

- 1.0O que é a tecnologia de corte a plasma?
- 2.0O que é Plasma?
- 3.0Seleção de gás de corte de plasma e compatibilidade de materiais
- 4.0Configuração recomendada do sistema de ar comprimido para corte a plasma
- 5.0Métodos de ignição por arco piloto de plasma
- 6.0Componentes de um sistema de corte de plasma
- 7.0O que é corte de plasma a ar?
- 7.1Características do processo
- 7.2Problemas de consumíveis
- 7.3O que é corte de plasma a gás duplo?
- 7.4Sistemas de corte de plasma de alta precisão
- 7.5Corte a plasma com injeção de água e cobertura de água
- 7.6Corte de plasma com cobertura de água
- 7.7Resumo geral: Comparação de tecnologias de corte a plasma
1.0O que é a tecnologia de corte a plasma?
1.1Origens e desenvolvimento da tecnologia:
Durante a Segunda Guerra MundialAs fábricas dos EUA alcançaram inovações industriais significativas, aumentando consideravelmente a eficiência da produção de aeronaves e equipamentos militares.
Tecnologia de SoldagemPara melhorar a eficiência de corte e soldagem de peças de aeronaves, engenheiros adotaram uma nova técnica de soldagem: Soldagem a Gás Inerte de Tungstênio (TIG) ou Soldagem a Arco de Gás Tungstênio (GTAW). Esse método utilizava um arco elétrico para ativar gases inertes, formando uma camada protetora condutora que impedia a oxidação durante a soldagem, melhorando a qualidade das soldas e a resistência estrutural.
1.2O Nascimento do Corte a Plasma:
Início da década de 1960: Engenheiros inovaram ainda mais na tecnologia de soldagem TIG:
Aumento do fluxo de gás: e guiou o arco através de um bico estreito.
Formação do Plasma:Esse gás ionizado de alta temperatura e alta velocidade pode derreter metal e, por meio de um fluxo de ar de alta velocidade, soprar o metal derretido para longe, permitindo um corte rápido.
Esse novo método foi chamado de “Corte a Arco de Plasma”, que melhorou muito a velocidade de corte, a precisão e a adaptabilidade do material, permitindo o corte fácil de vários metais condutores.
2.0O que é Plasma?
Estado do Plasma:Quando os gases são aquecidos a temperaturas extremamente altas, as moléculas começam a se separar e os elétrons são ejetados dos átomos, formando um quarto estado da matéria: o plasma.
Composição do Plasma:O plasma consiste em um núcleo atômico carregado positivamente (prótons e nêutrons) e elétrons carregados negativamente.
No plasma, os elétrons são separados do núcleo atômico, formando elétrons (carga negativa) e íons (carga positiva) que se movem livremente.
Liberação de energia: Colisões de alta velocidade entre elétrons e íons liberam grandes quantidades de energia, e é por isso que o plasma tem capacidades de corte tão poderosas.
🔋 Exemplos naturais de plasma: Raio
💡 Aplicações do “Plasma Frio”: Luzes de neon, luzes fluorescentes, TVs de plasma (embora não possam cortar metais, têm ampla aplicação prática).
2.1Estado plasmático da matéria
Quatro Estados da Matéria:
Em nossa vida cotidiana, comumente encontramos três estados da matéria: sólido, líquido e gasoso. O corte a plasma envolve o quarto estado — o plasma.
Usando a água como exemplo para explicar o comportamento molecular em diferentes estados:
- Sólido (Água → Gelo):As moléculas são compactadas, com movimento mínimo e têm um formato fixo.
- Líquido (Água):As moléculas estão conectadas, mas podem se mover lentamente, com formato variável, mas volume fixo.
- Gás (Vapor de Água):As moléculas se movem livremente em altas velocidades, sem volume ou forma fixos.
- Estado do Plasma:
Quando o gás é aquecido ainda mais, suas moléculas ganham mais energia, fazendo com que elétrons escapem dos átomos. Isso forma um grupo de partículas com cargas positivas e negativas, e essa substância altamente ionizada é o plasma. O plasma possui fluidez semelhante à dos gases e a capacidade de conduzir eletricidade, tornando-o ideal para processamento e corte em altas temperaturas.
