
O corte de metais é um dos métodos de fabricação mais fundamentais e críticos na engenharia mecânica. Seja torneamento em um torno, fresagem em uma fresadora, mandrilamento em uma mandriladora ou remoção precisa de material em modernos sistemas CNC, como... Máquinas de corte a laser de tubosO princípio fundamental permanece o mesmo: remover o excesso de material de uma peça para obter a forma, as dimensões e a qualidade de superfície desejadas.
Para obter uma compreensão sólida do processo de corte de metais, é essencial analisá-lo sob três aspectos principais: elementos de corte, parâmetros de corte e geometria da camada de corte.
1.0O que são elementos de corte no corte de metais?
O corte de metais refere-se a um processo de usinagem no qual uma ferramenta de corte aplica um movimento de corte a uma peça de trabalho em uma máquina-ferramenta, removendo o excesso de material na forma de cavacos. Máquinas-ferramenta típicas incluem tornos, fresadoras, furadeiras e mandriladoras.
Os elementos básicos do corte de metais incluem principalmente:
- Movimento de corte: incluindo o movimento principal e o movimento de avanço (por exemplo, a rotação da peça é o movimento principal em um torno, enquanto a rotação da ferramenta é o movimento principal em uma fresadora ou furadeira).
- Parâmetros de corte
- Camada de corte e seus parâmetros geométricos
Esses elementos, em conjunto, determinam a eficiência de corte, a precisão da usinagem e a vida útil da ferramenta.
Resumo: Os elementos de corte formam a base teórica para analisar o processo de corte, selecionar parâmetros de corte e otimizar estratégias de usinagem em diferentes tipos de máquinas-ferramenta.
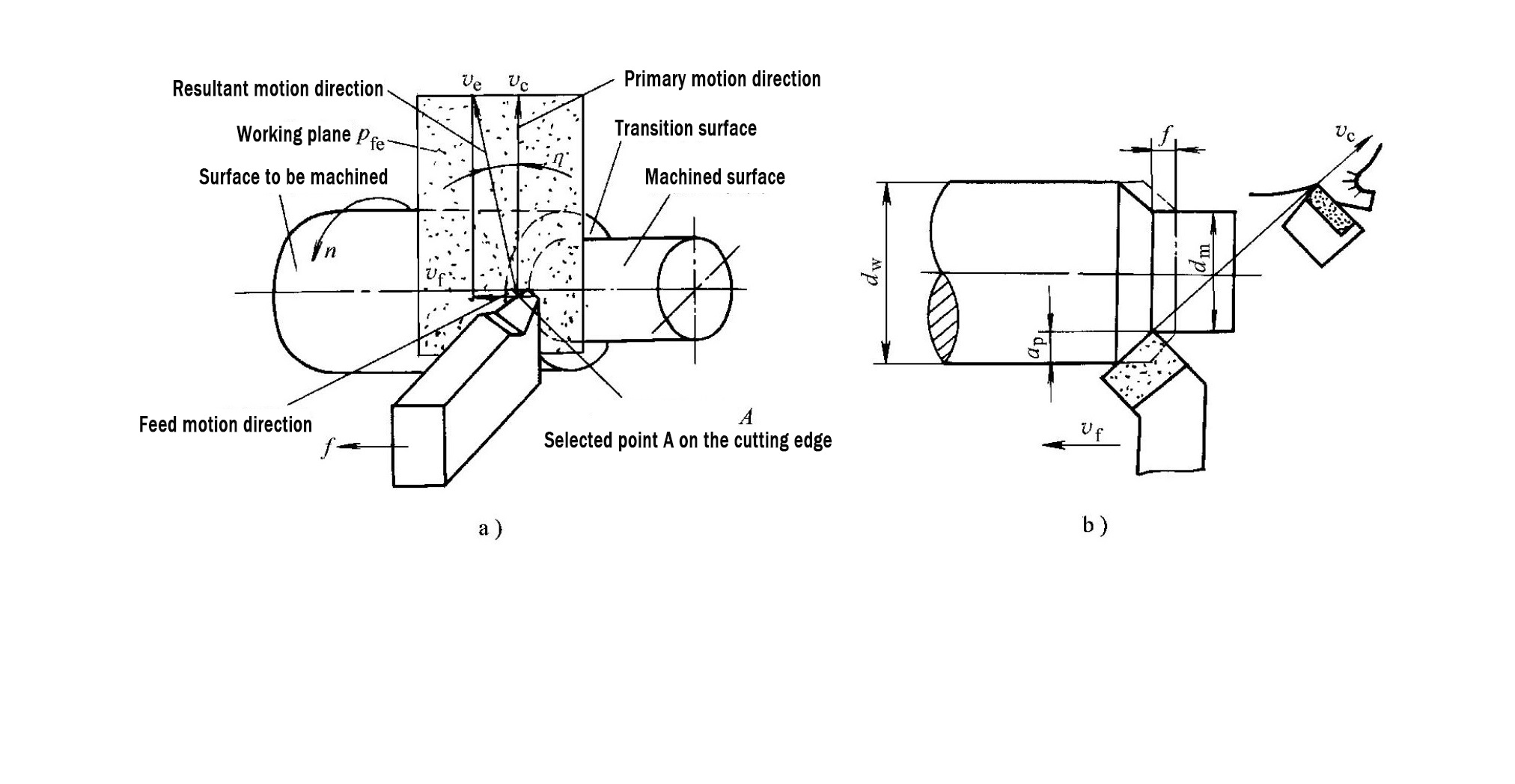
2.0Classificação das superfícies da peça em operações de corte
Durante o processo de corte, a superfície da peça não é estática, mas evolui continuamente à medida que o material é removido. Esse fenômeno é comum a todas as operações de corte de metais, e as superfícies são geralmente classificadas em três categorias:
- Superfície usinada: a superfície que já foi cortada pela ferramenta, formando as dimensões finais ou intermediárias da peça de trabalho.
