
- 1.0O que é cisalhamento na metalurgia?
- 2.0Tipos de ferramentas e máquinas de corte
- 2.1Tinners' Snip
- 2.2Tinners' Through Snip
- 2.3Tesoura de corte de furos
- 2.4Curva de cisalhamento
- 2.5Máquina de guilhotina
- 2.6Alavanca de cisalhamento
- 2.7Tesoura circular (tesoura de rolo)
- 2.8Cortador de Latoeiro Elétrico
- 2.9Ferramentas de corte (punção e matriz)
- 2.10Máquina de cisalhamento acionada por energia
- 3.0Princípios de construção e funcionamento de tesouras
- 4.0O processo de tosquia: operação passo a passo
- 5.0Técnicas de tosquia: métodos de corte e sua utilização
- 6.0Procedimentos Operacionais: Execução de Tarefas de Cisalhamento
- 7.0Diretrizes de segurança para operações de tosquia
- 8.0Perguntas frequentes
- 9.0Conclusão
O cisalhamento é um processo fundamental na fabricação de chapas metálicas, permitindo o corte rápido e sem cavacos de metais em formatos específicos. Seja você um profissional, técnico ou iniciante em metalurgia, entender como o cisalhamento funciona, quais máquinas são utilizadas e como se manter seguro é essencial.
Neste artigo, explicaremos a finalidade, os benefícios, as ferramentas, as operações e os procedimentos de segurança da tosquia.
1.0O que é cisalhamento na metalurgia?
O cisalhamento é um método de corte sem cavacos para chapas metálicas e perfis de aço. Produz cortes retos ou curvos em comprimentos selecionáveis sem remover material.
Vantagens da tosquia em relação à serragem ou cinzelamento:
- Sem perda de material durante o corte
- Alinhamento preciso ao longo das linhas traçadas
- Acabamento mínimo necessário nas superfícies cortadas
- Maior velocidade de corte
- Caminhos de corte retos ou curvos
Técnicas comuns de tosquia incluem:
- Corte
- Corte
- Recorte
- Socos
2.0Tipos de ferramentas e máquinas de corte
Diferentes ferramentas são utilizadas para o corte, dependendo da espessura do material e do estilo de corte. Abaixo estão os tipos mais comuns de tesouras:
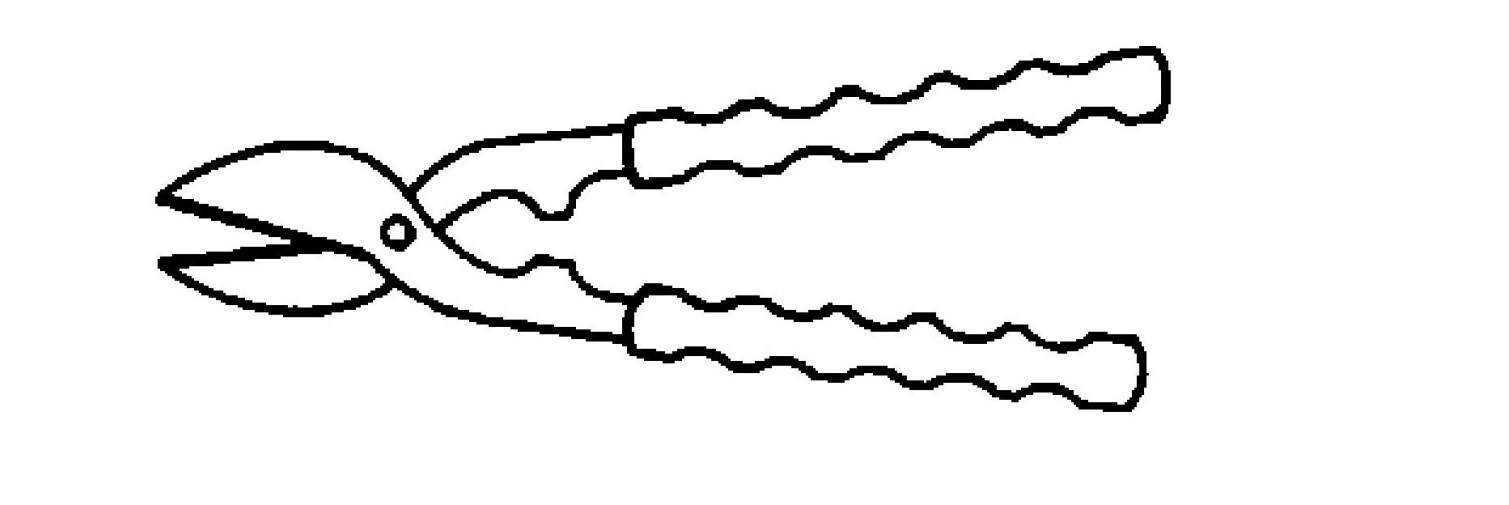
2.1Tinners' Snip
Usado para cortes curtos, retos ou curvos em chapas finas de metal.
Espessura máxima de corte:
- Aço – 0,7 mm
- Latão – 0,8 mm
- Cobre – 1,0 mm
- Alumínio – 1,0 a 2,5 mm
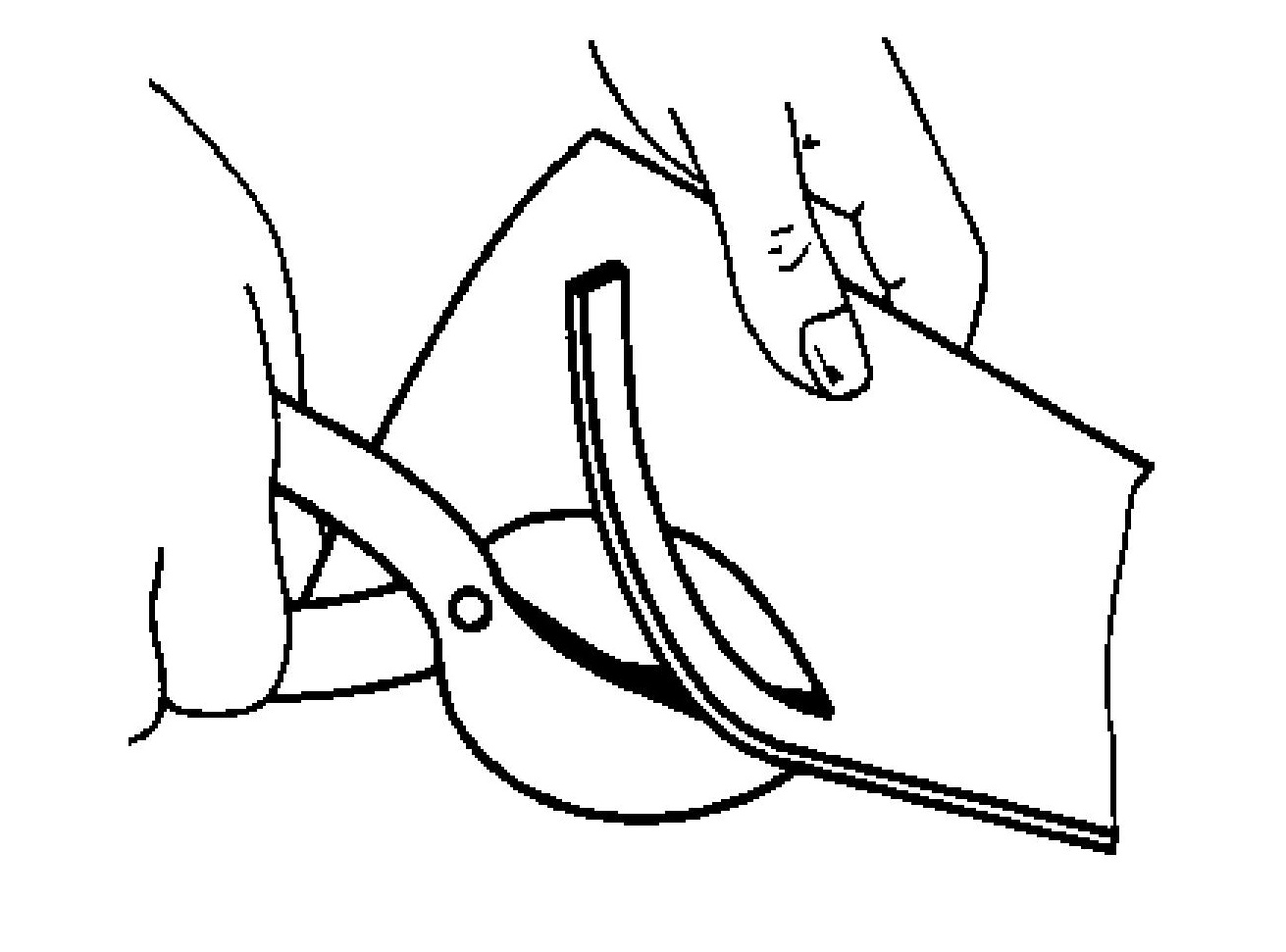
2.2Tinners' Through Snip
Projetado para cortes retos mais longos em chapas finas. O material passa por baixo da mão para maior segurança.
