

- 1.0Quais são as formas normais de desgaste em ferramentas de corte de metal?
- 2.0Qual é o processo de desgaste das ferramentas de corte de metal?
- 3.0Qual é o critério de desgaste (perda de fio) para ferramentas de corte de metal?
- 4.0Qual é a vida útil das ferramentas de corte de metal?
- 5.0Quais fatores afetam a vida útil das ferramentas de corte de metal?
- 6.0Como determinar de forma razoável a vida útil de ferramentas de corte de metal?
- 7.0Perguntas Frequentes (FAQ)
Introdução
O corte de metais é a base da manufatura moderna, e as ferramentas de corte são os elementos essenciais dessa base. De componentes automotivos a estruturas aeroespaciais, de moldes de precisão a peças mecânicas em geral, a produção de quase todos os produtos metálicos depende de ferramentas de corte eficientes e confiáveis.
No entanto, durante operações de corte contínuo, o desgaste da ferramenta é inevitável. Ele determina diretamente a vida útil da ferramenta e, consequentemente, afeta a eficiência da produção, o custo de usinagem e a estabilidade da qualidade do produto.
1.0Quais são as formas normais de desgaste em ferramentas de corte de metal?
Classificação de falhas da ferramenta:
A falha de ferramentas pode ser dividida em duas categorias principais: desgaste normal e quebra da ferramenta. O desgaste normal inclui principalmente as seguintes formas.
1.1Desgaste da face do ancinho:
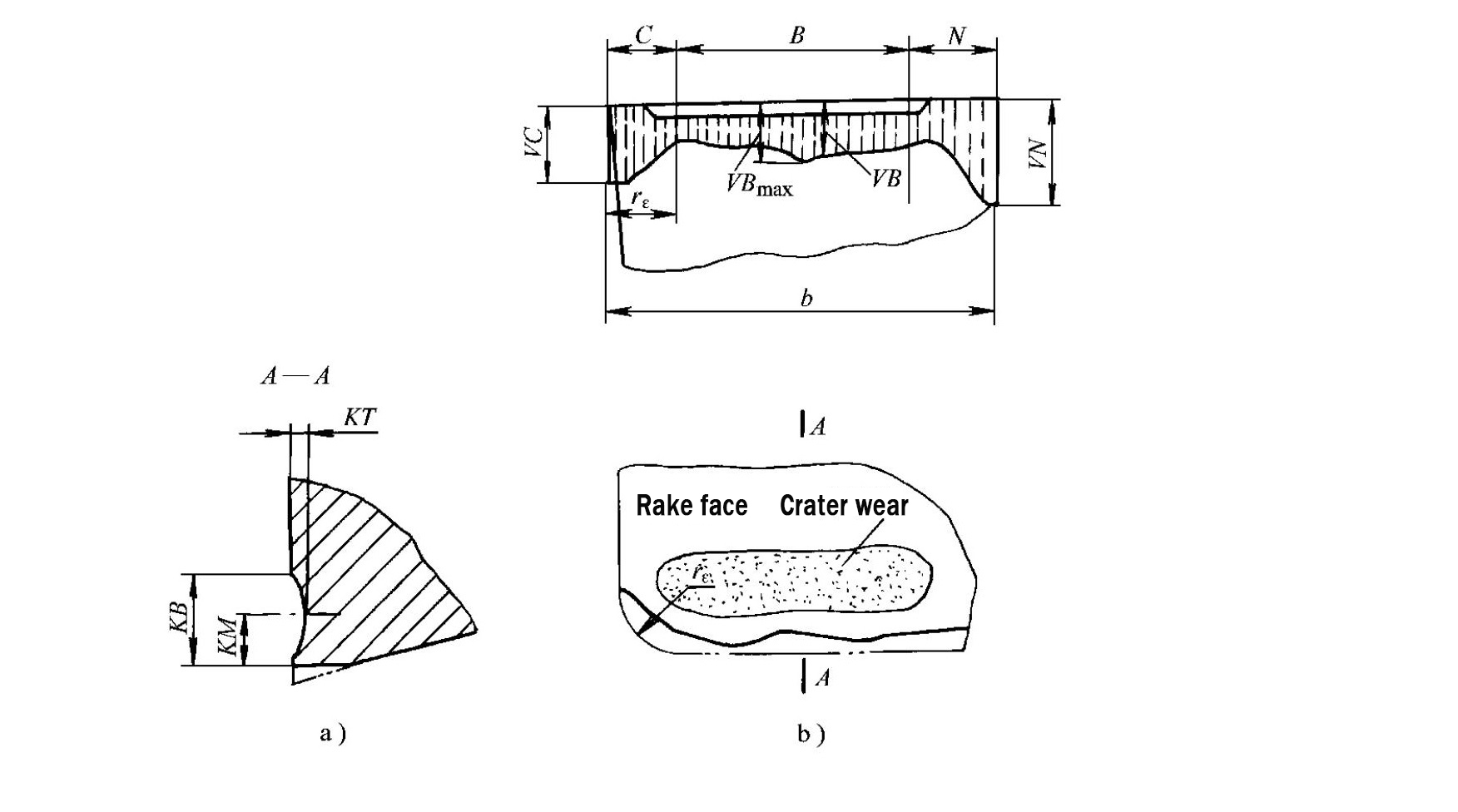
Ao cortar em altas velocidades e com grandes espessuras de corte, especialmente durante a usinagem de metais dúcteis de alto ponto de fusão, como o aço, o atrito intenso na face de corte leva à formação de uma cratera em forma de crescente.
