- 1.0O que são operações de conformação de metais?
- 2.0O que é tosquia?
- 3.0O que é mordiscar?
- 4.0O que é flexão?
- 5.0O que é desenho?
- 6.0O que é relevo?
- 7.0O que está se formando?
- 8.0O que é cunhagem (compressão)?
- 9.0Compreendendo a mecânica de flexão e métodos comuns
- 10.0Fatores importantes na flexão: tolerância de flexão, retorno elástico e força
- 11.0Operações de Desenho: Produção de Formas Ocas a Partir de Chapas Metálicas Planas
- 12.0Conclusão
- 13.0Perguntas frequentes
A fabricação de chapas metálicas é um pilar fundamental da manufatura moderna, amplamente utilizada nas indústrias automotiva, aeroespacial, de construção e de eletrodomésticos. Compreender os processos principais — como cisalhamento, mordiscagem, dobra, trefilação, estampagem e cunhagem — é essencial para engenheiros e fabricantes que buscam otimizar a eficiência da produção e a qualidade do produto.
1.0O que são operações de conformação de metais?
As operações de conformação de metais envolvem moldar o material sem removê-lo, o que significa que não há desperdício. A chapa metálica é tensionada além do seu limite elástico, mas permanece abaixo da sua resistência máxima, garantindo que assuma uma forma nova e permanente.
As operações comuns de conformação de metais incluem:
- Dobrando
- Desenho
- Relevo
- Formando
- Cunhagem (também conhecida como compressão)
2.0O que é tosquia?
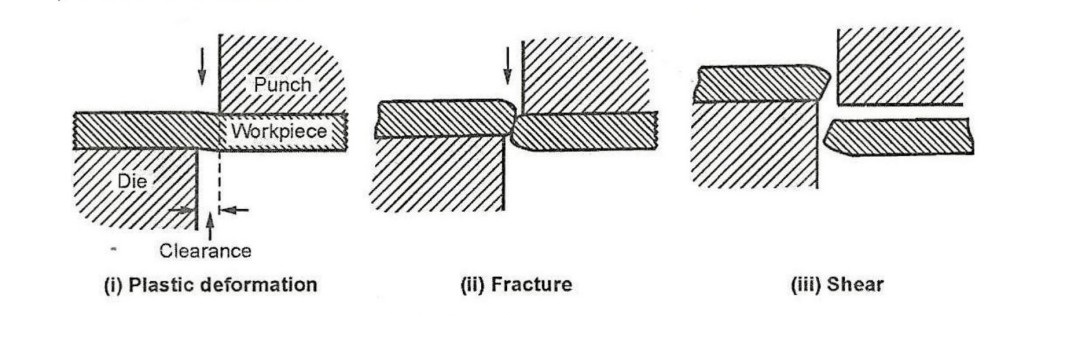
O cisalhamento é um processo usado para cortar linhas retas em chapas, tiras ou barras de metal. Consiste em três etapas principais:
- Deformação plástica
- Fratura (propagação de fissuras)
- Cisalhamento (separação de materiais)
Quando uma peça metálica é colocada entre as lâminas superior e inferior de uma máquina de corte e é aplicada pressão, o material sofre primeiramente uma deformação plástica. À medida que a pressão aumenta, começam a se formar fissuras nas arestas de corte das lâminas. Essas fissuras então se propagam e se encontram, causando o cisalhamento do material.
Máquinas de corte—variando de modelos manuais a hidráulicos e mecânicos—são usados para executar esse processo de forma eficiente e precisa, especialmente em aplicações industriais ou de alto volume.
3.0O que é mordiscar?
A nibbling é normalmente usada como um substituto para a estampagem. É projetada para cortar peças planas de chapas metálicas e é adequada para formas que variam de contornos simples a complexos. Este processo é usado principalmente para produzir pequenas quantidades de componentes.
4.0O que é flexão?
A dobra é um processo no qual uma chapa metálica reta é transformada em uma forma curva. Durante a dobra, o material é submetido a tensões de tração e compressão, resultando em deformação plástica além do limite elástico, mas abaixo da resistência máxima.
