

Forjar uma faca manualmente é um ofício tradicional que combina controle de calor, moldagem do metal e tratamento térmico. Seja utilizando aço automotivo reciclado (aço de alto carbono) ou aço para ferramentas O1, padrão industrial, o processo principal segue três etapas principais: aquecimento – moldagem – endurecimento. Ao entender essas etapas, você pode transformar uma peça bruta de aço em uma faca funcional.
1.0Escolhendo o Aço: Propriedades e Preparação
A escolha do aço determina tanto o fluxo de trabalho quanto o desempenho final da faca. Aço de alto carbono (como aço para molas automotivas) e aço para ferramentas O1 são opções ideais para iniciantes, mas diferem em propriedades e etapas de preparação:
| Tipo de aço | Fonte / Características | Notas de preparação | Melhor Caso de Uso |
| Aço de alto carbono (aço para molas) | Recuperado de molas helicoidais ou molas de lâmina de automóveis; teor de carbono 0,6%–1,0% | Molas helicoidais requerem recozimento (aquecimento no fogo até ficarem incandescentes e, em seguida, resfriamento ao ar). Molas de lâmina podem ser usadas diretamente. | Econômico; bom para explorar forjamento |
| Aço para ferramentas O1 (temperado em óleo) | Tarugos disponíveis comercialmente; teor de carbono 0,9%–1,0%; tenacidade balanceada | Pronto para forjar, sem necessidade de recozimento | Resultados consistentes; ideal para prática |
Princípios de preparação:
- O aço para molas é tratado na fábrica (endurecido). As molas helicoidais devem ser recozidas antes do corte (use uma esmerilhadeira ou serra de arco após o amolecimento). As molas de lâmina são planas e geralmente podem ser forjadas sem recozimento.
- O aço O1 é relativamente macio em seu estado fornecido e pode ir direto para aquecimento e forjamento.


2.0Ferramentas Essenciais: Equipamentos Gerais e Ferramentas Especializadas
Forjar uma faca não requer equipamentos muito complexos, mas ter as ferramentas certas garante segurança e eficiência. As ferramentas podem ser agrupadas por segurança – aquecimento – forjamento – processamento, com algumas diferenças dependendo do aço.
2.1Equipamento de segurança (obrigatório para todas as etapas):
- Óculos de segurança resistentes a impactos: Deve cobrir totalmente os olhos para bloquear faíscas e fragmentos de metal (óculos comuns não são suficientes).
- Luvas resistentes ao calor: Recomenda-se luvas de couro; elas equilibram isolamento e destreza (nunca toque em aço quente com as mãos desprotegidas).
- Escudos térmicos ou cobertores contra incêndio: Coloque ao redor da área da forja para evitar que faíscas incendeiem materiais próximos.
2.2Ferramentas básicas de forjamento (geral):
- Fonte de aquecimento: Uma forja, forno caseiro ou fogo de carvão (é necessário usar um soprador para atingir a temperatura de forjamento).
- Bigorna: Qualquer bloco de ferro plano; uma bigorna pequena (10–20 kg) funciona bem para uso doméstico.
- Martelo: Um martelo de arredondamento de 1–2 lb para moldar; um martelo de ponta cruzada para ajustes mais finos (ponta da lâmina, chanfros).
- Pinças: Pinças de forjamento feitas sob medida para segurar seu estoque com segurança (reduz riscos de escorregamento e queimadura).
