
- 1.0Precauções de segurança
- 2.0Seleção e aplicações de brocas
- 3.0Preparação pré-perfuração
- 4.0Etapas de perfuração do núcleo
- 5.0Cenários Especiais de Perfuração
- 6.0Recomendação de atualização de equipamento (furadeira de bancada)
- 7.0Vídeo: Como perfurar metal
- 8.0Perguntas Frequentes (FAQ)
- 8.1Qual é a melhor broca para metal?
- 8.2Preciso sempre de óleo de corte ao perfurar?
- 8.3Como posso evitar o superaquecimento das brocas?
- 8.4Brocas HSS padrão podem cortar aço inoxidável?
- 8.5Como escolher a broca certa?
- 8.6Como a velocidade da broca deve ser definida?
- 8.7O que devo ter em mente ao perfurar furos grandes ou chapas de aço grossas?
Perfurar metal exige mais do que apenas as ferramentas certas — também exige técnica e preparação adequadas. Sem a broca correta, a velocidade e as medidas de segurança adequadas, até mesmo um simples furo pode danificar o equipamento, reduzir a vida útil da ferramenta ou causar ferimentos.
Este guia explica as etapas essenciais, desde a escolha da broca correta e a configuração da peça de trabalho até o manuseio de cenários especiais de perfuração. Seja trabalhando com chapas finas, chapas de aço grossas ou furos de grande diâmetro, as instruções a seguir ajudarão você a obter resultados limpos e precisos com segurança e eficiência.
1.0Precauções de segurança
1.1Equipamentos de Proteção Individual
- Use sempre óculos de segurança envolventes para evitar ferimentos nos olhos causados por lascas de metal voando.
- Use luvas de trabalho duráveis e antiderrapantes para proteger suas mãos de bordas afiadas ou superfícies quentes.
- Evite roupas largas, joias penduradas e mantenha cabelos longos presos para evitar que se enrosquem em peças giratórias.
- Se o ambiente de trabalho for barulhento, use proteção auditiva, como protetores auriculares.
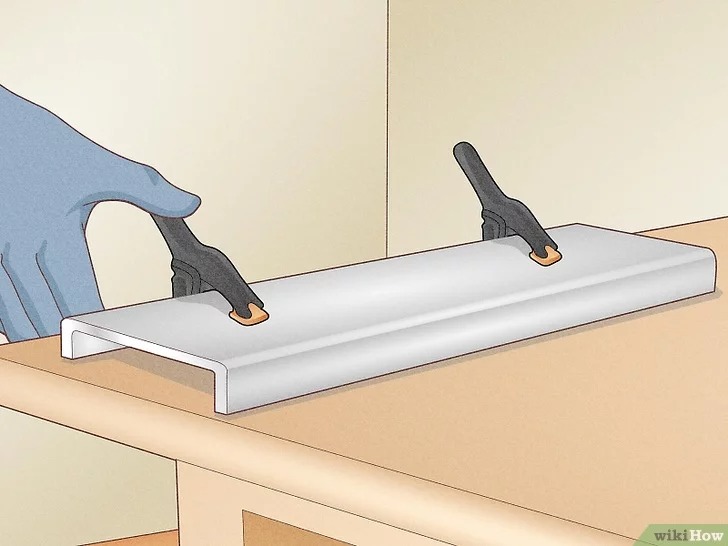
1.2Requisitos de fixação da peça de trabalho
- Nunca segure uma peça de metal com uma mão nem opere a furadeira sozinho.
- Sempre prenda a peça de trabalho a uma bancada ou base estável usando pelo menos dois grampos adequados. Isso evita que a broca emperre e a peça gire, o que pode causar cortes ou ferimentos.
1.3Gerenciamento de chip e calor
- Use uma escova de oficina para remover lascas de metal. Não remova os resíduos com as mãos.
- O metal esquenta após a perfuração devido ao atrito. Deixe esfriar naturalmente ou manuseie com um alicate ou luvas para evitar queimaduras.
