
- 1.0Por que as esferas de aço são tão importantes?
- 2.0Materiais usados na fabricação de esferas de aço
- 3.0Processo passo a passo de fabricação de esferas de aço
- 3.1Etapa 1: Corte de pedaços de aço
- 3.2Etapa 2: Formando a bola bruta
- 3.3Etapa 3: Remoção do Flash (Processo de Flashing)
- 3.4Etapa 4: Moagem suave (etapa opcional)
- 3.5Etapa 5: Tratamento térmico para dureza e resistência
- 3.6Etapa 6: Descalcificação (remoção da camada de óxido)
- 3.7Etapa 7: Retificação de precisão de esferas de aço endurecido
- 3.8Etapa 8: Lapidação – Superacabamento da superfície
- 3.9Etapa 9: Lavagem, inspeção e dimensionamento
- 3.10Graus e tolerâncias de esferas de aço
- 4.0Vídeo recomendado: Como as esferas de aço são feitas
- 5.0Normas Internacionais Aplicáveis para Esferas de Aço
- 6.0Controle de qualidade em todas as etapas
- 7.0Inovações modernas na fabricação de esferas de aço
- 8.0Perguntas Frequentes (FAQ)
- 9.0Conclusão
- 10.0Tabela 1: Tipos de esferas de aço
- 11.0Tabela 2: Principais propriedades e especificações
- 12.0Tabela 3: Padrões e Certificações da Indústria
Esferas de aço são alguns dos componentes mais importantes da indústria moderna. Embora pequenas, são vitais para permitir movimentos rotacionais suaves e precisos em uma ampla gama de sistemas mecânicos. De transmissões automotivas a instrumentos aeroespaciais, esferas de aço de precisão estão por toda parte.
1.0Por que as esferas de aço são tão importantes?
As esferas de aço servem como elementos rolantes em rolamentos de esferas e são amplamente utilizadas em:
- Rolamentos industriais e automotivos
- Componentes aeroespaciais que exigem extrema confiabilidade
- Motores elétricos e ferramentas elétricas
- Válvulas e sistemas de controle de fluxo
- Dispositivos de medição de alta precisão
- Eletrônicos, dispositivos médicos e muito mais
Sua função é simples, mas crítica: reduzir o atrito, distribuir cargas e manter o alinhamento preciso entre as peças rotativas.
2.0Materiais usados na fabricação de esferas de aço
O processo de fabricação começa com uma seleção criteriosa do material. A escolha do material depende dos requisitos do uso final.
2.1Os materiais comuns incluem:
- Aço cromado (AISI 52100)– Excelente dureza e resistência ao desgaste.
- Aço inoxidável (por exemplo, AISI 440C, 316, 420)– Utilizado em ambientes corrosivos ou propensos à umidade.
- Aço carbono– Econômico, utilizado em aplicações não críticas.
- Ligas Especiais– Para propriedades magnéticas, altas temperaturas ou aplicações especializadas.
O aço vem em forma de barra ou fio e é exaustivamente testado quanto à composição química e propriedades mecânicas antes do processamento.
3.0Processo passo a passo de fabricação de esferas de aço
3.1Etapa 1: Corte de pedaços de aço
O fio de aço é cortado em pequenos pedaços chamados lesmas, cada uma ligeiramente maior que a bola final. Isso garante material suficiente para moldagem e remoção de rebarbas nas etapas posteriores.


3.2Etapa 2: Formando a bola bruta
Esferas de aço podem ser formadas usando dois métodos principais, dependendo do tamanho, material e precisão necessários: direção fria e conformação a quente.
Encabeçamento a frio (conformação a frio)
No processo de recozimento a frio, pedaços de aço são prensados em esferas brutas (chamadas de bolas brutas) entre duas matrizes semiesféricas sob pressões de até 20 toneladas. O aço está em uma condição macia e recozida nesta etapa, facilitando a deformação sem rachaduras.
A recalque a frio não apenas molda o aço em uma forma esférica, mas também refina a estrutura interna dos grãos, melhorando sua resistência e estabilidade dimensional. Este método é amplamente utilizado na produção de esferas de aço de alta precisão para rolamentos, componentes automotivos e instrumentos de precisão, onde a consistência de tamanho e qualidade da superfície são essenciais.