2.3Ferramentas de processamento (específicas para aço):
| Etapa | Aço de alto carbono (aço para molas) | Aço para ferramentas O1 |
| Corte | Esmerilhadeira angular (disco grosso) ou serra para metal | Igual ao aço para molas (O1 é mais macio e fácil de cortar) |
| Têmpera | Têmpera: Óleo (recomendado para aço de mola para evitar rachaduras) | Óleo (resfriamento mais lento, evita rachaduras) |
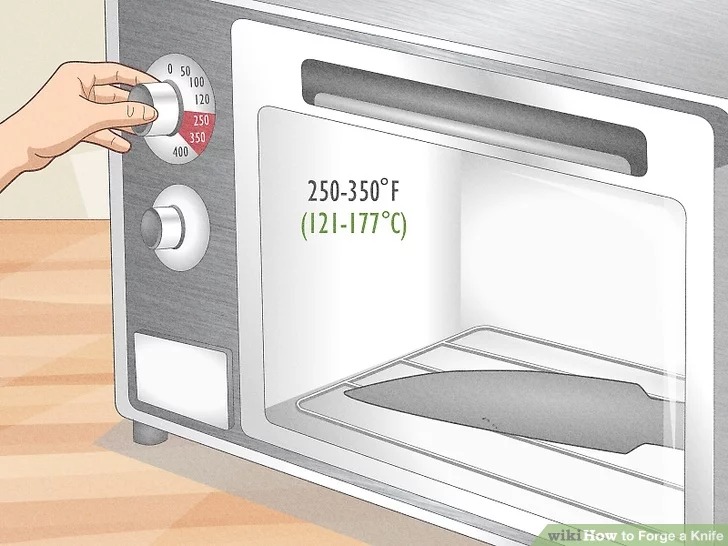
| Têmpera | Forno (400–500°F / 204–260°C) ou calor constante de carvão | Mesmo método; controle de temperatura mais crítico (250–350°F / 120–175°C) |
3.0Forjando a forma: do branco à lâmina
O núcleo da forja é guiando o fluxo de metal quente. Independentemente do tipo de aço, siga sempre os princípios de trabalhando progressivamente e moldando simetricamente. Isso evita estresse localizado ou excesso de trabalho que podem enfraquecer a lâmina.
3.1Controle de calor: avaliando a temperatura pela cor
| Cor | Faixa de temperatura (°C) | Significado em Processo |
| Vermelho escuro | 650–730°C | Ponto crítico próximo; usado para normalização e alívio do estresse |
| Vermelho Cereja | 760–850°C | Calor de têmpera típico para aço de alto carbono |
| Laranja-Vermelho | 850–950°C | Faixa de forjamento padrão |
| Amarelo brilhante | 1000–1100°C | Alto calor de forjamento; risco de queimadura se superaquecido |
| Amarelo Palha | 150–230°C | Cor de têmpera (faixa de têmpera baixa) |
3.2Tipos de aço e parâmetros de tratamento térmico
| Tipo de aço | Temperatura de Forjamento (Cor) | Temperatura mínima de forjamento | Temperatura de recozimento (método) | Calor de têmpera (cor) | Meio de têmpera recomendado |
| Aço de alto carbono (por exemplo, aço para molas 5160) | 900–1050°C (laranja a laranja brilhante) | ≥800°C | 800–820°C, manter e resfriar lentamente abaixo de 650°C | 820–840°C (cereja a vermelho alaranjado) | Têmpera em óleo (a água pode causar rachaduras) |
| Aço para ferramentas O1 | Temperatura de aquecimento: Vermelho cereja (790–820°C) | ≥815°C | 800–850°C, manter e resfriar no forno abaixo de 650°C | 790–820°C (vermelho cereja) | Têmpera em óleo |
Principais práticas:
- Aquecer o aço uniformemente por toda parte—evite pontos quentes que causam oxidação e queimaduras.
- Use pinças para segurar o aço firmemente em seu ponto de equilíbrio ao removê-lo da forja. Isso evita acidentes e garante melhor controle do martelo.


3.3Forjando a ponta e o corpo da lâmina: passo a passo
(1) Forjando a ponta
Coloque uma das extremidades da chapa aquecida na bigorna. Use um martelo de arredondamento para afinar gradualmente a ponta:
- Aço de alto carbono: Trabalhar com golpes mais leves e rápidos para evitar rachaduras devido à sua dureza mais alta.
- Aço O1: Mais fácil de moldar; golpes um pouco mais fortes são possíveis, mas vire o aço a cada 3–4 golpes para manter a simetria.
- Marcação: Defina um lado para a borda e o outro para a lombada antes de moldar. Isso minimiza correções posteriores.
(2) Deixando o Tang
A espiga é a parte da lâmina que ancora o cabo. Defina-a logo no início do processo:
- Comprimento: Deixe pelo menos 5 cm. Para cabos mais longos, recomenda-se 7,5 a 10 cm.
