíndricos de liga de alumínio são aquecidos a aproximadamente 450–500 °C e, em seguida, forçados através de uma matriz de aço projetada especificamente para esse fim, sob pressões que variam de 100 a 1.000 toneladas. Esse processo produz perfis com seções transversais uniformes e dimensões precisas. Após o resfriamento e a conformação, o perfil mantém a geometria fixa definida pela matriz. Por meio da otimização da liga e do controle do processo, o desempenho mecânico e funcional pode ser ainda mais aprimorado.
2.0Principais características dos perfis de alumínio
- Leve e de alta resistênciaCom uma densidade de aproximadamente 2,7 g/cm³, os perfis de alumínio são significativamente mais leves que os de aço. A adição de elementos de liga melhora substancialmente a resistência, contribuindo para a redução do peso estrutural total e para o aumento da eficiência energética.
- Resistência à corrosãoUma camada de óxido de alumínio formada naturalmente na superfície proporciona proteção eficaz contra a corrosão, tornando os perfis de alumínio adequados para ambientes externos e úmidos.
- Excelente usinabilidadeOs perfis de alumínio são fáceis de extrudar, cortar, soldar e usinar em CNC, permitindo uma personalização flexível para projetos estruturais complexos.
- Sustentável do ponto de vista ambientalO alumínio é 100% reciclável e a reciclagem de alumínio requer apenas de 5 a 101% da energia necessária para produzir alumínio primário, apoiando a fabricação verde e as metas de sustentabilidade.
- Baixo custo de manutençãoO alumínio não enferruja e resiste à deformação, permitindo uma vida útil de 50 anos ou mais em condições normais.
- Propriedades Físicas FuncionaisA boa condutividade térmica e elétrica, aliada ao comportamento não magnético, torna os perfis de alumínio ideais para eletrônica, dissipação de calor e equipamentos de precisão.
3.0Ligas de alumínio comuns, tipos e suas diferenças