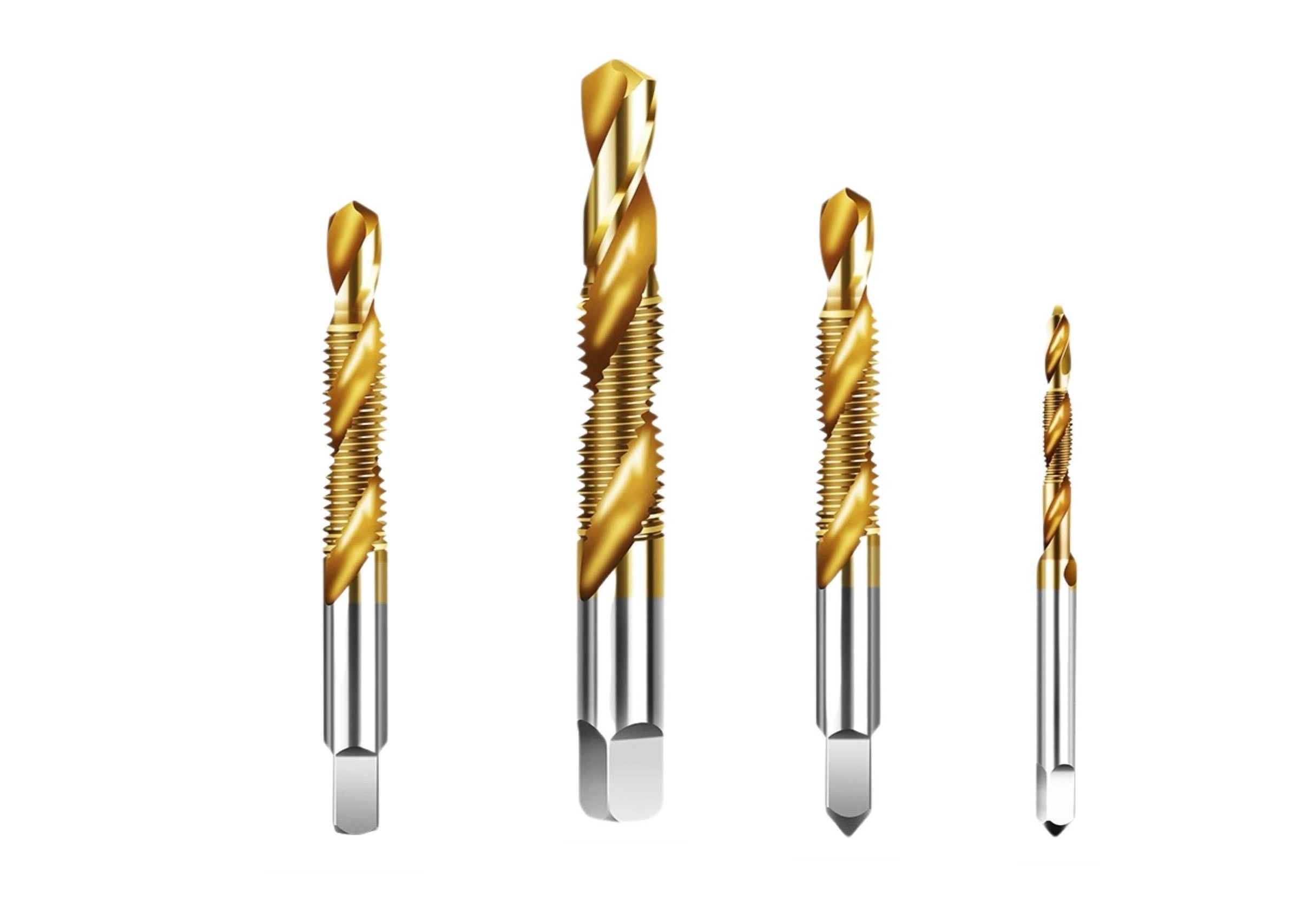
2.0Seleção e aplicações de brocas
Diferentes metais e necessidades de perfuração exigem o tipo certo de broca. A tabela a seguir mostra as opções adequadas:
| Tipo de broca | Principais recursos | Melhor para aplicações |
| Aço rápido (HSS) | Baixo custo, uso geral | Metais mais macios como alumínio, latão, ferro fundido; perfuração única ou ocasional |
| Brocas de cobalto | Alta dureza, resistência ao calor, longa vida útil | Metais duros como aço inoxidável, aço temperado; tarefas frequentes de perfuração |
| Nitreto de titânio (TiN) revestido | Resistente ao atrito e ao calor, dura até 6 vezes mais que o HSS | Vários metais, ideais quando a vida útil da ferramenta é uma prioridade |
| Brocas escalonadas | Design cônico, perfura vários tamanhos de furos | Chapas metálicas finas (por exemplo, caixas de aço, pias de aço inoxidável) que requerem furos de diâmetros diferentes |
| Serras Copo para Metal | Corte em forma de anel, bordas lisas | Furos grandes com mais de 12,7 mm (0,5 pol.) em chapas finas de metal |
Observação: Prefira brocas com ponta bipartida de 135°. Isso reduz a oscilação e a pressão de alimentação, tornando-a especialmente eficaz para metais endurecidos.
