
- 1.0O que é uma prensa de estampagem?
- 2.0Tipos de estrutura: estrutura em C vs. prensas de lado reto
- 3.0Prensas Mecânicas: Sistemas de Operação e Acionamento
- 4.0Prensas Hidráulicas: Flexibilidade e Controle de Força
- 5.0Escolhendo a prensa certa
- 6.0Benefícios do Processamento de Bobinas
- 7.0Mecanismos de alimentação de prensa
- 8.0Processamento de sucata
- 9.0Aplicações de prensas de estampagem em diversos setores
- 10.0Conclusão
- 11.0Perguntas Frequentes (FAQ)
As prensas de estampagem estão no centro da fabricação moderna de chapas metálicas, transformando materiais planos em produtos finais com precisão, eficiência e desperdício mínimo. Este guia abrangente explora os principais tipos de prensas de estampagem, seus principais componentes, mecanismos de acionamento, critérios de seleção de prensas e sistemas modernos de processamento de bobinas.
1.0O que é uma prensa de estampagem?
As prensas de estampagem utilizam a força de um cilindro (ou corrediça) móvel para transmitir tonelagem a ferramentas específicas, a fim de moldar um produto. Esse processo frequentemente resulta em pouco ou nenhum refugo e requer intervenção mínima do operador. Uma ampla gama de tamanhos e tipos de prensas é utilizada, dependendo da complexidade da peça, geometria e escala de produção.
A força de movimento do imprensa é acionada mecanicamente ou hidraulicamente. Estamparia simples e unidimensional pode ser realizada com prensas compactas de bancada, gerando apenas cinco toneladas. Em contraste, componentes grandes e complexos exigem prensas com capacidades na casa dos milhares de toneladas. A velocidade da prensa varia significativamente, de 10 a 18 golpes por minuto para aplicações padrão a até 1.800 golpes por minuto em sistemas de alta velocidade.


2.0Tipos de estrutura: estrutura em C vs. prensas de lado reto
Tanto as prensas hidráulicas quanto as mecânicas são classificadas de acordo com o tipo de estrutura na qual os componentes móveis são montados. Os dois tipos de estrutura de prensa mais comuns são:
2.1Prensa Gap-Frame (C-Frame)
O Prensa de estrutura “C” Permite fácil acesso a três lados da área da matriz, requer menos espaço no piso e costuma ser mais econômico, especialmente em faixas de 35 a 60 toneladas. No entanto, devido à sua estrutura aberta, a estrutura em C é propensa a desalinhamento angular, pois a estrutura se deforma sob carga. Embora nem sempre seja problemático, isso pode exigir estruturas mais pesadas (e mais caras) para certas aplicações.
Uma variante popular é a Pressão inclinada com as costas abertas (OBI), que inclina a estrutura para trás para facilitar a ejeção de peças ou sucata. Alternativamente, o Prensa estacionária aberta (OBS) é mais amplamente utilizado e descarrega peças ou sucata usando jatos de ar temporizados, dispositivos mecânicos ou transportadores.
2.2Pressão lateral reta
Pressões laterais retas Apresentam colunas verticais ou montantes que eliminam a deflexão angular. Proporcionam maior vida útil da matriz e precisão das peças.