2.2Princípio do processo de corte a plasma
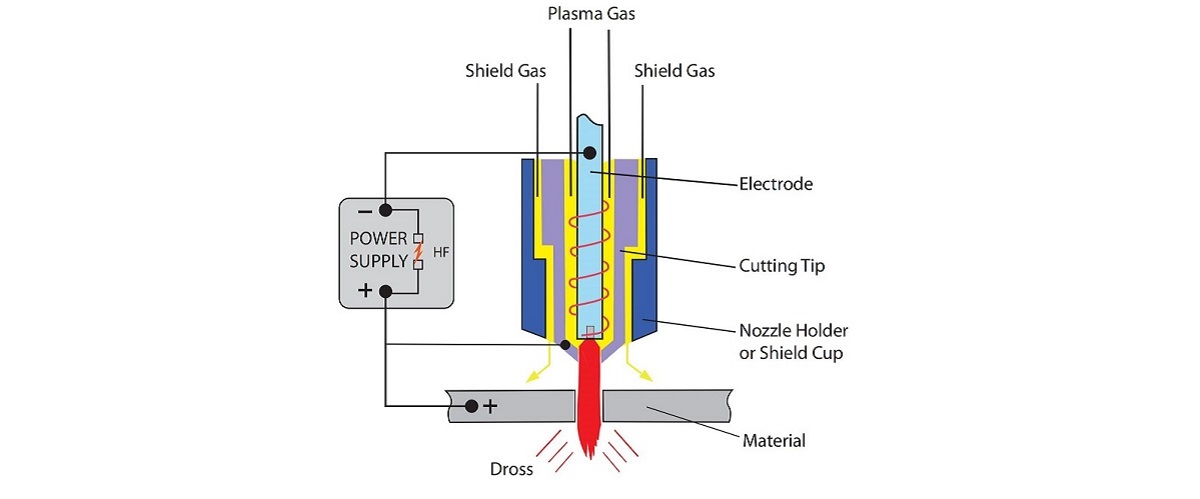
- Método de Formação: Um arco elétrico é criado entre o eletrodo e a peça de trabalho. Após passar por um bico fino de cobre, o arco é comprimido, formando um fluxo de plasma de alta temperatura e alta pressão.
- Temperatura e Velocidade:A temperatura do plasma pode atingir até 15.000°C, e a velocidade do jato é próxima à velocidade do som.
- Processo de corte:
- O arco elétrico de alta temperatura derrete o metal.
- O fluxo de ar de alta velocidade sopra o metal fundido para longe da abertura de corte.
- Isso permite um corte preciso e rápido.
- Características do processo: Fusão profunda, bordas limpas e alta velocidade de corte.
2.3Corte a Plasma vs. Corte a Oxigênio-Combustível
| Item de comparação | Corte de Plasma | Corte de oxigênio-combustível |
| Princípio | O arco de plasma de alta temperatura derrete o metal + o fluxo de ar sopra o metal derretido | Oxigênio oxida o metal + fusão exotérmica |
| Objetos Cortantes | Todos os metais condutores (incluindo alumínio, aço inoxidável, etc.) | Principalmente limitado ao aço carbono |
| Requisitos de superfície metálica | Pode cortar metais com camadas protetoras de óxido | Não é adequado para aço inoxidável, alumínio, etc. |
| Zona Afetada pelo Calor | Bordas de corte relativamente pequenas e limpas | Grande zona afetada pelo calor, oxidação significativa das bordas cortadas |
3.0Seleção de gás de corte de plasma e compatibilidade de materiais
Os sistemas modernos de corte a plasma utilizam diversas combinações de gases, dependendo do tipo de material e dos requisitos de corte. A escolha do gás correto não afeta apenas a qualidade e a velocidade do corte, mas também a vida útil do eletrodo e a viabilidade do tratamento pós-soldagem.
3.1Ar comprimido
- Ampla aplicação: Adequado para aço carbono, aço inoxidável, alumínio e a maioria dos metais.
- Uso comum: Frequentemente usado em cortadores de plasma portáteis, fácil de obter e de baixo custo.
- Reação Química: Cerca de 20% de oxigênio no ar reage com o aço carbono para aumentar a velocidade de corte e reduzir a escória.
- Desvantagens:
- O teor de nitrogênio pode formar uma camada nitretada na superfície do aço, tornando-o muito duro e inadequado para soldagem.
- O corte de aço inoxidável pode deixar uma camada de óxido marrom, exigindo pré-tratamento antes da soldagem.

3.2Oxigênio
- Compatibilidade do sistema: Usado somente em sistemas projetados para suportar oxigênio.
- Desempenho: Apresenta melhor desempenho em aço carbono, proporcionando a maior velocidade de corte, melhor qualidade de corte e soldabilidade.
- Usinagem: Os cortes podem ser perfurados, rosqueados ou usinados diretamente.
- Limitações: Não é adequado para alumínio e aço inoxidável.
3.3Azoto
- Velocidade de corte mais lenta: Não pode reagir exotermicamente com metais, resultando em velocidades de corte mais lentas.
- Camada nitretada: Forma uma camada nitretada muito dura sobre o aço carbono, deixando resíduos pesados de escória.
- Corte de aço inoxidável ou subaquático: Ajuda a reduzir as reações de oxidação e protege as bordas cortadas.
- Vida útil prolongada dos consumíveis: Quando combinado com nitrogênio de alta pureza e eletrodos de tungstênio adequados, pode estender significativamente a vida útil do consumível.
- Comum em modelos mais antigos: Frequentemente usado em máquinas de corte de plasma mais antigas.
3.45% Hidrogênio / 95% Nitrogênio (H5/N95)
- Uso primário: Para corte de alta qualidade de aço inoxidável com menos de 6 mm.
- Requisitos de equipamento: Requer consumíveis específicos e controle preciso de fluxo/pressão.
- Vantagens: Oferece excelente qualidade de borda, mas não é adequado para materiais mais espessos.
3.535% Hidrogênio / 65% Argônio (H35/Ar65)
- Equipamentos especiais: Requer cilindros de alta pressão para mistura de gases.
