

- 1.0Escolhendo a ferramenta certa para cortar vergalhões
- 2.0Como usar um cortador manual de vergalhões (aplicações de emergência/diâmetro pequeno)
- 3.0Como usar uma serra de corte (método padrão no local)
- 4.0Como usar uma máquina de corte de vergalhões (processamento em lote)
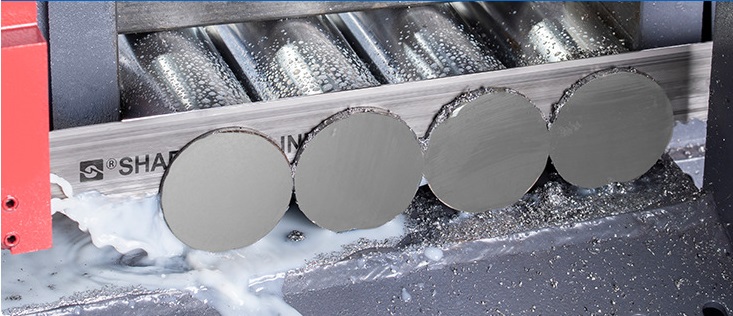
- 5.0Como usar uma serra de fita para metal (precisão/empilhamento em lote)
- 6.0Segurança em primeiro lugar: Diretrizes operacionais essenciais
- 7.0Solução de problemas: problemas comuns e soluções
- 8.0Conclusão
- 9.0FAQ: Perguntas comuns sobre corte de vergalhões
O corte de vergalhões é um processo fundamental na construção civil, na fabricação de máquinas e em outras indústrias. O segredo é selecionar a ferramenta certa com base no diâmetro do vergalhão, no volume de produção, nos requisitos de precisão e nas condições do local de trabalho, seguindo os procedimentos adequados para garantir a eficiência e a qualidade do corte e a segurança do operador.
1.0Escolhendo a ferramenta certa para cortar vergalhões
Diferentes ferramentas variam muito em eficiência e aplicação. Selecionar a ferramenta correta para suas necessidades é fundamental para evitar baixa produtividade ou cortes de baixa qualidade.
1.1Ferramentas manuais de corte de vergalhões (aplicações de emergência/diâmetro pequeno)
- Ferramentas principais: Cortador manual de vergalhões (abertura da mandíbula ≤ 18 mm), cortadores de parafusos de alta resistência
- Melhor para: Barras lisas ou deformadas ≤ 16 mm, cortes únicos/ocasionais ou trabalhos de emergência sem energia
- Vantagens: Portátil, sem necessidade de energia, fácil de operar
- Limitações: Exige muita mão de obra, é lento (30–60 segundos por corte), não é adequado para vergalhões de grande diâmetro
1.2Cortadores elétricos portáteis (flexibilidade no local)
- Ferramentas principais: Serra de corte (com disco abrasivo de 350 mm), rebarbadora (com disco de corte de 125 mm)
- Melhor para: Vergalhões ≤ 25 mm, ajustes de comprimento no local ou tarefas de processamento dispersas
- Vantagens: Móvel, corte rápido (5–10 segundos por barra), baixo custo de equipamento
- Limitações: Bordas ásperas (requerem retificação pós-corte), alto ruído (100–120 dB), gera faíscas e calor
1.3Máquinas de corte de vergalhões (processamento de alto volume)
- Ferramentas principais: Cortadores hidráulicos de vergalhões de mesa ou de suporte (capacidade máxima ≤ 60 mm)
- Melhor para: Corte em lote (≥ 50 barras/hora), vergalhões de grande diâmetro ou alta resistência (por exemplo, HRB400/HRB500), típico em pátios de vergalhões ou usinas de pré-moldados
- Vantagens: Extremamente rápido (1–2 segundos por barra), cortes suaves, alta automação
- Limitações: Grande e fixo (requer espaço dedicado), não adequado para perfis de vergalhões não redondos
1.4Serras de fita para metal (aplicações de precisão/grande diâmetro)
- Ferramentas principais: Serras de fita metálicas horizontais ou verticais (largura da lâmina: 27–41 mm; passo dos dentes: 3–6 mm)
- Melhor para: Vergalhões de grande diâmetro (≥ 30 mm), vergalhões de liga ou tarefas que exigem alta precisão (erro de perpendicularidade ≤ 0,1 mm)
- Vantagens: Baixo estresse de corte (evita deformação da barra de reforço), cortes limpos (não é necessário pós-processamento), lida com seções transversais irregulares
- Limitações: Lento (15–30 segundos por corte), maior custo de equipamento, requer refrigerante, não é ideal para trabalho rápido no local




2.0Como usar um cortador manual de vergalhões (aplicações de emergência/diâmetro pequeno)
Ideal para vergalhões simples ou deformados de até 16 mm de diâmetro, especialmente quando não há energia disponível.