Os tipos comuns de flexão incluem:
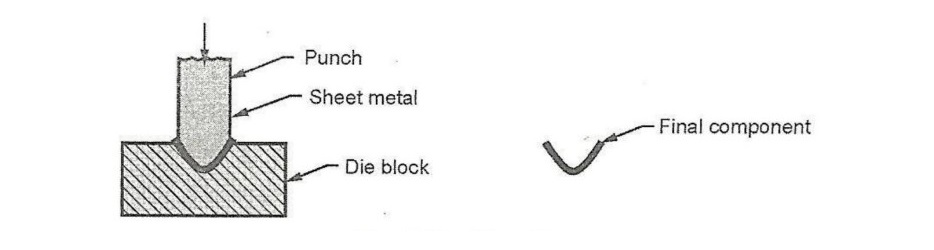
- Curva em U
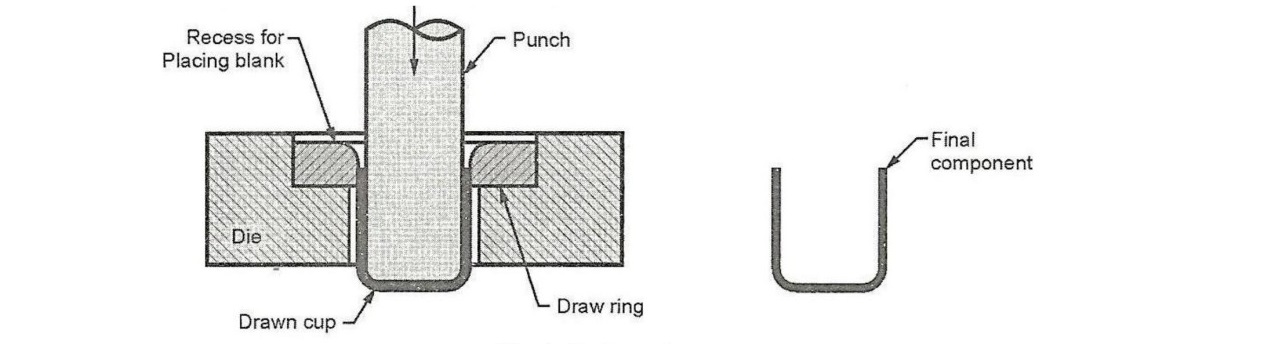
A dobra em U (também chamada de dobra de canal) utiliza uma cavidade de matriz em forma de “U”, resultando em um componente com perfil em forma de U. Esta operação é comumente realizada usando uma prensa de freio máquina equipado com matrizes em forma de U. - Dobra em V
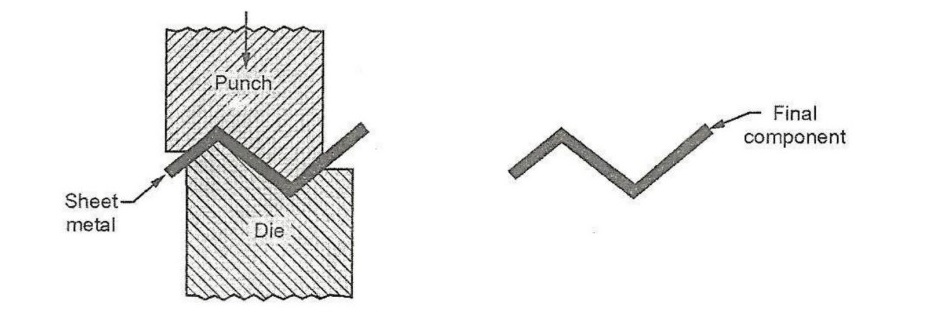
A dobra em V utiliza um punção em forma de cunha e uma matriz em V. O ângulo do V pode variar de agudo a obtuso, incluindo 90°. É uma das técnicas de dobra mais utilizadas em operações de prensa dobradeira devido à sua versatilidade e precisão. - Ângulo de flexão
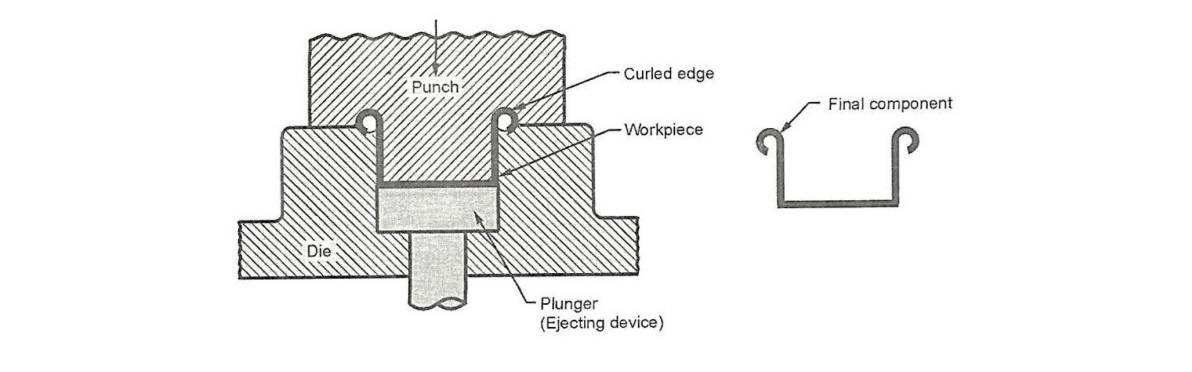
Dobramento em ângulo é um termo geral para dobrar chapas metálicas em ângulo agudo. Também pode ser realizado usando um prensa de freio, dependendo da geometria e do ângulo necessário. - Ondulação
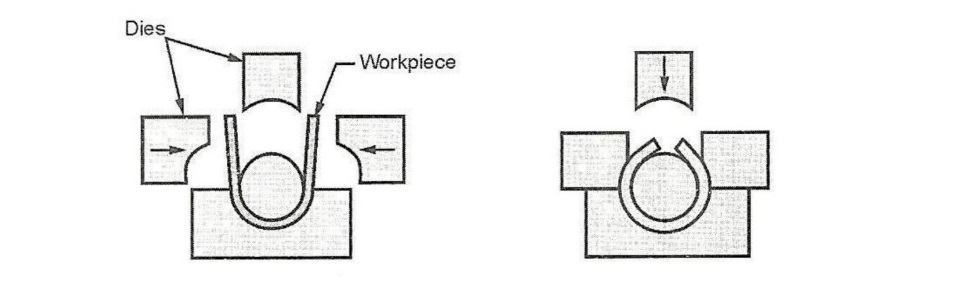