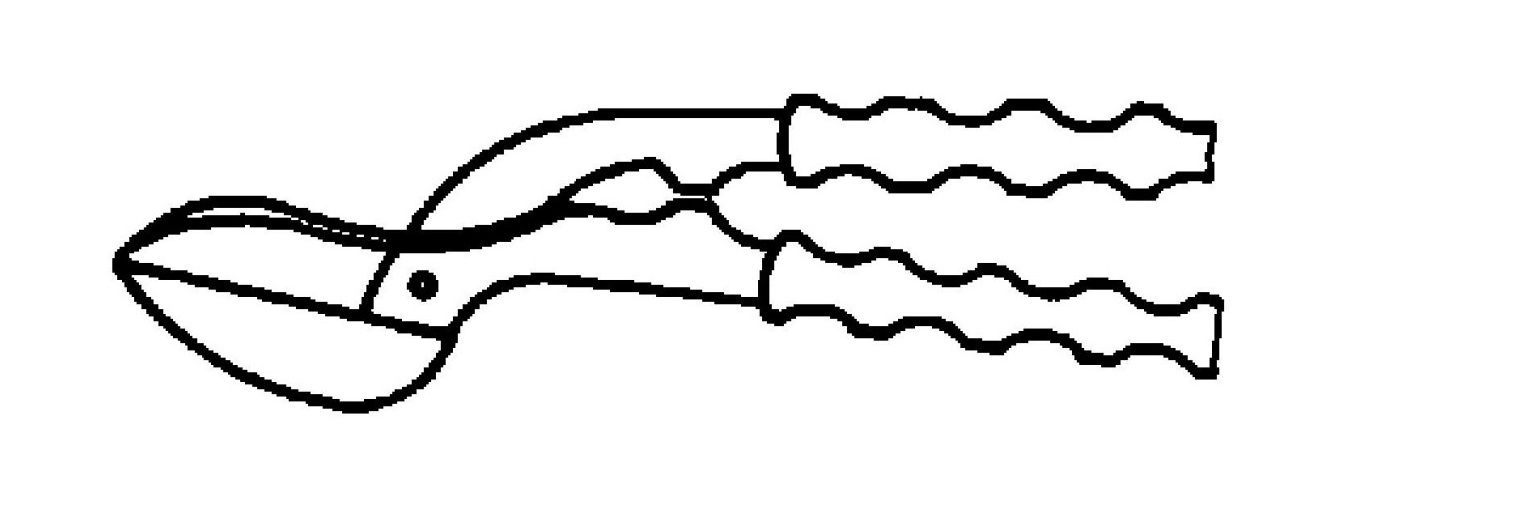
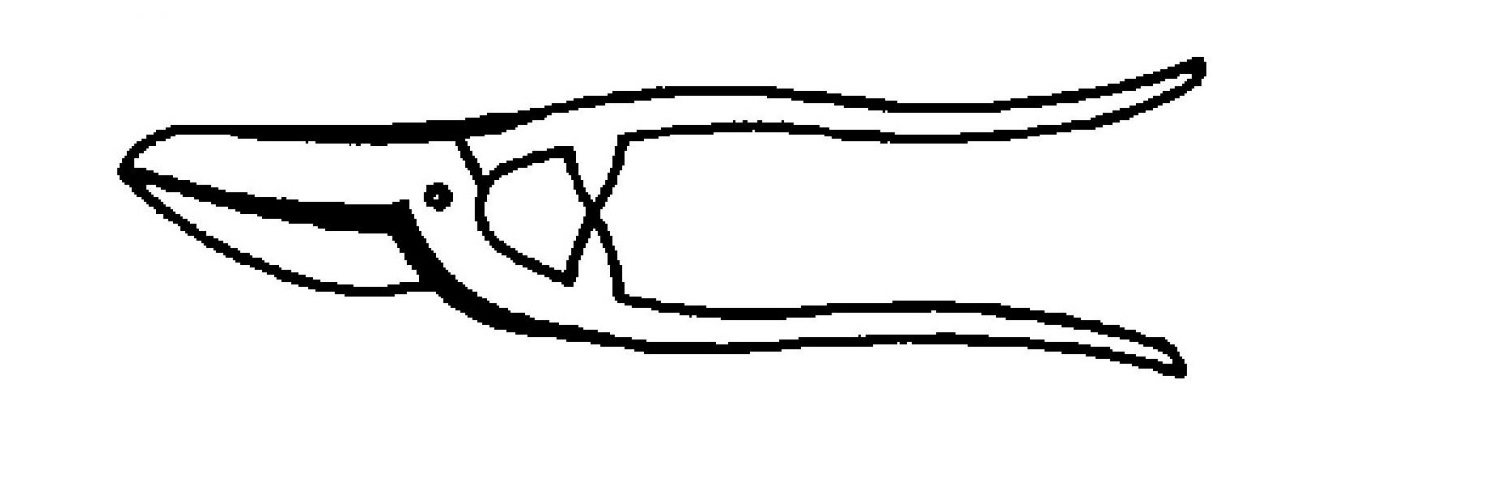
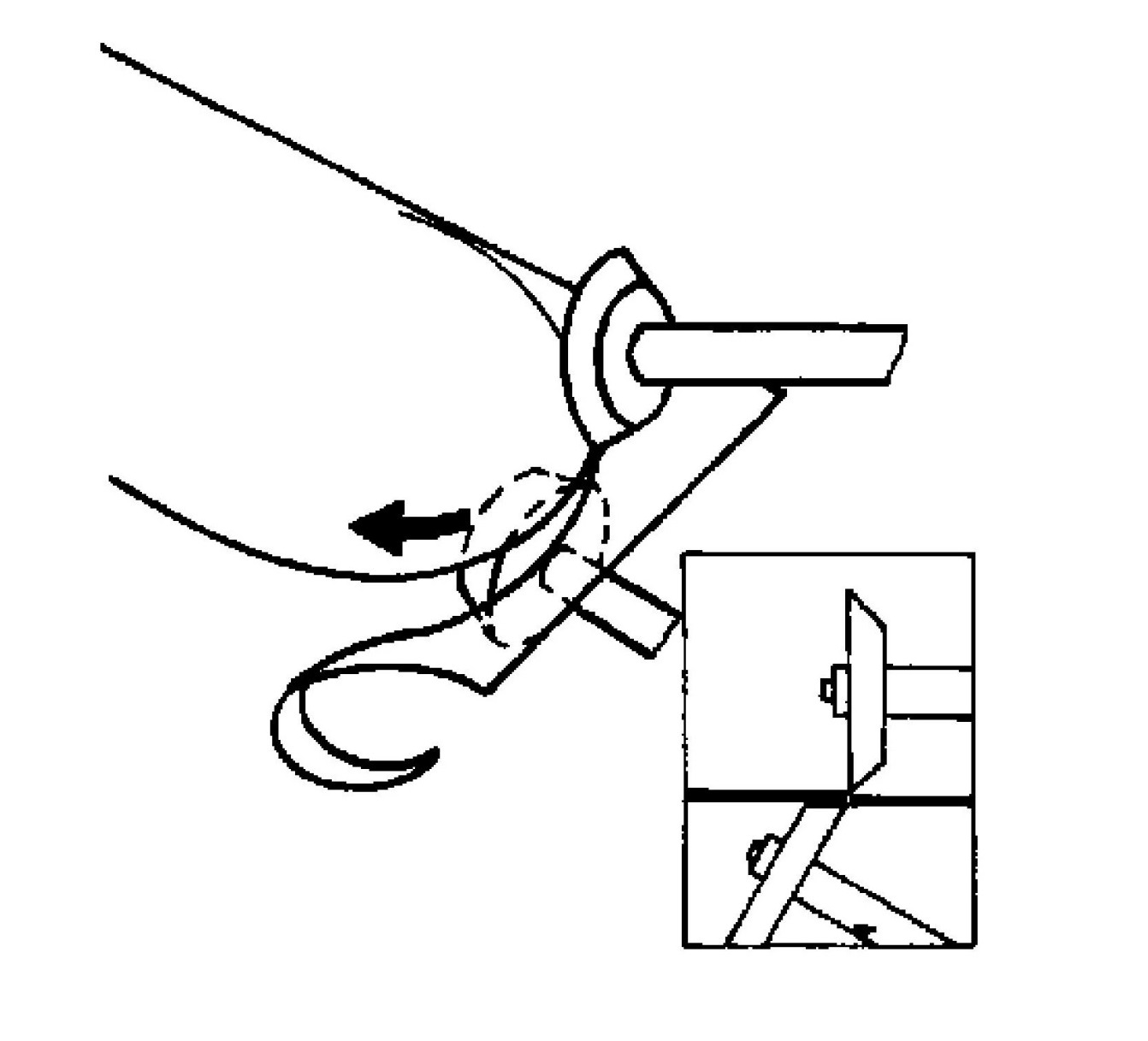
2.3Tesoura de corte de furos
Utilizada para cortes curvos em metal fino. A lâmina curva unilateral não é adequada para cortes retos.
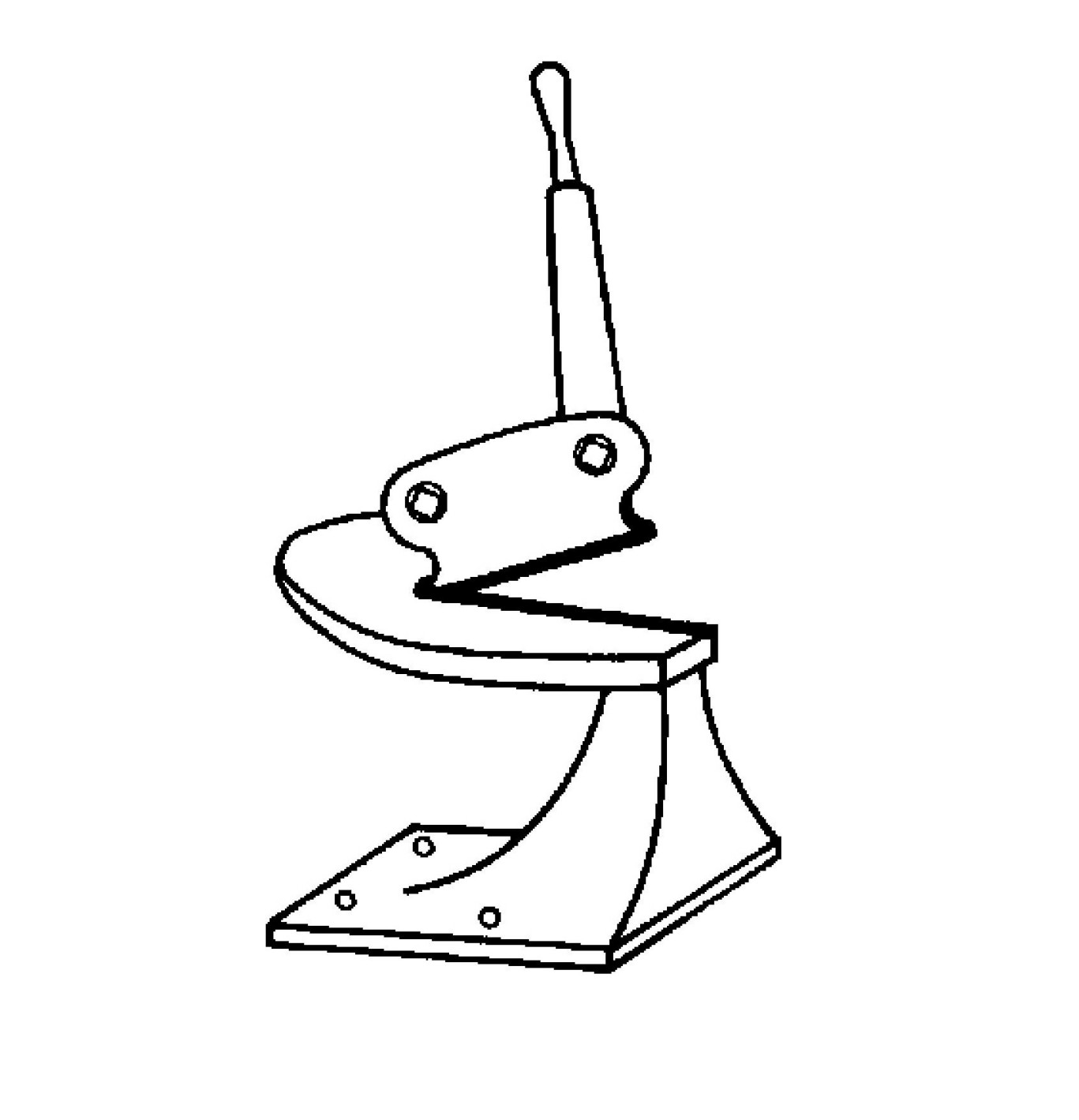
2.4Curva de cisalhamento
Ideal para cortes circulares ou curvos em chapas finas a médias de até 4 mm. A chapa pode ser girada durante o corte.
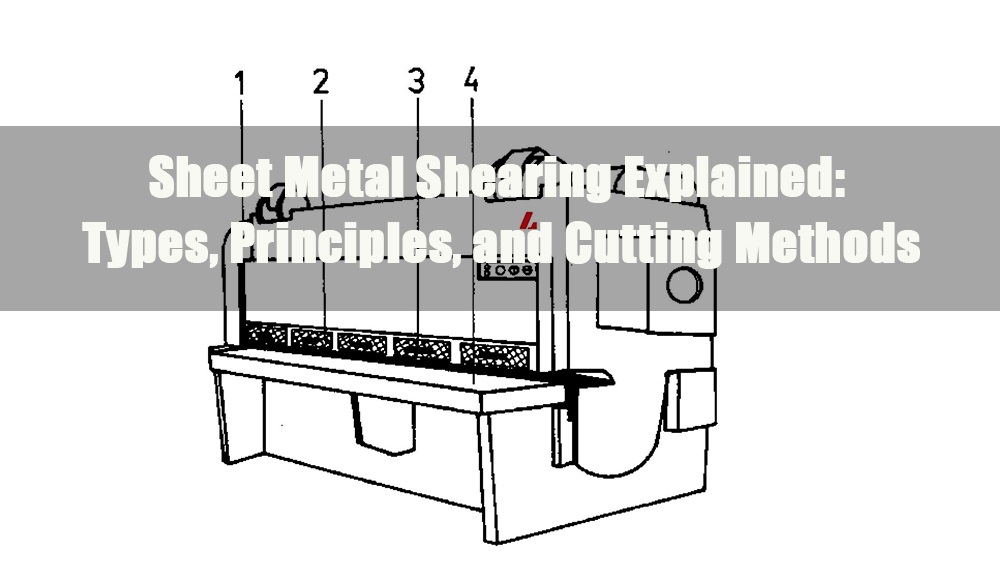
2.5Máquina de guilhotina
Utilizado para cortes retos de chapas finas (~3 mm) em comprimentos longos. A lâmina superior desliza para baixo, contra a lâmina inferior. Disponível em modelos manuais e elétricos.