2.1Preparação e Posicionamento
- Meça o comprimento da barra de reforço e marque a linha de corte claramente com um marcador.
- Coloque a barra de aço nas mandíbulas do cortador, alinhando a linha marcada com as lâminas das mandíbulas. Certifique-se de que o eixo da barra de aço esteja perpendicular às mandíbulas para evitar cortes em ângulo.
2.2Aplicando Força
- Segure firmemente as duas alças do cortador e aplique uma pressão constante e uniforme (evite força excessiva e repentina — isso pode entortar as alças ou fazer com que a barra de aço se quebre de forma imprevisível).
- Para vergalhões mais grossos (14–16 mm), aplique pressão em 2–3 etapas: pressione levemente, faça uma breve pausa e continue até que o vergalhão quebre suavemente.
2.3Etapas pós-corte
- Remova o segmento de vergalhão cortado e limpe as rebarbas da borda cortada usando uma escova de aço (evita arranhões nas mãos durante o manuseio).
- Inspecione as mandíbulas do cortador quanto a desgaste, cegueira ou lascas. Afie as lâminas com uma roda de amolar, se necessário, para manter a eficiência do corte.

3.0Como usar uma serra de corte (método padrão no local)
Ideal para vergalhões de até 25 mm de diâmetro — amplamente utilizado para corte flexível no local.
3.1Pré-verificação e preparação
- Inspecione o cabo de alimentação para verificar se há danos no isolamento; confirme se a serra está devidamente aterrada (para evitar choque elétrico).
- Verifique se há rachaduras, lascas ou desgaste na roda abrasiva; aperte a porca do flange a 5–8 N·m para evitar rotação excêntrica.
- Remova materiais inflamáveis (por exemplo, latas de tinta, cilindros de acetileno) a 1,5 m da área de trabalho; instale uma braçadeira em V para prender a armadura.
3.2Fixação e marcação
- Coloque a barra de reforço no grampo em V, ajustando sua posição de modo que a linha de corte se alinhe com o caminho da roda abrasiva.
- Aperte a braçadeira até que a barra de aço não possa se deslocar horizontalmente (evita desvio de corte durante a operação).
3.3Iniciando o corte
- Segure firmemente a alça principal da serra (para controle de potência) e a alça auxiliar (para estabilidade). Ligue a serra e espere que a roda atinja a velocidade máxima (≈ 2800 rpm, 3 segundos de marcha lenta para confirmar a estabilidade).
- Alimente a roda na barra de aço a uma taxa constante (5–8 mm/s); não force a serra (evita superaquecimento ou quebra da roda).
- Reduza a velocidade de avanço quando o corte atingir 1/5 do diâmetro da barra (evita que a barra se quebre abruptamente). Pare imediatamente se surgirem faíscas anormais (por exemplo, brilho repentino ou distribuição irregular).
3.4Limpeza pós-corte
- Desligue a energia e espere até que a roda abrasiva pare completamente (≈ 10 segundos) antes de tocar na armadura.
- Rebarbe a borda cortada com uma lima ou escova de aço; colete lascas de metal da área de trabalho (evita deslizamentos). Inspecione a roda — substitua-a se o desgaste exceder 1/3 da espessura original.
4.0Como usar uma máquina de corte de vergalhões (processamento em lote)
Melhor para vergalhões simples ou de alta resistência (por exemplo, HRB400/HRB500) com diâmetros ≥ 20 mm — ideal para tarefas de alto volume.
