

- 1.0Compreendendo a capacidade de cisalhamento com base em padrões de aço macio
- 2.0Principais fatores que influenciam a força de cisalhamento
- 3.0O papel do ângulo de ataque no cisalhamento de metais
- 4.0Como as propriedades dos materiais afetam o desempenho do cisalhamento
- 5.0Força de cisalhamento e espessura do metal: qual é a relação?
- 6.0Espessura mínima cisalhável por tipo de máquina
- 7.0Por que a folga da faca é importante no corte de chapas metálicas
- 8.0Tipos de facas de tesoura e suas aplicações
- 9.0Noções básicas sobre desgaste, inspeção e manutenção de facas
- 10.0Compreendendo o endurecimento por trabalho em cisalhamento de metais
- 11.0Efeitos do endurecimento por trabalho
- 12.0Práticas a evitar
- 13.0Capacidade de cisalhamento vs. capacidade de faca: qual é a diferença?
- 14.0Tabela de referência geral de capacidade de cisalhamento (trecho)
- 15.0Tabela de referência de capacidade de cisalhamento do aço
- 16.0Recursos de tesoura opcionais que melhoram a precisão do corte
- 17.0Resumo final: Melhores práticas para tosquia segura e eficiente
Industrial Máquinas de corte de chapas são essenciais para o corte de precisão de chapas metálicas e chapas. Para garantir o desempenho ideal e uma operação segura, é fundamental entender como a capacidade de cisalhamento é classificada e quais fatores influenciam a eficiência do corte. Este guia fornece uma visão geral abrangente dos fundamentos da força de cisalhamento, ângulo de ataque, seleção de facas, propriedades dos materiais e melhores práticas de manutenção.


1.0Compreendendo a capacidade de cisalhamento com base em padrões de aço macio
As classificações de cisalhamento são normalmente baseadas na espessura máxima de corte do aço carbono sob um ângulo de ataque especificado. As propriedades mecânicas padrão do aço carbono incluem:
| Propriedade | Valor |
| Resistência máxima ao cisalhamento | 50.000 psi |