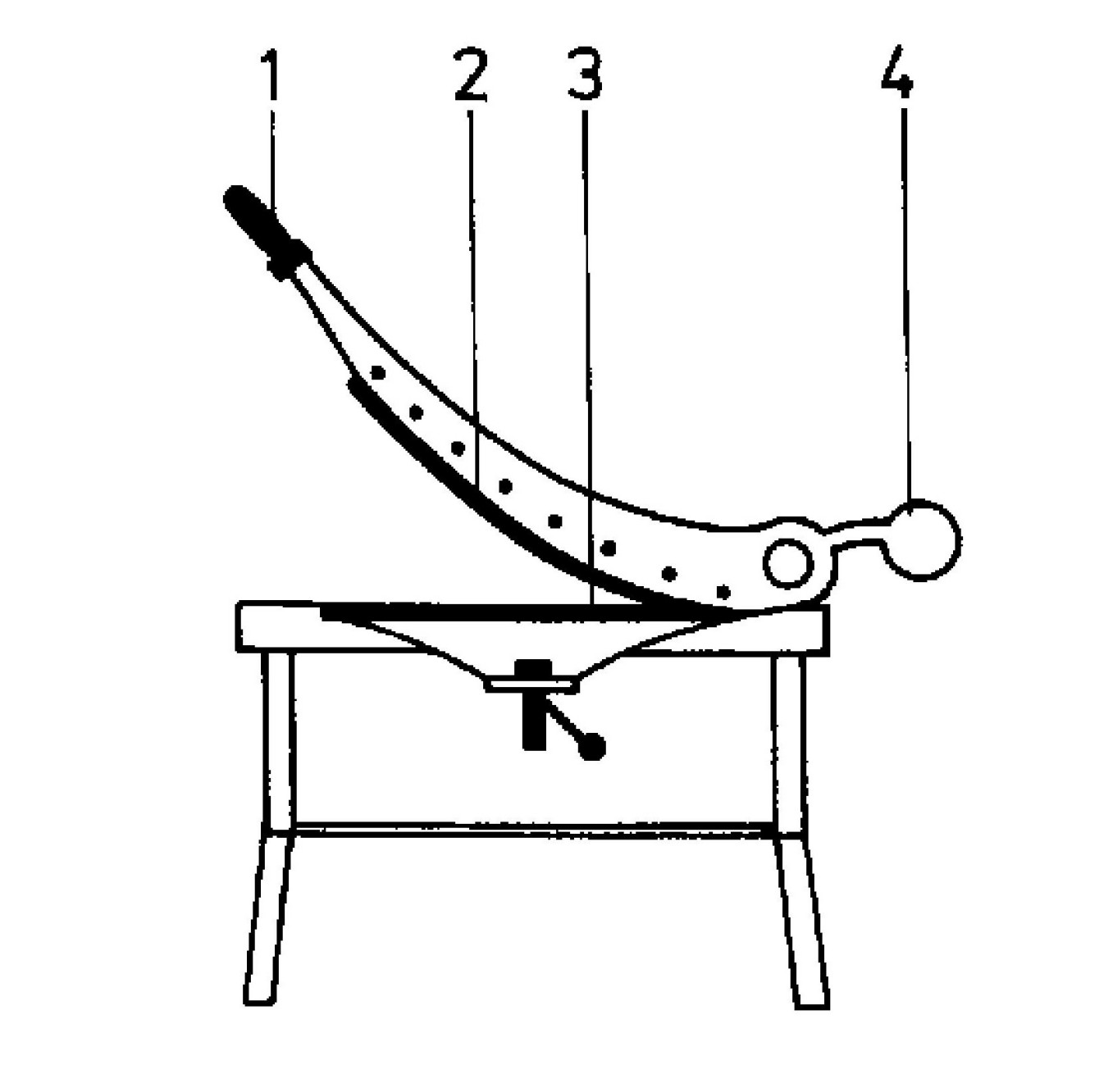
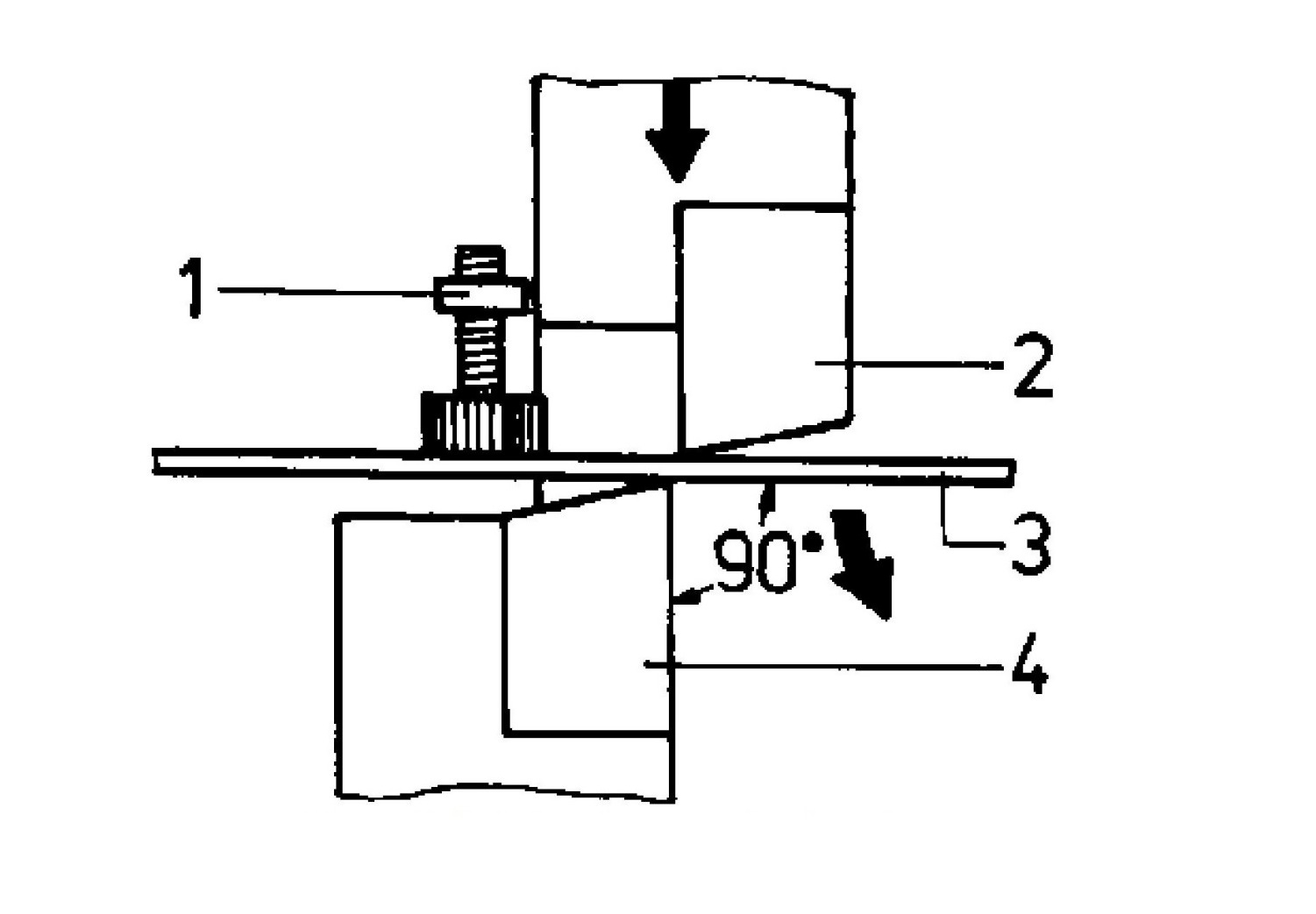
2.6Alavanca de cisalhamento
Executa cortes curtos, retos ou curvos, em chapas metálicas ou perfis de aço de espessura média. A lâmina superior gira para baixo por meio de uma alavanca de transmissão. Um dispositivo de travamento impede o movimento involuntário da lâmina.
2.7Tesoura circular (tesoura de rolo)
Utilizado para cortes longos e curvos em chapas finas ou grossas. Possui lâminas giratórias em formato de roda. Para materiais espessos, podem ser necessárias várias passadas.
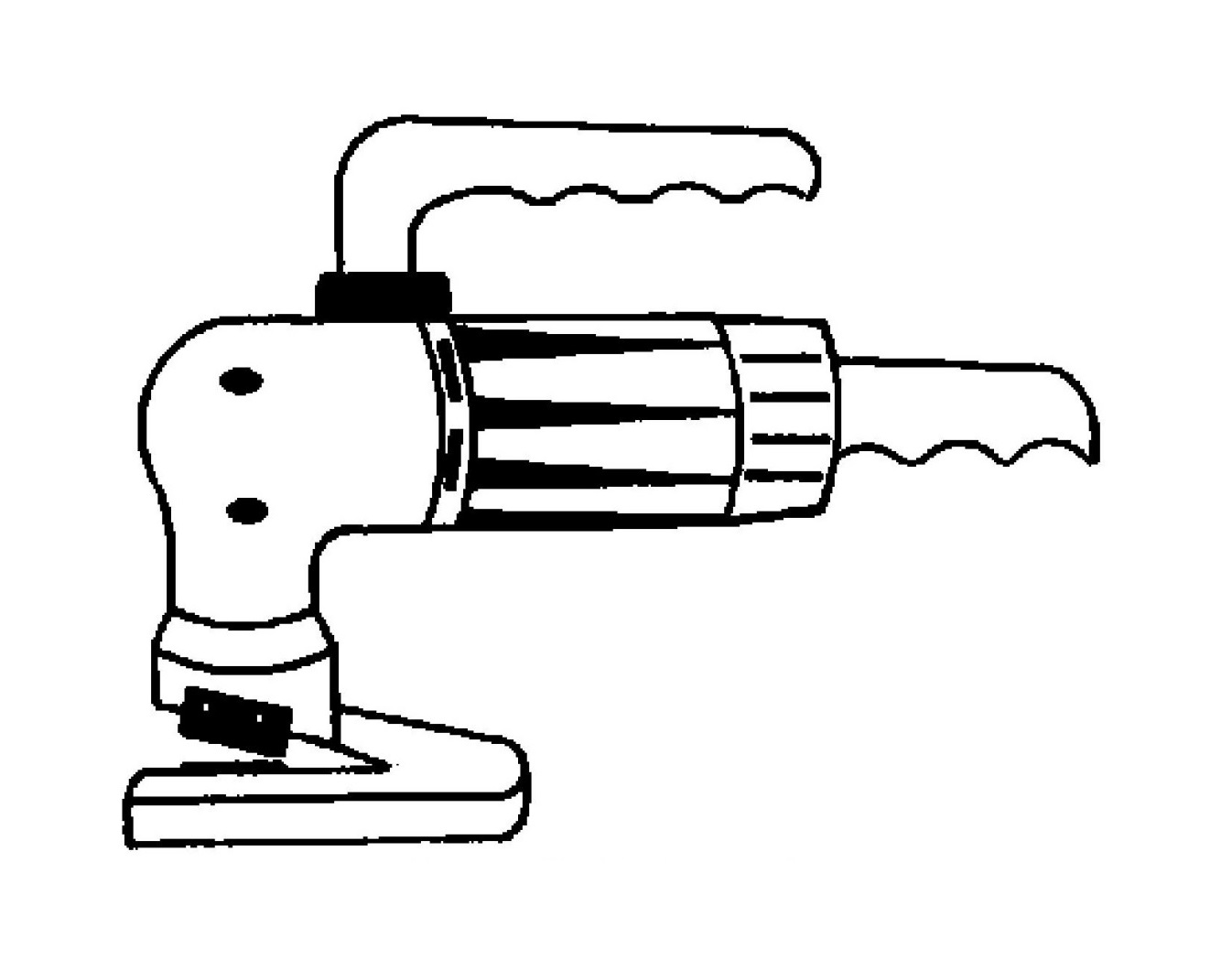
2.8Cortador de Latoeiro Elétrico
Utilizado para cortar chapas finas com trajetórias curvas. A lâmina superior se move rapidamente para cima e para baixo por meio de um motor, enquanto o operador guia a chapa.
