

- 1.0Seleção de materiais para peças estampadas
- 2.0Considerações de tolerância em estampagem de metais
- 3.0Química dos materiais: evite especificações excessivas
- 4.0Técnicas de corte, aparagem e perfuração
- 5.0Tolerância dimensional para furos e características
- 6.0Tolerâncias de localização de furos de precisão
- 7.0Diretrizes de projeto de ferramentas para estampagem de metais
- 8.0Dobramento e conformação em operações de prensa
- 9.0Gerenciando Distorção e Defeitos de Curvatura
- 10.0Dimensionamento e tolerância de recursos formados
- 11.0Estampagem Profunda: Diretrizes de Projeto e Processo
- 12.0Planicidade em Estampados Metálicos
- 13.0Gerenciamento de cosméticos de superfície em peças estampadas
- 14.0Manuseio e Proteção de Superfícies
- 15.0Considerações finais
- 16.0Perguntas frequentes (FAQ) sobre design de estampagem de metal
A estampagem de metal é um método econômico para fabricar componentes duráveis, de alta resistência e resistentes ao desgaste, com desempenho estável e consistente.
Neste guia, compartilhamos insights abrangentes e melhores práticas para ajudar você a projetar peças estampadas que maximizem a capacidade de fabricação, a repetibilidade e a eficiência do material.
1.0Seleção de materiais para peças estampadas
Escolher a chapa ou tira metálica correta é fundamental. Os materiais variam significativamente em preço, disponibilidade e características de desempenho. Considere sempre as propriedades mecânicas e os fatores de origem:
- Disponibilidade em estoque vs. personalizada:Os tamanhos de bitola padrão são comumente estocados e devem ser priorizados para aplicações com custo reduzido ou entrega rápida.
- Quantidades Mínimas: As siderúrgicas normalmente exigem quantidades de caminhões para espessuras ou ligas personalizadas. Se suas necessidades forem menores, a terceirização por meio de armazéns pode ajudar, mas a disponibilidade pode variar.
- Opções de Relançamento:Os relaminadores especializados podem atender a solicitações de pequenas quantidades, mas os custos aumentam substancialmente.
Comparação de materiais de estampagem comuns
| Tipo de material | Força | Formabilidade | Custo Relativo | Aplicações comuns |
|---|---|---|---|---|
| Aço macio | Médio | Alto | Baixo | Suportes, alojamentos, peças gerais |
| Aço inoxidável | Alto | Médio | Alto | Ferramentas e aparelhos médicos |
| Alumínio | Baixo | Muito alto | Médio | Gabinetes, dissipadores de calor |
| Latão | Médio | Alto | Médio-alto | Contatos elétricos, decorativos |
2.0Considerações de tolerância em estampagem de metais
Os aços padrão vêm em espessuras de bitola fixa com tolerâncias definidas. Embora as tolerâncias possam ser reduzidas, isso normalmente aumenta os custos. Ao especificar as tolerâncias do material:
- Ficar com espessuras de calibre padrão da indústriasempre que possível.
- Entenda que tolerâncias apertadas podem limitar as opções de fornecimento, especialmente para especificações de materiais não padronizadas.
- Solto tolerâncias pode permitir o uso do estoque do depósito, reduzindo custos e prazos de entrega.
3.0Química dos materiais: evite especificações excessivas
Uma das principais causas dos custos de estampagem inflacionados é superespecificação da ligaEmbora existam muitas ligas ferrosas e não ferrosas, apenas algumas são comumente estocadas. Ligas especiais frequentemente precisam ser fundidas sob medida em grandes volumes.
- Aproveite as vantagens da modernidade fundição contínua, o que melhorou muito a consistência e a ductilidade da liga.
- Considere usar armazém materiais sempre que suas tolerâncias e aplicação permitirem.