4.1Configuração da máquina
- Verifique o nível do óleo hidráulico (deve atingir 2/3 da escala do tanque) e a temperatura (≤ 45°C; óleo baixo ou temperatura alta reduzem a pressão de corte).
- Execute um teste sem carga: ative a máquina para completar 2 ciclos completos da lâmina, garantindo um movimento suave, sem travamentos ou ruídos incomuns.
- Calibre o medidor de parada usando uma amostra de vergalhão de comprimento padrão (erro ± 0,5 mm) para garantir comprimentos de corte consistentes.
- Ajuste o curso da lâmina: defina a distância máxima para baixo para (diâmetro da barra de reforço + 2 mm) para evitar desgaste excessivo da lâmina.
4.2Corte em lote
- Insira a barra de aço na máquina até que ela toque o batente. Se a barra estiver torta (deflexão > L/500, onde L = comprimento da barra), endireite-a primeiro para garantir a perpendicularidade com a lâmina.
- Pressione o pedal para ativar a lâmina; ela retornará automaticamente à sua posição original após o corte.
- Realize verificações de qualidade: inspecione 3 vergalhões aleatórios a cada 50 cortes para verificar a precisão do comprimento (erro admissível de ± 1 mm). Recalibre o medidor de parada se ocorrerem desvios.
- Colete as barras de reforço acabadas em um suporte dedicado (evita deformação induzida por colisão).
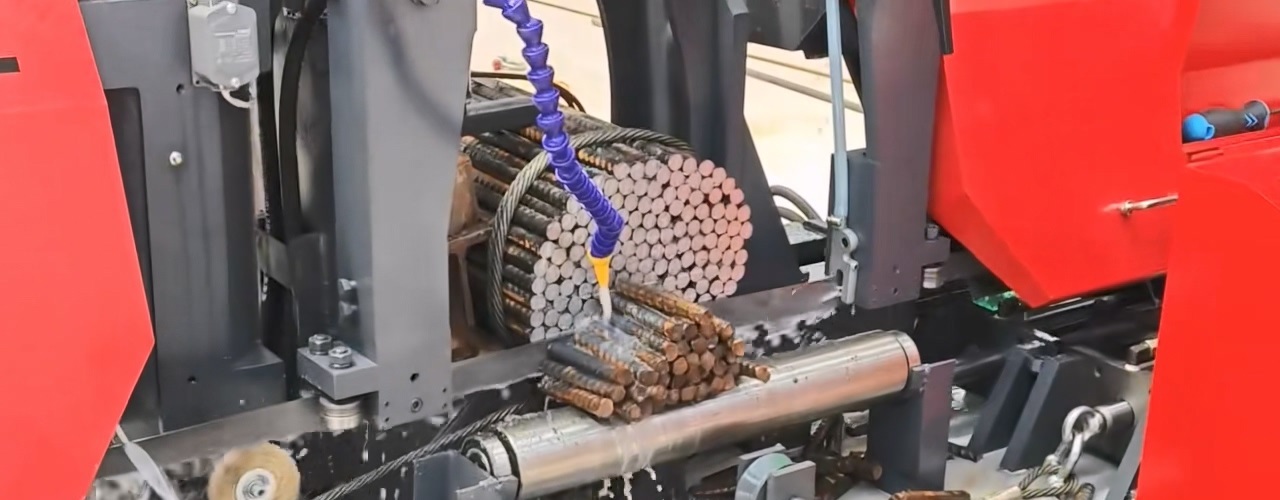
5.0Como usar uma serra de fita para metal (precisão/empilhamento em lote)
Ideal para vergalhões de grande diâmetro (≥ 30 mm) ou de liga — ideal para cortes de precisão ou operações de empilhamento em lote.
5.1Preparação da máquina
- Selecione a lâmina correta: lâminas de aço rápido (HSS) para vergalhões padrão (Q235B); lâminas com ponta de carboneto (WC-Co ≥ 94%) para vergalhões de liga (HRB500E).
- Ajuste o passo dos dentes da lâmina ao tamanho da barra de reforço ou à altura da pilha (por exemplo, passo de 3 mm para barras de reforço de Φ30–50 mm; passo de 4,5 mm para barras de reforço ou pilhas de Φ50–80 mm).