Os quatro componentes principais de uma prensa lateral reta incluem:
- Coroa: Suporta o motor, o volante e os mecanismos de acionamento
- Colunas: Apoie a coroa e inclua chaves para alinhamento e orientação
- Cama: Serve como base estrutural
- Reforço: Montado na cama para apoiar e fortalecer a configuração da matriz

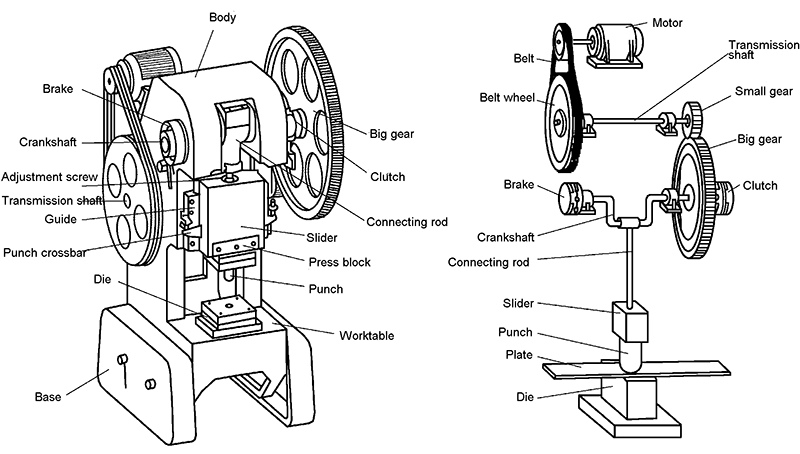
3.0Prensas Mecânicas: Sistemas de Operação e Acionamento
As prensas mecânicas operam com um motor elétrico que gira um volante. O volante gira em torno de um virabrequim até ser acionado por uma embreagem, transmitindo energia por meio de um sistema de transmissão para o cursor ou cilindro.
3.1Componentes principais:
- Embreagem: Transfere a energia do volante para o virabrequim
- Sistema de freio: Mantém o carneiro na posição quando desengatado
3.2Capacidade de Força
Capacidade de força refere-se à tonelagem exercida a uma distância especificada a partir da parte inferior do curso, influenciada por:
- Velocidade do volante
- Capacidade de torque do trem de força
Observação: Relações de transmissão em prensas de engrenagens não aumentam a força, mas ajudam a otimizar a velocidade do volante para aumentar a capacidade de torque.
3.3Prensas mecânicas de alta velocidade
Prensas com capacidade para 300 golpes por minuto ou mais são consideradas de alta velocidade. Para produções pequenas e de alto volume, as velocidades podem chegar a até 1400 golpes por minuto.
3.4Variações do sistema de transmissão
Existem três arranjos primários de transmissão mecânica:
3.5Sistema de acionamento direto
- O motor de acionamento gira o volante diretamente por meio de um sistema de correia.
- Oferece o velocidade máxima, menor perda de energia, e fácil manutenção.
- Desvantagem: Deve operar na velocidade máxima para atingir a força de conformação total e pode causar desalinhamento angular devido ao torque em uma extremidade do virabrequim.
3.6Sistemas de transmissão por engrenagens
- Incluir engrenagem simples ou dupla reduções e engrenagens excêntricas.
- Corrija o desalinhamento angular.
- Oferece maior potência para formando peças grandes ou profundamente estampadas.
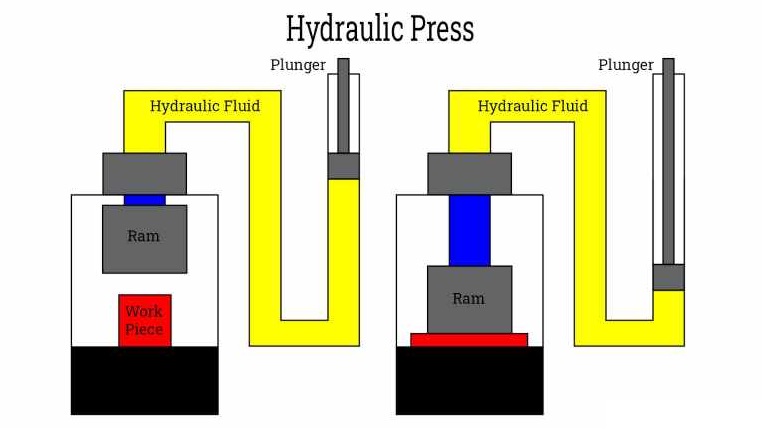
4.0Prensas Hidráulicas: Flexibilidade e Controle de Força
Embora as prensas mecânicas dominem o mercado, prensas hidráulicas estão ganhando popularidade devido à sua flexibilidade.