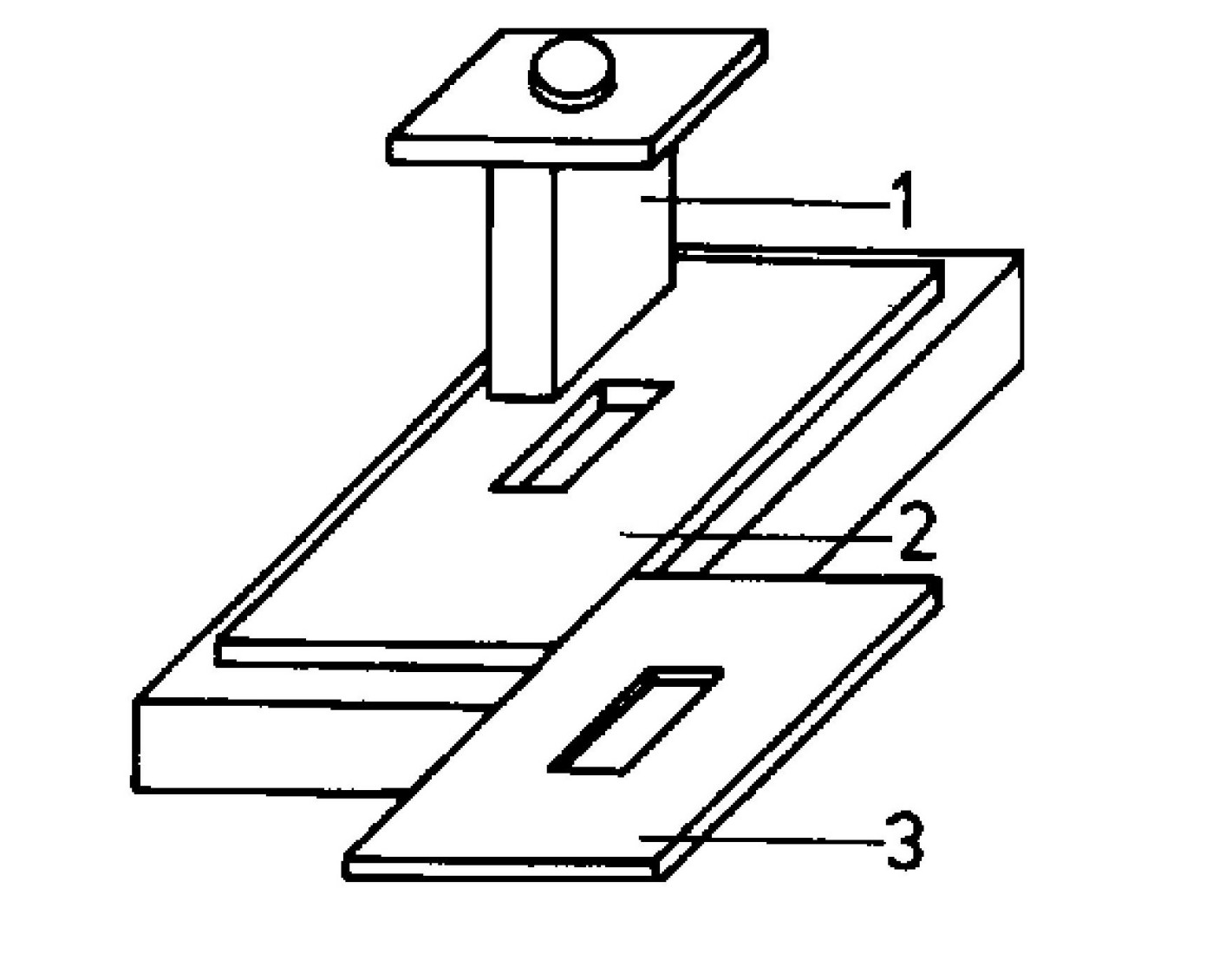
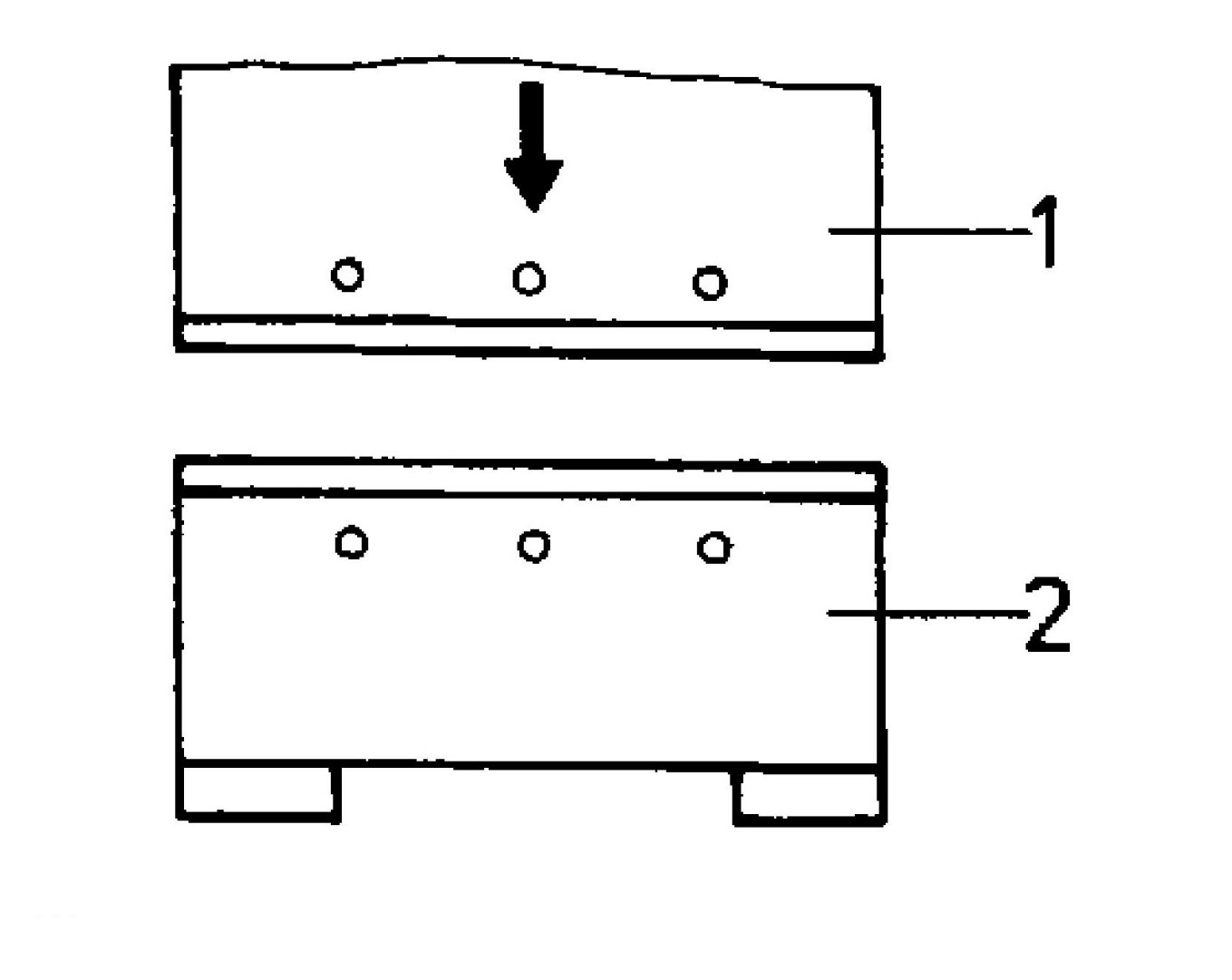
2.9Ferramentas de corte (punção e matriz)
Utilizado para cortes repetidos e idênticos na produção. O punção encaixa-se precisamente na placa de corte com uma folga de 0,05 a 0,1 mm, dependendo da espessura da chapa.
Leitura recomendada:Solução de problemas de falha de perfuração: alinhamento, folga e dicas de segurança
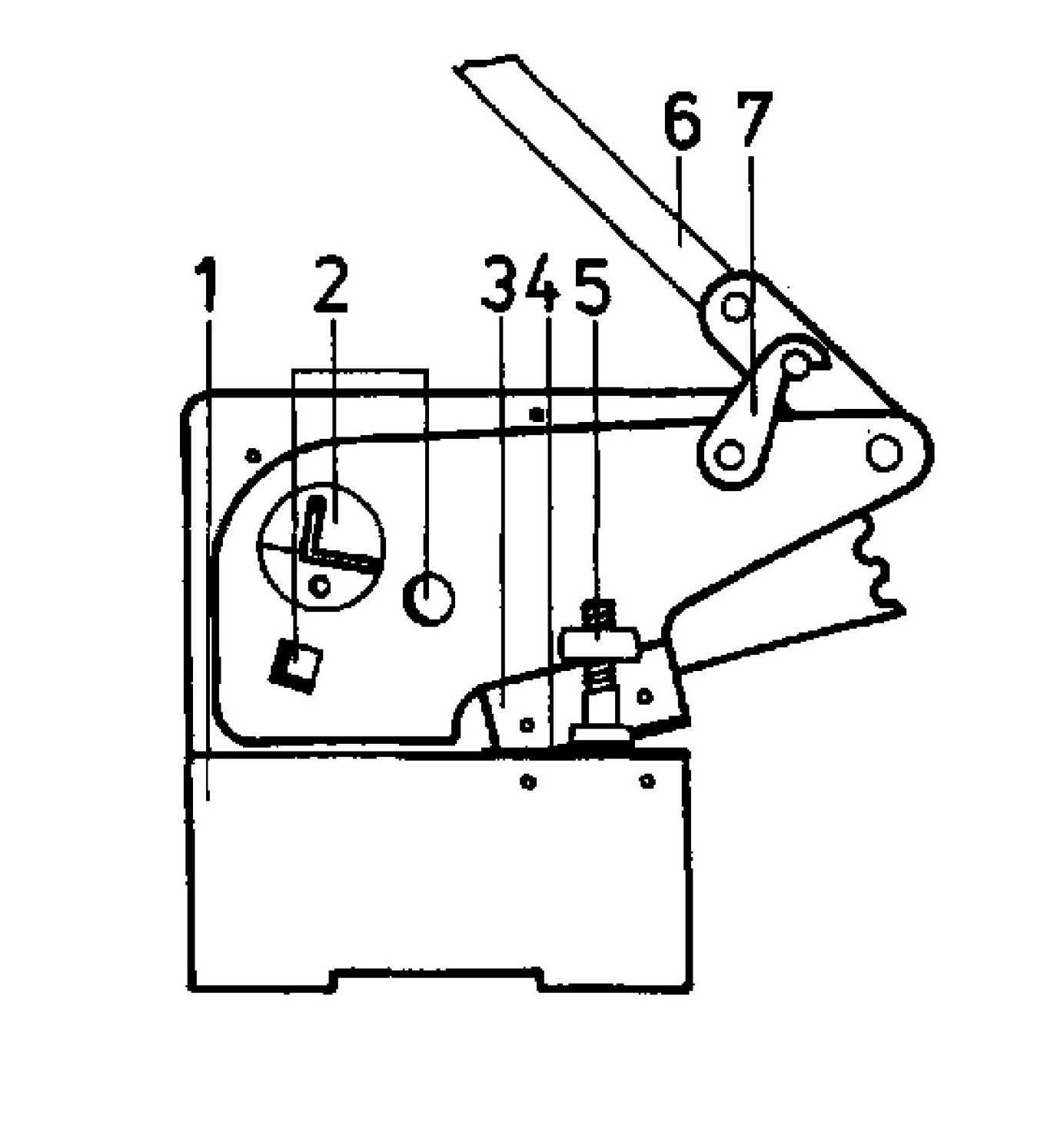
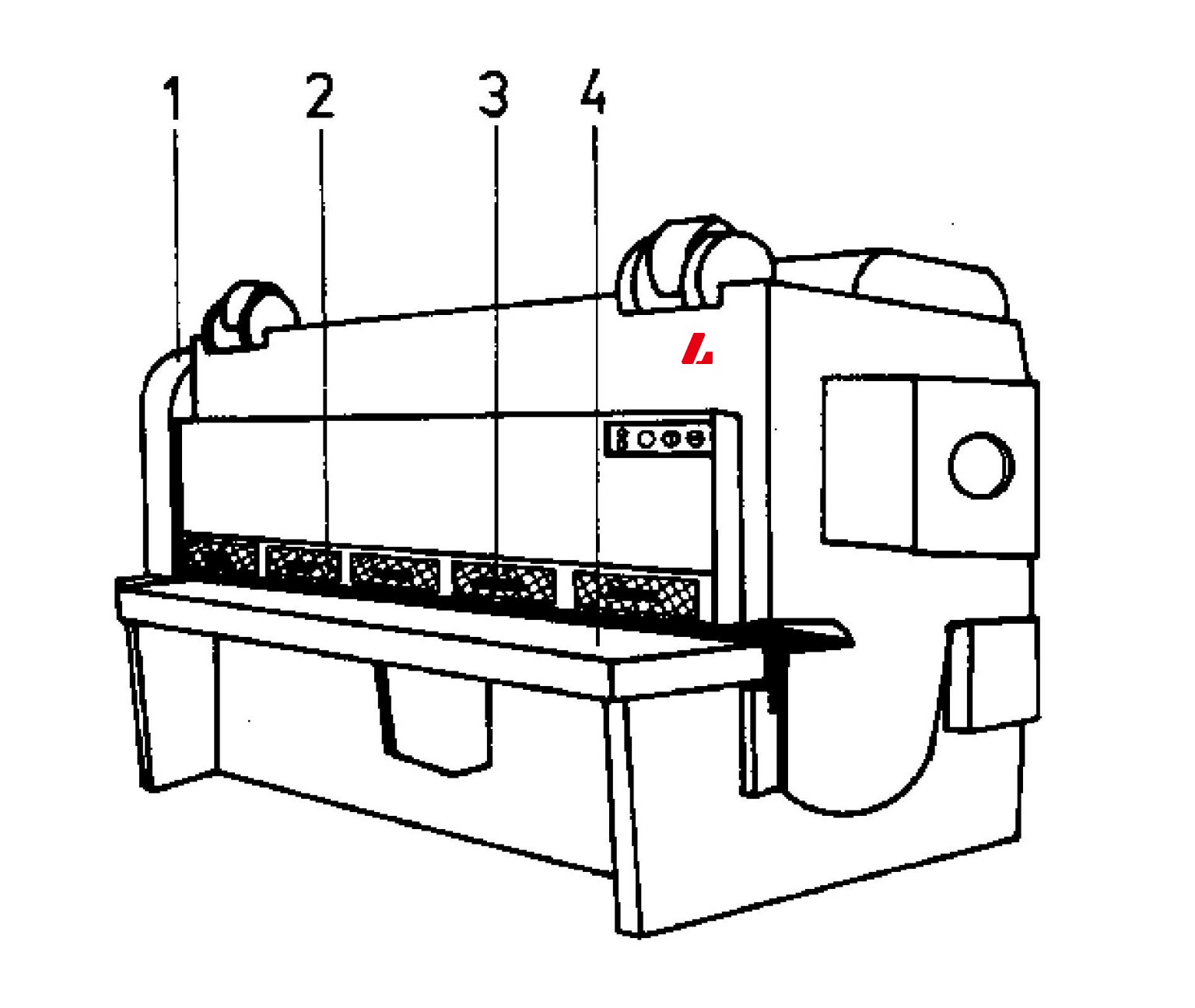
2.10Máquina de cisalhamento acionada por energia
Para chapas metálicas muito longas ou grossas (acima de 10 mm) e seções resistentes. Os recursos incluem um acionamento potente, barra de fixação hidráulica e ajuste de folga da lâmina.