- Marcação: Use golpes de martelo para fazer entalhes onde a espiga começa, evitando o afinamento acidental dessa área. Uma espiga fraca compromete a resistência do cabo.
(3) Achatamento e forjamento dos chanfros
A lâmina deve afinar gradualmente da espiga até a ponta, ao mesmo tempo em que forma os chanfros (o fio de corte inicial):
- Desbaste geral: Reaqueça e, em seguida, bata levemente em ambos os lados da lâmina, alternando uniformemente da espiga à ponta. Mantenha o desvio abaixo de 1 mm. Se disponível, Martelo pneumático de forjamento pode ser usado para executar esses golpes de forma mais rápida e uniforme, reduzindo a fadiga e ajudando a manter a simetria.
- Forjamento chanfrado: Bata principalmente ao longo da borda desejada para formar um ângulo inclinado (cerca de 20–25°). Vire e repita no lado oposto imediatamente para evitar deformações.
- Problemas comuns:
- Saliências ou dobras: Reaqueça e bata levemente com o lado do martelo; dobras muito grandes podem precisar ser cortadas.
- Coluna curvada: Uma leve curvatura é normal. Corrija posteriormente com ajustes de baixa temperatura (temperatura vermelho-escura) e marteladas suaves.



4.0Tratamento Térmico: Controlando Dureza e Tenacidade
O tratamento térmico é a etapa chave que leva a lâmina de macio para duroConsiste em três etapas distintas: recozimento, têmpera e revenimento. Cada tipo de aço requer parâmetros específicos, e a escolha correta deles determina diretamente o desempenho final da faca.
4.1Recozimento: Alívio de tensões e amolecimento
Propósito:
Para amolecer o aço, aliviar o estresse interno do forjamento e tornar a lâmina mais fácil de amolar e moldar.
Processo:
- Aqueça a lâmina até obter um brilho vermelho opaco (800–820 °C para aço de alto carbono; 870–980 °C para aço O1). Remova e deixe esfriar ao ar livre até que a cor vermelha desapareça.
- Repita esse ciclo três vezes.
- No terceiro aquecimento, coloque o aço em um ambiente isolado (como enterrado em brasas ou cinzas) e deixe esfriar durante a noite. Esse resfriamento lento garante o amolecimento máximo.
4.2Têmpera: Endurecimento do Aço
A têmpera altera a estrutura cristalina do aço, criando alta dureza — a propriedade que define uma lâmina funcional.
| Etapa | Aço de alto carbono (aço para molas) | Aço para ferramentas O1 |
| Temperatura de aquecimento | Vermelho-alaranjado (850–950°C) | Amarelo claro a palha (1150–1200°C) |
| Meio de têmpera | Água (mergulhar verticalmente, 30–60 segundos) | Óleo (mergulhar verticalmente, 30–60 segundos, evitar bolhas) |
| Notas principais | Todo aço temperado deve ser revenido imediatamente.
(O resfriamento em água é arriscado para aços de mola e não é recomendado para iniciantes.) |
A têmpera em óleo produz uma dureza mais uniforme — o revenimento preciso é essencial |
Dicas críticas:
- Sempre tempere a lâmina verticalmenteA inclinação causa resfriamento irregular, o que pode deformar a lâmina. A correção requer reforjamento e desperdiça tempo.
- Após a têmpera, teste a dureza com uma lima. Se a lima deslizar sem cortar, a dureza é suficiente. Se ela penetrar no aço, reaqueça e tempere novamente.
4.3Têmpera: Equilibrando Dureza e Tenacidade
Após a têmpera, o aço fica duro, mas quebradiço. A têmpera aplica calor controlado e baixo para aliviar a tensão, melhorando a tenacidade e mantendo a resistência da aresta.
| Tipo de aço | Temperatura de têmpera (°C) | Temperatura de têmpera (°F) | Referência de cor | Tempo | Notas |
| Aço de alto carbono (aço para molas) | 180–230°C | 355–445°F | Amarelo palha a azul escuro | 2 horas (repetível) | Melhora a tenacidade; bom para facas de uso externo |
| Aço para ferramentas O1 | 150–230°C | 300–445°F | Amarelo claro a palha | 1–2 horas (2 ciclos recomendados) | Permite o controle preciso do equilíbrio entre dureza e tenacidade |
Alternativa simples:
Se não houver um forno disponível, construa uma pequena câmara fechada com tijolos. Coloque algumas brasas dentro para manter o calor constante. Use sempre um termômetro para monitorar e evitar o superaquecimento.