O centro da cratera corresponde à temperatura de corte mais alta na face de corte. Uma pequena faixa permanece entre a cratera e a aresta de corte principal. À medida que o corte prossegue, a cratera aumenta gradualmente em largura e profundidade, a faixa se torna mais estreita e, eventualmente, ocorre lascamento da borda.
A distância do centro da cratera até a aresta de corte principal (\(K_M\)) é tipicamente de cerca de 1 a 3 mm, e a quantidade de desgaste é expressa pela profundidade máxima da cratera \(K_T\).
1.2Desgaste facial nos flancos:
Ocorre forte atrito entre a face de folga da ferramenta de corte de metal e a superfície usinada, formando rapidamente uma estreita faixa de desgaste com ângulo de folga zero próximo à aresta de corte principal.
Esse tipo de desgaste ocorre em baixas velocidades de corte e pequenas espessuras de corte, independentemente de os metais usinados serem frágeis ou dúcteis.
Características típicas da faixa de desgaste lateral:
- Área da ponta da ferramenta (Zona C): Apresenta o desgaste mais severo devido à baixa resistência e à má dissipação de calor; valor máximo expresso como \(V_C\).
- Face lateral próxima à superfície da peça (Zona N): Propenso a sulcos profundos (desgaste de limite); profundidade representada por \(V_N\).
- Seção intermediária da faixa de desgaste (Zona B): Apresenta desgaste relativamente uniforme; largura máxima de desgaste denotada como \(V_{B\text{max}}\).
1.3Desgaste simultâneo na parte frontal e lateral da arma:
Ao usinar metais dúcteis de alto ponto de fusão sob velocidades de corte e taxas de avanço moderadas, o desgaste de cratera na face de ataque e o desgaste na face de folga frequentemente ocorrem simultaneamente.
2.0Qual é o processo de desgaste das ferramentas de corte de metal?