- Instale um bloco em V alargado (largura ≥ 200 mm) e batentes laterais para fixar as barras de reforço empilhadas (evita deslocamento lateral).
5.2Ajuste de Parâmetros
- Ajuste a tensão da lâmina para 25–30 N/mm²; aumente em 10–15% para cortes empilhados (aumenta a rigidez da lâmina para evitar deformação).
- Ajuste a velocidade de corte: 6–10 m/min para pilhas de vergalhões padrão; 4–6 m/min para vergalhões de liga (reduz a carga de corte e o desgaste da lâmina).
- Otimize o sistema de refrigeração: aumente a concentração para 10–12% e a vazão para ≥ 8 L/min; adicione um bico 分流 para garantir uma cobertura uniforme do líquido de refrigeração em todas as bordas cortadas (evita superaquecimento e aderência do material).
5.3Procedimento de corte em lote
- Empilhe vergalhões do mesmo diâmetro e material apenas (evita força de corte desigual). Fixe a pilha com uma pressão inicial de 5 a 8 MPa, verifique o alinhamento e aumente para 12 a 15 MPa (garante que não haja deslizamento).
- Instale rolos de suporte multiponto (espaçamento ≤ 1,5 m) para vergalhões maiores que 2 m (evita flacidez e desvio de corte).
- Execute um corte de teste (5 mm de profundidade): pare a máquina, verifique a perpendicularidade do corte (≤ 0,1°) e a planicidade (erro ≤ 0,05 mm). Ajuste a tensão da braçadeira ou da lâmina, se necessário, antes de iniciar os cortes em lote.
- Monitore a lâmina durante a operação: pare e triture pequenos cavacos com uma roda de desbaste fina; substitua a lâmina se a profundidade dos cavacos exceder 1 mm.
5.4Etapas finais
- Realize inspeções aleatórias: verifique 3 grupos de pilhas por lote (1 vergalhão superior e 1 vergalhão inferior por grupo) quanto à precisão do comprimento (± 1 mm) e à qualidade do corte.
- Desligue o sistema de refrigeração, solte a braçadeira e remova as barras de reforço cortadas. Sopre os resíduos de refrigeração com uma pistola de ar de alta pressão, rebarbe as bordas e classifique as barras de reforço de acordo com as especificações.

6.0Segurança em primeiro lugar: Diretrizes operacionais essenciais
6.1Equipamentos de Proteção Individual (EPI)
- Sempre useóculos de segurança resistentes a impactos (protege contra lascas e faíscas) e luvas resistentes a cortes (evita arranhões e ferimentos relacionados à vibração).
- Usarprotetores auriculares ou protetores auriculares quando o ruído excede 85 dB (por exemplo, operação de serra de corte ou serra de fita).
- Prenda cabelos longos e evite roupas/joias largas (evita que se enrosquem em peças móveis).
6.2Restrições de equipamento
- Não utilize lâminas de madeira ou alvenaria para vergalhões (dureza insuficiente, propensas a quebras e lançamento de detritos).
- Não corte vergalhões temperados (por exemplo, vergalhões protendidos, dureza > HRC30) com cortadores hidráulicos de vergalhões (risco de lascamento da lâmina ou danos à máquina).
- Não corte vergalhões de liga com uma serra de fita sem líquido de arrefecimento (isso causa superaquecimento rápido da lâmina e falha).
6.3Procedimentos de emergência
- Quebra de lâmina: Pare a máquina imediatamente, afaste-se pelo menos 5 m (evita fragmentos voadores) e limpe somente depois que todas as partes móveis pararem.
- Vazamento elétrico: Desligue a alimentação principal, desconecte o cabo com ferramentas isoladas e teste o sistema de aterramento (resistência ≤ 4Ω) antes de reiniciar.
- Cortes de mão: Enxágue o ferimento com soro fisiológico, desinfete com iodo e procure atendimento médico para cortes profundos (para receber uma vacina contra o tétano).