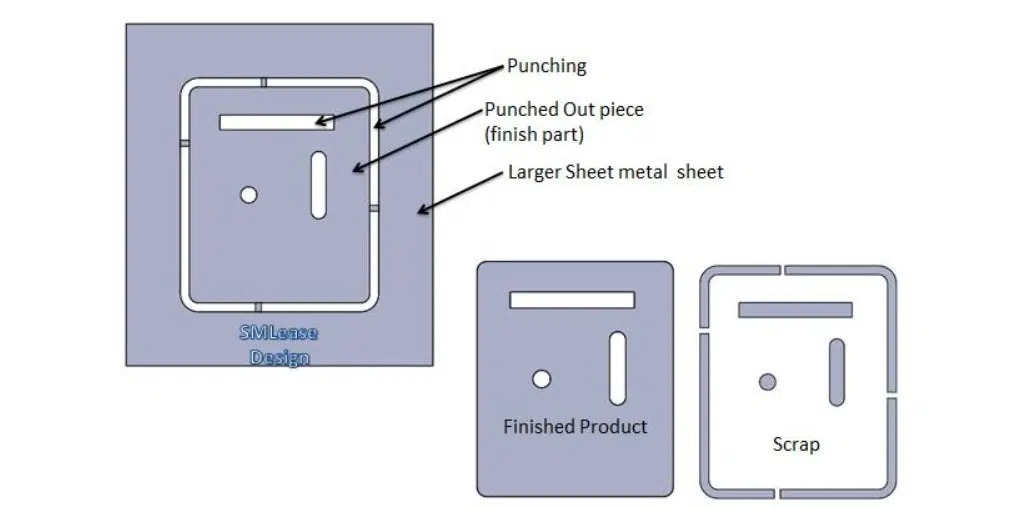
4.0Técnicas de corte, aparagem e perfuração
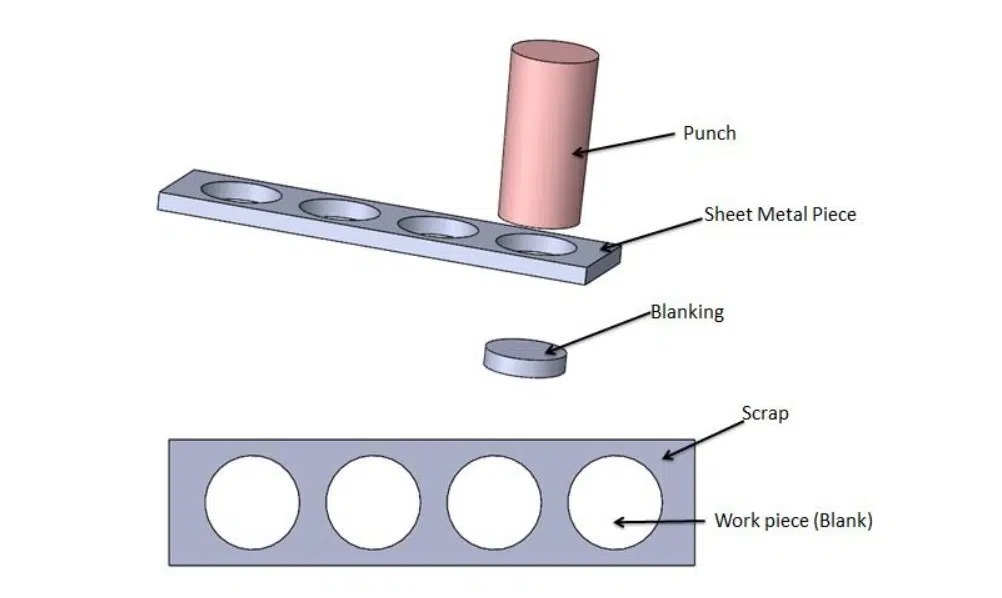
Compreendendo a formação de furos na estampagem
Operações de estampagem, como corte e perfuração, envolvem a inserção de um punção de aço-ferramenta através do metal em uma matriz. Isso produz uma borda previsível:
- UM borda superior enrolada ou arredondada é formado quando a compressão começa.
- UM parede reta e polida é criado onde o material é cisalhado.
- Como a tensão excede a resistência do material, ela se separa, formando um rebarbaagora na parte inferior.