| Resistência à Tração Máxima (UTS) | 55.000–70.000 psi |
| Limite de escoamento (YS) | 35.000–50.000 psi |
| Alongamento (em 2″) | 20–35% |
Observação: as classificações incluem tolerâncias para excessos de espessura comuns. Por exemplo, uma chapa de 0,250" pode ter até 0,030" a mais de espessura e ainda estar dentro da capacidade nominal.
2.0Principais fatores que influenciam a força de cisalhamento
A força de cisalhamento deve exceder a força necessária para cortar o material pretendido. Os principais fatores de influência incluem:
- Resistência ao cisalhamento do material
- Ângulo de ataque e espessura do material
- Ductilidade e encruamento
- Condição e liberação da faca
- Profundidade da peça traseira e sistemas de suporte
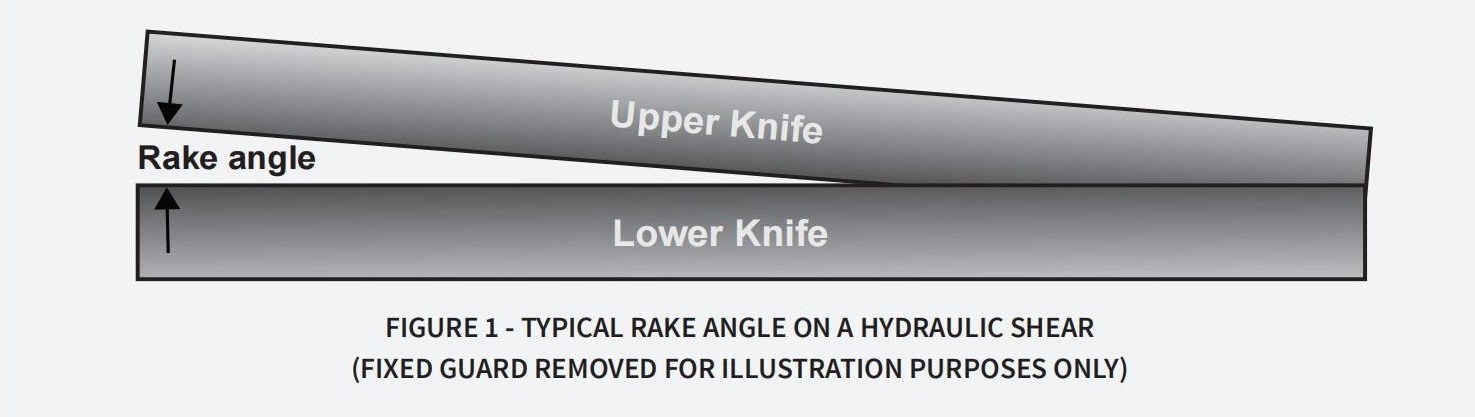
3.0O papel do ângulo de ataque no cisalhamento de metais
Ângulo de ataque é a inclinação entre as lâminas superior e inferior da faca. Ela afeta significativamente a força de corte e o comportamento do material durante o cisalhamento:
- UM ancinho maior ângulo reduz a força necessária
- O excesso de inclinação pode levar à distorção da peça ou a um curso de faca mais longo
3.1Ângulo de ataque na prática: redução de força e impacto na qualidade:
Se R₂ = 2R₁ → então Força₂ = ½ Força₁
Prática recomendada: use o ângulo de saída mínimo que proporcione uma qualidade de corte aceitável sem exceder os limites da máquina. Ângulos de saída maiores são especialmente benéficos para aço inoxidável e materiais de alta ductilidade.
4.0Como as propriedades dos materiais afetam o desempenho do cisalhamento
4.1Resistência do material e seu efeito na capacidade de cisalhamento
Materiais mais resistentes que o aço macio (UTS/YS mais alto) requerem capacidade reduzida.
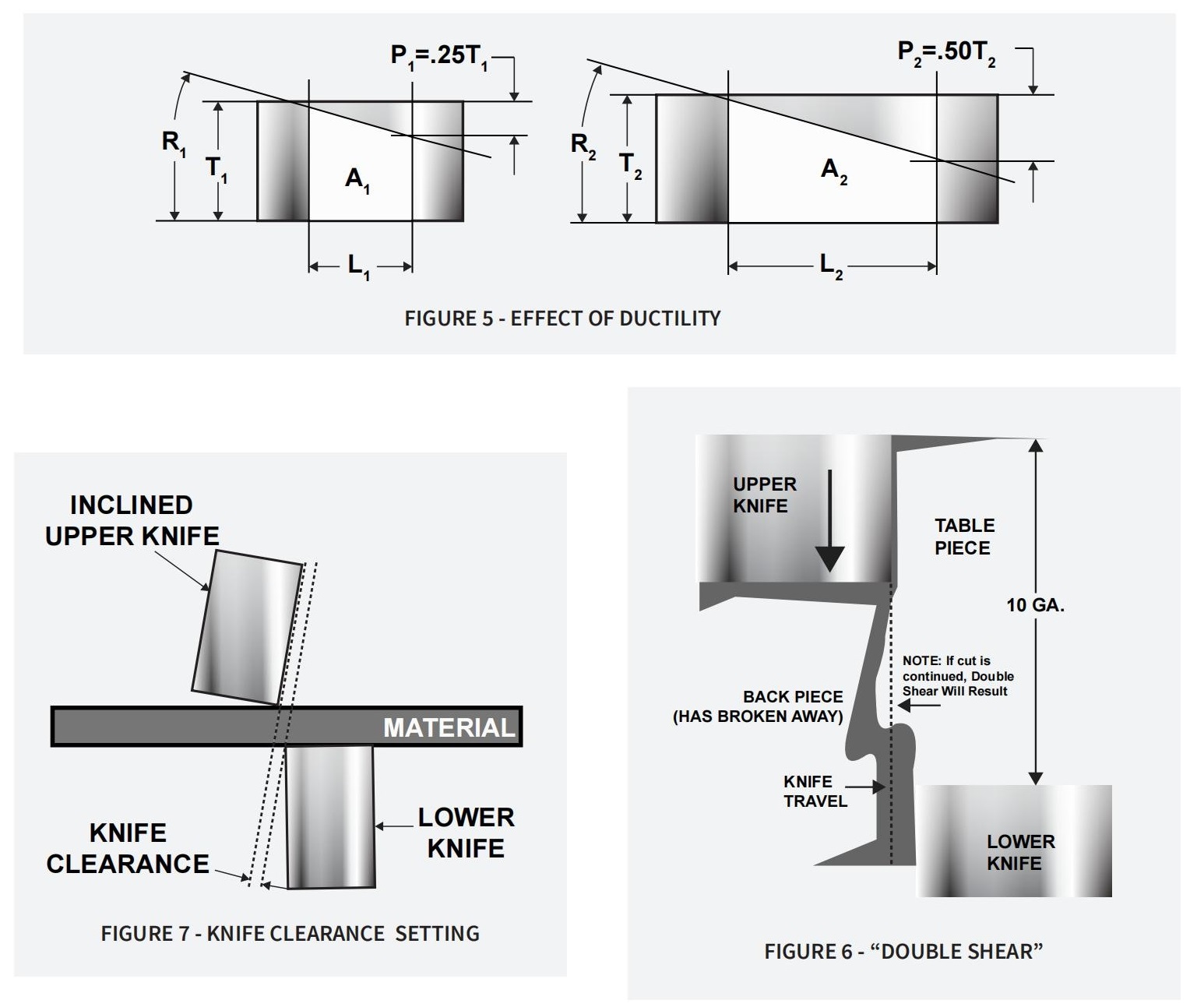
4.2Ductilidade e Penetração de Faca no Corte de Chapas Metálicas