7.0Solução de problemas: problemas comuns e soluções
| Problema | Causa provável | Solução |
| Corte não perpendicular (> 0,5°) | Fixação frouxa, lâmina desalinhada, alimentação irregular | Reprenda a barra de reforço, calibre o alinhamento da lâmina e use um controlador de velocidade para alimentação constante |
| A lâmina/serra de fita se desgasta muito rápido | Tipo de lâmina errado, velocidade excessiva, refrigerante ruim | Substitua por uma lâmina específica para vergalhões, reduza a velocidade e ajuste a concentração/fluxo do líquido de arrefecimento |
| A barra de armadura se deforma após o corte | Mandíbulas cegas, força de corte excessiva | Afiar as mandíbulas, reduzir a força de avanço, inspecionar o material da armadura para verificar inconsistências de dureza |
| Barracas de corte de serras de fita | Baixa tensão da lâmina, aperto excessivo, baixa pressão hidráulica | Aumente a tensão da lâmina, reduza a pressão da braçadeira, complete o óleo hidráulico e verifique a pressão da bomba |
8.0Conclusão
A chave para o sucesso do corte de vergalhões é compatibilidade ferramenta-pessoa-tarefa + procedimentos padronizados:
- Cortes de emergência de pequeno diâmetro → Cortador manual de vergalhões
- Trabalho flexível no local → Serra de corte
- Processamento de alto volume → Máquina de corte de vergalhões
- Serra de fita para metal → vergalhões de precisão/grande diâmetro/liga
Independentemente da ferramenta, realize sempre verificações pré-operação, monitore o processo de perto e conclua a limpeza pós-operação. Priorize a segurança em todos os momentos para garantir eficiência, qualidade e bem-estar do operador.
9.0FAQ: Perguntas comuns sobre corte de vergalhões
P: Como escolher a ferramenta de corte correta para o diâmetro da minha barra de aço?
R: Combine a ferramenta com o tamanho da barra de reforço: use cortadores manuais para ≤16 mm (emergência/pequenos lotes); serras de corte elétricas portáteis/esmerilhadeiras angulares para ≤25 mm (trabalho no local); máquinas de corte de barras hidráulicas para ≥20 mm (processamento de alto volume); e serras de fita para metal para ≥30 mm ou barras de liga (necessidades de precisão).
P: O que devo fazer se as faíscas parecerem anormais ao usar uma serra de corte?
R: Pare a máquina imediatamente. Faíscas anormais (por exemplo, brilho repentino, distribuição irregular) geralmente indicam que a roda abrasiva está desalinhada, desgastada ou desencontrada (por exemplo, usando uma roda de marcenaria). Verifique se há rachaduras na roda, reaperte a porca do flange e confirme se está usando uma roda abrasiva específica para metal antes de reiniciar.
P: Por que minha serra de fita para metal durante o corte e como consertar isso?
R: A parada geralmente ocorre devido a três problemas: baixa tensão da lâmina (aumente para 25–32 N/mm², ajustada para cortes empilhados); fixação muito apertada (reduza a pressão para 5–8 MPa para pré-fixação e depois 12–15 MPa para corte); ou baixa pressão hidráulica (complete com óleo hidráulico e verifique a pressão da bomba).
P: Como posso garantir comprimentos de corte consistentes ao usar uma máquina de corte de vergalhões para trabalho em lote?
R: Primeiro, calibre o medidor de parada com uma amostra de comprimento padrão (erro de ± 0,5 mm). Durante o corte, certifique-se de que cada vergalhão esteja totalmente pressionado contra o medidor de parada (sem folgas). A cada 50 cortes, inspecione aleatoriamente 3 vergalhões para verificar a precisão do comprimento (erro admissível de ± 1 mm) — recalibre o medidor de parada se ocorrerem desvios.
P: Posso cortar vergalhões temperados (por exemplo, vergalhões protendidos) com um cortador de vergalhões hidráulico?
R: Não. Vergalhões temperados têm alta dureza (>HRC30), o que pode lascar a lâmina do cortador ou danificar o sistema hidráulico. Em vez disso, utilize uma serra de fita para metal com lâmina de carboneto (WC-Co ≥94%) e líquido de arrefecimento suficiente para vergalhões temperados/ligados.