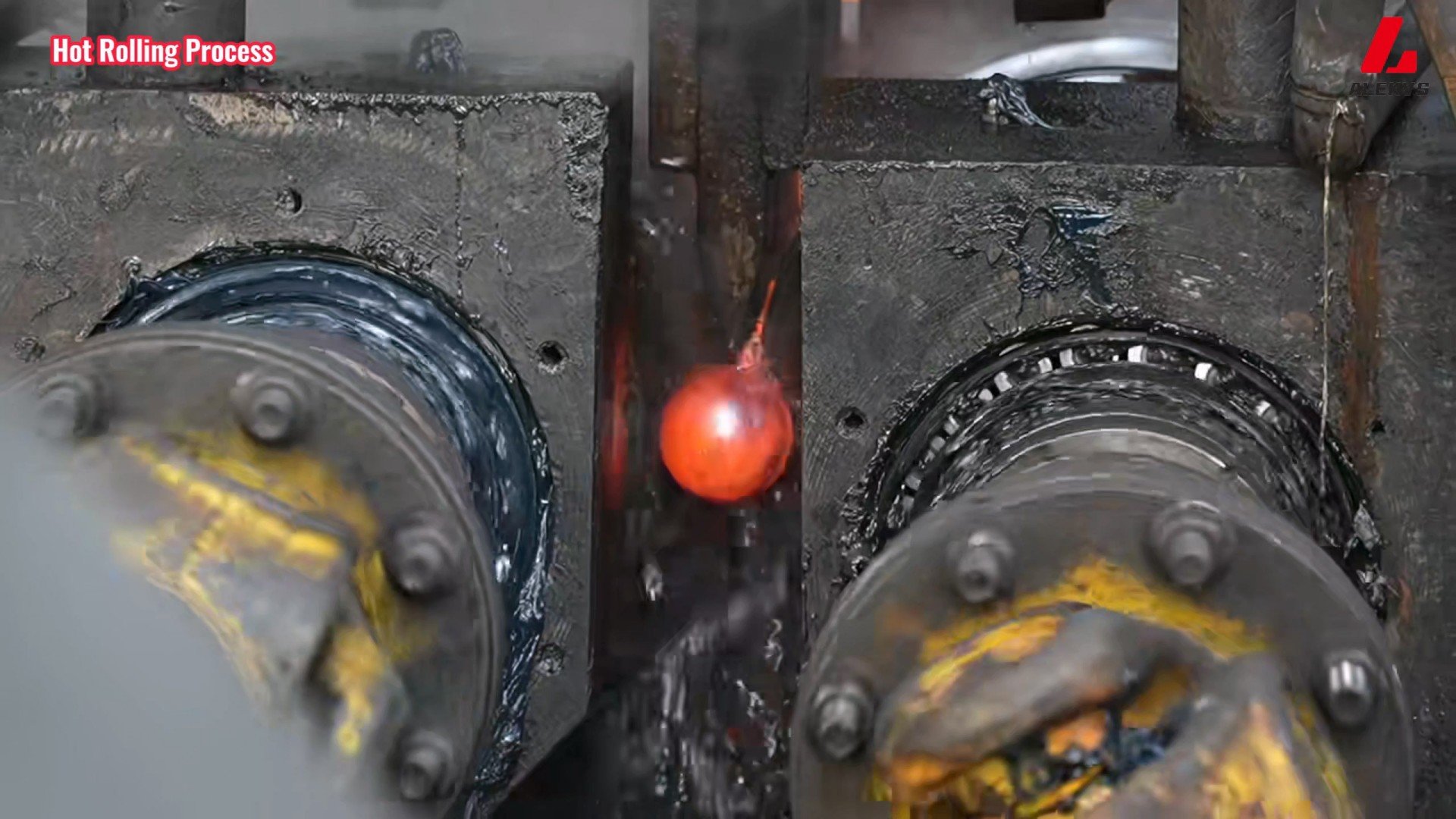
Conformação a quente (revestimento a quente ou laminação a quente)
Para esferas de aço maiores ou mais duras, a conformação a quente é comumente usada. Neste método, os pedaços de aço são aquecidos a uma temperatura tipicamente entre 900°C e 1200°C até que o material se torne suficientemente plástico. Os pedaços aquecidos são então forjados ou laminados entre matrizes de conformação para criar peças esféricas.