Materiais com alongamento acima de 35% reduzem o desempenho de cisalhamento devido à penetração mais profunda da faca.
Exemplos incluem:
- Aços carbono 1006, 1008 e, às vezes, 1010/1012
- ASTM A283 Grau A, A285 Grau A, A570 Grau 30 (quando o alongamento excede 35%)
5.0Força de cisalhamento e espessura do metal: qual é a relação?
A força de cisalhamento aumenta quadraticamente com a espessura:
Força ∝ Espessura²
→ Se T₂ = 2T₁ → Força₂ = 4 × Força₁
6.0Espessura mínima cisalhável por tipo de máquina
Os limites mínimos dependem da distância entre as lâminas e do fio. Exemplos:
| Modelo | Medidor | Polegada | milímetros |
| 375 HS | 26 GA | 0.018″ | 0.45 |
| 500 HS | 22 GA | 0.030″ | 0.76 |
| 750 HS | 20 GA | 0.036″ | 0.91 |
| Série SE | 16 GA | 0.060″ | 1.52 |
7.0Por que a folga da faca é importante no corte de chapas metálicas
A folga adequada da faca garante cortes limpos e consistentes.
- Muito pouco: Cisalhamento duplo, rebarbas, desgaste rápido
- Demais: Cortes imprecisos, dobras
7.1Configurações de folga de faca recomendadas por tipo de tesoura:
- Tesouras mecânicas: 7%da espessura do material
- Tesouras hidráulicas: 7–15%, ajustável com calços de mesa
Para aço inoxidável, mantenha uma folga mínima para evitar rebarbas e endurecimento por trabalho.
8.0Tipos de facas de tesoura e suas aplicações
A escolha do material certo para a faca equilibra resistência ao desgaste e resistência ao choque.
| Tipo | Resistência ao desgaste | Resistência ao choque | Uso ideal |
| UM | Mais alto | Mais baixo | Aço inoxidável fino/macio |
| B | Alto | Baixo | Aço inoxidável ou alumínio leve |
| C | Médio | Médio | Corte de uso geral |
| D | Baixo | Alto | Aplicações de alto choque |
| E | Mais baixo | Mais alto | Materiais abrasivos, quebradiços ou de alto impacto |
| S | Moderado | Muito alto | Aço inoxidável, Inconel, Hastelloy, ligas dúcteis |
Para corte frequente de aço inoxidável (especialmente uso >50%), o Tipo S é recomendado.