Gerenciamento de rebarbas em peças estampadas
As rebarbas são um resultado natural da estampagem, semelhantes às linhas de separação na moldagem por injeção. Espere alturas de rebarbas de até 10% de espessura do material. Estes podem ser:
- Deixado como está para aplicações não cosméticas.
- Embotado ou removido por meio de acabamento em massa ou processos secundários, se necessário.
5.0Tolerância dimensional para furos e características
Folgas de punção e matriz (tipicamente 8–10% de espessura de material por lado) causam:
- Características internas(por exemplo, furos) cônicos mais largo na parte superior.
- Características externas(por exemplo, abas) afunilamento mais estreito na parte inferior.
Os designers devem:
- Dimensionar furos em menor diâmetro/cortado.
- Dimensione as características externas no maior porção/cortada.
- Usar barbear operações para bordas retas, se necessário, com custo adicional.
Tolerâncias típicas por material
| Tipo de material | Tolerância de calibre comum | Capacidade de tolerância à perfuração |
|---|---|---|
| Aço macio | ±0,005″ | ±0,002″ |
| Aço inoxidável | ±0,003″ | ±0,0025″ |
| Alumínio | ±0,004″ | ±0,002″ |
| Ligas de alta resistência | ±0,006″ | ±0,003″ |
6.0Tolerâncias de localização de furos de precisão
- Perfuração no mesmo plano é extremamente preciso: ±.002″ entre furos é comum.
- Se houver buracos espessura do material menor que 1,5×, ou em diferentes planos, as tolerâncias devem ser afrouxadas para compensar a variação de retorno elástico e curvatura.
- Furos bem espaçados pode exigir operações separadas para manter a precisão.
| Tipo de material | Tolerância de calibre comum | Capacidade de tolerância à perfuração |
| Aço macio | ±0,005″ | ±0,002″ |
| Aço inoxidável | ±0,003″ | ±0,0025″ |
| Alumínio | ±0,004″ | ±0,002″ |
| Ligas de alta resistência | ±0,006″ | ±0,003″ |
7.0Diretrizes de projeto de ferramentas para estampagem de metais
As ferramentas devem suportar forças tremendas:
- Um punção de 0,5″ em aço macio de 0,062″ requer 2,5 toneladas de pressão, normalmente aplicada por um máquina de prensa de estampagem de alta velocidade.
- A produção de 80 peças por minuto é possibilitada por uma servo alimentador sistema que alimenta tiras de metal em uma matriz progressiva em alta velocidade.
Para evitar a quebra do punção:
- Projete furos ou ranhuras com um seção transversal mínima = espessura do material.
- Evite cantos internos afiados ou seções excessivamente finas.
8.0Dobramento e conformação em operações de prensa
Conformação de metais em prensas de estampagem é uma operação linear e vertical. A conformabilidade do material depende de sua liga e têmpera:
- Temperatura mais baixa = mais ductilidade, mais fácil de formar.
- Temperamentos mais duros = mais elasticidade, exigindo curvatura excessiva
Regras práticas de formação:
- curvas de 90° são padrão; formas mais complexas podem exigir estações de matriz adicionais ou ser transferidas para uma Máquina de dobra CNC para operações de pós-formação.
- O perna formada deveria ser ≥2,5× espessura do material além do raio de curvatura para garantir integridade estrutural e repetibilidade.
9.0Gerenciando Distorção e Defeitos de Curvatura
Quando o material dobra:
- O compressões de superfície interna; o alongamentos da superfície externa.
- Isso pode causar afinamento da parede, protuberância, ou cantos comprimidos.
Para gerenciar isso:
- Adicionar furos de alívio na base de curvas de intersecção (por exemplo, em cantos de caixa).
- Blanks de contorno para evitar protuberâncias de curvatura em áreas críticas.
- Adicione notas, como “Não é permitido abaulamento nesta área” se necessário, em desenhos.
10.0Dimensionamento e tolerância de recursos formados
As curvas introduzem múltiplas variáveis:
- Tolerância de espessura do material
- Tolerância de flexão angular (±1° típico)
- Precisão de ferramentas de estação para estação
Diretrizes de design:
- Dimensão do interior das curvas, não da borda externa.