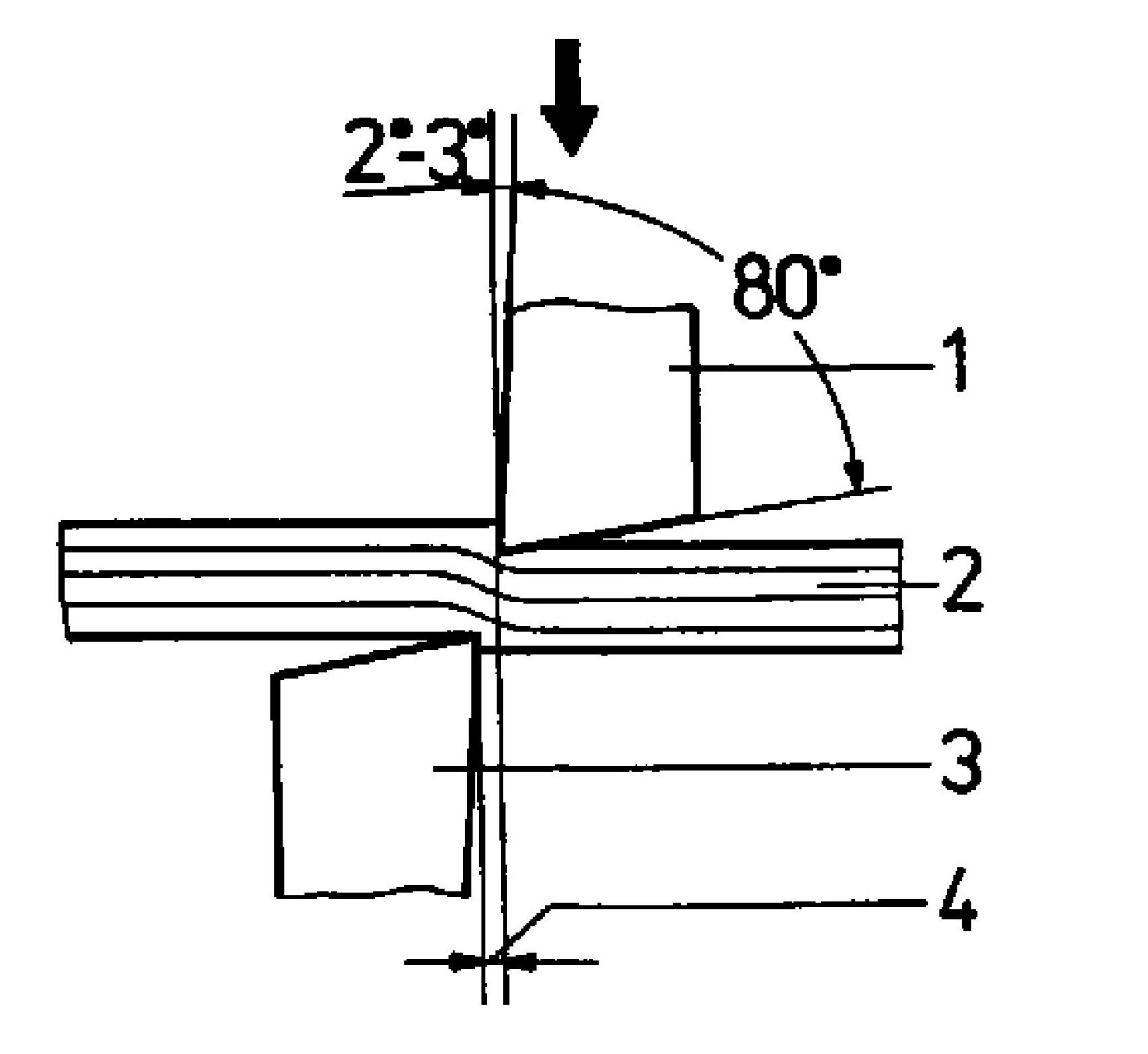
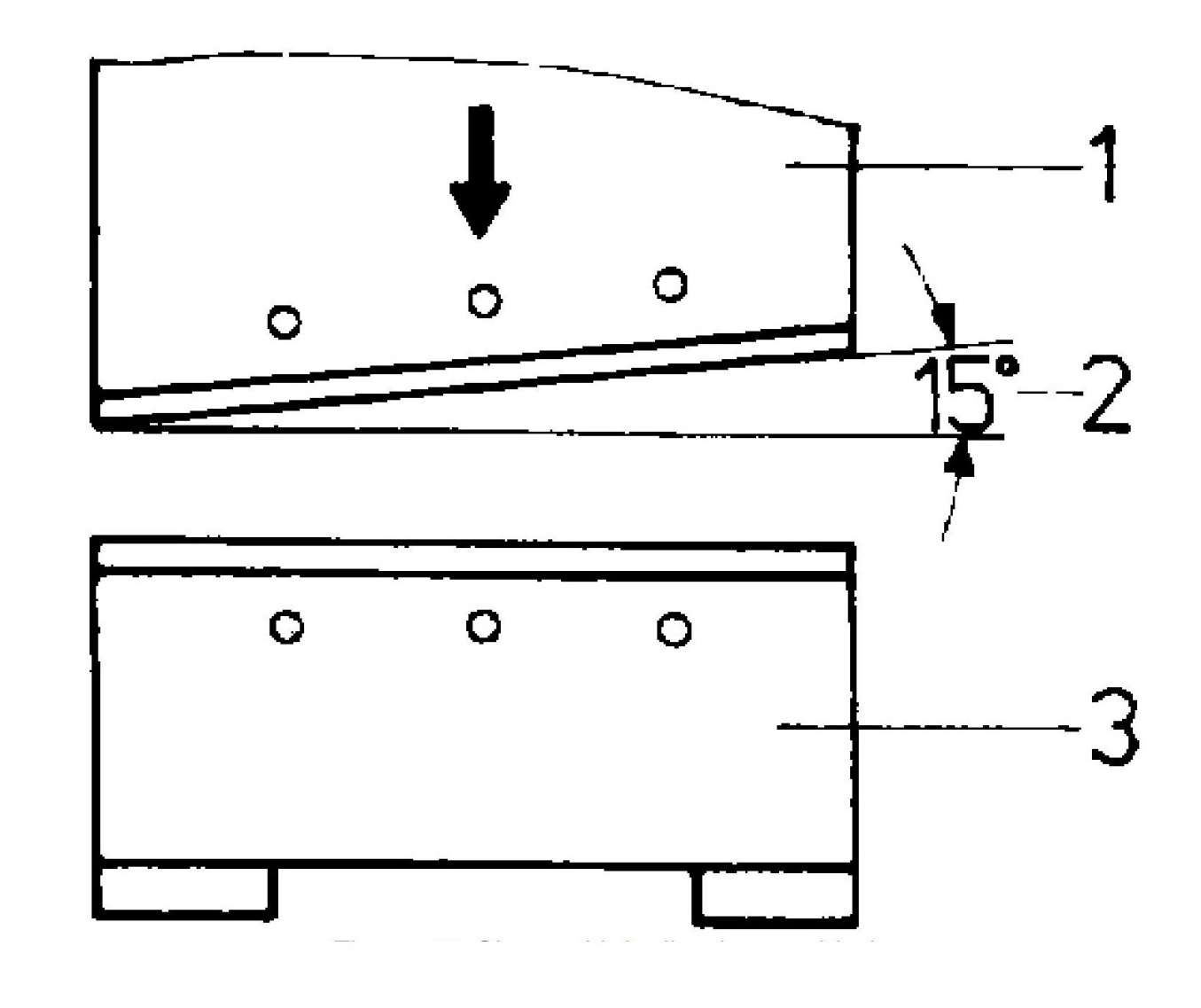
3.0Princípios de construção e funcionamento de tesouras
As tesouras são projetadas para suportar altas forças de corte. As principais considerações técnicas incluem:
- Ângulo da cunha da lâmina: aprox. 80°, para estabilidade
- Ângulo de folga: 2°–3°, reduz o atrito
- Abertura da lâmina: 0,05–0,1 mm × espessura da folha, para garantir cortes limpos
A folga inadequada das lâminas pode resultar em bordas irregulares ou folhas dobradas.
Folga excessiva leva a acabamento superficial ruim e deformação da chapa.
O uso de uma barra de fixação devidamente ajustada evita o movimento da folha.
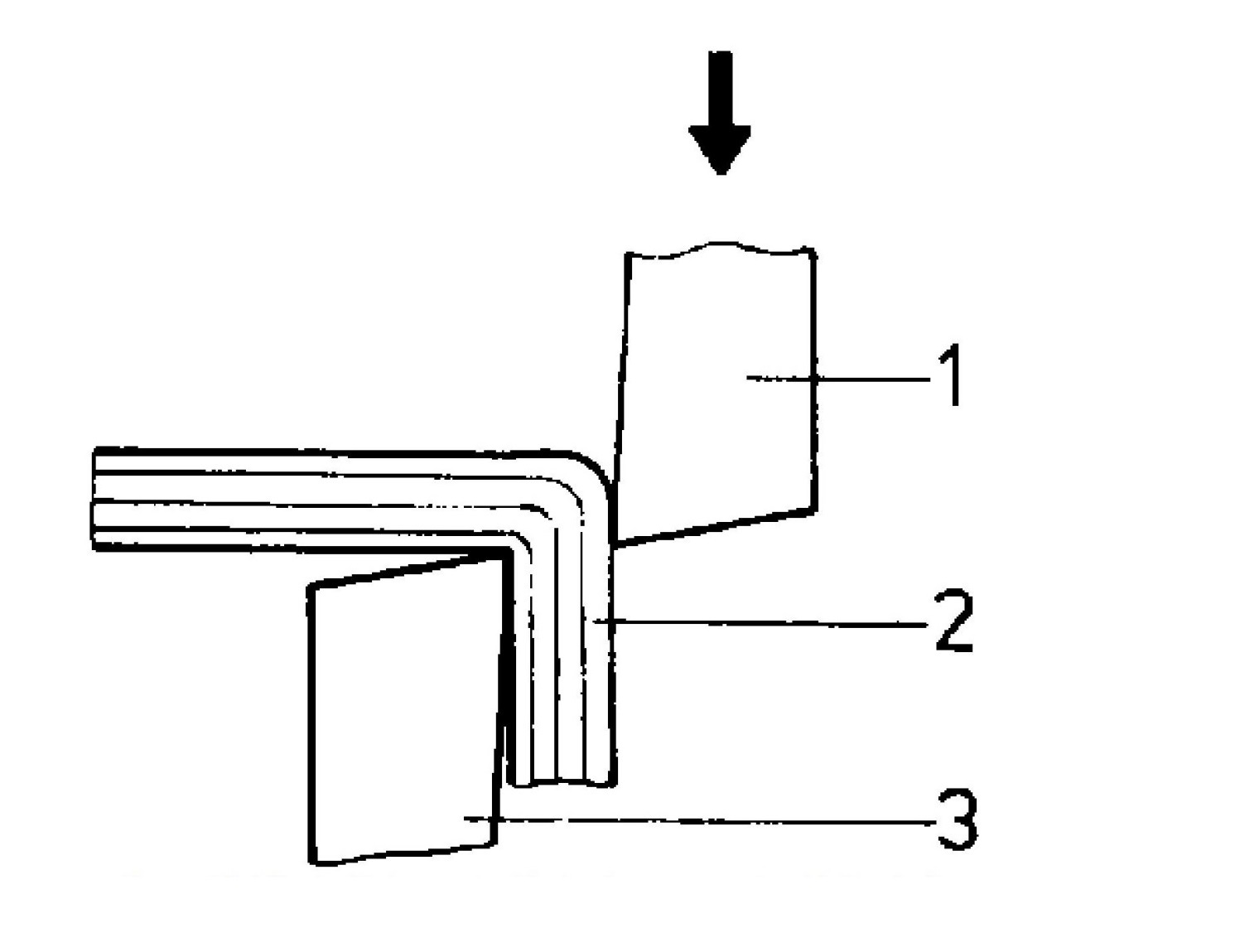
Lâminas paralelas cortam toda a lâmina de uma só vez, exigindo mais força. A maioria das máquinas utiliza uma lâmina superior inclinada para reduzir a força de corte necessária.