| Série/Grau da Liga | Principais elementos de liga | Desempenho mecânico | Características do tratamento de superfície | Aplicações típicas |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Resistência à tração ≈ 190 MPa, limite de escoamento ≈ 145 MPa, resistência média | Excelente qualidade de anodização, acabamento de superfície liso e uniforme. | Decoração arquitetônica, mobiliário, dissipadores de calor eletrônicos, portas e janelas, estruturas decorativas, perfis de LED. |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Resistência à tração ≈ 310 MPa, limite de escoamento ≈ 276 MPa, alta resistência e dureza. | Qualidade da anodização ligeiramente inferior à do alumínio 6063, excelente soldabilidade. | Estruturas industriais robustas, armações de máquinas |
| Série 1000 | Alumínio de alta pureza | Baixa resistência mecânica | Excelente resistência à corrosão e condutividade elétrica. | Aplicações elétricas, componentes de dissipação de calor onde a pureza do material é essencial. |
4.0Tratamento térmico e estados de têmpera
| Estado de temperamento | Dureza Webster | Processo de formação | Características de desempenho |
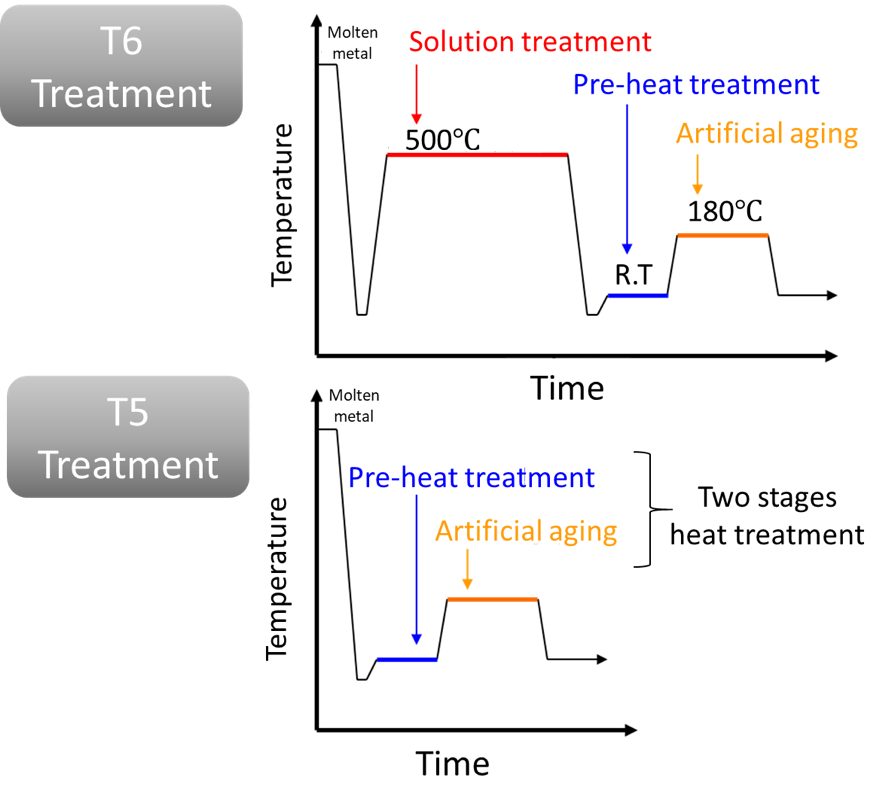
| T5 | 8–12 | Resfriamento controlado e envelhecimento artificial após a extrusão | Força e processabilidade equilibradas |
| T6 | Aproximadamente 13,5 | Tratamento térmico de solução seguido de envelhecimento artificial | Maior resistência e dureza em comparação com o T5. |
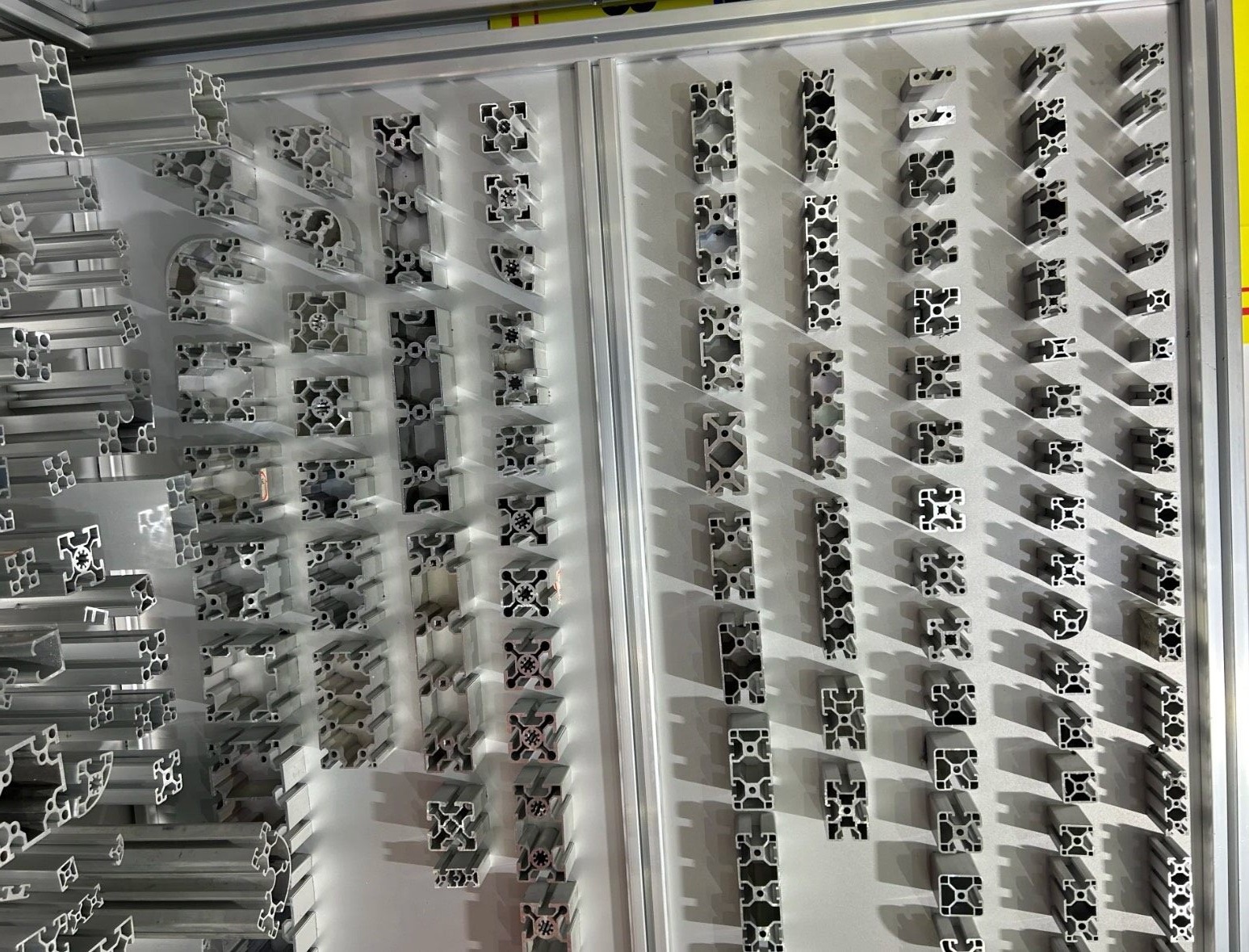
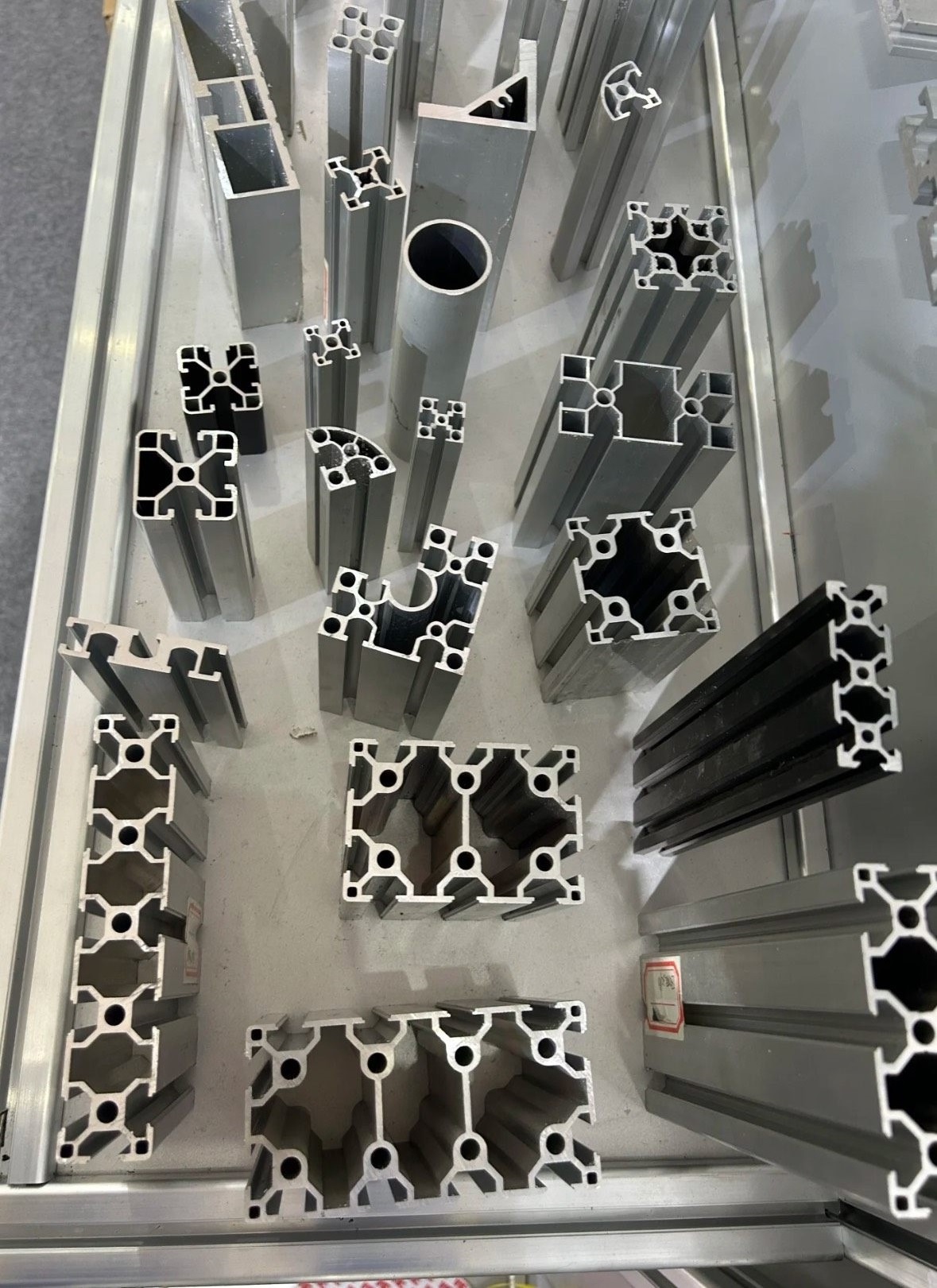
5.0Classificações principais de perfis de alumínio
5.1Classificação por Grau de Personalização
| Classificação | Características | Formas/Aplicações Comuns |
| Perfis padrão | Fabricados em tamanhos e seções transversais padrão da indústria, com alta relação custo-benefício e fácil disponibilidade. | Perfis em L, perfis em U, perfis em T, tubos quadrados e redondos, barras chatas, perfis em Z; estruturas em geral, conectores, suportes estruturais. |
| Perfis Especiais | Projetado para aplicações específicas, com elementos personalizados (estruturas de encaixe, canais integrados para gerenciamento de cabos, superfícies de montagem dedicadas). | Equipamentos de precisão, componentes arquitetônicos especializados |
| Perfis personalizados | Desenvolvido com ferramentas específicas com base em requisitos específicos do projeto, seções transversais e dimensões exclusivas. | Cenários personalizados de engenharia e design |