4.1Vantagens das Prensas Hidráulicas:
- A tonelagem completa está disponível em qualquer posição de braçada.
- Ideal para profundo desenho que requer força no início do golpe.
- Ajustável AVC melhora a folga das peças entre os ciclos.
- Predefinição pressão acomoda várias alturas de matriz e espessuras de material.
As prensas hidráulicas permitem melhor controle, tornando-os adequados para aplicações que envolvem peças grandes ou irregulares.
5.0Escolhendo a prensa certa
Não existe uma prensa única que atenda a todas as necessidades da aplicação. A seleção envolve ponderações entre desempenho, custo e demandas operacionais.
5.1Fatores de seleção primários:
- Tamanho da prensa
- Capacidade de força
- Disponibilidade de energia
- Velocidade e frequência de braçada
5.2Considerações adicionais:
- Tamanho e complexidade das peças de trabalho
- Número de operações de estampagem
- Volume de produção e taxas de ciclo
- Tolerâncias necessárias e acabamento superficial
- Custo total do sistema (incluindo automação e controle)
À medida que as operações se tornam mais automatizadas, Controles CNC e sistemas de estado sólido são cada vez mais essenciais. Da mesma forma, os sistemas de alimentação de material devem corresponder à velocidade e à capacidade da prensa para manter a produtividade.
6.0Benefícios do Processamento de Bobinas
As operações de estampagem de alto volume dependem cada vez mais de alimentação de bobinas para maximizar a produtividade. Moderno sistemas de alimentação de bobinas oferecem entrega contínua de material, reduzem o manuseio manual e minimizam o espaço no chão e os requisitos de mão de obra, tornando-os ideais para linhas de prensagem automatizadas.
Uma solução particularmente eficiente é a Sistema de endireitamento e alimentação de desbobinador 3 em 1, que integra desenrolando, endireitamento e alimentação em uma única unidade compacta. Este design simplifica a configuração da linha, reduz o tempo de troca de bobina e garante a operação sincronizada com a prensa de estampagem.
6.1Funções da linha de processamento de bobinas
Um sistema completo de processamento de bobinas normalmente inclui:
- Desenrolando chapa metálica de rolos
- Endireitamento/nivelamento para remover a curvatura do conjunto de bobinas
- Alimentação na imprensa
- Processamento de sucata para gestão de resíduos
Para executar essas funções, são utilizadas diversas configurações de equipamentos:
- Bobinas de pagamento apoiar e desenrolar a bobina metálica.
- Berços de bobina são adequados para manusear materiais mais espessos ou menos sensíveis ao acabamento.
- Alisadores ou niveladores use rolos ajustáveis para eliminar a curvatura, garantindo a entrada plana da folha na matriz.
Em muitas linhas de estampagem avançadas, uma Alisador e alimentador de desbobinador 3 em 1 Substitui máquinas separadas, oferecendo uma solução compacta e totalmente sincronizada. Esses sistemas completos melhoram a precisão da alimentação e reduzem o desalinhamento, especialmente benéficos em aplicações de alta velocidade ou precisão.
Detalhes do equipamento:
- Pague o suporte do carretel e desenrolar o metal.
- Bobina berços são usados para materiais mais espessos ou não sensíveis ao acabamento.
- Alisadores ou niveladores curvatura correta por meio de rolos ajustáveis, garantindo que o material plano entre na matriz.

7.0Mecanismos de alimentação de prensa
Sistemas de alimentação automatizados reduzem a mão de obra e aumentam a eficiência. Os tipos incluem:
7.1Feeds de slides
As pinças movem a bobina por uma distância definida, liberam e retornam para o próximo ciclo.
7.2Alimentadores de rolo
- Sistema mais comum.
- Rolos opostos acionados intermitentemente alimentam o material.
- Permite que a bobina permanecer durante o curso da prensa.
- Geralmente acionado pneumaticamente ou hidraulicamente.