3.0Preparação pré-perfuração
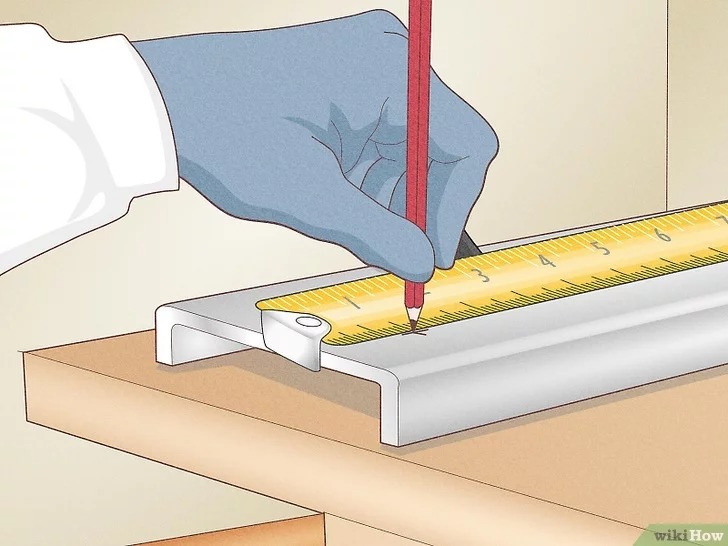
3.1Marcação e Posicionamento
- Meça e marque o centro do furo de acordo com os requisitos.
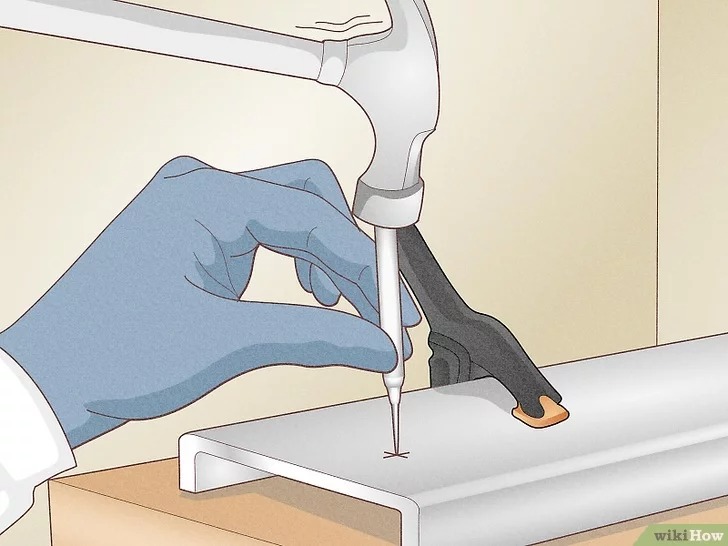
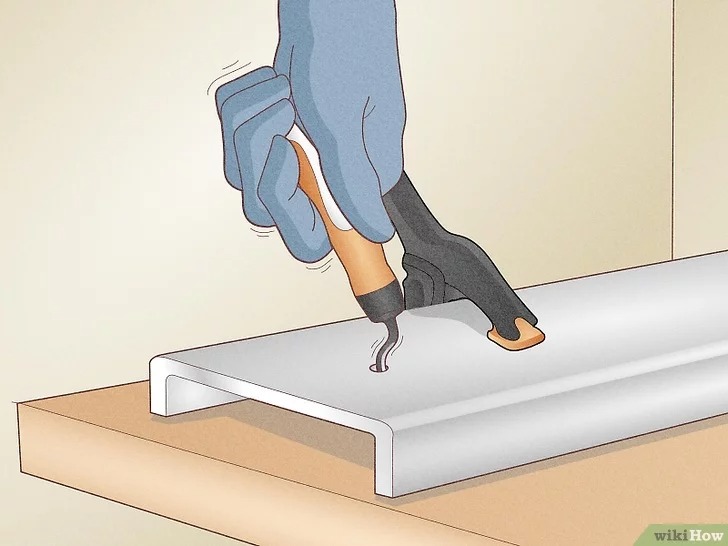
- Use um punção central e um martelo para criar uma reentrância de 1 a 2 mm (0,04 a 0,08 pol.) ("covinha"). Isso garante que a ponta da broca se encaixe firmemente, sem oscilações.