Use a divisão de estágios:
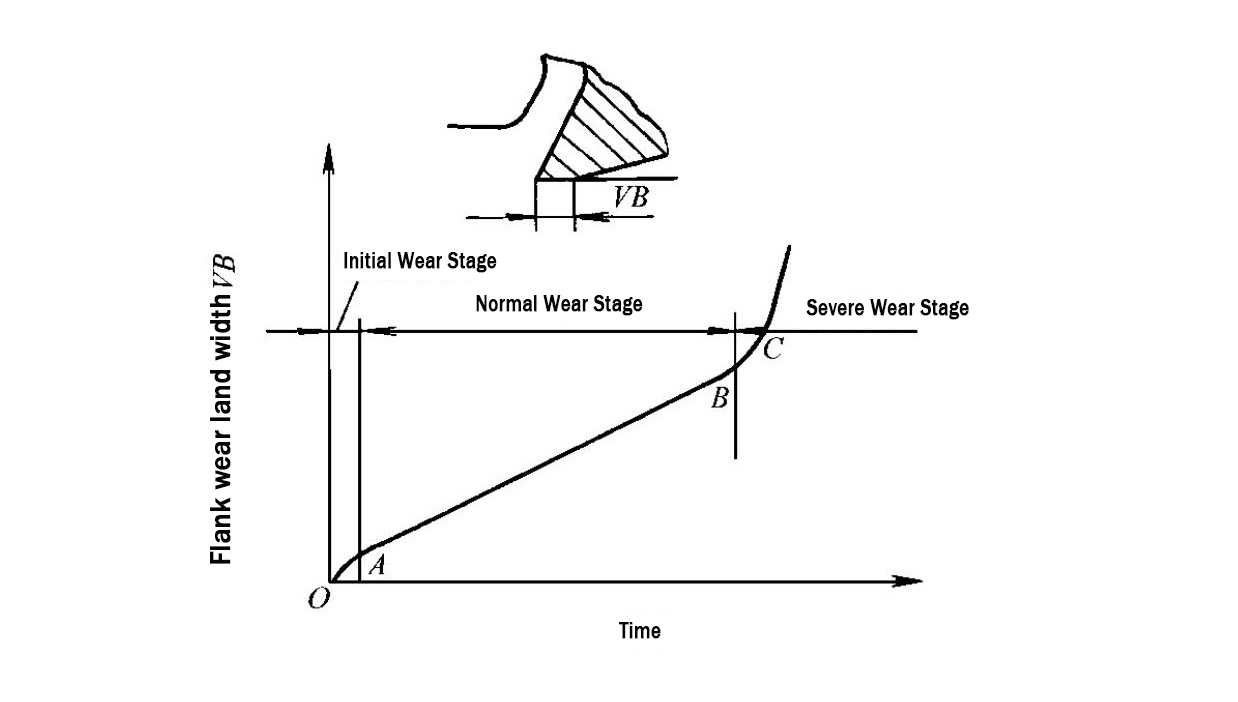
Sob determinadas condições de corte, independentemente da forma de desgaste, o desgaste da ferramenta aumenta com o tempo de corte e geralmente progride através de três estágios.
2.1Estágio inicial de desgaste:
Ferramentas de corte de metal recém-afiadas apresentam superfícies ásperas e defeitos microscópicos, como microfissuras na face de folga. A aresta de corte é afiada e a área de contato entre a face de folga e a superfície usinada é pequena.
Como resultado, a tensão de compressão e a temperatura de corte ficam altamente concentradas na aresta de corte, levando a uma taxa de desgaste relativamente alta.
2.2Estágio de desgaste normal:
Após o período inicial de desgaste, a superfície rugosa da face de folga torna-se mais lisa, a área de suporte de carga aumenta, a tensão de compressão diminui e a taxa de desgaste cai significativamente e se estabiliza. A ferramenta de corte de metal entra então no estágio de desgaste normal.
2.3Estágio de desgaste severo:
Quando a largura de desgaste da face de corte (V_B) atinge um limite crítico, o atrito aumenta acentuadamente, as forças de corte e a temperatura de corte aumentam rapidamente e a taxa de desgaste acelera drasticamente. A ferramenta de corte de metal falha rapidamente e perde sua capacidade de corte.
3.0Qual é o critério de desgaste (perda de fio) para ferramentas de corte de metal?
Base de julgamento embotada:
Quando uma ferramenta de corte de metal se desgasta até certo ponto, os seguintes fenômenos ocorrem:
- A força de corte e a temperatura de corte aumentam significativamente.
- A superfície usinada fica áspera e a precisão dimensional sai da tolerância.
- A cor e a forma dos chips tornam-se anormais, podendo haver vibração ou ruído.
Esses fenômenos indicam que a ferramenta perdeu o fio.
Definição de critério de embotamento:
Um valor máximo de desgaste permitido deve ser especificado de acordo com os requisitos de usinagem — esse valor é conhecido como critério de desgaste (embotamento) da ferramenta.