- Aplicativo:Comumente usado para cortar alumínio ou aço inoxidável acima de 9,5 mm.
- Outros usos: Adequado para goivagem de plasma, substituindo a goivagem por arco de carbono.
- Limitações: Pode produzir escória de refusão pesada em aço inoxidável fino.
Aviso de segurança:
Não utilize misturas de oxigênio ou hidrogênio em sistemas não autorizados, pois isso pode causar riscos de incêndio ou explosão.
Siga sempre as diretrizes de compatibilidade de gás e operação do fabricante do equipamento.
4.0Configuração recomendada do sistema de ar comprimido para corte a plasma
Um sistema de fornecimento de ar comprimido de alta qualidade é essencial para garantir a estabilidade e a qualidade do corte a plasma. Abaixo, apresentamos as principais dimensões a serem consideradas ao projetar e selecionar seu sistema:
4.1Perguntas básicas de seleção:
| Problema do Projeto | Recomendação |
| Pressão máxima de trabalho para cortador de plasma? | Deve corresponder às especificações do equipamento, normalmente em Bar ou PSI. |
| Fluxo de ar máximo necessário para o cortador de plasma (CFM)? | Escolha um compressor com base no fluxo de ar necessário. |
| Configuração portátil ou estacionária? | Selecione um modelo com base no ambiente de trabalho: portátil para uso em campo ou fixo para configurações de fábrica. |
| Motor ou diesel? | Motor elétrico preferido para fábricas, diesel para operações ao ar livre. |
| Capacidade do tanque receptor? | Deve corresponder ao fluxo de ar/carga de pico para garantir um fornecimento de ar estável. |
| Uso de energia trifásica? | Os compressores trifásicos são mais eficientes e fornecem uma saída mais estável. |
4.2Recomendações de acessórios e purificação da fonte de ar:
A qualidade do ar comprimido afeta diretamente a estabilidade de corte e a vida útil dos consumíveis. Os seguintes componentes são recomendados para o sistema:
| Tipo de acessório | Função |
| Mangueira de ar | Escolha o diâmetro e o comprimento apropriados para minimizar a perda de pressão. |
| Filtros | Filtre umidade, névoa de óleo e impurezas para prolongar a vida útil do eletrodo/bico. |
| Secadores | Use secadores refrigerados para controlar o ponto de orvalho e evitar instabilidade do arco. |
| Reguladores | Controle com precisão a pressão do ar de trabalho para manter o corte estável. |
| Engates rápidos | Acoplamentos de alto fluxo para equipamentos de corte de grande capacidade garantem tamanhos correspondentes adequados. |
5.0Métodos de ignição por arco piloto de plasma
5.1Ignição por arco de alta frequência (método tradicional)
- Princípio: Faíscas de alta frequência e alta voltagem criam uma abertura de centelha, permitindo que o ar se torne condutor e gerando o arco piloto.
- Desvantagens:
- Pode interferir em dispositivos eletrônicos próximos (por exemplo, sistemas de controle CNC, computadores, etc.).
- Risco de choque elétrico.
- A folga da centelha é propensa ao desgaste e difícil de reparar.
- Emite sinais de radiofrequência (RF), o que pode ser um problema de segurança em ambientes industriais.
5.2Ignição por arco sem HF (método convencional moderno)
Para acomodar sistemas CNC e ambientes eletrônicos sensíveis, os sistemas de plasma modernos geralmente usam tecnologia de ignição sem HF (alta frequência):
Descarga do capacitor (ignição SCR)
Utiliza um retificador controlado por silício (SCR) para liberar pulsos curtos de alta energia do capacitor para o circuito principal, criando uma faísca inicial para disparar o arco.
Ignição por arco de explosão
O eletrodo e o bico dentro da tocha inicialmente fazem contato. Quando o gatilho é acionado, o fluxo de gás separa os dois, criando uma faísca e estabelecendo o arco piloto.
Ignição por arco com mola
Quando a tocha é pressionada contra a peça de trabalho, o eletrodo e o bico entram em curto-circuito. A liberação da pressão faz com que os dois se separem, formando o arco.
Adequado para aplicações de contato ou corte próximo.
6.0Componentes de um sistema de corte de plasma
O corte a plasma é uma técnica eficiente de processamento de metais, adequada tanto para materiais finos quanto grossos.
Lanterna portátil: Capaz de cortar chapas de aço de até aproximadamente 50 mm de espessura.
Maçarico automatizado refrigerado a água (com sistema CNC): Capaz de cortar chapas de aço de até 150 mm de espessura.
Tradicionalmente, o corte a plasma é limitado a materiais condutores, mas a tecnologia moderna agora pode cortar materiais não condutores, como vidro e plástico, sob condições específicas (por exemplo, sistemas de ignição fechados).
6.1Fonte de alimentação para corte de plasma
A fonte de energia necessária para o arco de plasma é uma saída de corrente contínua (CC) com característica de queda de tensão e alta tensão de circuito aberto.
Parâmetros técnicos:
- Tensão de trabalho: normalmente entre 90-130 VCC.