A curvatura envolve a curvatura da borda de uma chapa metálica em torno de uma forma. Tanto o punção quanto a matriz contêm cavidades parciais para moldar o material. Após a operação, o punção se retrai e a peça é ejetada por meio de um êmbolo. Este método é usado na fabricação de tambores, panelas, potes e itens similares. - Dobramento de rolos
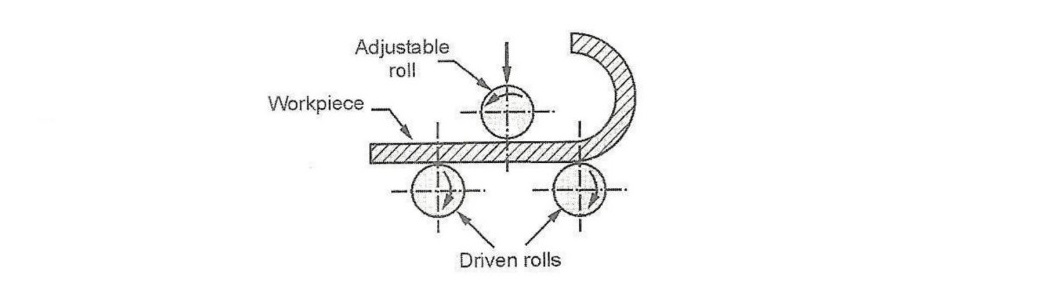
A dobra por rolos utiliza um conjunto de rolos para dobrar gradualmente grandes peças de chapa metálica em seções curvas. É comumente usada na fabricação de grandes tanques de armazenamento, vasos de pressão, tubos e componentes estruturais. - Dobra em uma máquina de 4 lâminas
Este método é usado para peças relativamente curtas. Essas máquinas variam em design e utilizam movimentos verticais e laterais da matriz para formar formas complexas. - Dobramento de arestas
A dobra de borda envolve carga em balanço, onde uma almofada de pressão segura a peça de trabalho contra a matriz enquanto um punção força o metal a se dobrar sobre a borda. Imprensa freios Máquinas equipadas com matrizes de limpeza também podem realizar esse tipo de dobra. A dobra de bordas normalmente se limita a ângulos de 90° ou menos, embora matrizes de limpeza possam ser projetadas para ângulos maiores.