5.2Classificação por estrutura e aplicação
| Classificação | Características | Aplicações típicas |
| Perfis de estrutura | Bordas seguras de painéis (vidro, chapas de plástico) combinam estabilidade estrutural com apelo decorativo. | Caixilhos de portas e janelas, displays publicitários, estandes de exposição, acabamentos de móveis. |
| Perfis de caixa | Seções fechadas retangulares ou quadradas, rigidez e capacidade de carga excepcionais, boa condutividade térmica e elétrica. | Construção, indústria automotiva, fabricação de máquinas, aplicações elétricas |
| Perfis de LED | Projetado especificamente para fitas de LED, utiliza a condutividade térmica do alumínio para dissipação de calor, permitindo instalação embutida ou de superfície. | Os sistemas de iluminação LED proporcionam distribuição uniforme da luz e proteção mecânica. |
| Perfis angulares | Em formato de L, protege e decora as junções de duas superfícies, prevenindo danos por impacto. | Decoração de interiores e exteriores, proteção de equipamentos |
| Perfis Sigma | Seção transversal semelhante à letra grega Σ, alta resistência estrutural. | Componentes estruturais e de fixação em máquinas industriais e instalações fabris. |
| Perfis de viga oca | Estruturas ocas sem limitações rígidas de seção transversal (variantes retangulares e quadradas) | Estruturas de suporte horizontal em edifícios e pontes, aplicações para cargas pesadas. |
| Perfis Funcionais Dedicados | Inclui perfis SD para janelas de correr (alta resistência às intempéries), perfis RCW para fachadas cortina (fachadas de edifícios altos, vedação e proteção), perfis para portas (fixação de portas de vidro pesado), perfis para venezianas (ventilação, iluminação natural, privacidade, resistência à água) e perfis T (treliças, suportes de canto). | Sistemas de janelas deslizantes, fachadas cortina de edifícios altos, estruturas de portas de vidro pesado, sistemas de ventilação, estruturas treliçadas. |
5.3Outros métodos de classificação
| Base de classificação | Tipos | Critérios de seleção |
| Processo de fabricação | Perfis extrudados, perfis fundidos, perfis laminados | Com base nos requisitos de eficiência de produção e desempenho do produto |