- Tensão de circuito aberto (tensão inicial): pode chegar a 330 VCC.

Tipos comuns de fontes de energia:
- Tipo de retificador de transformador: Tradicional, oferece boa estabilidade.
- Fonte de alimentação do tipo inversor: Compacto, de alta eficiência, adequado para controle de precisão ou aplicações portáteis.
6.2Configuração de Ignição de Arco e Polaridade
- Arco Piloto:Quando o corte começa, um arco piloto é gerado inicialmente dentro da tocha, entre o eletrodo e o bico.
- Modo de arco transferido: O arco é transferido para a peça de trabalho para iniciar o corte real.
- Polaridade do eletrodo: Negativo (-)
- Polaridade da peça de trabalho: Positivo (+)
Esta configuração concentra aproximadamente 2/3 da energia do arco na peça de trabalho, melhorando a eficiência de corte e a penetração.
6.3Composição do gás e correspondência de eletrodos
Gases plasmáticos comuns e seus efeitos
| Tipo de gás | Características e Aplicações | Material do eletrodo |
| Ar / Oxigênio | Altamente oxidante, comumente usado para cortar aço carbono e outros materiais convencionais | Inserto de cobre + lantânio/háfnio (Hf) |
| Argônio / Argônio-Hidrogênio | Gás inerte, adequado para cortar aço inoxidável, ligas de alumínio, etc. | Tungstênio (W) |
| Azoto | Estável, adequado para chapas finas ou ligas não ferrosas | Tungstênio (W) |
6.4Importância da vazão de gás
A vazão correta do gás deve ser definida com base na corrente e no tamanho do bico.
Se o fluxo de gás for muito baixo e a corrente muito alta, uma arco duplo fenômeno pode ocorrer:
O arco é transferido do eletrodo para o bico e, depois, do bico para a peça de trabalho, causando desgaste rápido dos consumíveis, derretimento do bico e danos ao eletrodo.
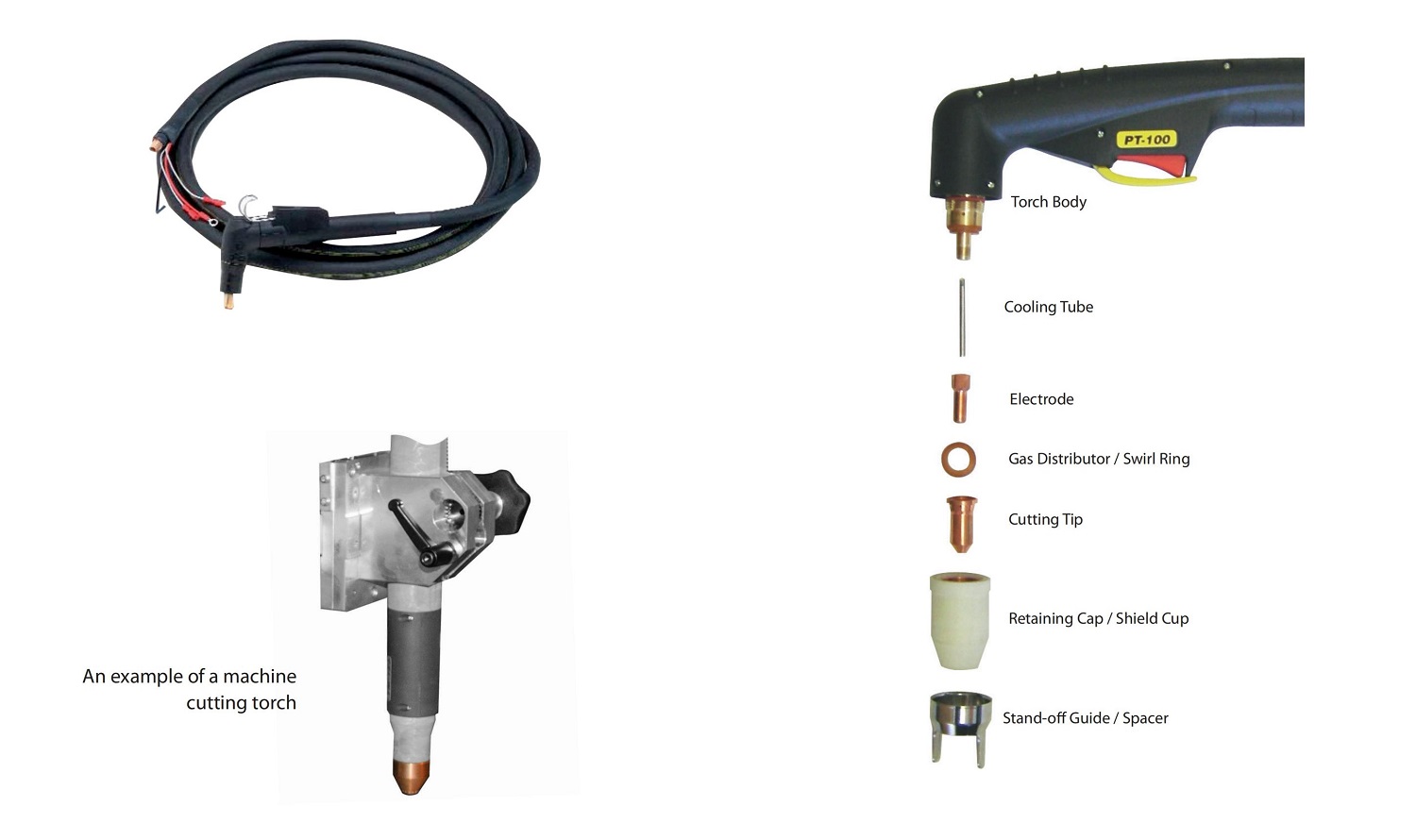
6.5Visão geral da tocha de plasma
A tocha é o componente central do sistema de corte a plasma, responsável por conduzir o arco e direcionar o fluxo de gás.