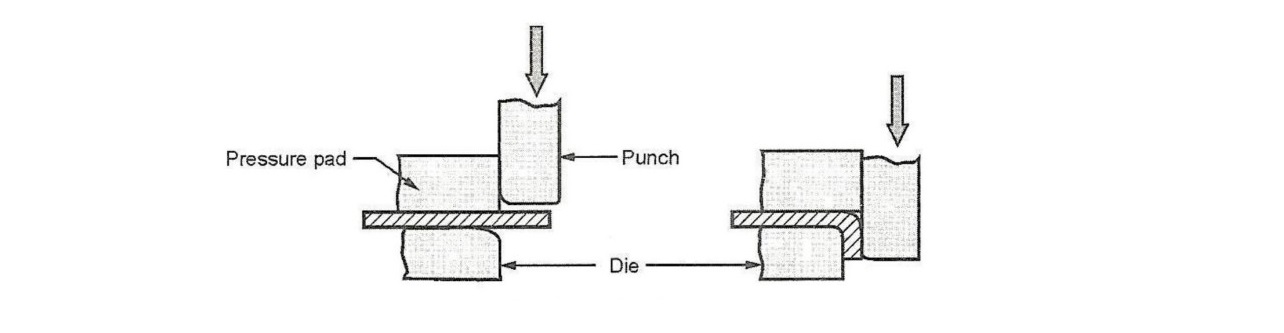
Devido à complexidade das almofadas de pressão e matrizes de limpeza, esse método é mais caro, mas adequado para produção em alto volume.
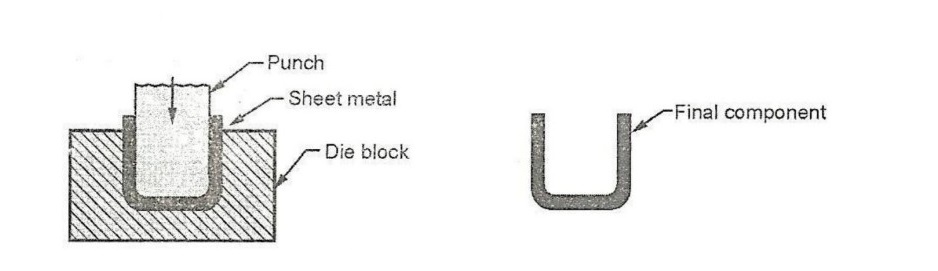
5.0O que é desenho?
A trefilação é um processo no qual um punção força uma chapa metálica plana na cavidade de uma matriz, fazendo com que o material flua plasticamente e assuma um formato semelhante a um copo. É usado para criar peças ocas a partir de chapas planas.
6.0O que é relevo?
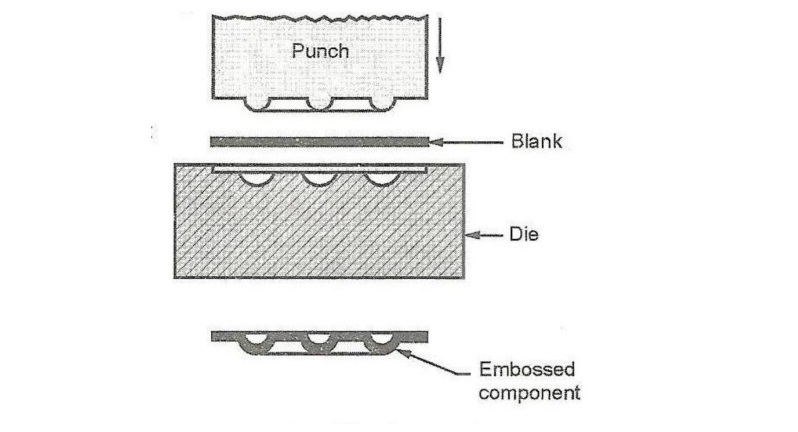
A gravação em relevo é usada para criar desenhos em relevo ou rebaixados em chapas metálicas para fins decorativos ou funcionais. Pode ser usada para imprimir logotipos, marcas registradas, números de peças ou outras marcas de identificação.
7.0O que está se formando?
Na conformação, o metal é tensionado além do seu limite de escoamento para que mantenha permanentemente uma nova forma, reproduzindo diretamente o contorno do punção e da matriz. Ao contrário da trefilação, não há fluxo significativo de metal. Este processo é usado na fabricação de itens como painéis de portas, móveis de aço e carrocerias de aeronaves.