- Superfície a ser usinada: a superfície que ainda não foi cortada e será removida pela próxima camada de corte
- Superfície de transição: a superfície que está sendo formada pela aresta de corte, a qual será ainda mais removida na próxima passada de corte ou revolução
Resumo: A camada de corte existe entre a superfície a ser usinada e a superfície usinada, enquanto a superfície de transição atua como uma interface dinâmica que conecta as duas.
3.0O que são ração e taxa de alimentação?
3.1Alimentar
O termo "avanço" refere-se ao deslocamento da ferramenta em relação à peça de trabalho na direção de avanço e reflete a "densidade" de remoção de material durante o corte. Sua definição varia ligeiramente dependendo do tipo de máquina:
- Alimentação por revolução:
$$
f (mm/r)
$$
Utilizado principalmente em tornos e máquinas de mandrilar.
- Alimentação por dente:
$$
f_z (mm/dente)
$$
Comumente utilizado em ferramentas com múltiplos dentes em fresadoras, máquinas de perfuraçãoe alargadores.
Por exemplo, na torneagem externa em um torno, o avanço
$$
f
$$
Representa a distância axial que a ferramenta avança durante uma revolução completa da peça de trabalho.
3.2Taxa de alimentação
A taxa de avanço é a velocidade instantânea do ponto selecionado na aresta de corte em relação à peça de trabalho na direção de avanço e é expressa em mm/min.
$$
v_f = f \cdot n = z \cdot n \cdot f_z
$$
Onde:
– \(v_f\) é a taxa de alimentação
– \(f\) é o avanço por revolução
– \(f_z\) é o avanço por dente
– \(n\) é a velocidade do fuso (r/min)
– \(z\) é o número de dentes cortantes
Interpretação de engenharia: Mantendo-se as demais condições inalteradas, o aumento da taxa de avanço incrementa a espessura da camada de corte, resultando em maiores forças de corte e maior carga na ferramenta.
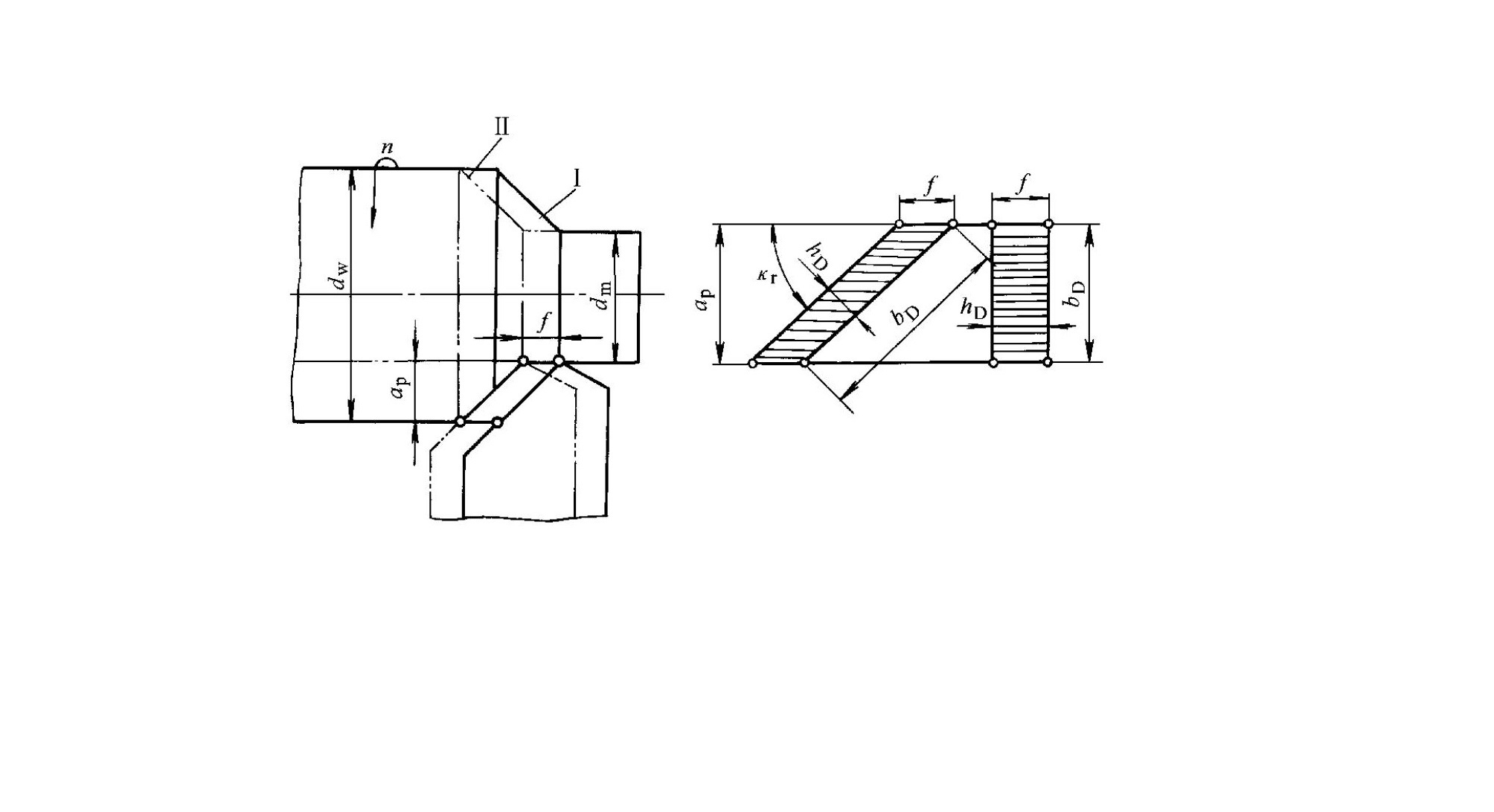
4.0O que é profundidade de corte?
A profundidade de corte refere-se à profundidade de corte medida a partir de um ponto selecionado na aresta de corte, perpendicular ao plano de trabalho. A unidade é o milímetro (mm) e sua definição depende do método de usinagem.
4.1Métodos de cálculo comuns
- Torneamento externo em torno:
$$
a_p = \frac{d_w – d_m}{2}
$$