Tipos
- Refrigerado a ar: Leve e adequado para aplicações de baixa a média potência.
- Refrigerado a água: Ideal para cortes de alta carga e longa duração, oferecendo boa estabilidade térmica.
Tochas modernas comparadas aos modelos tradicionais:
- Menor e mais leve.
- Maior capacidade de corte.
- Suporta múltiplos métodos de ignição de arco (elétricos ou mecânicos).
Problemas comuns e recomendações de uso
| Problema | Análise de Causa | Operação sugerida |
| Interferência de RF com equipamentos eletrônicos | A ignição do arco de alta frequência causa interferência de RF | Use o método de ignição sem HF |
| Desgaste rápido do eletrodo | Seleção incorreta de gás, arco instável | Substituir por gás e material de eletrodo adequados |
| Erosão severa do bico | Taxa de fluxo de gás desalinhada, configurações de corrente muito altas | Ajuste a pressão do ar e a seleção do bico |
| Ignição de arco instável / Incapaz de transferir | Desgaste ou falha dos componentes internos da tocha | Inspecione o bico, o eletrodo e o circuito de ignição |
6.6Estrutura e design de segurança da tocha de plasma portátil padrão
Componentes de conexão da tocha
As tochas portáteis padrão normalmente incluem as seguintes conexões:
- Interface de energia/gás (por exemplo, usando ar como gás de corte)
- Cabo de arco piloto
- Cabo do interruptor de gatilho

Circuito de Proteção de Segurança
Para evitar choques elétricos durante a substituição de consumíveis, todas as tochas de plasma devem incluir um projeto de circuito de segurança:
A forma mais simples é uma circuito aberto anular, que corta imediatamente o circuito quando a tampa de retenção do bico é removida.
Sistemas avançados podem fechar automaticamente a válvula de gás para evitar operações acidentais.
Sem um circuito de segurança, a tensão de circuito aberto na cabeça da tocha pode chegar a 350 V CC, o que é altamente perigoso.
Estrutura da cabeça da tocha
A cabeça da tocha é composta pelos seguintes componentes:
- Eletrodo
- Anel de redemoinho: Controla a distribuição do fluxo de ar
- Ponta de corte
- Tampa de retenção
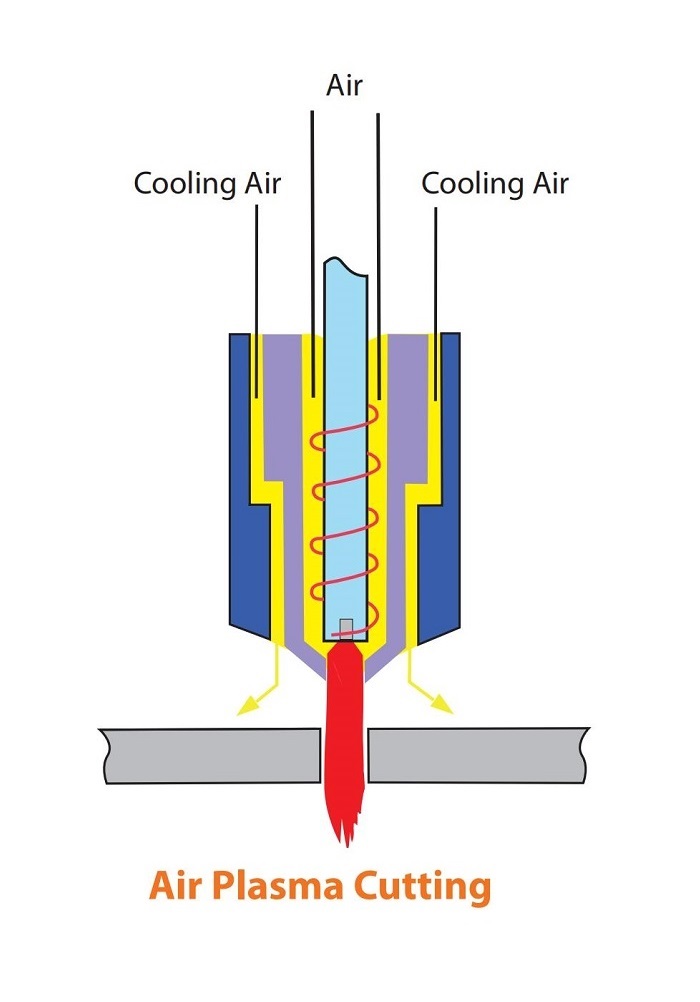
7.0O que é corte de plasma a ar?
