
- 1.0O que é cisalhamento na conformação de metais?
- 2.0Operações de cisalhamento e mecânica de ferramentas
- 3.0Puncionamento vs. Corte: Principais diferenças no corte de metais
- 4.0Tipos comuns de técnicas de cisalhamento no corte de chapas metálicas
- 5.0Máquinas de corte: tipos e princípios de corte
- 6.0Como otimizar o desempenho da máquina de tosquia
- 7.0Estudos de caso: aplicações inovadoras de processos de cisalhamento
- 8.0Conclusão e Recomendações
- 9.0Perguntas Frequentes (FAQ)
1.0O que é cisalhamento na conformação de metais?
O cisalhamento é um processo de corte mecânico usado para separar materiais — especialmente chapas metálicas — sem formar lascas, queimar ou derreter. Essa técnica é amplamente utilizada como operação preparatória para manufatura downstream devido à sua capacidade de manter precisão e consistência nos produtos finais.
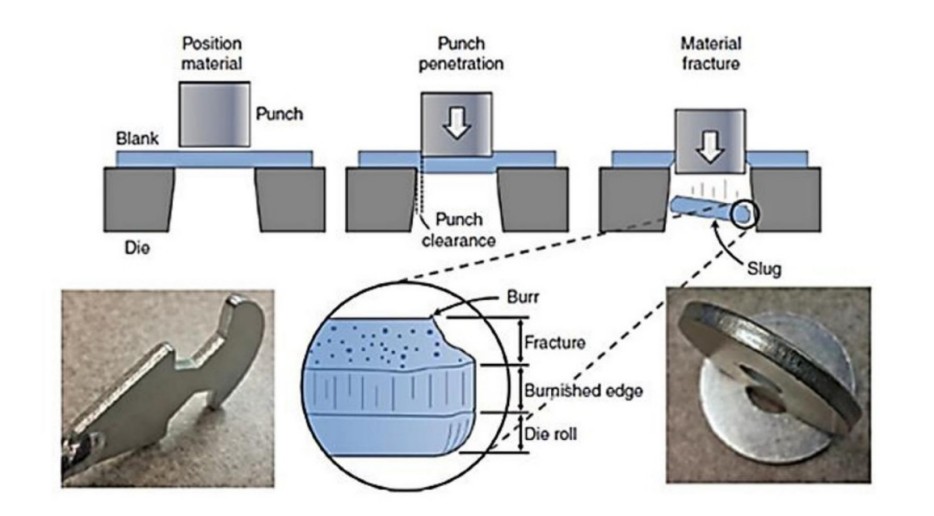
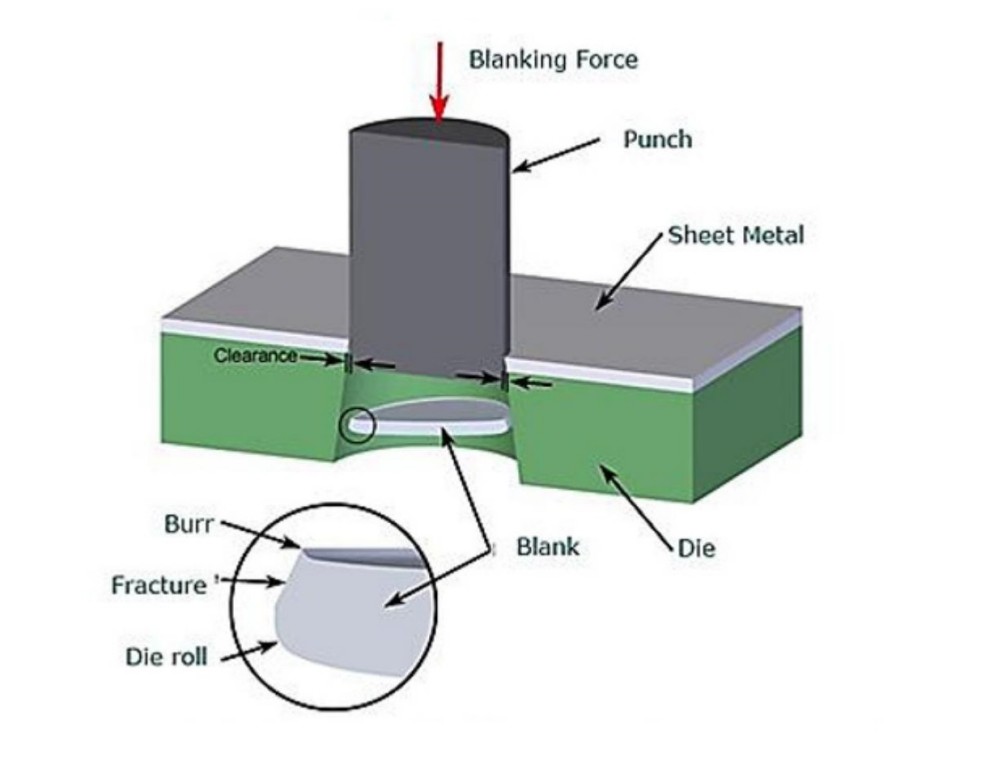
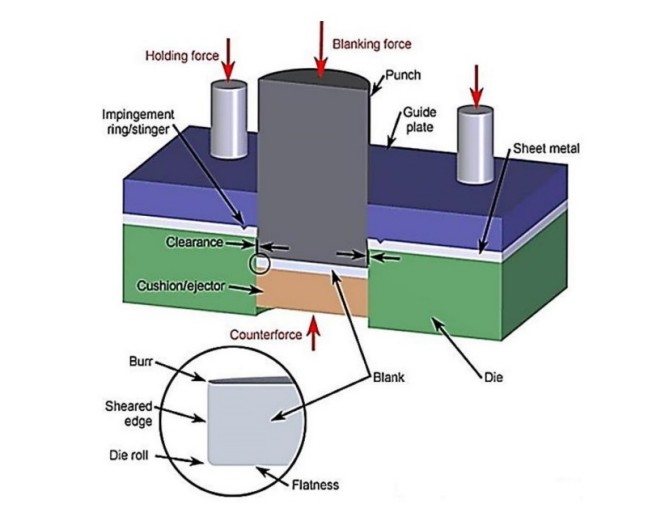
A tosquia também é conhecida como corte de chapa metálicaQuando uma força de cisalhamento excede a resistência máxima ao cisalhamento do material, este se fratura e se separa no local aplicado. O processo de cisalhamento utiliza duas ferramentas principais: um punção e uma matriz (ou lâminas superior e inferior), situadas acima e abaixo da chapa, respectivamente (Figura 1).
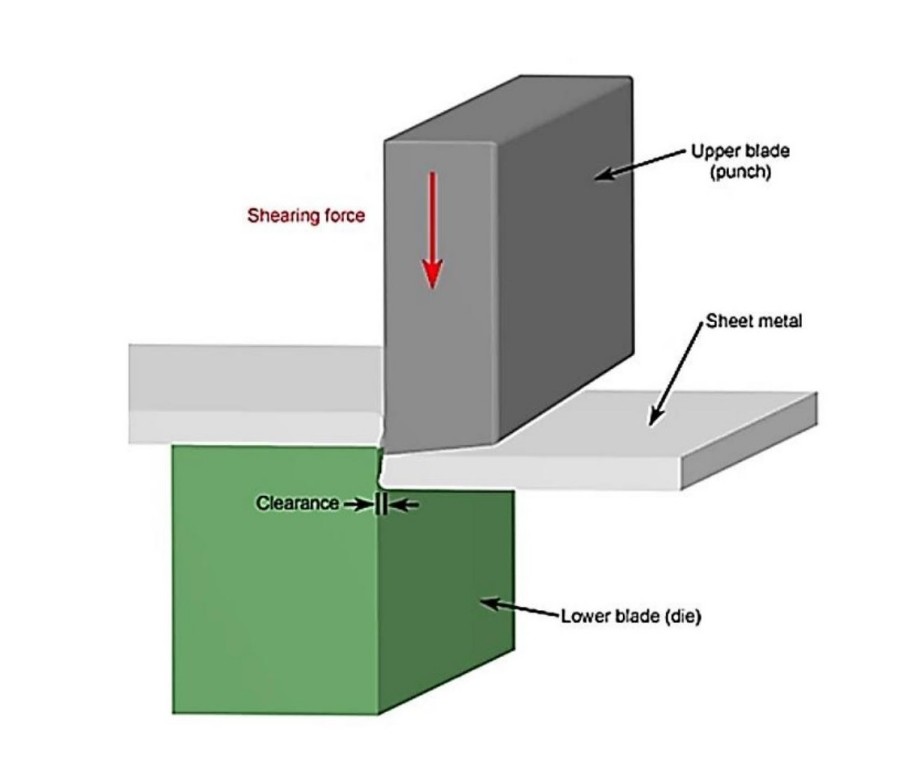
A folga entre as lâminas superior e inferior varia normalmente de 2% a 10% da espessura da chapa, dependendo das propriedades mecânicas do material, como a resistência ao cisalhamento. Uma folga adequada garante um corte eficiente, ao mesmo tempo que promove deformação plástica sem danificar o material.