- Em casos urgentes, um prego pode ser usado como substituto do punção, mas a precisão deve ser verificada novamente.
3.2Lubrificação e Refrigeração
- Ao perfurar aço com espessura ≥ 3,175 mm (1/8 pol.), sempre aplique fluido de corte ou óleo multiuso no local da perfuração. Isso reduz o calor causado pelo atrito e prolonga a vida útil da broca.
- Para metais mais macios, como alumínio, latão ou ferro fundido, a lubrificação pode ser omitida. No entanto, se o diâmetro do furo exceder 12,7 mm (0,5 pol.), ainda é recomendável aplicar uma pequena quantidade de lubrificante.
3.3Verificação de equipamento
- Use uma furadeira de velocidade variável e confirme se o ajuste de velocidade funciona corretamente.
- Se estiver usando uma broca nova, pré-defina a velocidade de acordo com o tamanho da broca e a dureza do metal (consulte a próxima seção “Etapas da perfuração do núcleo”).
4.0Etapas de perfuração do núcleo
4.1Configurações de velocidade
- Brocas helicoidais pequenas (1,588–4,763 mm / 1/16–3/16 pol.): 2800–3200 RPM.
- Brocas helicoidais grandes (17,463–25,4 mm / 11/16–1 pol.): 350–1000 RPM.
- Para metais duros, como aço inoxidável, reduza a velocidade em 10–15% para evitar superaquecimento e embotamento da broca.
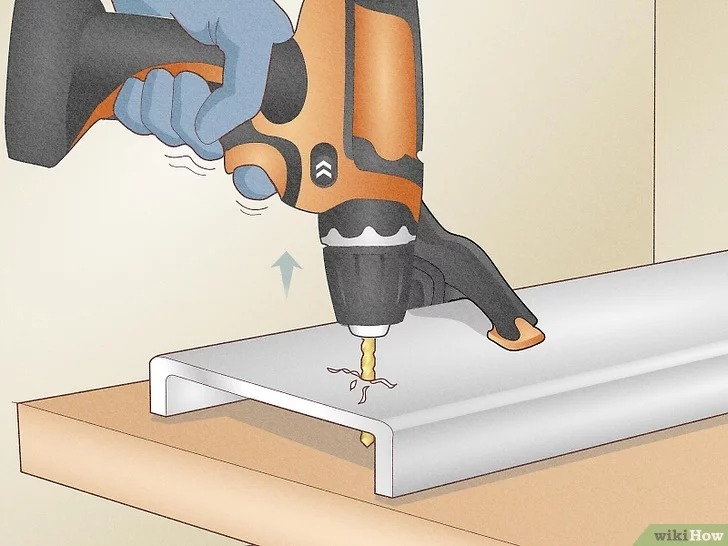
4.2Técnica de perfuração
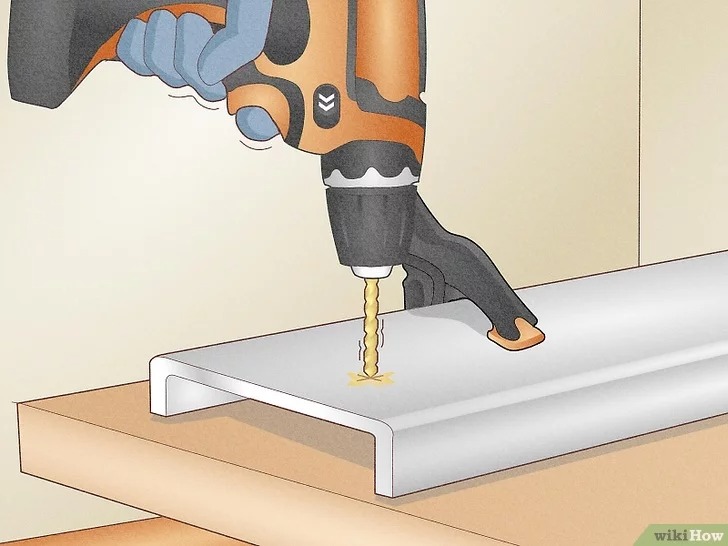
- Antes de começar, certifique-se de que a ponta da broca esteja alinhada com a reentrância e que a broca esteja perpendicular à peça de trabalho.