- Quando os recursos são colocados longe da curva, variação angular pode causar grandes deslocamentos dimensionais. Isso deve ser considerado na tolerância.
- Formulários complexos podem exigir operações de qualificação ou dimensionamento para manter a precisão.
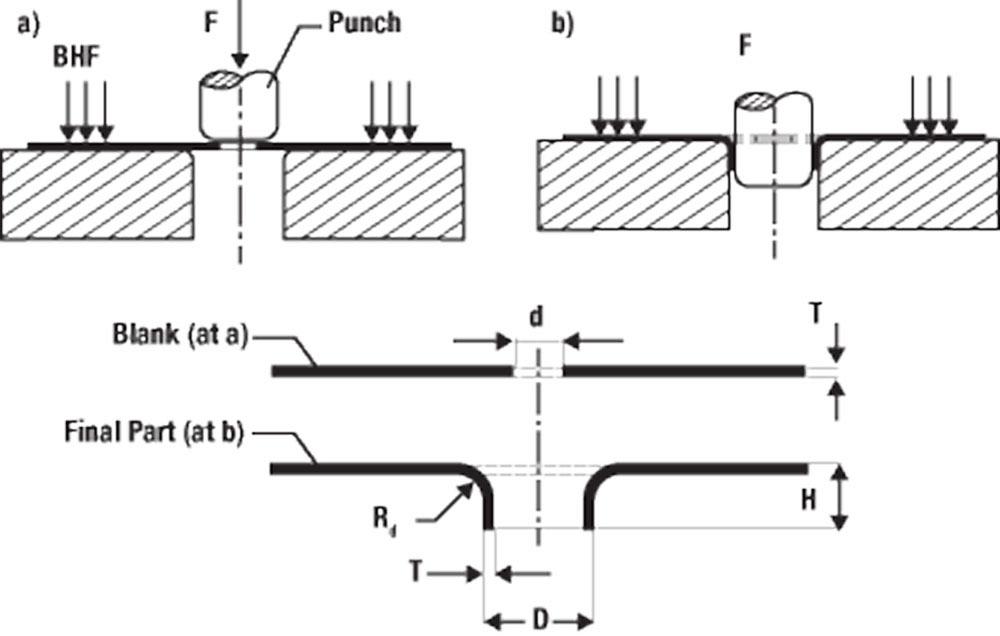
11.0Estampagem Profunda: Diretrizes de Projeto e Processo
O que é Deep Draw?
A estampagem profunda puxa uma peça plana sobre uma matriz arredondada e para dentro de uma cavidade, formando uma casco de fundo fechado ou copo cilíndrico. Ao contrário da conformação por estiramento, o material é retirado, não esticado.
Mecânica de estampagem profunda
O processo tem duas etapas:
- Ventosaterapia: O punção entra em contato com a peça bruta e estica o material, criando uma linha de choque(um afinamento visível ao redor do raio inferior).
- Desenho:As paredes materiais engrossar(até +10% da espessura original) à medida que flui para dentro e para baixo.
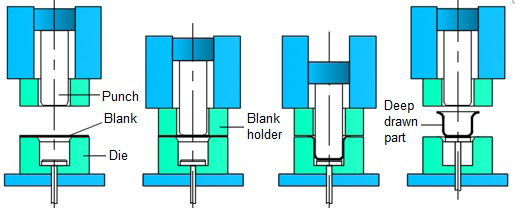
Implicações de projeto para estampagem profunda
- O o punção deve ser cônico, permitindo a remoção de peças.
- As conchas terão uma conicidade natural de baixo (estreito) para cima (largo).
- A direção do grão do material pode causar conchas fora do círculo. UMA flange pode ajudar a manter a redondeza.
- Pitada guarnições deixe um raio interno parcial e uma borda externa afiada. A usinagem é necessária se um corte rente for crítico.
Especificando Conchas Desenhadas
Porque a espessura varia ao longo do sorteio:
Use um dos seguintes:
- Espessura inicial do material
- Espessura mínima da parede
- Espessura máxima da parede
Dimensão ID (diâmetro interno) ao referenciar dimensões de punção.