2.0Operações de cisalhamento e mecânica de ferramentas
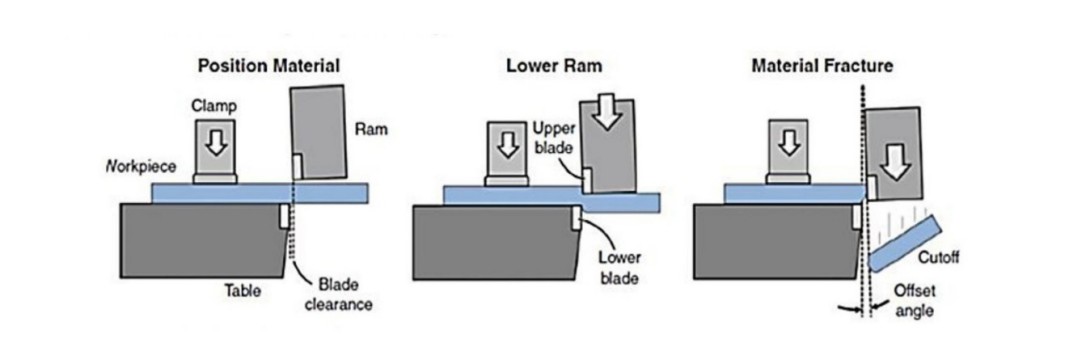
Quando duas lâminas cortam uma folha, a operação é geralmente chamada de tosquia. No entanto, quando as lâminas são anguladas ou configuradas de forma diferente, operações como corte, perfuração, entalhe ou aparamento são executados. Do ponto de vista do projeto da ferramenta e do comportamento do material, todos são considerados processos relacionados ao cisalhamento.
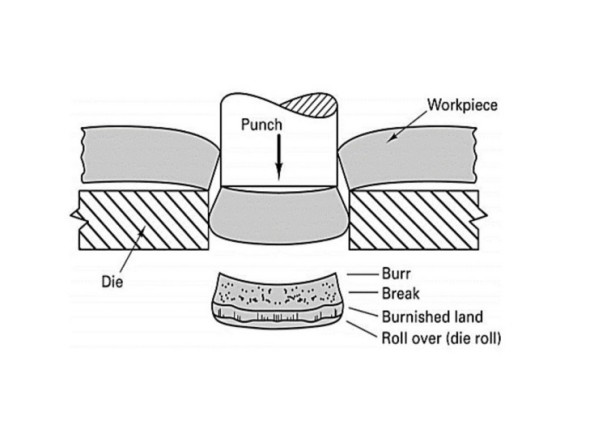
No cisalhamento típico, o punção força o metal através da matriz, produzindo deformação localizada ao longo de uma estreita zona de cisalhamento. Uma folga de 5%–10% de espessura da chapa é mantida. Quando realizado sob condições de compressão, isso reduz fraturas e aumenta a fração de borda suave. Com pressão suficiente, o material pode cisalhar completamente com quebra mínima da superfície.