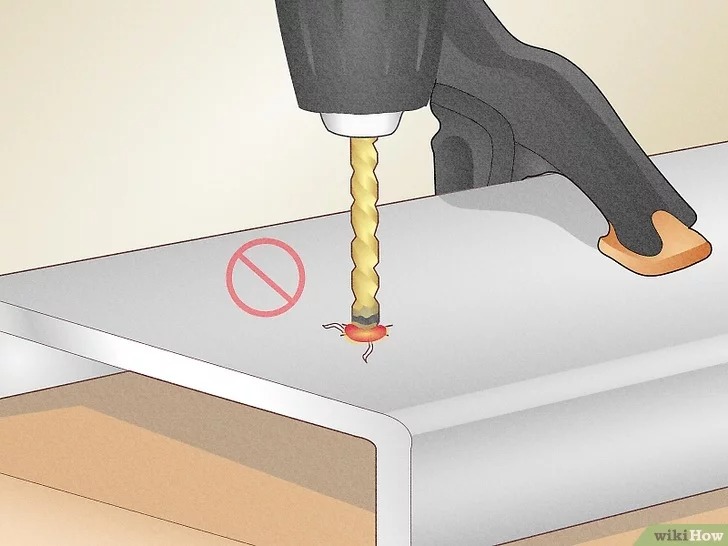
- Aplique uma pressão leve e constante durante a alimentação. Não force a broca, pois isso pode causar entortamento ou quebra.
- Para furos profundos, faça uma pausa a cada 10 segundos para retirar a broca, limpar os cavacos e deixar esfriar antes de continuar.
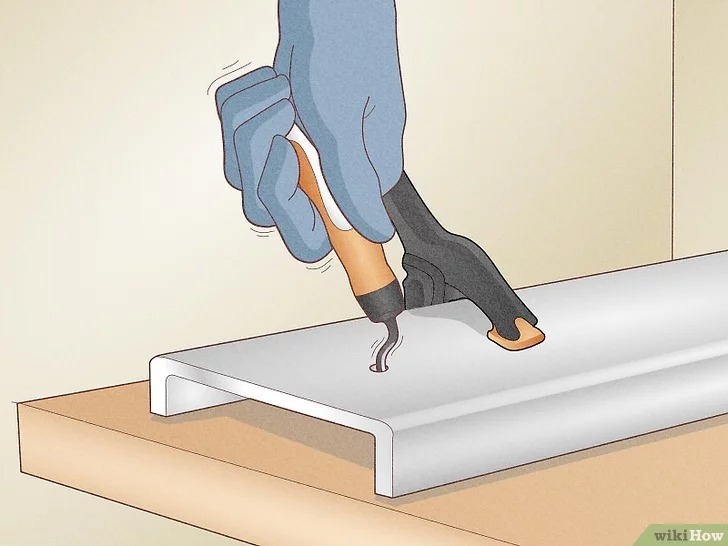
4.3Alargamento de furos e rebarbação
- Para furos maiores que 6,35 mm (1/4 pol.), primeiro faça um furo piloto de 3–4 mm (1/8 pol.) e depois aumente gradualmente com brocas maiores.
- Após a perfuração, use uma ferramenta de rebarbação ou uma broca ligeiramente maior que o furo. Gire manualmente ao redor da borda para remover rebarbas afiadas.