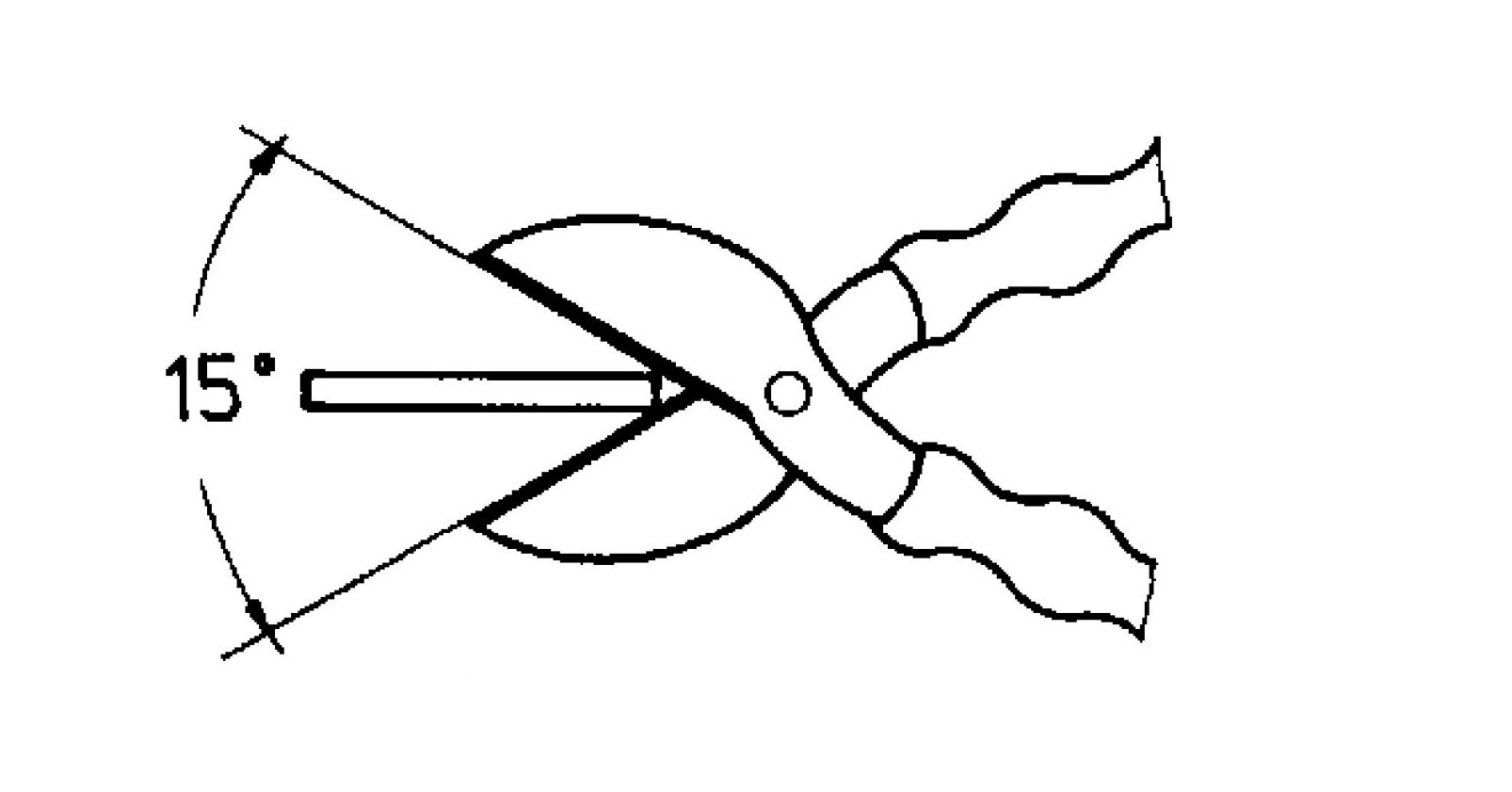
Introduzir a peça profundamente na tesoura aumenta a alavancagem, mas também aumenta o risco de deslizamento da peça. O ângulo de ataque da lâmina (~15°) é necessário para manter a qualidade do corte.
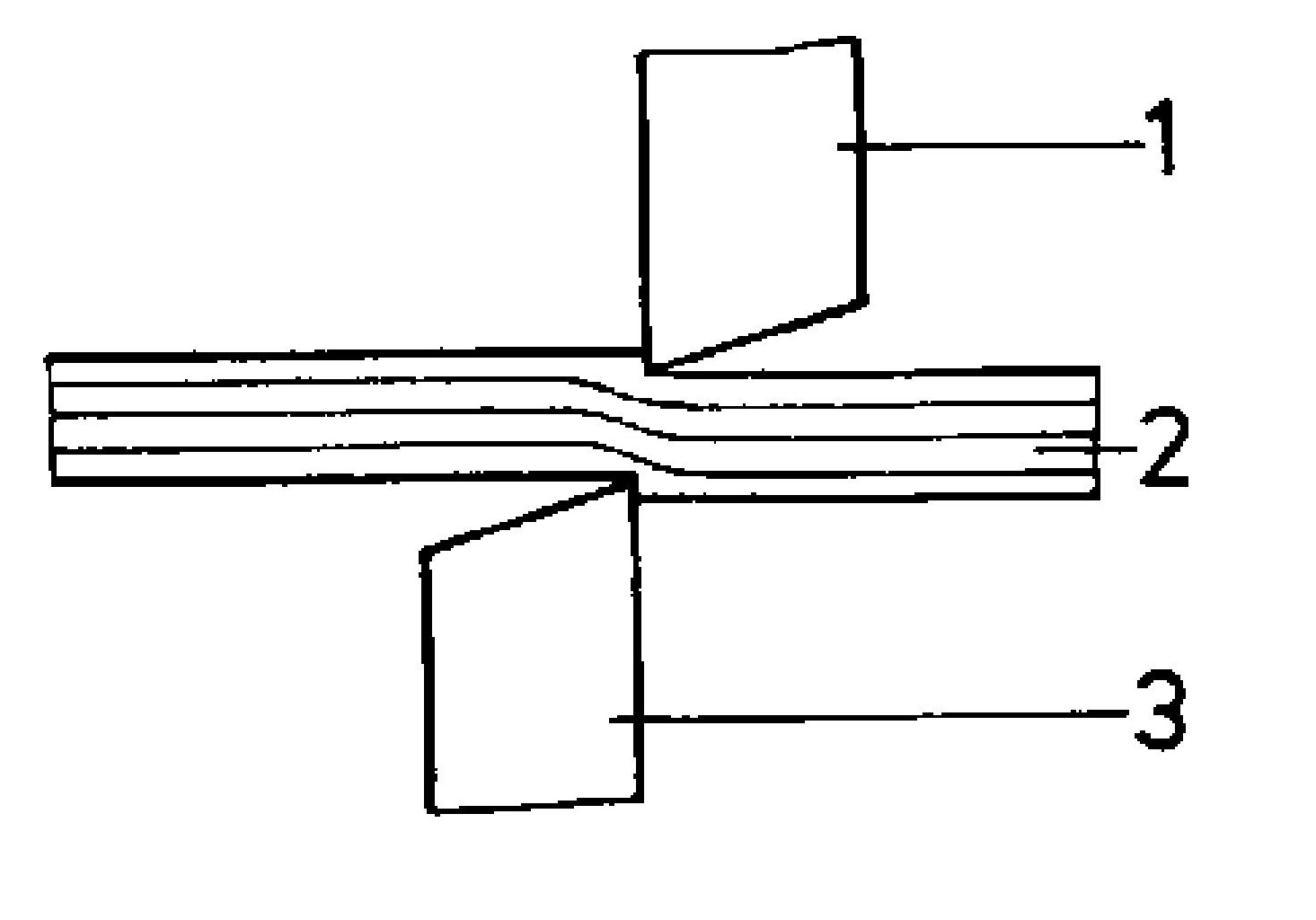
4.0O processo de tosquia: operação passo a passo
O processo de tosquia consiste em três etapas principais:
4.1Entalhe
Recuo inicial do material quando as lâminas entram em contato com a folha.
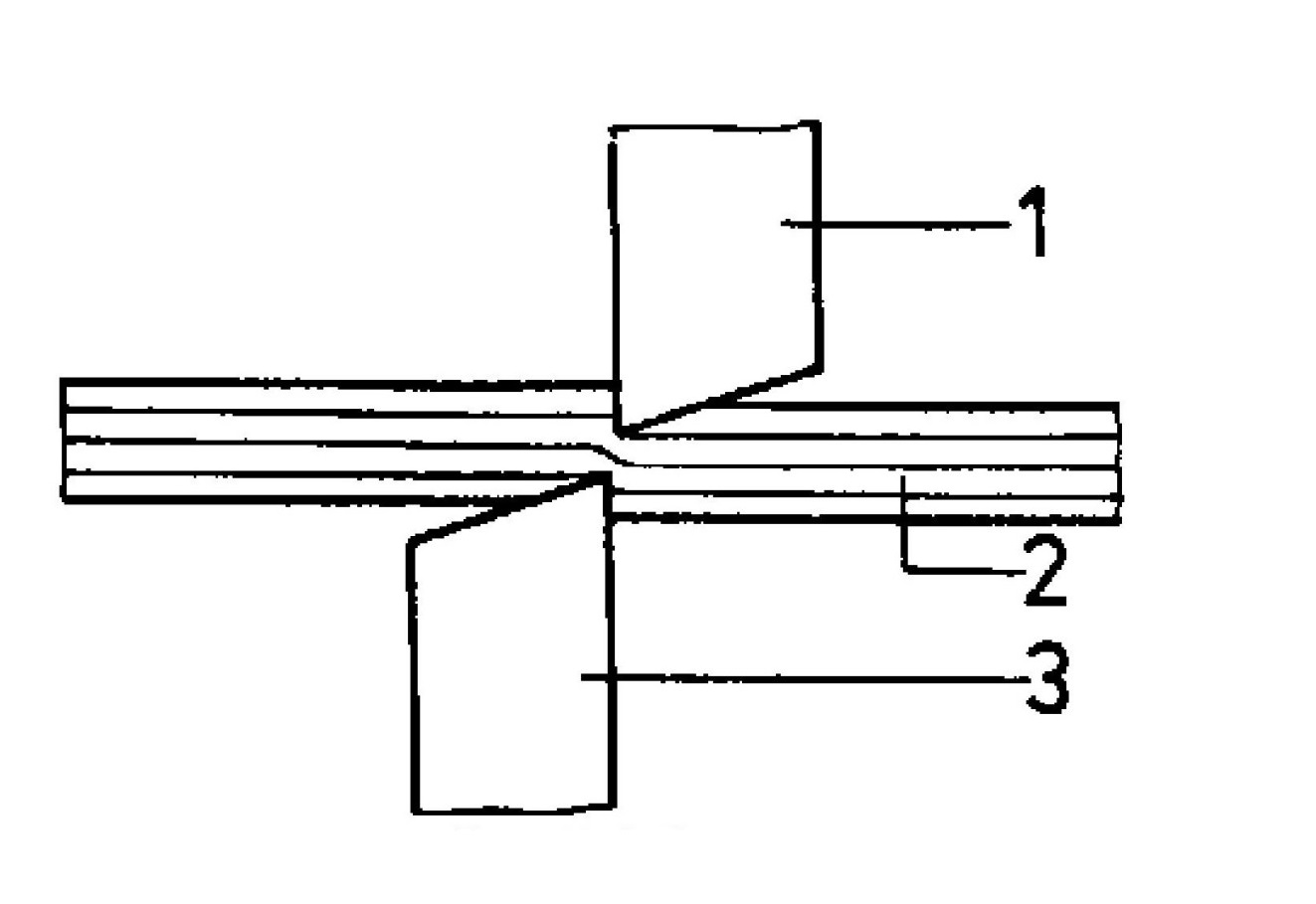
4.2Corte
As lâminas penetram e rompem a estrutura metálica.
4.3Rasgando
Separação final do material devido à tensão interna e rasgo.