3.0Puncionamento vs. Corte: Principais diferenças no corte de metais
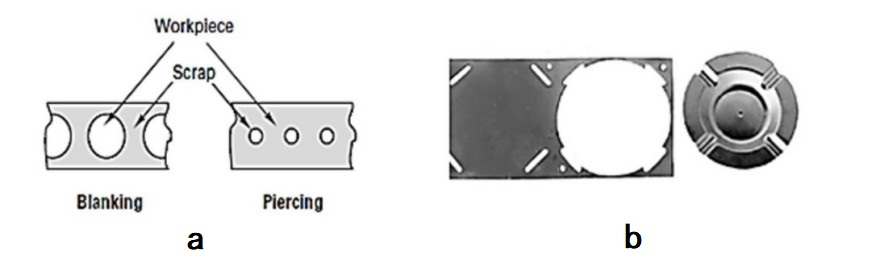
Embora frequentemente usados de forma intercambiável, perfuração e cisalhamento são processos distintos. O cisalhamento refere-se à aplicação de forças de deslocamento para dividir o material ao longo de um caminho reto ou curvo. A punção, por outro lado, envolve a criação formas fechadas removendo material, semelhante ao uso de um furador de papel
As principais diferenças incluem:
- Tosquia usa lâminas lineares opostas para separar o material.
- Socos forma feições fechadas, por exemplo, furos circulares.
- As arestas de corte influenciam diretamente no formato final da peça.
4.0Tipos comuns de técnicas de cisalhamento no corte de chapas metálicas
Existem diversas variantes de operações de cisalhamento, cada uma adequada a tarefas específicas:
- Tosquia Simples
- Socos
- Corte
- Supressão
- Entalhe
- Cortar
- Mordiscando
- Barbear
- Aparar
- Jantando
- Lançamento
- Obturação fina
4.1Corte longitudinal: corte de metal da bobina à tira
O corte longitudinal corta bobinas de chapa metálica em tiras mais estreitas usando lâminas de corte circulares. O processo é contínuo, rápido e econômico, produzindo resultados precisos em comparação com outros métodos de corte.
4.2Obturação: Extração de Forma em Uma Etapa
A estampagem envolve um corte com punção através de uma chapa metálica para remover o formato desejado (a peça bruta), separando-a do material ao redor.
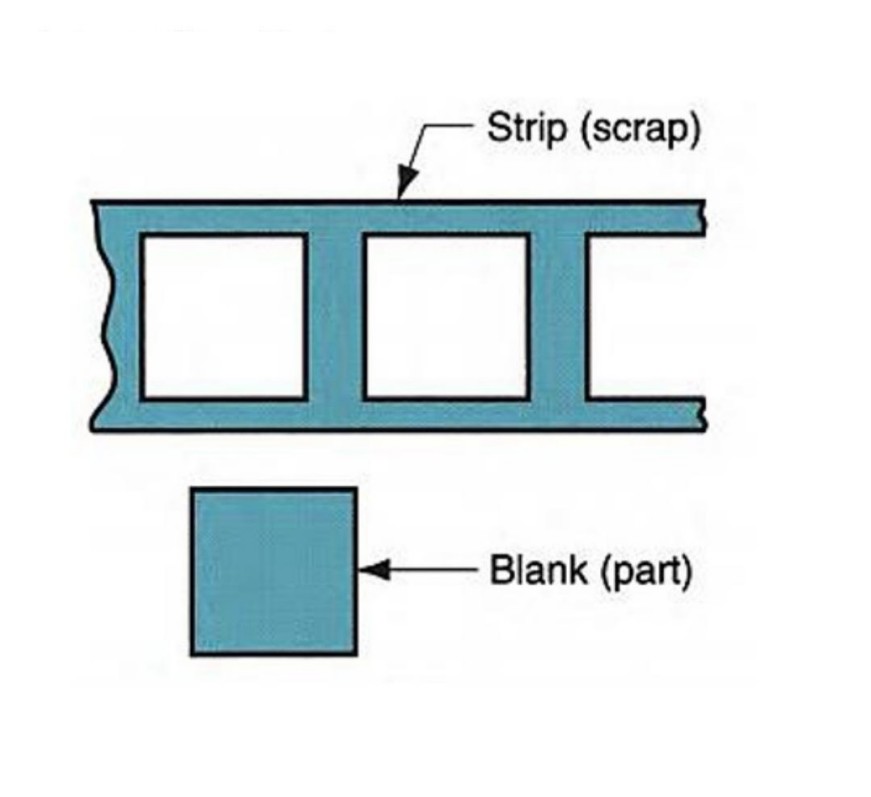
Uma prensa hidráulica aciona a matriz de corte em alta velocidade - até 1000 golpes/minuto—com uma folga de 10–20% para permitir um corte limpo.