A conformação a quente é adequada para aços de alto carbono ou ligas, difíceis de deformar à temperatura ambiente. Também permite a produção econômica de esferas de maior diâmetro. No entanto, as esferas conformadas a quente geralmente requerem retificação e tratamento térmico adicionais para atingir a precisão e o acabamento superficial desejados. Este método é frequentemente utilizado para a produção de meios de moagem, componentes de máquinas industriais e outras aplicações onde tolerâncias ultra-rigorosas não são necessárias.

3.3Etapa 3: Remoção do Flash (Processo de Flashing)
As bolas cruas apresentam uma pequena crista ou excesso de material conhecido como clarão. Isso é removido usando duas placas de metal:
As bolas são roladas entre placas de ferro fundido que giram em direções opostas
Ou, uma placa gira enquanto a outra permanece parada
Esta operação remove a rebarba e melhora a circularidade, mas as esferas ainda não estão endurecidas ou dimensionalmente precisas.

3.4Etapa 4: Moagem suave (etapa opcional)
Em algumas fábricas, uma moagem suave O processo segue a fase de flashing. Ele utiliza uma roda abrasiva para afinar o formato enquanto o aço ainda está macio. Esta etapa prepara a esfera para o tratamento térmico, melhorando a uniformidade.
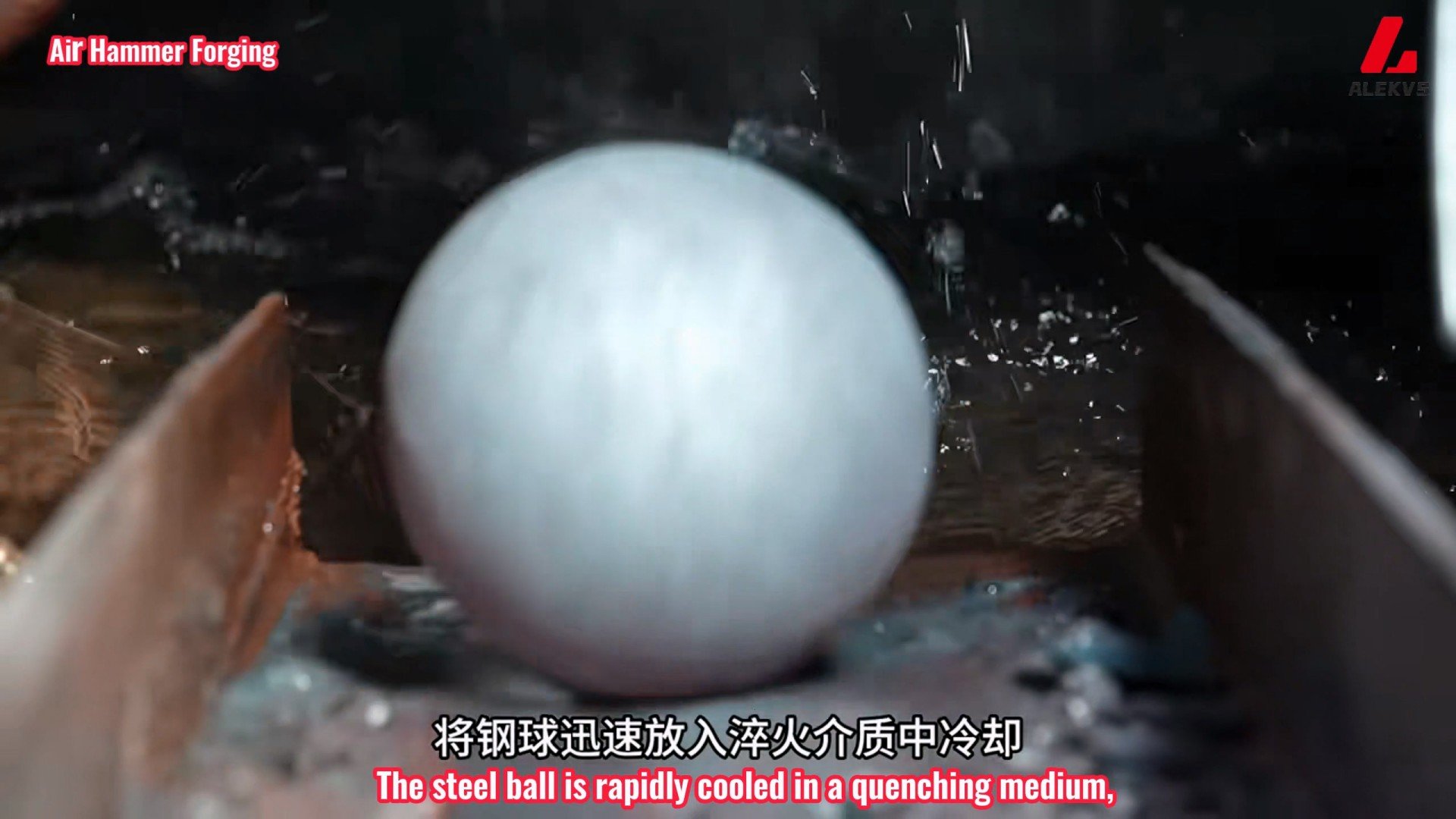
3.5Etapa 5: Tratamento térmico para dureza e resistência
As esferas de aço agora são tratadas termicamente para endurecê-las e fortalecê-las.