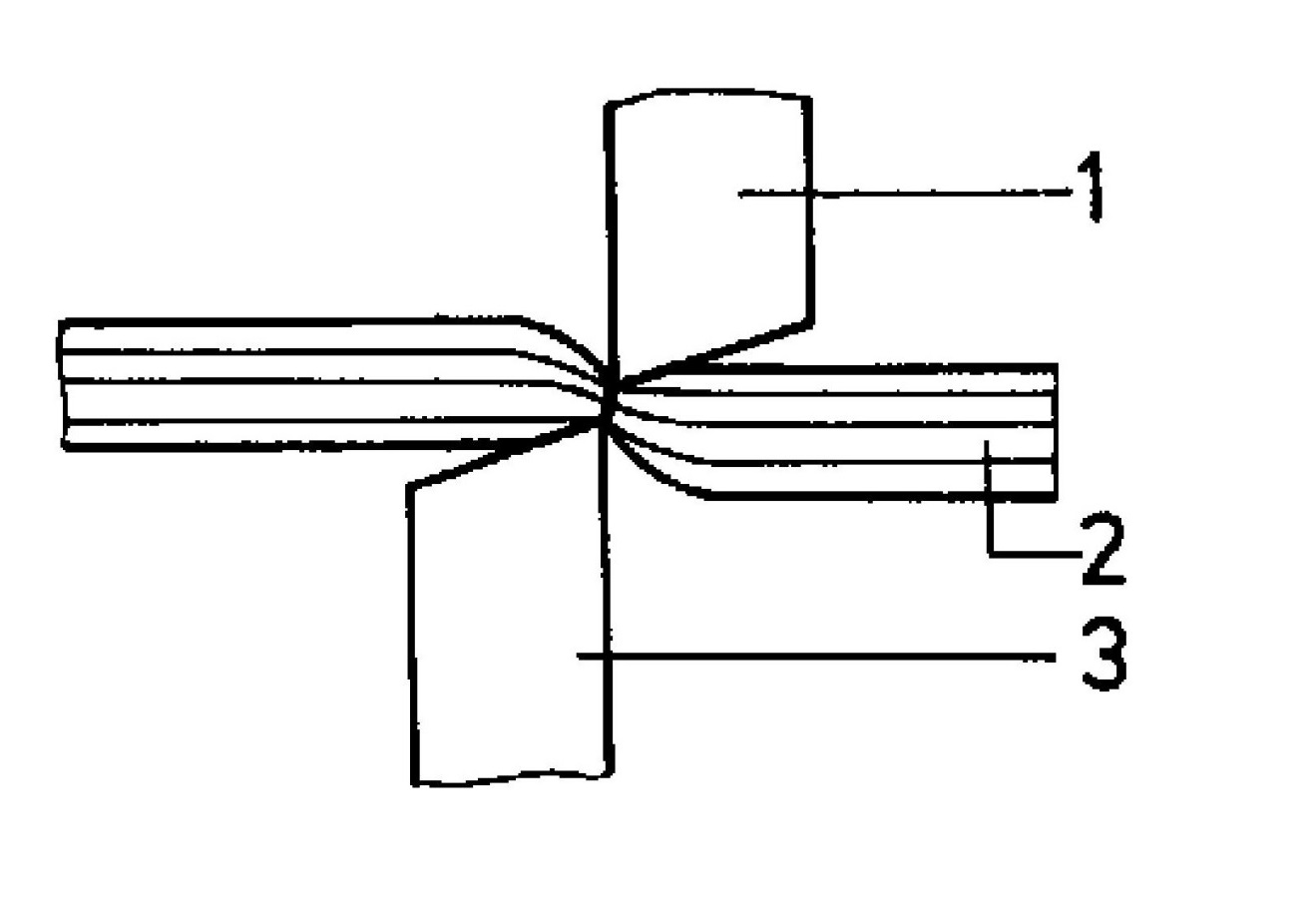
Esses estágios deixam zonas identificáveis nas faces cortadas em chapas grossas.
5.0Técnicas de tosquia: métodos de corte e sua utilização
O cisalhamento pode ser classificado pelo tipo e extensão da separação do material:
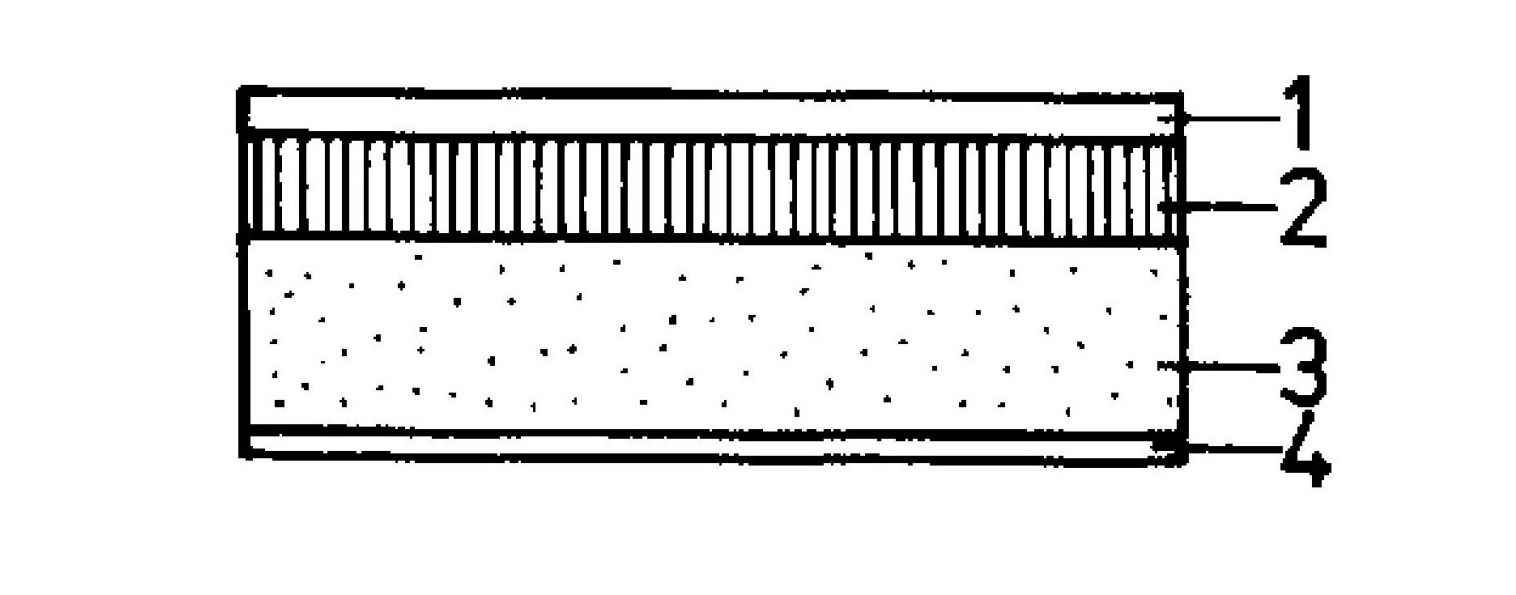
5.1Corte
Cortes parciais de profundidade são usados para preparar a chapa para operações subsequentes de dobra ou dobra. O corte não atravessa totalmente o material, mas o enfraquece ao longo de uma linha, permitindo uma deformação precisa e controlada.

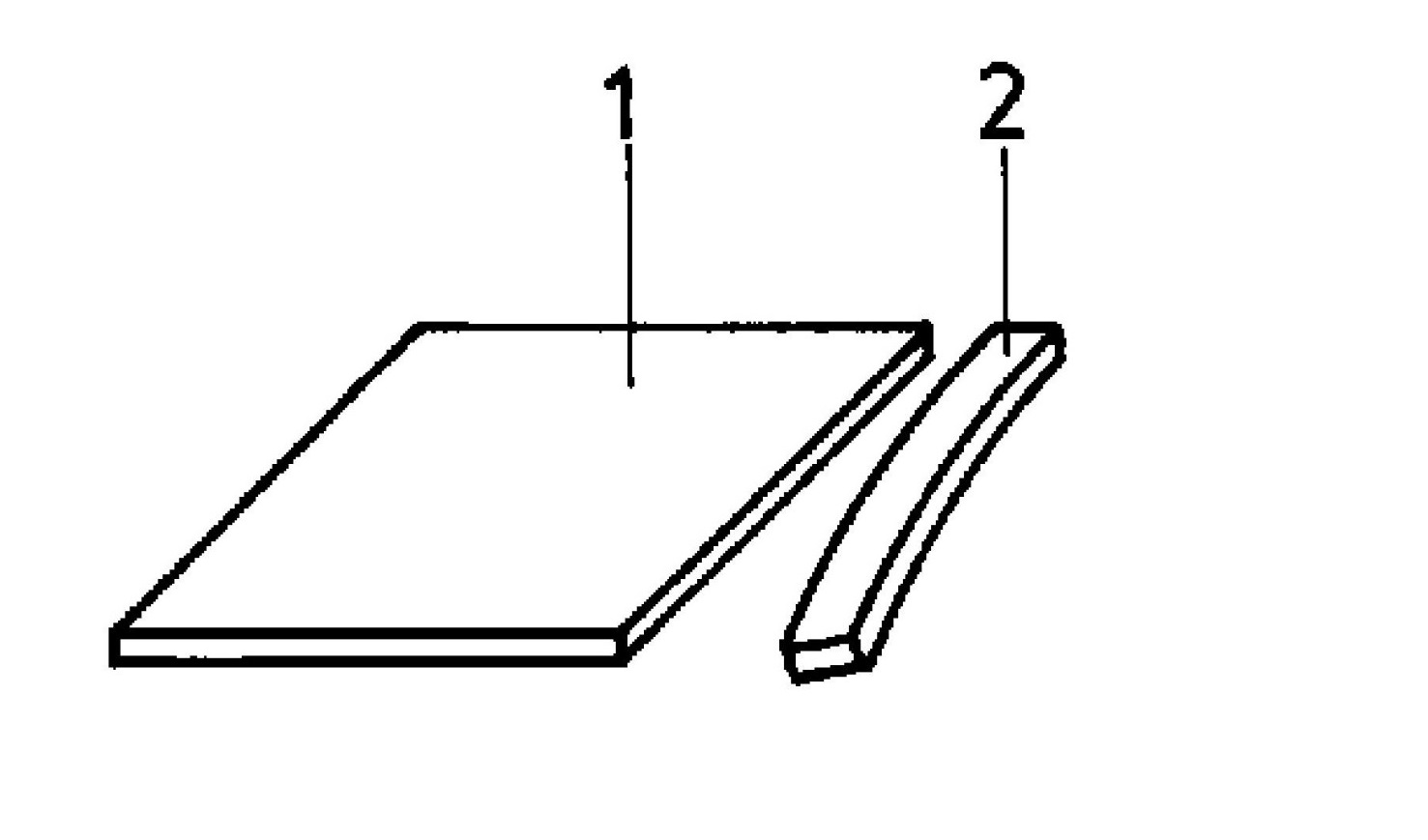
5.2Corte
Um corte transversal completo que separa a peça de trabalho em duas seções, geralmente para remover material indesejado como refugo. É uma ação básica de cisalhamento realizada com tesouras manuais ou mecânicas.
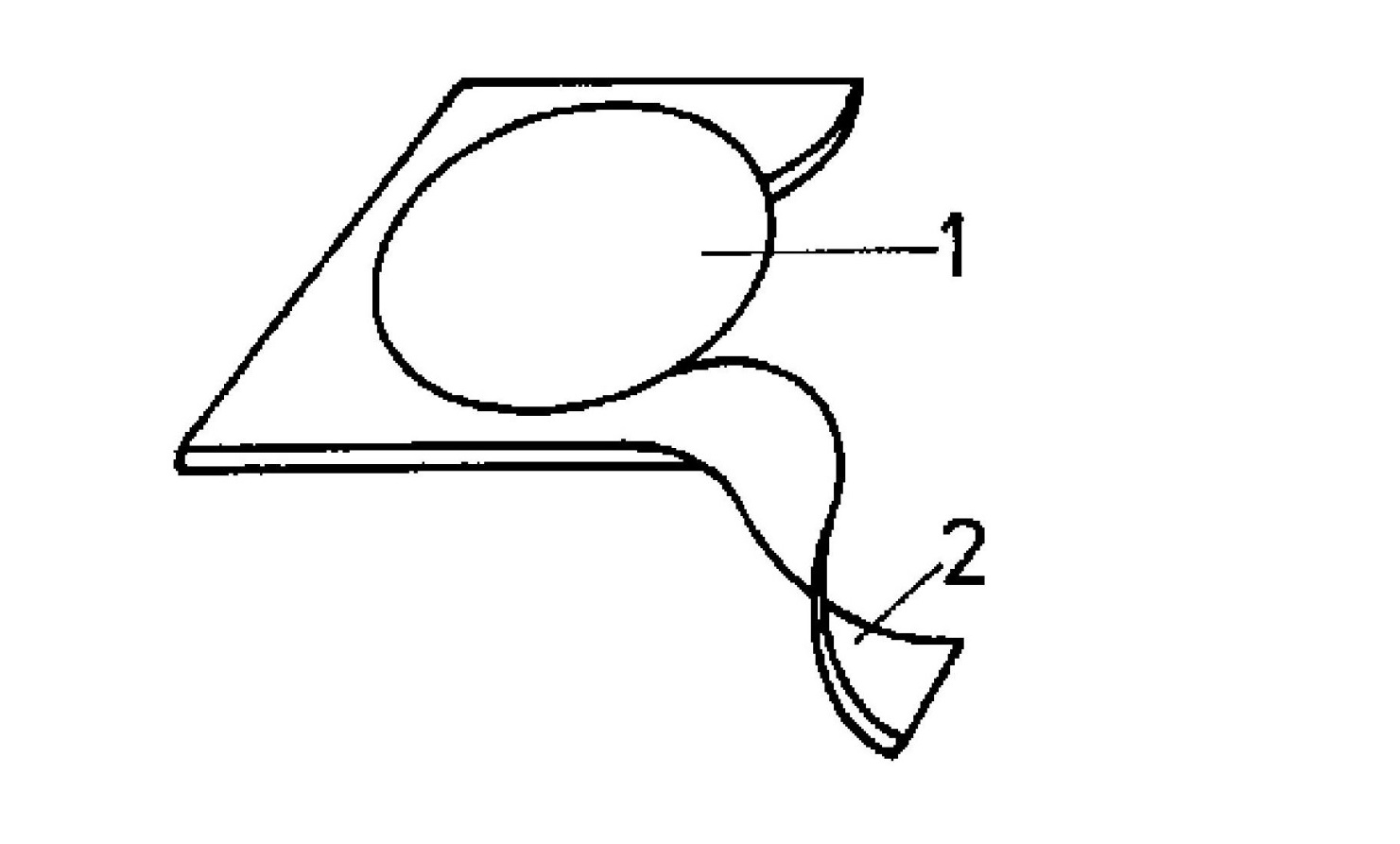
5.3Recorte
Esta técnica envolve o corte ao longo de um contorno fechado, como um círculo ou retângulo, onde a parte interna é a peça desejada e a parte externa é descartada. É comumente usada para extrair formas funcionais de chapas.