4.3Corte fino: corte de alta precisão
Usos de corte fino três forças controladas para obter planicidade superior, rebarbas mínimas e tolerância dimensional de até ±0,0003. A configuração é semelhante à usinagem convencional, mas inclui controle adicional para resultados de maior qualidade.
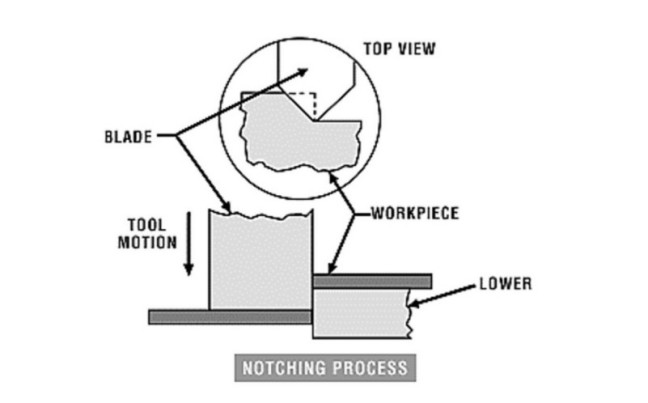
4.4Entalhe: Remoção de Retalhos de Borda
O entalhe remove o material residual da borda de uma peça de trabalho. Normalmente é um processo manual de baixo volume ideal para formas ou ângulos personalizados.
Vantagens:
- Cortes de ângulo ajustáveis
- Capaz de geometrias únicas não viáveis em cisalhamento padrão
5.0Máquinas de corte: tipos e princípios de corte
As máquinas de corte cortam metais usando como uma tesoura movimento ou ação de lâmina reta. Máquinas menores podem usar movimento angular, enquanto máquinas maiores dependem de ângulo de ataque e folga para otimizar o desempenho.

5.1Tipos comuns de máquinas de corte:
- Tesouras Pneumáticas– Alimentado por cilindros de ar
- Tesouras Hidromecânicas– Acionado por motores hidráulicos
- Tesouras servoacionadas– Ligado diretamente aos servo motores
- Tesouras Hidráulicas– Fornece força de corte muito alta
- Tesouras elétricas – Alimentado diretamente por motores elétricos (geralmente combinados com transmissão mecânica ou hidráulica)
- Tesouras manuais– Acionamento manual por alavanca de ampliação
6.0Como otimizar o desempenho da máquina de tosquia
O processo de tosquia exige muita mão de obra e controle preciso para maximizar a produtividade. Os principais fatores incluem:
- Certifique-se de que as lâminas estejam perfeitamente retas
- Ajuste a folga de acordo com a espessura do material
- Confirme as configurações corretas do medidor traseiro
- Estabilize a folha durante o corte
- Realizar manutenção regular (limpeza, substituição de componentes)
A tosquia é ideal para bronze, latão, alumínio e aços de baixo carbono, produzindo cortes e tolerâncias mínimos. No entanto, não é adequado para materiais duros e quebradiços como tungstênio e para peças <3,2 mm de comprimento.