- Austenitização: As bolas são aquecidas a cerca de 1.500°F (815°C) para formar austenita.
- Têmpera: As bolas são resfriadas rapidamente em um banho de óleo para formar estruturas martensíticas duras.
- Têmpera: As bolas são reaquecidas para 325°F (160°C) para aliviar o estresse interno e reduzir a fragilidade.
Isso resulta em esferas de aço endurecidas com alta resistência ao desgaste e à fadiga.

3.6Etapa 6: Descalcificação (remoção da camada de óxido)

3.7Etapa 7: Retificação de precisão de esferas de aço endurecido
Esta etapa de moagem melhora ambos redondeza e precisão dimensional:
- As bolas são roladas entre uma roda de moagem giratória e uma placa de aço fixa
- Abrasivos finos removem pequenas quantidades de material
Esta etapa faz com que as bolas fiquem a poucos mícrons do seu tamanho final.
3.8Etapa 8: Lapidação – Superacabamento da superfície
Lapidação é um processo de acabamento de precisão onde as bolas são:
- Laminado entre duas placas de aço endurecido (uma fixa e outra girando lentamente)
- Exposto a uma pasta abrasiva fina
Isso remove irregularidades da superfície, obtendo um acabamento espelhado e tolerâncias até Ra 0,01 μm e variações de diâmetro < 0,1 μm.
3.9Etapa 9: Lavagem, inspeção e dimensionamento
Neste ponto, as esferas de aço estão:
- Lavado para remover resíduos de retificação e lapidação
- Inspecionado visualmente e mecanicamente para arranhões, rachaduras ou irregularidades
- Classificado e dimensionado baseado na precisão
3.10Graus e tolerâncias de esferas de aço
Graus de esferas de aço e padrões internacionais
Após a limpeza e a inspeção visual, as esferas de aço de precisão são classificadas em graus com base em tolerâncias rigorosas de circularidade, acabamento superficial e variação de diâmetro. A tabela a seguir define essas tolerâncias geométricas de acordo com os padrões da indústria:
| Nota | Unidade | Esfericidade | Variação do Diâmetro do Lote | Tolerância de diâmetro nominal | Rugosidade máxima da superfície (Ra) |
| G3 | em | 0.000003 | 0.000003 | ±0,00003 | 0,5 μpol |
| milímetros | 0.00008 | 0.00008 | ±0,0008 | 0,012 μm | |
| G5 | em | 0.000005 | 0.000005 | ±0,00005 | 0,8 μpol |
| milímetros | 0.00013 | 0.00013 | ±0,0013 | 0,02 μm | |
| G10 | em | 0.00001 | 0.00001 | ±0,0001 | 1,0 μpol |
| milímetros | 0.00025 | 0.00025 | ±0,0013 | 0,025 μm | |
| G25 | em | 0.000025 | 0.000025 | ±0,0001 | 2,0 μpol |
| milímetros | 0.0006 | 0.0006 | ±0,0025 | 0,051 μm | |
| G50 | em | 0.00005 | 0.00005 | ±0,0003 | 3,0 μpol |
| milímetros | 0.0012 | 0.0012 | ±0,0051 | 0,076 μm | |
| G100 | em | 0.0001 | 0.0001 | ±0,0005 | 5,0 μpol |
| milímetros | 0.0025 | 0.0025 | ±0,0127 | 0,127 μm | |
| G200 | em | 0.0002 | 0.0002 | ±0,001 | 8,0 μpol |
| milímetros | 0.005 | 0.005 | ±0,025 | 0,203 μm | |
| G1000 | em | 0.001 | 0.001 | ±0,005 | — |
| milímetros | 0.025 | 0.025 | ±0,127 | — |
4.0Vídeo recomendado: Como as esferas de aço são feitas
Para uma melhor compreensão do processo de fabricação, este vídeo oferece uma visão passo a passo de como as esferas de aço são conformadas, tratadas termicamente e acabadas. Assistir ao vídeo ajudará você a visualizar os métodos de produção discutidos neste artigo, incluindo técnicas de conformação a frio e a quente.