Para aço inoxidável de calibre leve (≤10 GA), o Tipo A pode ser suficiente.
9.0Noções básicas sobre desgaste, inspeção e manutenção de facas
Facas cegas ou danificadas aumentam a força de corte e podem danificar as máquinas.
9.1Indicadores comuns de desgaste de facas
- Ventosaterapia
- Zonas claras (indicam cisalhamento duplo)
- Acabamento de borda ruim
9.2Fatores que aceleram o desgaste da faca:
- Materiais cortados à chama ou endurecidos
- Folhas padronizadas (por exemplo, placa de piso)
- Folga inadequada
- Materiais de corte >300 BHN
9.3O impacto da profundidade da peça traseira na força de cisalhamento:
- Gire e afie as facas regularmente
- Desgaste do monitor perto dos braços quadrados
- Evite cortar placas AR >360 BHN

10.0Compreendendo o endurecimento por trabalho em cisalhamento de metais
A profundidade da peça traseira é a distância da lâmina até a borda posterior do material:
- Maior profundidade → maior força necessária
- Use mesas pneumáticas ou braços de canto para suporte de materiais pesados ou dúcteis
11.0Efeitos do endurecimento por trabalho
Materiais endurecíveis por trabalho, como aço inoxidável e ligas de níquel, exigem mais força para cisalhar devido à maior dureza da superfície. Use facas com alta resistência ao choque e configurações de inclinação adequadas para atenuar esse problema.
12.0Práticas a evitar
| Prática | Risco |
| Cortes de acabamento < 0,125″ | Aumento de carga, aprisionamento de material |
| Grande folga de faca em chapas finas | Limpeza em vez de cortes limpos |
| Corte multicamadas | Má qualidade de corte, sobrecarga da máquina |
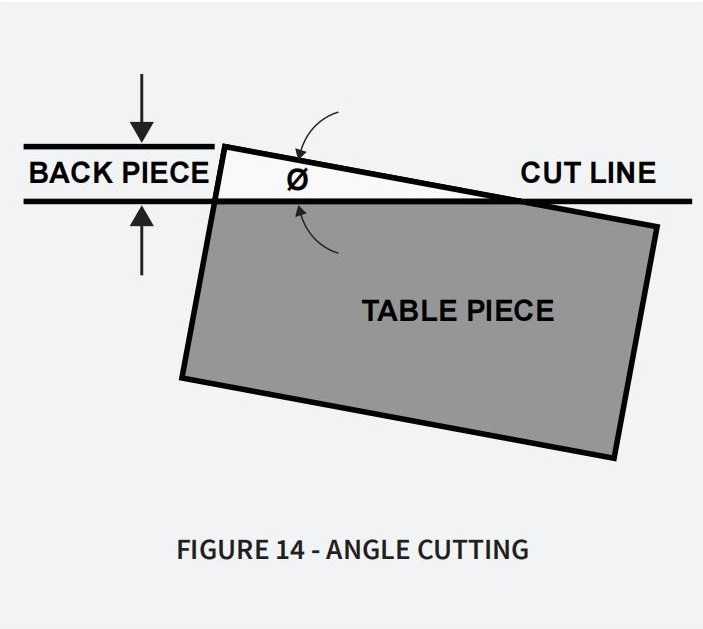
| Cortes em ângulo < 20° | Lascas, falha por cisalhamento |
13.0Capacidade de cisalhamento vs. capacidade de faca: qual é a diferença?
Entender essa distinção evita falhas prematuras:
| Parâmetro | Governa | Depende de |
| Capacidade de cisalhamento | Máquina | Espessura² × Resistência ao cisalhamento × Ângulo de ataque |
| Capacidade da faca | Material da faca | Espessura × Resistência ao cisalhamento (independente da inclinação) |
Os modelos hidráulicos geralmente possuem proteção contra sobrecarga. No entanto, a parada aumenta o desgaste das facas.