7.0Estudos de caso: aplicações inovadoras de processos de cisalhamento
7.1Caso 1: C2S2 – Cisalhamento de tira confinada continuamente
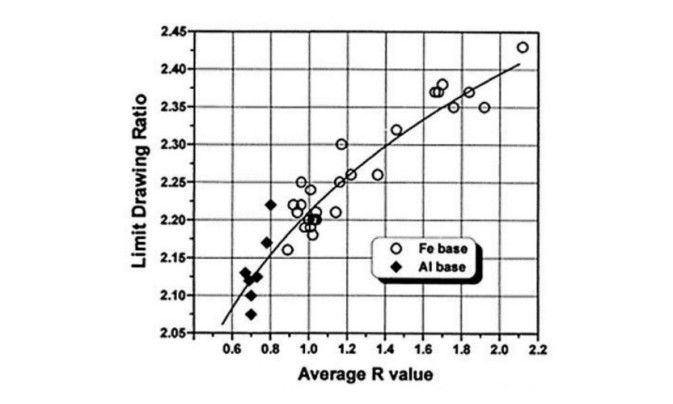
Para produzir veículos mais leves, alumínio (Al) As folhas estão substituindo folhas mais pesadas à base de Fe. Usando Prensagem angular de canal igual (ECAP), os engenheiros induzem a tensão de cisalhamento para aumentar o valor R do metal, melhorando a conformabilidade.
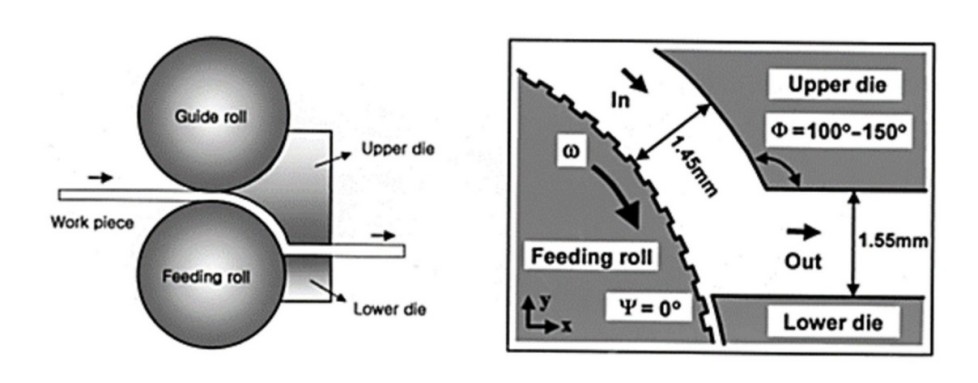
O sistema C2S2 usa rolos duplos para gerar deformação de cisalhamento consistente — mais eficiente do que prensas hidráulicas — e pode detectar defeitos de superfície durante a operação.
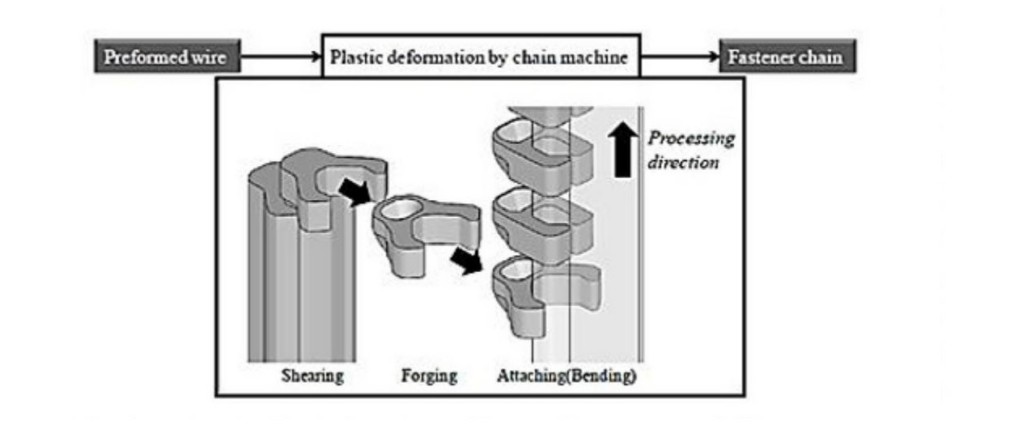
7.2Caso 2: Cisalhamento para componentes de zíper de cobre-zinco
Usado em roupas e acessórios, Fio de liga de cobre em forma de Y é cortado em lascas, forjado e dobrado para formar os dentes do zíper. À medida que os designs se tornam mais complexos, alcançar a precisão na modelagem exige múltiplas iterações.