| Acabamento de superfície | Perfis com acabamento bruto, perfis anodizados, perfis com revestimento em pó. | De acordo com o ambiente de aplicação e os requisitos estéticos. |
6.0Fabricação e tratamento de superfície de perfis de alumínio
6.1Pontos-chave do processo de fabricação
O processo de extrusão confere aos perfis de alumínio uma flexibilidade de design excepcional, permitindo a produção tanto de barras maciças simples quanto de seções transversais complexas com múltiplas cavidades. Um fluxo de produção completo inclui aquecimento do tarugo → aquecimento do recipiente → aquecimento da matriz → extrusão → têmpera → endireitamento → corte no comprimento desejado → armazenamento em racks → envelhecimento → entrega. Cada parâmetro do processo afeta diretamente a qualidade do produto final.
Requisitos de controle de processo
- A temperatura de extrusão, a pressão e a taxa de resfriamento devem ser monitoradas continuamente para garantir a precisão dimensional e o desempenho mecânico consistente.
- As matrizes de extrusão devem ser polidas e pré-aquecidas a 440–480 °C (para matrizes com orifícios, tempo de espera ≥ 1,5 horas); o recipiente deve ser aquecido a 380–430 °C e limpo regularmente.
- Os tarugos são inspecionados para remover defeitos e aquecidos de acordo com a espessura da parede (≥1,4 mm: 440–540 °C; <1,4 mm: 400–540 °C).
- A pressão inicial de extrusão não deve exceder 210 kg/cm²; a pressão é liberada para desgaseificação a 110–160 kg/cm². A temperatura de saída deve ser ≥500°C e a espessura da extremidade controlada entre 15–30 mm.
Resfriamento e envelhecimento
Essas são etapas cruciais para aprimorar as propriedades mecânicas. Para a liga 6063 (têmpera T6), é necessário resfriamento forçado por ar, com uma taxa de resfriamento ≥80°C/min até abaixo de 170°C. A liga 6061 pode ser temperada usando ar comprimido, névoa de água ou resfriamento com água. O envelhecimento permite a precipitação dos elementos de liga, melhorando significativamente a resistência.
6.2Principais métodos de tratamento de superfície
| Método de tratamento | Princípio do Processo | Características de desempenho | Limitações | Aplicações típicas |