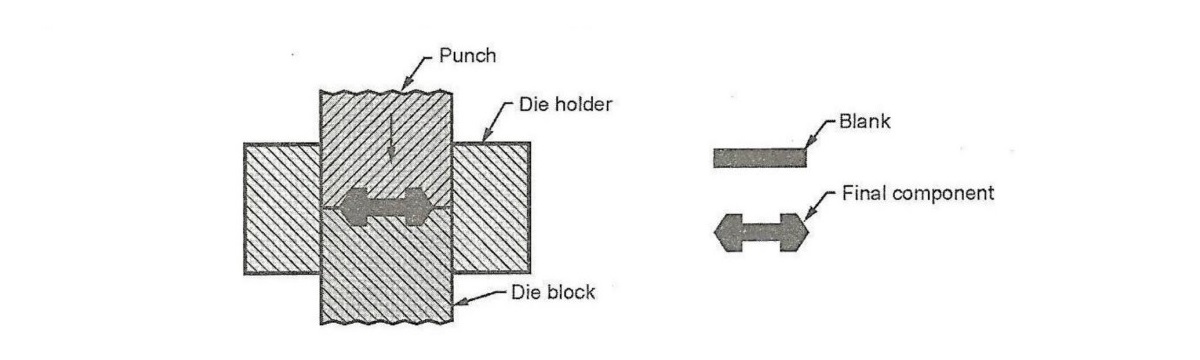
8.0O que é cunhagem (compressão)?
A cunhagem é um processo de conformação de precisão no qual uma peça metálica é colocada entre um punção e uma matriz, sob alta pressão. O metal flui plasticamente a frio, preenchendo completamente a cavidade da matriz. Esse processo é usado para produzir moedas, medalhas e componentes ornamentais com finos detalhes superficiais.
9.0Compreendendo a mecânica de flexão e métodos comuns
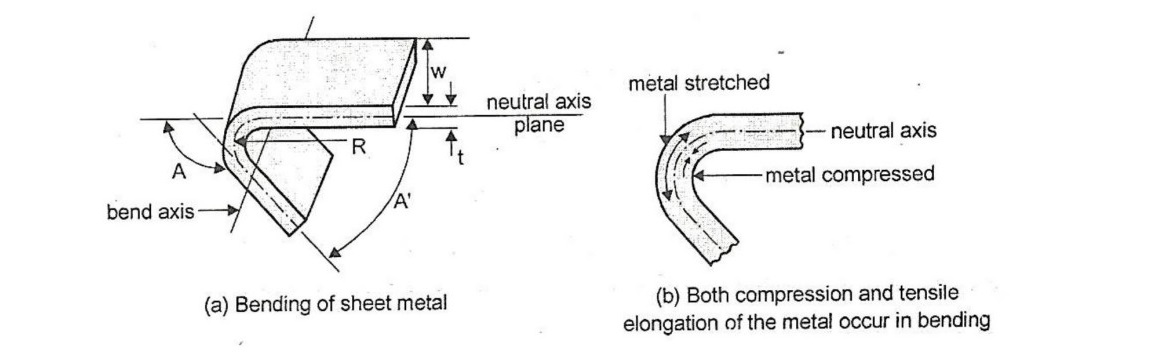
Na dobra de chapas metálicas, o metal é deformado em torno de um eixo reto. O material na parte interna da dobra é comprimido, enquanto o material na parte externa é esticado. O metal é deformado plasticamente para que a dobra mantenha sua forma após a remoção da tensão. A dobra geralmente não altera significativamente a espessura do material.