5.0Normas Internacionais Aplicáveis para Esferas de Aço
As esferas de aço para rolamentos de elementos rolantes devem atender aos padrões globais de precisão. Estes incluem:
- ABMA STD 10A– Esferas metálicas para rolamentos não retificados e outros usos
- ASTM F2215– Especificação para esferas ferrosas e não ferrosas em rolamentos e válvulas
- DIN 5401– Esferas para rolamentos e uso industrial em geral
- ISO 3290-1– Rolamentos — Esferas — Parte 1: Esferas de Aço
- JIS B 1501(JSA) – Rolamentos — Esferas
6.0Controle de qualidade em todas as etapas
Para garantir a confiabilidade, a produção de esferas de aço inclui:
- Teste de matéria-prima para composição e integridade mecânica
- Inspeções em andamento em cada passo (forma, tamanho, dureza)
- Ensaios não destrutivos(por exemplo, inspeção por correntes parasitas) para rachaduras ou falhas
- Testes destrutivos em lotes de amostra (por exemplo, testes de dureza, análise de microestrutura)
7.0Inovações modernas na fabricação de esferas de aço
A indústria continua a evoluir com:
- Automação e robótica para uma produção mais rápida e consistente
- Visão de máquina e controle de qualidade baseado em IA
- Fornos avançados de tratamento térmico com monitoramento em tempo real
- Novas tecnologias de revestimento(por exemplo, filmes anticorrosivos e autolubrificantes)
- Materiais híbridos como alternativas de aço revestido de cerâmica ou nitreto de silício
8.0Perguntas Frequentes (FAQ)
Q1: Quais materiais são usados para fazer esferas de aço?
O aço cromado (AISI 52100) é o mais comum, mas aço inoxidável, aço carbono e ligas especiais também são usados, dependendo da aplicação.
Q2: Quão redondas são as esferas de aço de precisão?
Bolas de alta qualidade (por exemplo, G5 ou G10) podem desviar-se de uma esfera perfeita em menos de 0,13 mícrons, oferecendo extrema precisão para aplicações de alto desempenho.
Q3: Qual é a finalidade do tratamento térmico de esferas de aço?
O tratamento térmico aumenta a dureza e a durabilidade, permitindo que as bolas suportem altas cargas e reduzam o desgaste nos sistemas mecânicos.
Q4: Qual é a diferença entre retificação e lapidação?
Moagem é um processo de moldagem, enquanto lapidação é um processo de polimento que melhora o acabamento da superfície e atinge tolerâncias rigorosas.
Q5: Quais são os graus de esferas de aço?
As esferas de aço são classificadas por grau (por exemplo, G5, G10, G100), o que indica o nível de precisão com base na circularidade, acabamento da superfície e variação de diâmetro.
9.0Conclusão
Embora pequeno, esferas de aço desempenham um papel fundamental no bom funcionamento das máquinas do mundo. Seu processo de fabricação é uma mistura de ciência metalúrgica, engenharia mecânica e automação moderna, resultando em componentes minúsculos que mantêm os motores girando, as turbinas funcionando e a tecnologia avançando.
Não importa se você está comprando esferas de aço ou simplesmente curioso sobre a fabricação industrial, entender esse processo revela quanta precisão e cuidado são necessários para fazer algo aparentemente tão simples.