7.1Características do processo
O corte a plasma foi usado pela primeira vez na década de 1960 para cortar aço carbono e continua sendo um dos métodos de corte mais comuns atualmente.
- O teor de oxigênio no ar reage com o metal fundido, gerando calor adicional (reação exotérmica), o que aumenta a velocidade de corte em aproximadamente 25% em comparação ao corte com nitrogênio.
- Desvantagem: Ao cortar aço inoxidável e alumínio, uma camada espessa de óxido é produzida na superfície, exigindo pós-processamento. Não é adequado para aplicações com requisitos rigorosos de qualidade de superfície.
7.2Problemas de consumíveis
- O oxigênio no ar acelera significativamente a erosão do eletrodo:
- O uso de eletrodos de tungstênio padrão resulta em desgaste rápido em segundos.
- Normalmente, são utilizados eletrodos feitos de zircônio, háfnio ou ligas de háfnio, mas sua vida útil ainda é menor em comparação aos plasmas de gás inerte.
- O resfriamento a ar também é usado para manter a estabilidade da temperatura do sistema.
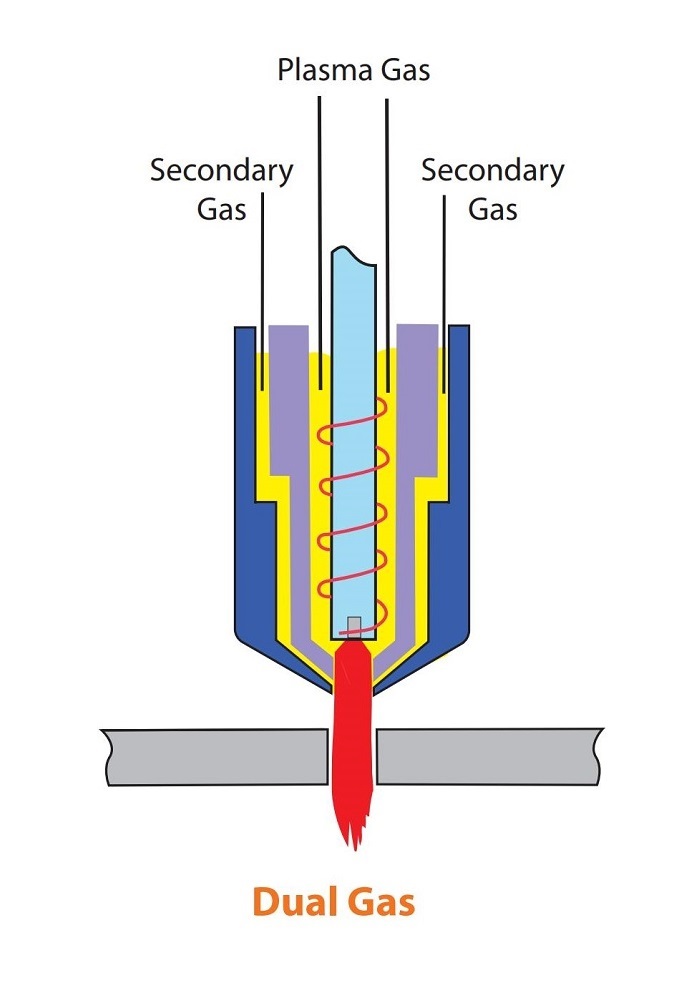
7.3O que é corte de plasma a gás duplo?
Explicação do Princípio
Desenvolvido pela Thermal Dynamics no início da década de 1960, o plasma de gás duplo adiciona um gás secundário (gás de proteção) ao redor do bico principal, além do gás de plasma primário.
Finalidade secundária do gás:
Para estreitar o arco e aumentar a densidade de energia de corte.
Para remover escória, melhorando a limpeza do corte.
Recomendações de combinação de gases
| Tipo de material | Gás primário | Gás Secundário (Gás de Proteção) |
| Aço carbono | Argônio, Mistura de Argônio-Hidrogênio, Nitrogênio | Ar, Oxigênio, Nitrogênio |
| Aço inoxidável | Nitrogênio, mistura de argônio e hidrogênio, CO₂ | Azoto |
| Alumínio | Mistura de Argônio-Hidrogênio, Nitrogênio/CO₂ | Azoto |
Vantagens do corte de gás duplo
- Design de bico retrátil: O bico é embutido em um copo de cerâmica, evitando curto-circuito no bico e reduzindo significativamente o fenômeno do arco duplo.
- O gás de proteção cobre a área de corte: Isso melhora a qualidade e a velocidade do corte, ao mesmo tempo em que resfria o bico e a proteção.
Ideal para aplicações de corte industrial de alta precisão e alta qualidade.