Motivo da seleção do critério:
Como o desgaste da face de folga é o mais comum e fácil de medir, o valor médio de desgaste na seção central da face de folga, \(V_B\), é normalmente usado como critério de desgaste para ferramentas de corte de metal.
3.1Valores recomendados de \(V_B\) em diferentes condições de usinagem
| Condições de usinagem | Valor VB recomendado (mm) |
|---|---|
| Termine de virar | 0,1–0,3 |
| Torneamento de desbaste de aço-liga ou torneamento de desbaste de peças de baixa rigidez. | 0,4–0,5 |
| Usinagem bruta de aço carbono | 0,6–0,8 |
| Usinagem de desbaste de peças de ferro fundido | 0,8–1,2 |
| Usinagem de desbaste em baixa velocidade de peças grandes de aço e ferro fundido. | 1,0–1,5 |

4.0Qual é a vida útil das ferramentas de corte de metal?
Definição de vida útil da ferramenta:
A vida útil da ferramenta refere-se ao tempo total de corte efetivo, desde o início do corte após a afiação da ferramenta até que o desgaste atinja o critério de embotamento especificado. Tempos sem corte, como ajuste da ferramenta, medição, deslocamento rápido e retorno, não são incluídos.
A vida útil da ferramenta é denotada por \(T\) e medida em minutos.
Classificação da vida útil da ferramenta:
- Ferramentas de corte de metal reafiáveis: A vida útil da ferramenta refere-se ao tempo de corte efetivo entre duas operações consecutivas de reafiação; a vida útil total da ferramenta é o tempo de corte desde o primeiro uso até o descarte completo.
- Ferramentas de corte de metal não reafiáveis: A vida útil total da ferramenta é igual à vida útil da ferramenta.
5.0Quais fatores afetam a vida útil das ferramentas de corte de metal?
5.1Parâmetros de corte:
Os parâmetros de corte estão entre os fatores de influência mais importantes. A relação geral entre a vida útil da ferramenta (T) e os parâmetros de corte é:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Onde:
- \(C_T\): Constante de vida útil da ferramenta relacionada ao material da ferramenta, ao material da peça e às condições de corte.
- \(x, y, z\): Expoentes empíricos, tipicamente com \(x > y > z\)
Exemplo:
Ao tornear aço carbono com \(\sigma_b = 0,637\ \text{GPa}\) usando uma ferramenta de torneamento de metal duro:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
Regra:
À medida que v_c, f e a_p aumentam, a vida útil da ferramenta T diminui. A velocidade de corte v_c tem a maior influência, seguida pela taxa de avanço f e, por último, a profundidade de corte a_p.
Para melhorar a produtividade e garantir a vida útil da ferramenta, selecione primeiro um \(a_p\) maior, depois um \(f\) maior e, finalmente, um \(v_c\) razoável.
5.2Parâmetros de geometria da ferramenta:
- Ângulo de inclinação (\(\gamma_o\)): Aumentar o ângulo de ataque reduz a força de corte e a temperatura, melhorando a vida útil da ferramenta. Um ângulo de ataque excessivo enfraquece a resistência da ferramenta e a dissipação de calor, aumentando o risco de quebra.
- Ângulo principal da aresta de corte (\(\kappa_r\)): A redução desse valor aumenta a resistência da ponta da ferramenta e a dissipação de calor. Um valor excessivamente pequeno de \(\kappa_r\) aumenta a força radial e pode causar vibração em sistemas de baixa rigidez.
- Fatores adicionais: Reduzir o ângulo de corte menor \(\kappa_r\) e aumentar o raio da ponta da ferramenta \(r_\varepsilon\) têm efeitos positivos semelhantes na vida útil da ferramenta.
5.3Material da ferramenta:
Maior resistência a altas temperaturas e ao desgaste prolongam a vida útil da ferramenta. Em condições de impacto, serviço pesado ou usinagem de difícil acesso, a tenacidade ao impacto e a resistência à flexão tornam-se fatores determinantes.
5.4Material da peça de trabalho:
- Maior resistência e dureza aumentam a temperatura de corte e reduzem a vida útil da ferramenta.