| Anodização | Forma uma camada densa de óxido de alumínio por meio de reação eletroquímica (espessura de 5 a 25 μm). | Alta dureza, excelente resistência à corrosão e ao desgaste, tingível em diversas cores, vida útil de até 20 anos. | Não condutor, uniformidade de cor sensível ao controle do processo | Componentes arquitetônicos, dissipadores de calor eletrônicos |
| Revestimento em pó | Aplicação eletrostática do pó seguida de cura a 180–200°C. | Ampla gama de cores e acabamentos (fosco, brilhante), excelente resistência às intempéries, resistente ao desbotamento, sem solventes, ecologicamente correto. | Tons vibrantes podem desbotar e podem ocorrer defeitos na superfície (casca de laranja, desprendimento do pó). | Cortinas de vidro, instalações externas |
| Tratamento mecânico de superfície | Escovação, polimento e jateamento de areia para criar texturas distintas. | A escovação disfarça arranhões, o polimento produz um acabamento espelhado e o jateamento de areia proporciona uma superfície fosca e não refletora. | — | Componentes decorativos, equipamentos de precisão |
| Revestimento eletroforético | Partículas de revestimento depositadas sob campo elétrico formam uma camada lisa e uniforme. | Forte adesão, resistência ao impacto, revestimento mais denso em comparação com a anodização. | Opções de cores limitadas (prata, champanhe, preto), podendo ocorrer variação de cor. | Portas e janelas arquitetônicas, perfis de móveis |
| Anodização Condutiva | Forma uma fina camada de óxido (0,5–5 μm) | Mantém a condutividade elétrica, ao mesmo tempo que oferece proteção básica. | — | Componentes eletrônicos |
| Impressão por Transferência de Textura de Madeira | Simule texturas de madeira natural na superfície do perfil. | Aprimore o apelo decorativo, combinando o desempenho do alumínio com a estética da madeira. | — | Mobiliário, decoração arquitetônica |

6.3Ferramentas e equipamentos principais
- Matrizes de extrusãoFerramentas principais para conformação de perfis, projetadas sob medida de acordo com a geometria da seção transversal; a qualidade da matriz determina diretamente a precisão dimensional e a exatidão da forma, exigindo manutenção regular para evitar defeitos relacionados ao desgaste.