7.4Sistemas de corte de plasma de alta precisão
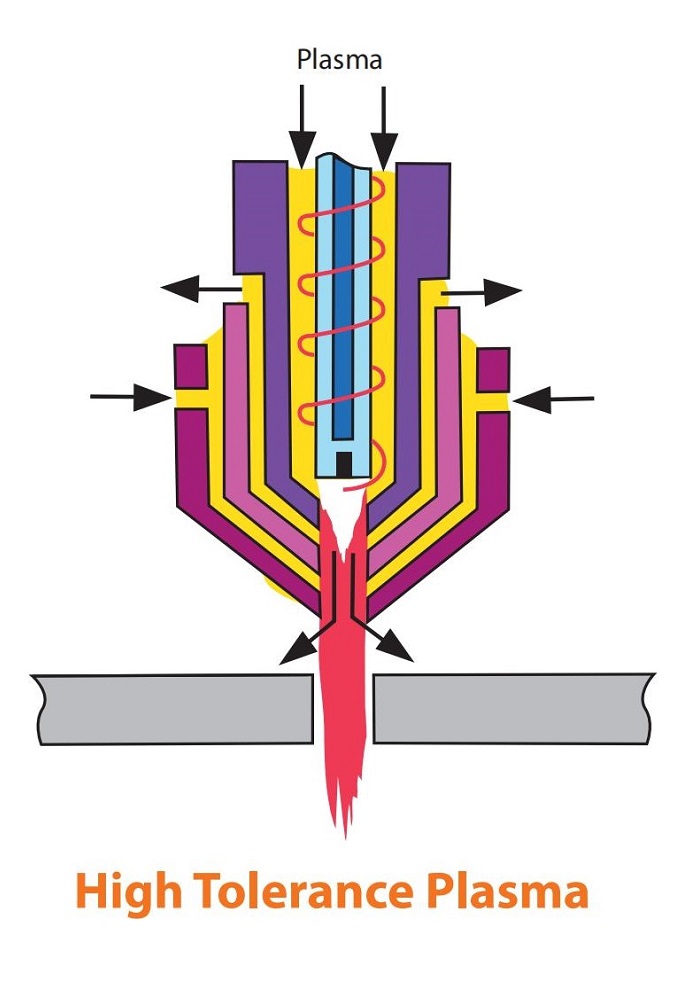
Vantagens (Comparado ao Plasma Convencional)
- Qualidade de corte: Entre o corte a plasma convencional e o corte a laser.
- Largura do corte: Mais estreito, mais adequado para usinagem de precisão.
- Zona afetada pelo calor: Menor, reduzindo a distorção térmica e a tensão de tração do material.
Adequado para integração com sistemas CNC e de automação, melhorando a estabilidade do lote.
Desvantagens (Comparado ao Plasma e Laser Convencionais)
- Espessura máxima de corte: Limitado, não adequado para chapas muito grossas.
- Velocidade de corte:
- Mais lento que o corte a plasma convencional.
- Aproximadamente 60–80% é a velocidade do corte a laser.
- Maior custo do equipamento: Requer um sistema de controle de alta precisão para desempenho ideal.
7.5Corte a plasma com injeção de água e cobertura de água
Corte de Plasma por Injeção de Água
O corte a plasma por injeção de água envolve a injeção radial de água no arco de plasma. Isso cria uma constrição do arco mais forte do que um bico de cobre sozinho, elevando a temperatura do arco em até 30.000 °C — mais que o dobro da dos arcos de plasma convencionais.
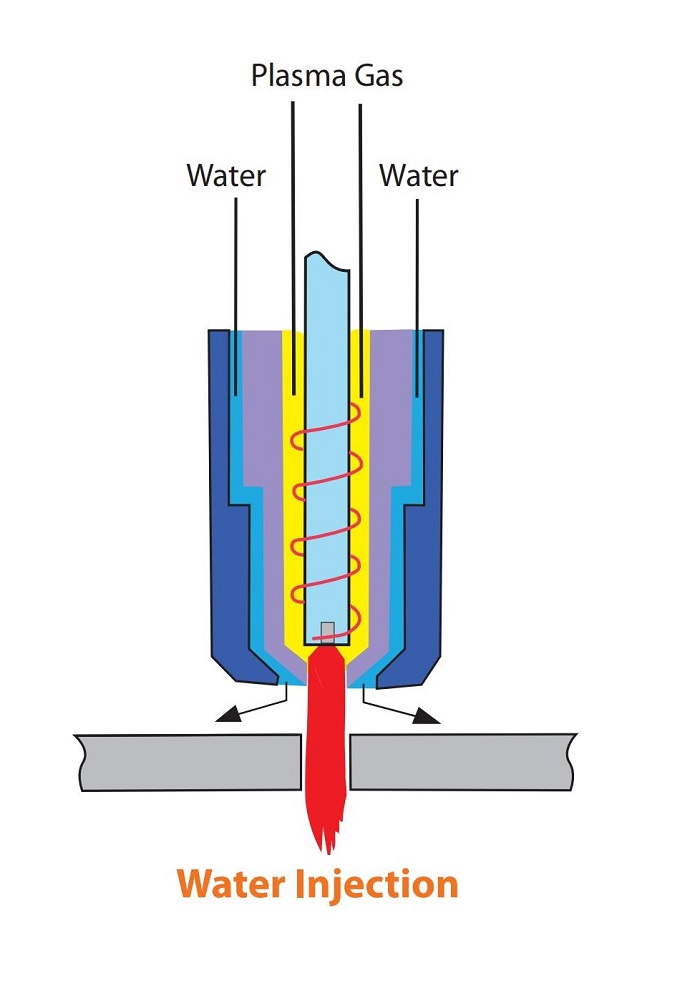
Características principais:
- Utiliza apenas nitrogênio gasoso para todos os metais, tornando o processo mais econômico e fácil de operar.