10.0Tabela 1: Tipos de esferas de aço
As esferas de aço estão disponíveis em uma ampla gama de materiais, tamanhos e acabamentos, cada um projetado para atender a requisitos mecânicos, ambientais e de custo específicos. A tabela a seguir resume os principais tipos de esferas de aço, suas propriedades materiais e aplicações típicas, auxiliando engenheiros e projetistas a selecionar a opção mais adequada às suas necessidades.
| Categoria | Material / Tipo | Propriedades principais | Aplicações típicas |
| Aço cromado | AISI 52100 | Dureza 60–67 HRC, excelente resistência ao desgaste, boa estabilidade dimensional, alta capacidade de carga | Rolamentos, componentes automotivos, instrumentos de precisão |
| Aço inoxidável | AISI 316 | Austenítico, excelente resistência à corrosão, não magnético | Ambientes marinhos, equipamentos de processamento químico |
| AISI 420 | Martensítico, dureza 50–55 HRC, equilíbrio entre dureza e resistência à corrosão | Processamento de alimentos, equipamentos médicos | |
| AISI 440C | Martensítico de alto carbono, dureza 58–65 HRC, boa resistência à corrosão | Rolamentos de alto desempenho, aplicações aeroespaciais | |
| Aço carbono | 1010, 1055, 1085 | Baixo custo, vários teores de carbono, dureza menor que o aço cromado | Brinquedos, rolamentos de baixa carga, uso industrial geral |
| Ligas especiais | Aço para ferramentas (M50) | Resistência a altas temperaturas | Aeroespacial, máquinas de alta velocidade |
| Ligas de níquel | Resistência extrema à corrosão | Processamento químico, aplicações marítimas | |
| Latão e bronze | Anti-faíscas, decorativo | Acessórios decorativos, ambientes especiais de segurança |
Graus de tamanho e precisão
As esferas de aço são fabricadas em vários tamanhos e graus de precisão para atender a diferentes requisitos de desempenho.
| Faixa de tamanho (diâmetro) | Aplicações típicas | Grau de precisão | Exemplo de tolerância (esfera de 10 mm) |
| 0,2–25,4 mm | Rolamentos de precisão, instrumentos | 3ª série | ±0,08 μm |
| 0,2–25,4 mm | Rolamentos de alta qualidade, automotivos | 5ª série | ±0,13 μm |
| 0,2–50 mm | Aplicações industriais gerais | 10ª série | ±0,25 μm |
| 25–150 mm | Equipamentos industriais pesados | Grau 16+ | ±0,5 μm ou superior |
Acabamentos e tratamentos de superfície
O acabamento e os tratamentos de superfície influenciam significativamente a resistência ao desgaste, o atrito e a proteção contra corrosão, tornando-os essenciais para o desempenho em aplicações exigentes.
| Tratamento / Acabamento | Finalidade / Efeito | Materiais aplicáveis |
| Passivação | Aumenta a resistência à corrosão | Bolas de aço inoxidável |
| Fosfatização | Revestimento resistente ao desgaste | Esferas de aço carbono |
| PVD – TiN (Nitreto de Titânio) | Aumenta a dureza e a resistência ao desgaste | Aço cromado, aço inoxidável |
| PVD – DLC (Carbono Tipo Diamante) | Reduz o atrito, alta resistência ao desgaste | Aplicações de alto desempenho |
| Rugosidade da superfície (Ra) | 0,02 μm (espelho) – 0,25 μm (padrão); mais suave = menor atrito e ruído | Todos os materiais |
| Propriedades magnéticas | O aço cromado é ferromagnético; o aço inoxidável AISI 316 não é magnético | Depende das necessidades da aplicação |
11.0Tabela 2: Principais propriedades e especificações
O desempenho das esferas de aço depende de diversas propriedades críticas, incluindo dureza, resistência à corrosão, capacidade de carga e precisão dimensional. A tabela a seguir fornece uma visão geral dessas especificações principais para auxiliar na seleção de esferas de aço para condições operacionais específicas.