- Dispositivos de fixação e sistemas de apertoUtilizado para posicionar e fixar perfis durante a usinagem; um projeto adequado garante o posicionamento preciso, evita movimentos e vibrações, mantém tolerâncias rigorosas e consistência entre lotes, além de proteger a vida útil da ferramenta.
- Ferramentas de corteIncluindo lâminas de serra, brocas, fresas, machos e alargadores; as ferramentas devem ter alta precisão e excelente acabamento superficial, com material, revestimento e geometria de corte otimizados para alumínio; ferramentas especializadas e lubrificantes específicos são recomendados devido à tendência do alumínio de aderir às ferramentas em altas velocidades e temperaturas.
6.4Equipamentos de processamento comumente usados
- Centros de usinagem de fuso elétrico de alta velocidadeCapaz de usinagem multidirecional em um raio de 180° ao redor da superfície extrudada; pode processar até três lados de perfis quadrados em uma única configuração, adequada para requisitos de usinagem complexos.
- Máquinas dedicadas para perfis de alumínioMáquinas simplificadas para operações de corte e perfuração; fáceis de operar, adequadas para processar componentes estruturalmente simples.
- Máquinas de corte de alumínioProjetada especificamente para perfis de alumínio; alta precisão de corte, bordas sem rebarbas, adequada para diversas seções transversais e espessuras, suporta cortes de comprimento fixo para pré-processamento de portas, janelas e caixilhos.
- Máquinas de Dobrar Perfis de AlumínioUtilizada para curvar perfis com controle preciso do ângulo (ajustável de 0° a 180°); pode processar perfis de paredes finas e grossas em arcos, ângulos retos e outras formas complexas, atendendo aos requisitos de projetos arquitetônicos e industriais.

6.5Fatores-chave na usinagem de perfis
- Seleção de EquipamentosAs máquinas devem ser selecionadas com base na complexidade do processo e na geometria da peça para garantir a compatibilidade com as ferramentas necessárias, qualidade estável e ciclos de produção otimizados.
- Controle de desgaste da ferramentaLubrificação eficaz, sistemas de evacuação de cavacos e manutenção regular reduzem o desgaste da ferramenta, mantendo a precisão da usinagem e prolongando sua vida útil.
- Monitoramento de ProcessosOs sistemas de monitoramento de usinagem e registro de dados permitem rastreabilidade completa, garantindo que todas as peças sejam processadas sob parâmetros consistentes para uma produção estável e confiável.
- Garantia de segurançaEquipamentos totalmente automatizados minimizam o contato do operador com componentes móveis; o uso de equipamentos de proteção individual adequados é obrigatório em cada etapa do processo.
6.6Métodos de Processamento Secundário (Profundo)
- Usinagem CNCIndicado para componentes de alta precisão, capaz de produzir furos e ranhuras complexos com tolerâncias de até ±0,01 mm; o aço 6061 requer velocidades de corte ligeiramente inferiores às do 6063 devido à sua maior dureza; as aplicações típicas incluem conectores de precisão e invólucros eletrônicos.