- O nitrogênio é altamente eficiente na transferência de calor do arco para a peça de trabalho. Ao se dissociar e recombinar na superfície do material, libera energia adicional, melhorando o desempenho de corte.
- Menos de 10% da água injetada vaporiza. O restante forma um spray cônico que:
- Resfria a superfície superior da peça de trabalho
- Previne a formação de óxido
- Resfria a ponta da tocha na área de calor máximo
Vantagens sobre o plasma convencional:
- Melhor qualidade de corte e esquadro de bordas
- Maior velocidade de corte
- Menor risco de arco duplo
- Erosão reduzida da ponta
7.6Corte de plasma com cobertura de água
O corte a plasma com cobertura de água é semelhante aos sistemas de fluxo duplo, exceto que a água substitui o gás de proteção secundário. Embora não melhore a constrição do arco, o efeito de resfriamento melhora certos aspectos do desempenho.
Características:
- Melhora a aparência do corte e a vida útil da ponta da tocha
- Nenhuma melhoria significativa na velocidade de corte, esquadria ou escória em relação aos sistemas de gás duplo
- Pode ser usado com uma cobertura de água ou com a peça de trabalho submersa 50–75 mm debaixo d'água
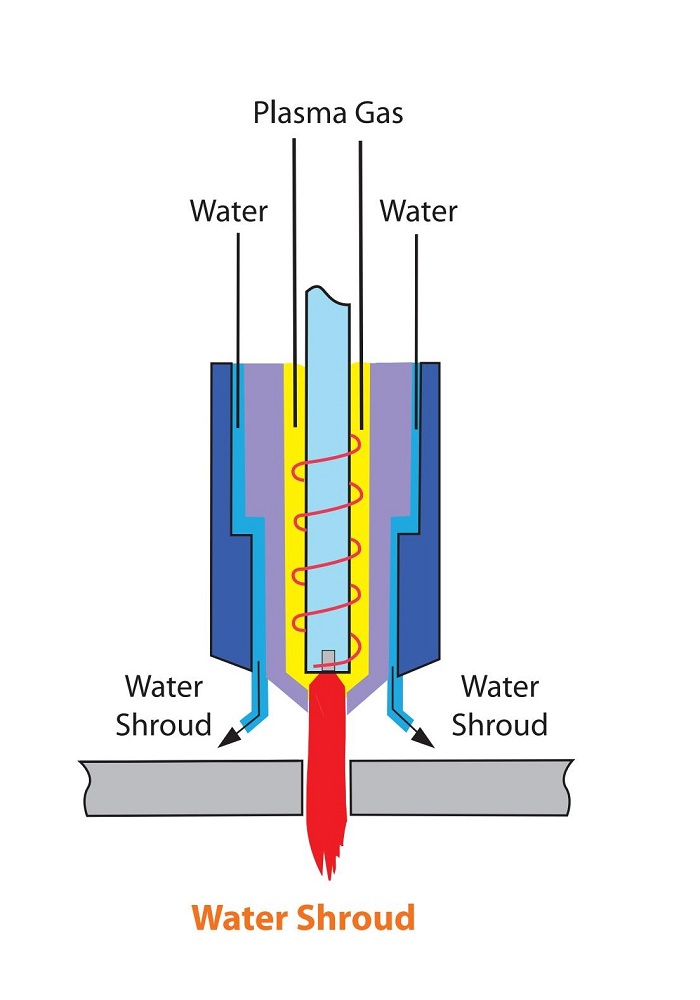
Benefícios em comparação ao plasma convencional:
- Redução da geração de fumaça
- Níveis de ruído mais baixos:
- 115 dB para plasma convencional
- 96 dB para corte de cobertura de água
- 52–85 dB para corte subaquático
- Vida útil da ponta estendida
7.7Resumo geral: Comparação de tecnologias de corte a plasma
| Método de corte | Qualidade de corte | Desempenho de velocidade | Zona Afetada pelo Calor | Custo | Vantagens especiais |
| Plasma de ar convencional | Médio | Rápido | Médio | Baixo | Baixo custo, versátil |
| Plasma de gás duplo | Médio-alto | Rápido | Médio | Médio | Cortes limpos, maior vida útil dos consumíveis |
| Plasma de injeção de água | Alto | Mais rápido | Pequeno | Médio | Temperatura ultra-alta, bom resfriamento, cortes limpos |
| Cortina de água / Plasma subaquático | Médio | Média | Extremamente pequeno | Baixo | Baixo ruído, pouca poeira, ecologicamente correto |
| Plasma de alta precisão | Alto (próximo ao laser) | Médio-lento | Pequeno | Alto | Alta precisão, adequado para automação |