- Operações tediosas:
A mesma fórmula se aplica, com (d_w) e (d_m) trocados. - Moagem:
A profundidade de corte é normalmente definida como a profundidade de contato vertical da ferramenta em relação à peça de trabalho. - Corte de chapas:
A profundidade de corte corresponde à espessura da chapa de material cortada em uma única passada.
Onde:
– \(a_p\) é a profundidade de corte
– \(d_w\) é o diâmetro da superfície a ser usinada
– \(d_m\) é o diâmetro da superfície usinada
Interpretação de engenharia: Na usinagem de desbaste, o aumento
$$
a_p
A profundidade de corte $ é geralmente priorizada para melhorar a taxa de remoção de metal. Em operações de acabamento, uma menor profundidade de corte é preferível para obter uma melhor qualidade de superfície.
5.0Conclusão: Por que entender a camada de corte é importante
Os parâmetros de corte determinam a geometria da camada de corte, e esses parâmetros influenciam diretamente o desempenho geral da usinagem em equipamentos de metalurgia.
Os principais fatores incluem a magnitude da força de corte, a temperatura de corte, o desgaste e a vida útil da ferramenta, e a qualidade da superfície usinada.
A seleção racional dos parâmetros de corte deve ser baseada em uma compreensão clara das características fundamentais da camada de corte.
6.0Perguntas frequentes sobre corte de metais
Q1: Qual parâmetro de corte tem o maior impacto na vida útil da ferramenta?
A: A velocidade de corte tem a influência mais significativa na vida útil da ferramenta, pois afeta diretamente a temperatura de corte e os mecanismos de desgaste.
$$
v_c = \frac{\pi dn}{1000}
$$
Q2: Aumentar a taxa de avanço sempre melhora a eficiência da usinagem?
A: Não. Embora uma taxa de avanço maior aumente a remoção de material, ela também aumenta a força de corte e a carga na ferramenta, o que pode reduzir a vida útil da ferramenta ou a qualidade da superfície.
Q3: Como os parâmetros da camada de corte afetam o acabamento da superfície?
A: Uma espessura maior da camada de corte geralmente aumenta a força de corte e a vibração, o que pode degradar o acabamento da superfície. Otimizando
$$
f \text{ e } a_p
$$
Ajuda a equilibrar a eficiência e a qualidade da superfície.