- Corte e perfuraçãoOs métodos de corte incluem serragem e corte a laser; o corte a laser oferece alta precisão e bordas lisas, ideal para perfis de paredes finas ou complexos; a furação requer taxas de avanço controladas, e os perfis de paredes finas devem ser fixados com segurança para evitar deformações e má qualidade do furo.
- Dobrar e SoldarA liga 6061 possui melhor soldabilidade que a 6063 e requer tratamento térmico pós-soldagem para restaurar sua resistência; a liga 6063 é mais propensa a fissuras durante a soldagem, exigindo uma seleção cuidadosa do processo.
7.0Principais áreas de aplicação de perfis de alumínio
- Indústria da ConstruçãoUtilizados em sistemas de fachadas cortina, portas e janelas, estruturas de montagem solar, pontes, estádios, estruturas de edifícios altos, rodapés, etc. Os perfis de portas e janelas com ruptura térmica, combinados com faixas de isolamento, proporcionam excelente desempenho térmico e acústico, atendendo aos requisitos modernos de construção com eficiência energética.
- Indústria de TransportesAplicado em chassis de aeronaves e automóveis, sistemas de refrigeração e componentes internos. As propriedades de leveza ajudam a melhorar a eficiência de combustível, enquanto as ligas de alumínio de alta resistência são amplamente utilizadas em aplicações aeroespaciais para reduzir o peso e aumentar o desempenho.
- Indústria Eletrônica e ElétricaComumente utilizado em dissipadores de calor, gabinetes de equipamentos e sistemas de gerenciamento de cabos. A alta condutividade térmica e as propriedades de blindagem eletromagnética protegem componentes eletrônicos sensíveis, ao mesmo tempo que melhoram a eficiência da dissipação de calor.
- Nova Indústria de EnergiaUtilizado em sistemas de montagem de painéis solares e componentes de turbinas eólicas. A resistência a condições climáticas extremas e a reciclabilidade estão em consonância com os requisitos de sustentabilidade do setor de energias renováveis.
- Indústria Industrial e de MaquinariaAplicados em estruturas de máquinas, bancadas de trabalho, sistemas de transporte e cabines de segurança industrial. Os sistemas modulares de perfis de alumínio permitem montagem e reconfiguração rápidas, oferecendo a flexibilidade exigida pelas linhas de produção automatizadas.
- Indústria de decoração e mobiliárioUtilizados em vitrines, estruturas de móveis e iluminação decorativa em LED, os perfis de alumínio combinam estética e funcionalidade, podendo receber tratamentos de superfície para se adequarem a diferentes estilos de design e ambientes internos.


8.0Controle de Qualidade e Manutenção de Perfis de Alumínio
8.1Padrões de Qualidade e Inspeção
- Conformidade com as normasA produção está em conformidade com normas reconhecidas internacionalmente, incluindo ISO 9001 (Sistemas de Gestão da Qualidade), ISO 14001 (Sistemas de Gestão Ambiental) e as normas EN, ASTM e DIN relevantes para perfis de alumínio, garantindo um controle rigoroso da resistência mecânica, das tolerâncias dimensionais e da durabilidade a longo prazo.
- Métodos de testeOs testes regulares incluem ensaios de resistência à tração, dureza e resistência à corrosão. O controle estatístico de processo e o monitoramento em tempo real são implementados para garantir a estabilidade e a consistência da produção.
- Certificação e ConformidadeA certificação por terceiros é utilizada para verificar a conformidade do produto, proporcionando garantia de qualidade confiável para diversos cenários de aplicação.
8.2Diretrizes de manutenção diária
Os perfis de alumínio requerem manutenção mínima. A limpeza rotineira com água limpa ou detergentes neutros é suficiente para remover poeira e resíduos de óleo. Devem-se evitar agentes de limpeza corrosivos. Para aplicações externas, os revestimentos da superfície devem ser inspecionados periodicamente e quaisquer danos devem ser reparados prontamente para prolongar a vida útil.
Referência
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