7.3Servo Feeds (Controlado Digitalmente)
Rolos acionados de forma independente permitem:
- Alimentação Joggle
- Ziguezague padrões
- Alimentações oscilantes
- Alimentações de transporte
Os sistemas servo-acionados fornecem controle preciso, aumentar os golpes por minuto e reduzir sucata.


8.0Processamento de sucata
Todas as linhas de estampagem alimentadas por bobina geram algum refugo. Isso pode ser gerenciado de duas maneiras:
- Sucata integrada ejeção através da matriz de estampagem
- Sistemas externos de sucata, acionado por pressão ou alimentado independentemente
9.0Aplicações de prensas de estampagem em diversos setores
As prensas de estampagem são indispensáveis em uma ampla gama de indústrias devido à sua versatilidade, velocidade e capacidade de produzir peças de alta precisão em escala.
- Indústria automotiva: Talvez o maior consumidor de tecnologia de estampagem, o setor automotivo utiliza prensas para fabricar painéis de carroceria, suportes, reforços e componentes de chassis. Prensas mecânicas de alta velocidade são comumente usadas para produzir peças com geometria e acabamento consistentes.
- Fabricação de Eletrodomésticos: No setor de eletrodomésticos, as prensas de estampagem produzem gabinetes, painéis de controle, estruturas de suporte e conjuntos internos para geladeiras, fornos, máquinas de lavar e muito mais. A capacidade de lidar com grandes formatos de folhas é fundamental nesta aplicação.
- Eletrônicos e Componentes Elétricos: Prensas de estampagem de precisão formam terminais, conectores, componentes de blindagem e placas de contato usadas em placas de circuito e montagens. Prensas de alta velocidade são preferidas por sua capacidade de produzir peças pequenas e delicadas em grandes volumes.
- Aeroespacial e Defesa:Componentes de aeronaves, reforços estruturais e suportes personalizados são frequentemente formados com prensas hidráulicas ou de lado reto, que oferecem maior precisão e força em cursos mais longos.
- Construção e HVAC: Prensas de estampagem formam componentes de dutos, suportes, painéis e perfis arquitetônicos. Linhas de alimentação automatizadas garantem uma produção consistente nesses setores com diferentes espessuras de material.
10.0Conclusão
As prensas de estampagem são máquinas diversificadas e de alto desempenho, essenciais para a manufatura moderna. Escolher entre sistemas mecânicos e hidráulicos, selecionar o tipo certo de estrutura e implementar sistemas avançados de alimentação de bobinas desempenham papéis cruciais na produtividade e na qualidade das peças. À medida que a automação e os controles digitais evoluem, as capacidades das prensas também evoluem, permitindo processos de estampagem mais rápidos, flexíveis e econômicos em todos os setores.
11.0Perguntas Frequentes (FAQ)
Qual é a diferença entre uma prensa mecânica e uma hidráulica?
As prensas mecânicas são mais rápidas e ideais para estampagem de alta velocidade, enquanto as prensas hidráulicas oferecem força total durante todo o curso e são mais adequadas para estampagem profunda e formas complexas.
Como escolher entre uma prensa tipo C e uma prensa de lado reto?
As prensas com estrutura em C são mais compactas e econômicas, mas podem sofrer deflexão sob cargas pesadas. As prensas com laterais retas oferecem maior precisão e suporte aprimorado para operações de grande porte ou com alta força.
Com quais materiais as prensas de estampagem podem trabalhar?
Os materiais comuns incluem aço carbono, aço inoxidável, alumínio, cobre e metais revestidos. A espessura do material, a resistência à tração e as características de conformação devem ser adequadas ao tipo de prensa apropriado.
Por que a alimentação por bobina é preferível à alimentação manual?
A alimentação por bobina garante produção ininterrupta, reduz o tempo de manuseio, melhora a segurança e permite velocidades mais altas, especialmente importantes em operações de grande volume.
As prensas podem ser automatizadas?
Sim, a maioria das prensas de estampagem modernas pode ser totalmente automatizada com servoalimentadores, manipuladores de peças robóticos, trocadores de matrizes e controladores de prensa baseados em CNC.
Referências
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