5.0Cenários Especiais de Perfuração
5.1Chapas finas de metal (espessura < 3 mm)
- Use o método "sanduíche de compensado": prenda a chapa metálica entre duas peças de compensado e fixe a pilha antes de furar. Isso evita deformações e evita que a broca se desvie.
5.2Chapas de aço grossas (espessura > 6,35 mm / 1/4 polegada)
- Reduza a velocidade do eixo para cerca de 80% da taxa padrão e aplique mais fluido de corte.
- Para melhores resultados, perfure até a metade de um lado, depois vire a peça de trabalho e termine o furo do outro lado. Isso reduz o estresse na broca e melhora a precisão do furo.
5.3Furos grandes (diâmetro > 25,4 mm / 1 polegada)
- Use uma serra copo projetada para metal, com revestimento de madeira compensada para proteger a superfície de trabalho e estabilizar a guia da serra.
- Retire a serra copo com frequência para limpar lascas e evitar que emperrem.
6.0Recomendação de atualização de equipamento (furadeira de bancada)
Para perfuração de metais de alta precisão ou grande volume, um dedicado furadeira de coluna é recomendado. Os benefícios incluem:
- Fornece avanço vertical estável, eliminando a oscilação da furadeira manual e garantindo a precisão do furo.
- Equipado com uma mesa de trabalho em ferro fundido, ajustável em altura e inclinação, para lidar com diferentes tamanhos de peças.
- Fácil ajuste de velocidade através de trocas de polias, permitindo compatibilidade com diferentes metais.
- Requer grampos de metal adequados para fixar a peça de trabalho — nunca ajuste a peça de trabalho ou a furadeira de coluna enquanto ela estiver em funcionamento.
Observação: furadeiras de bancada custam a partir de $200. Modelos de chão são mais adequados para peças maiores — escolha com base na escala do projeto.
7.0Vídeo: Como perfurar metal
8.0Perguntas Frequentes (FAQ)
8.1Qual é a melhor broca para metal?
- Para metais macios como alumínio ou latão: use brocas de aço rápido (HSS).
- Para metais duros, como aço inoxidável ou aço temperado, ou para perfurações repetidas: use brocas de cobalto.
- Para chapas finas com vários tamanhos de furos: use brocas escalonadas.
8.2Preciso sempre de óleo de corte ao perfurar?
- Para aço com espessura ≥ 3,175 mm (1/8 pol.), o óleo de corte é essencial.
- Para metais mais macios, como alumínio ou latão, o óleo de corte é opcional, mas recomendado para furos grandes ou metais duros para prolongar a vida útil da broca.
8.3Como posso evitar o superaquecimento das brocas?
- Corra na velocidade baixa adequada.
- Aplique óleo de corte quando necessário.
- Use sempre brocas afiadas.
- Alimente-se de forma constante, sem forçar.
- Para furos profundos, retire a broca periodicamente para limpar cavacos e esfriar.
8.4Brocas HSS padrão podem cortar aço inoxidável?
- É possível, mas difícil. As brocas HSS tendem a superaquecer e perder o corte rapidamente.
- Recomenda-se uma broca de cobalto com óleo de corte, com velocidade reduzida em 10–15%.
8.5Como escolher a broca certa?
- Para metais macios (alumínio, latão): brocas HSS.
- Para metais duros (aço inoxidável): brocas revestidas de cobalto ou TiN.
- Para chapas finas de metal: brocas escalonadas.
- Para furos grandes: use uma serra copo projetada para metal.
8.6Como a velocidade da broca deve ser definida?
- Brocas de pequeno diâmetro (1/16–3/16 polegadas): alta velocidade, cerca de 2.800–3.200 RPM.
- Brocas de grande diâmetro (11/16–1 polegada): velocidade mais lenta, em torno de 350–1000 RPM.
- Para metais duros como aço inoxidável: reduza ainda mais a velocidade em 10–15%.
8.7O que devo ter em mente ao perfurar furos grandes ou chapas de aço grossas?
- Para furos grandes (> 25,4 mm / 1 polegada): use uma serra copo e limpe as lascas com frequência.
- Para chapas de aço grossas: reduza a velocidade, aumente o fluido de corte e, se necessário, perfure dos dois lados para reduzir a carga da broca.
Referência
https://www.wikihow.com/Drill-Metal