14.0Tabela de referência geral de capacidade de cisalhamento (trecho)
| Grau ASTM | Resistência à Tração (ksi) | Limite de escoamento (ksi) | Alongamento mínimo (% em 2″) | Espessura nominal do aço macio | Capacidade máxima equivalente (polegadas) |
|---|---|---|---|---|---|
| A36 | 58–80 | 36–51 | 23 | 0,188″ (aprox. 7 GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| A514 | 110–130 | ≥110 | 18 | 0,188″ (aprox. 7 GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 Grau 50 | ≥65 | ≥50 | 21 | 0,188″ (aprox. 5 GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
Notas de uso:
Este gráfico destina-se a estimar a espessura máxima de corte para vários graus de aço ASTM em máquinas de corte de metal, incluindo tesouras hidráulicas, tesouras mecânicas e sistemas de corte controlados por CNC.
“Capacidade Máxima Equivalente” reflete a classificação de cisalhamento típica baseada em aço macio como material de base.
14.1Exemplo:
- 250″ A572 Grau 65→ Requer classificação de cisalhamento para Aço macio de 0,375″
- T-1 (ASTM A514)em um tesoura de 750″ → Capacidade máxima: 0.625″
15.0Tabela de referência de capacidade de cisalhamento do aço
| Grau de aço | Resistência à Tração (ksi) | Limite de escoamento (ksi) | Alongamento mínimo (%) | 12 GA (0,1046″) | 10 GA (0,1345″) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS Tipo A/B/C | NS | 20–40 | 30 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 DDS | NS | 17–29 | 38 | 14 GA | 12 GA | 10 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 Aço Inox Grau 40 | 52 MIN | 40 MIN | 20 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS Grau 50 Cl. 1 | 65 MIN | 50 MIN | 20 | 13 GA | 11 GA | 8 GA | 5 GA | – | – | – | – | – | – | – |
| A1011 Aço Inox Grau 36 Tipo 2 | 58–80 | 36–51 | 21 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS Grau 70 Cl. 1 | 85 MIN | 70 MIN | 14 | 14 GA | 12 GA | 9 GA | 7 GA | – | – | – | – | – | – | – |
| A1011 HSLAS-F Grau 80 | 90 MIN | 80 MIN | 18 | 14 GA | 12 GA | 10 GA | 7 GA | 0.281 | 0.375 | 0.500 | – | – | – | – |
Notas:
Esta tabela fornece diretrizes gerais para espessura de cisalhamento estimada com base nas propriedades mecânicas do material.
Os valores são nominais e devem ser verificados em relação à capacidade específica da máquina de corte e à configuração da lâmina.
As referências GA (calibre) são aproximadas e podem variar de acordo com o padrão (por exemplo, calibre de aço dos EUA vs. especificação do fabricante).
O desempenho do corte é afetado pelo ângulo de ataque, pela folga da lâmina, pela condição da lâmina e pela dureza do material.
16.0Recursos de tesoura opcionais que melhoram a precisão do corte
- Calços de mesa cativos para ajuste rápido da folga da faca
- Liquidação de facas elétricas(modelos automatizados)
- Folha pneumática suporta para manuseio de materiais grandes ou flexíveis
- Canto traseiro suporta para evitar distorção em estoque espesso ou dúctil
17.0Resumo final: Melhores práticas para tosquia segura e eficiente
- Comece com o ângulo de ataque máximo e reduza com base na qualidade do corte
- Combine sempre o tipo de faca com o material e a espessura
- Monitore o desgaste, mantenha a folga e gire as facas regularmente
- Nunca exceda a capacidade nominal de cisalhamento ou de faca
Ao aplicar esses princípios e entender a física por trás do corte, os operadores podem garantir um desempenho seguro, preciso e duradouro de seus equipamentos de corte.