Dimensão OD (diâmetro externo) ao fazer referência ao produto final, observando a tolerância de conicidade.
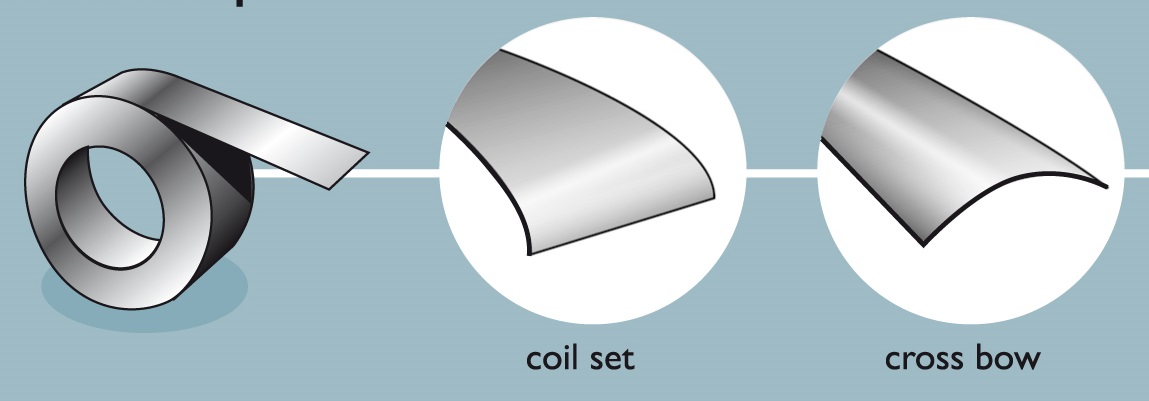
12.0Planicidade em Estampados Metálicos
Distorção relacionada ao material
A alimentação por bobina de tiras metálicas apresenta dois problemas principais:
- Conjunto de bobinas(curvado longitudinalmente): muitas vezes pode ser endireitado usando uma máquina de nivelamento de precisão ou um sistema de nivelamento de rolos para corrigir a curvatura longitudinal da bobina.
- Besta(curvado na largura): muito mais difícil de remover e geralmente afeta o nivelamento final.
Distorção induzida por processo
As tensões de corte e conformação dobram ou rolam as bordas do material, especialmente em:
- Materiais mais espessos
- Ligas mais duras (por exemplo, aço inoxidável, aço de alta resistência)
Para minimizar a distorção:
- Evite colocar perfurações muito próximos um do outro ou perto das bordas—deixar espessura ≥1,5×.
- Mantenha buracos ≥2× espessura longe de dobras ou formas.
- Se não for possível, aumentar a tolerância do furo para explicar a distorção.
13.0Gerenciamento de cosméticos de superfície em peças estampadas
Marcas de ferramentas
Devido às altas forças, marcas de ferramentas são inevitáveis em muitos casos:
- Formação de limpezadeixa arranhões nas curvas externas.
- Desenho causas linhas de choque.
- Cunhagem e gravação em relevo deixar marcas de pressão visíveis.
Design criativo de matrizes e superfícies de ferramentas finas pode minimizar estes, especialmente onde a aparência cosmética é importante.
14.0Manuseio e Proteção de Superfícies
A maioria das estampagens são:
- Manuseado a granel através de linhas de produção.
- Massa finalizada(rebaixamento, rebarbação, etc.).
- Embalado a granel, muitas vezes sem proteção individual.
Para partes sensíveis:
- Definir cosmético requisitos no desenho.
- Considerar embalagens individuais ou operações de acabamento final se a integridade da superfície for crítica.
15.0Considerações finais
Ao compreender e aplicar esses princípios de projeto de estampagem metálica, você pode melhorar significativamente a qualidade das peças, reduzir os custos de produção e garantir uma manufatura consistente. Seja escolhendo o material certo, tolerando uma estampagem profunda ou projetando recursos com formato otimizado, a colaboração com engenheiros e fabricantes de ferramentas experientes produzirá os melhores resultados.