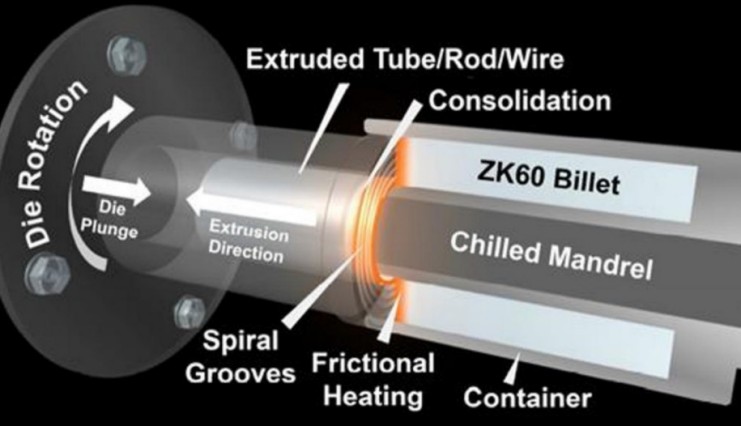
7.3Caso 3: SHAPE para tubos de liga de magnésio ZK60
Ligas de magnésio, especialmente o Mg não-raro, oferecem benefícios de redução de peso. Usando Processamento e Extrusão Assistida por Cisalhamento (SHAPE) melhora as propriedades mecânicas refinando microestruturas e eliminando fraquezas da segunda fase.
8.0Conclusão e Recomendações
Este estudo destaca os principais operações de cisalhamento, máquinas e aplicações avançadas. O processo de cisalhamento é altamente eficaz para metais macios a médios e é custo-eficiente para produção em massa, mas não é ideal para aplicações de acabamento de superfície de alta dureza ou precisão.
Recomendação: Evite cisalhamento em comprimentos menores que 3,2 mm ou metais frágeis e de alta resistência.
Direção futura: Técnicas como SHAPE e C2S2 são promissoras na melhoria das propriedades dos materiais por meio de deformação por cisalhamento.
9.0Perguntas Frequentes (FAQ)
Q1: Qual é a diferença entre cisalhamento e puncionamento?
UM: A cisalhamento envolve o corte de material ao longo de uma trajetória reta ou curva usando lâminas opostas, semelhantes a tesouras. A punção, por outro lado, remove o material inteiramente em um formato fechado, como fazer furos com um punção. Ambas utilizam ferramentas semelhantes, mas diferem no formato e na intenção de remoção do material.
Q2: Quais materiais são mais adequados para o processo de corte?
UM: O cisalhamento funciona melhor em metais dúcteis, de resistência macia a média, como alumínio, aço de baixo carbono, latão e bronze. É não recomendado para materiais duros ou quebradiços, como tungstênio, devido ao desgaste da ferramenta e ao risco de deformação anormal.
T3:O que é o blanking fino e qual a diferença entre ele e o blanking regular?
UM: O corte fino é uma versão de alta precisão do corte que usa três forças aplicadas para produzir bordas suaves, tolerâncias mais precisas (até ±0,0003") e rebarbas mínimas. É comumente usado em componentes automotivos e eletrônicos de precisão.
Q4: Como a folga afeta a operação de cisalhamento?
UM: A folga refere-se à folga entre as lâminas superior e inferior (punção e matriz). Normalmente varia de 2% a 10% da espessura do material. Uma folga adequada garante cortes limpos, evita rasgos ou rebarbas excessivas e reduz o desgaste da ferramenta.
Q5: A tosquia pode ser usada para produção de alto volume?
UM: Sim. A tosquia é adequada para produção em massa, especialmente no processamento de chapas metálicas. Máquinas de corte hidráulicas e servoacionadas podem atingir taxas de até 1000 golpes por minuto, tornando-o altamente eficiente para operações contínuas.