| Propriedade | Valores típicos / Intervalo | Fatores de influência | Notas |
| Dureza | 52100: 60–67 HRC; 420: 50–55 HRC; 440C: 58–65 HRC | Material, tratamento térmico | Maior dureza = melhor resistência ao desgaste e capacidade de carga |
| Resistência ao desgaste | Excelente em aço cromado; aprimorado por PVD ou nitretação | Dureza, composição do material, acabamento superficial | Testado por abrasão Taber ou métodos semelhantes |
| Resistência à corrosão | 316: Excelente; 440C: Bom; 52100: Limitado | Composição da liga, tratamentos de superfície, meio ambiente | Use passivação, revestimento de óleo ou revestimentos especiais para proteção extra |
| Capacidade de carga | Maior em aço cromado; depende do tamanho e da dureza | Dureza do material, diâmetro, lubrificação | Inclui cargas estáticas e dinâmicas; afeta a vida útil da fadiga |
| Vida de fadiga | Alto teor de aço cromado de precisão | Qualidade do material, acabamento da superfície, condições operacionais | Crítico para operação contínua ou de alta velocidade |
| Resistência à temperatura | 52100: –20°C a 120°C; 440C: –30°C a 200°C; M50: até 315°C | Material e tratamento térmico | Altas temperaturas reduzem a dureza; baixas temperaturas podem aumentar a fragilidade |
| Precisão dimensional | Grau 3: ±0,08 μm; Grau 5: ±0,13 μm; Grau 10: ±0,25 μm | Processo de fabricação, grau de precisão | Crítico para rolamentos e instrumentos |
| Redondeza | Mais apertado que a tolerância de diâmetro; Grau 5 ≈ 0,13 μm | Fabricação de precisão | Afeta a operação suave e o nível de ruído |
| Acabamento de superfície (Ra) | 0,02 μm (espelho) – 0,25 μm (padrão) | Métodos de retificação e polimento | Mais suave = atrito e ruído reduzidos |
| Uniformidade do lote | Dureza, tamanho e circularidade consistentes dentro do lote | Controle de qualidade rigoroso | Importante para aplicações multiesferas (por exemplo, rolamentos) |
12.0Tabela 3: Padrões e Certificações da Indústria
A conformidade com os padrões reconhecidos garante qualidade, desempenho e intercambialidade consistentes das esferas de aço de diferentes fabricantes e aplicações. A tabela a seguir destaca os principais padrões e certificações do setor relevantes para esferas de aço.
| Padrão / Certificação | Escopo | Requisitos principais | Indústria/Aplicações típicas |
| ABMA 10-1989 | Esferas de aço em geral | Graus, tolerâncias dimensionais, acabamento superficial; 0,397–150 mm | Rolamentos, indústria em geral |
| ABMA 12.1-2001 | Rolamentos de instrumentos | Tolerâncias rigorosas para bolas de alta precisão | Instrumentos aeroespaciais, dispositivos de precisão |
| ABMA 12.2-2001 | Rolamentos miniatura e extrapequenos | Precisão dimensional para bolas minúsculas | Eletrônica, microrolamentos |
| ISO 3290-1:2014 | Esferas de aço acabadas | Tamanho, circularidade, qualidade da superfície, métodos de teste | Rolamentos de precisão, aplicações globais |
| ISO 9001:2015 | Sistema de gestão da qualidade | Qualidade de fabricação consistente | Todas as indústrias |
| ISO 14001:2015 | Gestão ambiental | Práticas de produção sustentáveis | Cada vez mais importante em todos os setores |
| ASTM A295 | Aço de rolamento de alto carbono | Composição química, tratamento térmico | Rolamentos industriais e automotivos |
| ASTM A756 | Propriedades magnéticas | Especifica as características magnéticas da esfera de aço | Eletrônicos, sensores |
| ASTM F2235 | Bolas de aço inoxidável | Propriedades mecânicas, requisitos de qualidade | Rolamentos, alimentos e equipamentos médicos |
| AS9100 | Gestão da qualidade aeroespacial | Requisitos rigorosos de produção e documentação | Aeroespacial e defesa |
| NADCAP | Processos especiais aeroespaciais | Acreditação para tratamento térmico, revestimento | Fabricantes aeroespaciais |
| IATF 16949 | Gestão da qualidade automotiva | PPAP e aprovação de qualidade de produção | Rolamentos e componentes automotivos |
| ISO 13485 | Qualidade de dispositivos médicos | Conformidade com os padrões médicos | Equipamentos médicos |
| Conformidade com a FDA | Aprovação regulatória | Necessário para componentes de uso médico | Dispositivos médicos |
| MIL-STD-1835 | Componentes de precisão militar | Padrões de materiais e travamento de precisão | Aplicações militares e de defesa |
| ISO 4288:1996 | Medição da rugosidade da superfície | Regras para avaliação de Ra | Todas as indústrias que exigem acabamento de superfície preciso |
| ISO 6508 / ASTM E18 | Teste de dureza Rockwell | Métodos de medição de dureza | Controle de qualidade em todos os setores |
| ASTM E10 | Teste de dureza Brinell | Método alternativo de medição de dureza | Controle de qualidade industrial |