16.0Perguntas frequentes (FAQ) sobre design de estampagem de metal
1. Quais materiais são mais adequados para estampagem de metal?
Os materiais comumente utilizados na estampagem de metais incluem aços carbono, aços inoxidáveis, alumínio, cobre e latão. A melhor escolha depende das necessidades da sua aplicação em termos de resistência, conformabilidade, condutividade, resistência à corrosão e custo-benefício.
2. Como minimizar rebarbas em peças estampadas de metal?
Rebarbas são um subproduto normal da perfuração e corte. Para minimizar a altura das rebarbas:
- Use folga ideal entre punção e matriz (~8–10% de espessura do material por lado)
- Garantir a nitidez e a manutenção das ferramentas
- Considere operações secundárias de rebarbação ou tombamento para aplicações cosméticas
3. Qual é a tolerância típica que posso esperar em peças de metal estampadas?
As tolerâncias dimensionais padrão para furos ou bordas podem frequentemente ser mantidas em ±0,002” em aplicações de alta precisão. No entanto, as tolerâncias podem ser mais flexíveis dependendo de:
- Espessura e têmpera do material
- Desgaste da ferramenta e velocidade do curso
- Localização de características (planos planos vs. planos formados)
4. A estampagem de metal pode produzir formas 3D complexas?
Sim. Usando matrizes progressivas e ferramentas compostas, é possível obter formas complexas, incluindo curvas, deslocamentos, venezianas e rebaixos. Para formas mais profundas, estampagem profunda é empregado, embora introduza espessamento e afunilamento da parede.
5. Como o retorno elástico do material afeta a precisão da flexão?
O retorno elástico é mais proeminente em materiais mais duros e curvas mais fechadas. Para compensar:
- Dobre ligeiramente os ângulos
- Considere a direção do grão do material e a têmpera
- Use ferramentas de conformação projetadas para neutralizar o efeito de retorno elástico
6. Qual é o espaçamento mínimo necessário entre furos em peças estampadas?
Para evitar distorções, os furos devem ser espaçados pelo menos 1,5× espessura do material separados. Para furos próximos a uma curva, mantenha-os 2× espessura do material afastada do raio de curvatura.
7. Por que minha peça estampada não está perfeitamente plana?
Problemas de planura podem resultar de:
- Conjunto de bobina e besta em tira bruta
- Desbaste excessivo de material próximo às características perfuradas
- Operações de conformação perto de bordas sem suporte
Ajustes de ferramentas ou operações de nivelamento secundário podem ajudar a mitigar isso.
8. Peças estampadas em metal podem ser de qualidade cosmética?
Sim, mas os requisitos estéticos devem ser claramente definidos no desenho. O projeto da ferramenta, os métodos de manuseio e o pós-processamento (como tombamento ou embalagem protetora) podem ser adaptados para atender aos padrões de qualidade visual.
9. Qual é a diferença entre estampagem profunda e conformação por estiramento?
- Estampagem profunda puxa material para dentro de uma cavidade, causando espessamento da parede e um fundo fechado.
- Formação de estiramento estica a folha sobre uma matriz, afinando a parede e normalmente com fundo aberto.
A estampagem profunda é ideal para formas de recipientes fechados de alta resistência.
10. Como posso reduzir custos em projetos de estamparia de metal?
- Utilize calibres padrão e ligas comuns.
- Evite tolerâncias muito apertadas, a menos que seja necessário.
- Características de design com capacidade de fabricação em mente (por exemplo, espaçamento, raios, comprimentos das pernas)
- Consulte uma empresa de estamparia no início da fase de projeto.
Referências
https://www.researchgate.net/figure/Schematic-presentation-of-the-conventional-deep-drawing-process_fig1_283671332
https://www.thefabricator.com/thefabricator/article/bending/r-d-update-edge-fracture-in-hole-extrusion-and-flanging-part-i
https://aminds.com/understanding-sheet-metal-stamping-guideline-for-buyers/