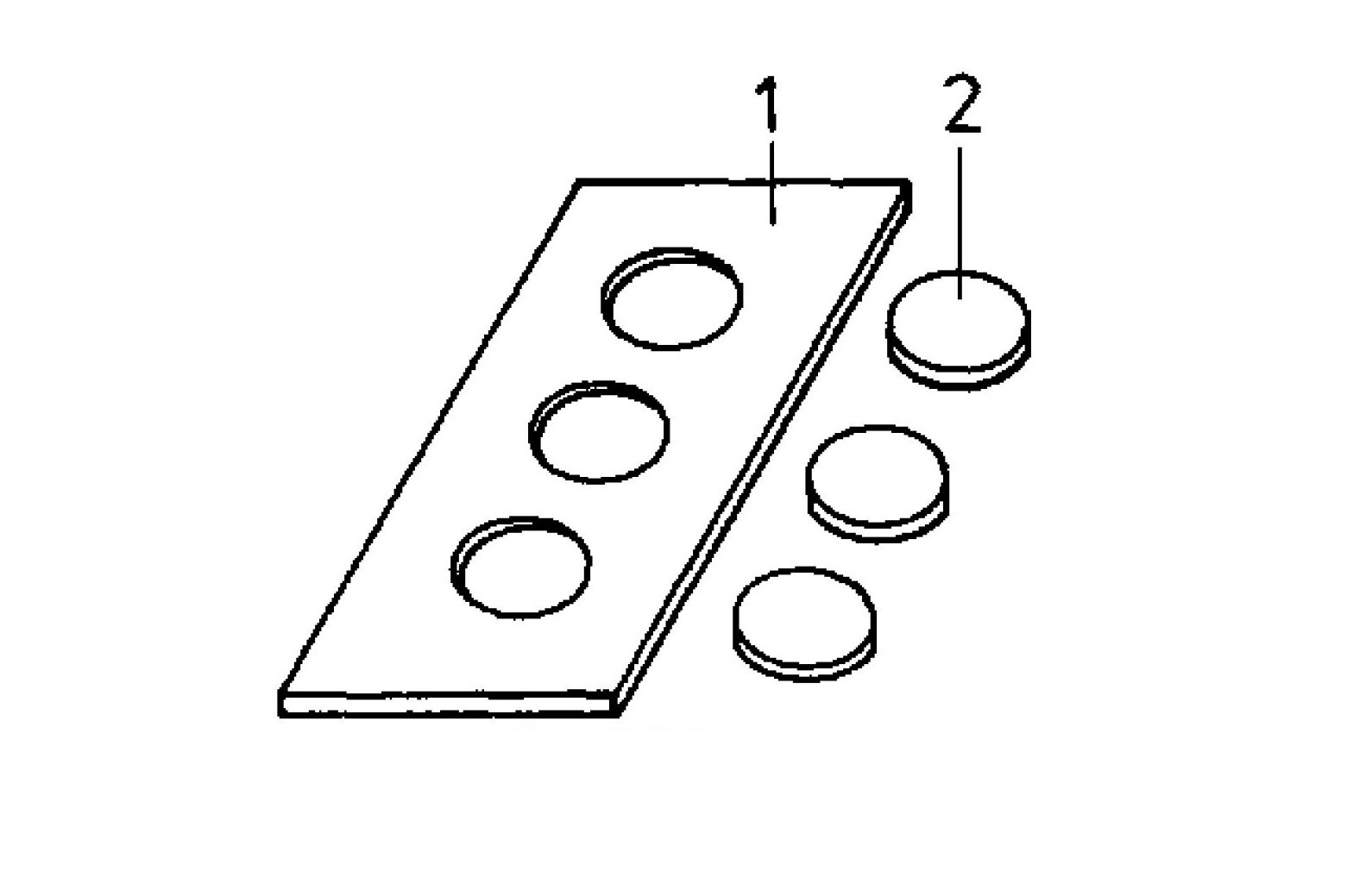
5.4Socos
Semelhante ao corte, a punção também segue um caminho de linha fechada. No entanto, na punção, a seção interna removida é considerada resíduo, e a chapa circundante restante forma a peça de trabalho propriamente dita. Esta é uma das operações mais comuns no processamento industrial de chapas.
5.5Prensagem Integrada na Manufatura Moderna
Nos processos de fabricação modernos, as máquinas de prensagem são capazes de executar todas as técnicas de cisalhamento mencionadas acima — corte para dentro, corte para fora, corte para fora e puncionamento — utilizando conjuntos de punção e matriz personalizados. Essas máquinas são comumente encontradas em estampagem progressiva, prensas hidráulicas, e Prensas de estrutura C usado na produção em massa.
As máquinas de prensagem oferecem:
- Alta repetibilidade e consistência
- Tempos de ciclo reduzidos
- Corte complexo em vários estágios em um único golpe
- Integração com sistemas de alimentação e automação
Essa integração os tornou ferramentas essenciais em setores como fabricação automotiva, de eletrodomésticos e eletrônicos.
6.0Procedimentos Operacionais: Execução de Tarefas de Cisalhamento
6.1Cortando com Tinners' Snip
- Marque a folha com precisão
- Abra as mandíbulas em aproximadamente 15°, alinhe com a linha
- Feche parcialmente o corte, evite rasgar
- Progrida passo a passo até o comprimento total
6.2Corte com tesoura de alavanca
- Marque e alinhe a folha
- Ajuste a folga da lâmina, se necessário
- Engate a barra de fixação e desbloqueie a alavanca
- Abaixe a lâmina suavemente, evite um curso completo para evitar rachaduras
- Trave a alavanca após o corte e remova o refugo
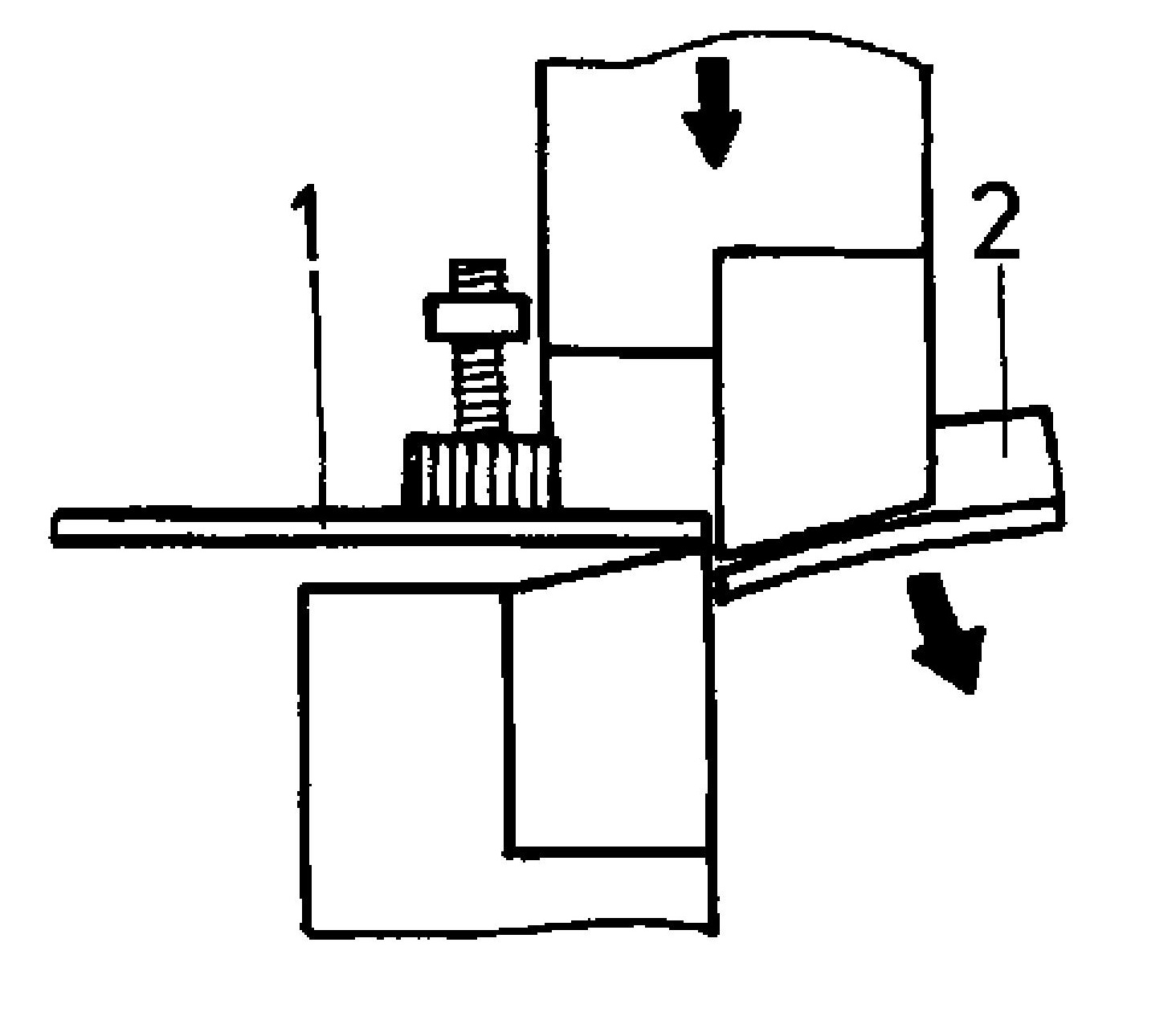
Coloque sempre o lado da sucata à direita da sua linha de visão.
6.3Seções de ângulo de corte com tesoura de alavanca
- Marque a superfície interna
- Insira na seção perfilada o porta-lâmina
- Alinhar com a vanguarda
- Destrave e puxe a alavanca para baixo com força
- Descarte o lixo imediatamente

7.0Diretrizes de segurança para operações de tosquia
- Use luvas ao manusear chapas metálicas
- Mantenha as mãos longe da área da lâmina
- Use apenas ferramentas devidamente conservadas
- Fixe as alavancas manuais após o corte
- Use facas de seção para perfis estruturais
- Siga todas as instruções dos fabricantes do equipamento
- Descarte imediatamente sucata torta ou afiada para evitar ferimentos
8.0Perguntas frequentes
O que acontece se a folga da lâmina for muito grande?
Má qualidade da superfície, rebarbas e encurvamento da folha.
Por que o ângulo da cunha da lâmina é tão grande?
Para garantir a estabilidade e durabilidade do fio de corte.
Qual é a diferença entre cortar e furar?
Ao cortar, a peça interna é mantida; ao furar, a peça interna é desperdiçada.
Por que um ângulo de inclinação de 15° é importante?
Reduz a força de corte necessária e melhora a qualidade do corte.
Por que as seções estruturais devem ser cortadas com facas de seção?
Lâminas planas podem lascar ou quebrar ao cortar seções sólidas.
9.0Conclusão
O cisalhamento é um método rápido, eficiente e confiável para processar chapas metálicas e perfis de aço. O domínio da seleção de ferramentas, do ajuste da máquina e dos procedimentos de segurança garante resultados de qualidade e reduz os riscos na fabricação de metais.