5.0Afiação, manuseio e afiação: da faca em bruto à faca acabada
Após o tratamento térmico, a lâmina atinge a dureza necessária, mas ainda precisa ser refinada. A retificação refina o formato, a instalação de um cabo melhora a empunhadura e a afiação cria o fio de corte.
5.1Moagem e modelagem
Use a lixa em etapas, de grossa para fina (grão 80 → grão 120 → grão 240 → grão 400):
- Áreas de foco: Remova marcas de forja, escamas e assimetrias. Certifique-se de que a lâmina esteja plana e que os ângulos do chanfro sejam consistentes.
- Usando uma lixadeira de cinta: Se disponível, um lixadeira de cinta pode acelerar a modelagem e ajudar a manter chanfros uniformes, especialmente em áreas maiores da lâmina.
- Dica de resfriamento: Ao usar um amolador, mergulhe a lâmina na água a cada 1–2 segundos para evitar superaquecimento, o que pode danificar o temperamento.
5.2Encaixe de maçaneta: três opções práticas
Escolha com base nos materiais disponíveis — não há necessidade de ferramentas especializadas:
- Cabo de balança de madeira: Faça furos na espiga, fixe as escamas de madeira (como nogueira ou bordo) com pinos de latão. Finalize com óleo de cera para madeira para proteção.
- Alça para enrolar o cabo: Enrole o paracord ou cordão de algodão firmemente ao redor da espiga, dando um nó em ambas as pontas. Oferece boa aderência e resistência ao deslizamento, ideal para uso externo.
- Cabo de madeira maciça: Afine a espiga e insira-a em um bloco de madeira. Molde o bloco com uma lima até que ele se encaixe confortavelmente na mão.


5.3Afiação: Método de três etapas para um fio de navalha
Mova progressivamente de grosso para fino até que a lâmina esteja afiada o suficiente para raspar os pelos:
- Modelagem fina de arquivo: Use uma lima (grão 400 ou superior) ao longo dos chanfros para refinar o perfil da borda. Evite limar com muita força, pois isso pode causar lascas.
- Pedra de amolar:
- Lado grosso: Segure a lâmina em um ângulo de 22° e empurre a pedra 10 vezes de cada lado. Mantenha o ângulo constante.
- Lado bom: Mesmo ângulo, 15 passadas de cada lado. Isso remove marcas grosseiras e suaviza a borda.
- Tiras de couro: Passe a lâmina sobre uma tira de couro revestida com composto de polimento. Isso remove rebarbas e dá brilho à lâmina.
- Teste final: A lâmina deve cortar facilmente papel ou raspar pelos.
5.4Resumo: Princípios básicos para cuteleiros iniciantes
A beleza da forja está em testemunhando a transformação do aço bruto com suas próprias mãos. Independentemente da escolha do aço, lembre-se de três fundamentos:
- A temperatura é a alma: Aprenda a avaliar o calor pela cor (por exemplo, amarelo palha para aço O1) em vez de depender de suposições.
- Segurança em primeiro lugar: Use sempre óculos e luvas de segurança. Use pinças para aço quente — nunca corra riscos.
- Paciência sobre a força: O forjamento, a retificação e a afiação devem ser feitos em pequenos passos repetidos. Simetria e precisão determinam a qualidade final.
De uma peça bruta a uma faca utilizável, cada ajuste gera experiência. Mesmo que sua primeira tentativa tenha falhas, a sensação de criando com suas próprias mãos é a verdadeira recompensa da cutelaria.
5.5Vídeo – Como forjar uma faca passo a passo, apenas martelo e bigorna, sem ferramenta elétrica
Referências
https://www.wikihow.com/Forge-a-Knife