Dois métodos comuns de dobra são:
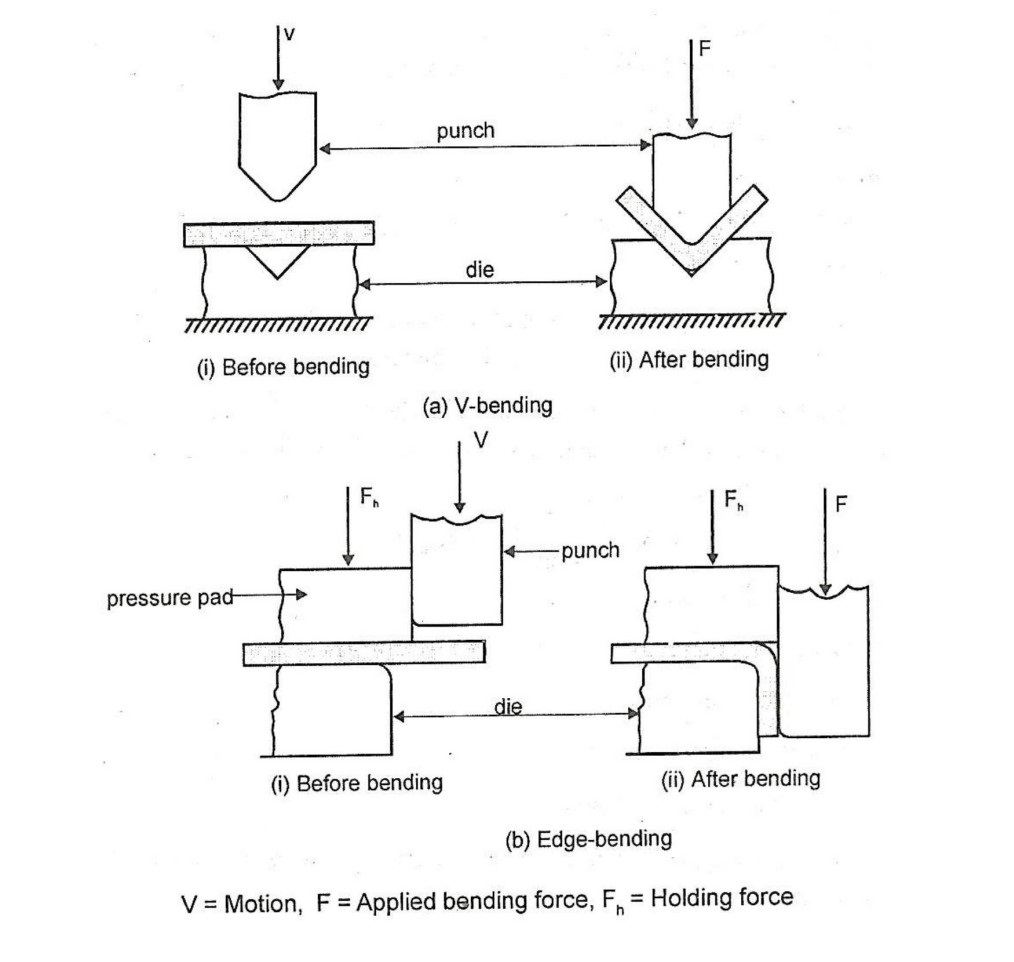
- Dobra em V: Realizado com um punção e matriz em forma de V, este método permite uma gama de ângulos de curvatura, de agudos a obtusos. Geralmente é usado para aplicações de baixa produção e frequentemente executado em uma prensa dobradeira. Matrizes em V são relativamente simples e baratas.
- Dobramento de arestas: Este método utiliza uma almofada de pressão para segurar a base da peça de trabalho enquanto um punção dobra a chapa sobre a borda da matriz. A dobra de bordas é limitada a ângulos de 90° ou menos, a menos que matrizes de limpeza mais complexas sejam utilizadas. Essas matrizes são mais caras do que as matrizes em V, mas são adequadas para produção em larga escala.
10.0Fatores importantes na flexão: tolerância de flexão, retorno elástico e força
Tolerância de curvatura
Quando o raio de curvatura é pequeno em relação à espessura do material, o material tende a se esticar durante a dobra. Estimar com precisão esse alongamento é essencial para garantir que a peça final atenda às especificações de projeto. A tolerância de curvatura (BA) é o comprimento estimado do eixo neutro antes da dobra e leva em conta a elasticidade do material. Ela pode ser calculada usando a fórmula geral:
BA = (π/180) × A × (R + K × t)
Onde:
- BA = Tolerância de curvatura (em mm)
- A = Ângulo de curvatura (graus)
- R = Raio de curvatura interno (mm)
- t = Espessura do estoque (mm)
- K = Fator para estimar a localização do eixo neutro (comumente entre 0,33–0,5, dependendo do material e das condições de curvatura)

O alongamento normalmente ocorre quando o raio de curvatura é pequeno comparado à espessura da chapa.
Retorno elástico
Após a liberação da pressão de flexão, a energia elástica armazenada no material causa uma recuperação parcial à sua forma original — isso é chamado de retorno elástico. É definido como o aumento do ângulo de entrada da peça dobrada em comparação com o ângulo da ferramenta após a descarga.