- Maior plasticidade e tenacidade, combinadas com baixa condutividade térmica, também elevam a temperatura de corte e reduzem a vida útil da ferramenta.
6.0Como determinar de forma razoável a vida útil de ferramentas de corte de metal?
Princípio fundamental:
A seleção adequada da vida útil da ferramenta melhora a produtividade e reduz os custos. Uma vida útil excessivamente longa exige parâmetros de corte pequenos e diminui a taxa de remoção de metal. Uma vida útil excessivamente curta aumenta o tempo de troca de ferramentas e reafiação, elevando o custo total.
6.1Valores recomendados de vida útil para ferramentas comuns
| Tipo de ferramenta | Vida útil recomendada da ferramenta (min) |
|---|---|
| Ferramentas de torneamento de aço rápido | 60–90 |
| Brocas de aço rápido | 80–120 |
| Ferramentas de torneamento de metal duro brasado | 60 |
| Ferramentas de torneamento de metal duro indexáveis | 15–30 |
| Fresas de faceamento de metal duro | 120–180 |
| Ferramentas de corte de engrenagens | 200–300 |
| Ferramentas de torneamento de aço rápido para máquinas automáticas | 180–200 |
6.2Considerações adicionais:
- Complexidade e precisão da ferramenta: Ferramentas complexas, de alta precisão e com múltiplas arestas requerem uma vida útil mais longa do que ferramentas simples, de baixa precisão e com uma única aresta.
- Ferramentas indexáveis: A substituição rápida da pastilha permite uma vida útil mais curta da ferramenta, mantendo assim as arestas de corte afiadas.
- Acabamento versus desbaste: As ferramentas de acabamento exigem uma vida útil mais longa devido às cargas de corte mais leves e aos requisitos de maior precisão.
- Acabamento de peças de grande porte: Uma vida útil mais longa da ferramenta evita trocas de ferramentas durante o processo.
- Usinagem CNC: A vida útil da ferramenta deve exceder um turno de trabalho e ser maior que o tempo de corte de uma única peça.
7.0Perguntas Frequentes (FAQ)
P: Por que o desgaste da face de flanco é o critério mais comumente usado para avaliar o desgaste da ferramenta?
UM: O desgaste da face de folga é a forma de desgaste mais comum no corte de metais, aplicável tanto a metais frágeis quanto dúcteis em velocidades de corte baixas a médias. Sua faixa de desgaste tem um formato regular, com desgaste uniforme na seção central (Zona B), e o valor médio de desgaste (V_B) é fácil de medir e controlar. Portanto, (V_B) é amplamente adotado como critério padrão de desgaste.
P: Qual parâmetro de corte tem a maior influência na vida útil da ferramenta?
UM: A velocidade de corte (\(v_c\)) tem a maior influência, seguida pela taxa de avanço (\(f\)), enquanto a profundidade de corte (\(a_p\)) tem o menor efeito. Isso é confirmado pela equação de vida útil da ferramenta, onde expoentes maiores indicam maior impacto.
P: Como a seleção da vida útil da ferramenta difere entre operações de acabamento e desbaste?
UM: As operações de acabamento envolvem cargas de corte mais leves e exigem maior vida útil da ferramenta para garantir a qualidade da superfície e a precisão dimensional. As operações de desbaste focam na remoção rápida de material e podem utilizar ferramentas com menor vida útil e parâmetros de corte maiores.
P: Por que as ferramentas indexáveis podem ter uma vida útil mais curta do que as ferramentas brasadas?
UM: As ferramentas indexáveis permitem a substituição rápida da pastilha sem necessidade de reafiação, mantendo as arestas de corte afiadas. A menor vida útil da ferramenta possibilita maior eficiência de corte, equilibrando o custo das ferramentas.
P: Existem requisitos especiais de vida útil da ferramenta na usinagem CNC?
UM: Sim. A usinagem CNC é normalmente automatizada e contínua. A vida útil da ferramenta deve exceder um turno de trabalho e ser maior que o tempo de corte necessário para uma única peça, a fim de garantir uma produção estável e ininterrupta.