SB = θ₁ – θ₂
Onde:
- SB = Retorno elástico (graus)
- θ₁ = Ângulo incluso da peça de chapa metálica após a flexão
- θ₂ = Ângulo incluso da ferramenta de conformação
Força de flexão
A força necessária para a flexão depende de fatores como a geometria do punção e da matriz, a resistência do material, a espessura da chapa e a largura da peça. A força máxima de flexão pode ser estimada com:
F = (Kbf × TS × ω × t²) / D
Onde:
- F = Força de flexão (N)
- TS = Resistência à tração do material (MPa)
- ω = Largura da peça (mm)
- t = Espessura da chapa (mm)
- D = Dimensão da abertura da matriz (mm)
- Kbf = Coeficiente de força de flexão
- 33 para dobra em V
- 33 para dobra de bordas
11.0Operações de Desenho: Produção de Formas Ocas a Partir de Chapas Metálicas Planas
A trefilação é um processo de conformação de chapas metálicas usado para criar peças em formato de copo, caixa ou outras peças ocas. Uma chapa metálica plana é colocada sobre a cavidade de uma matriz e inserida nela com um punção. Um suporte de chapa mantém o material no lugar durante a operação.
Aplicações típicas incluem:
- Latas de bebidas
- Cartuchos de munição
- Pias e utensílios de cozinha
- Painéis de automóveis
Mecânica e Etapas da Estampagem Profunda
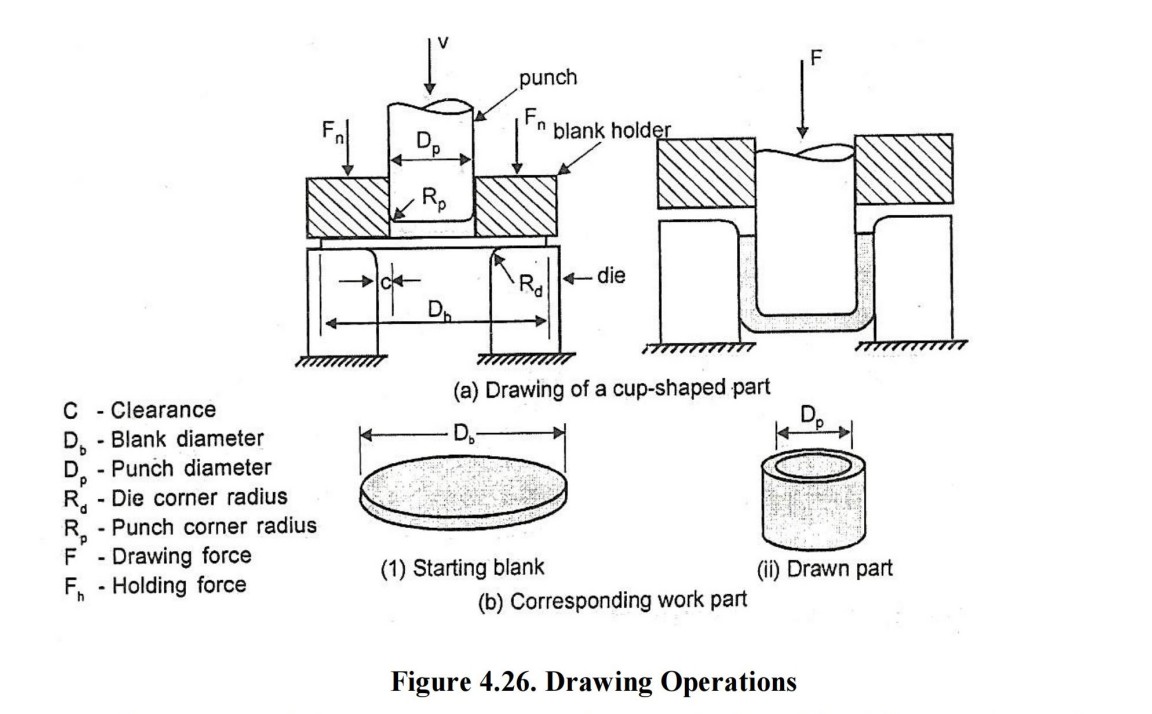
No processo básico de extração de xícaras:
Um blank de diâmetro Db é desenhado usando um punção de diâmetro Dp.
O punção e a matriz têm raios de canto (Rp e Rd) para evitar rasgos.
Uma folga C é fornecida entre o punção e a matriz:
C ≈ 1,1 × t
Duas forças são aplicadas:
Força de punção (F) para deformação
Força de retenção (Fh) para controlar o fluxo de metal
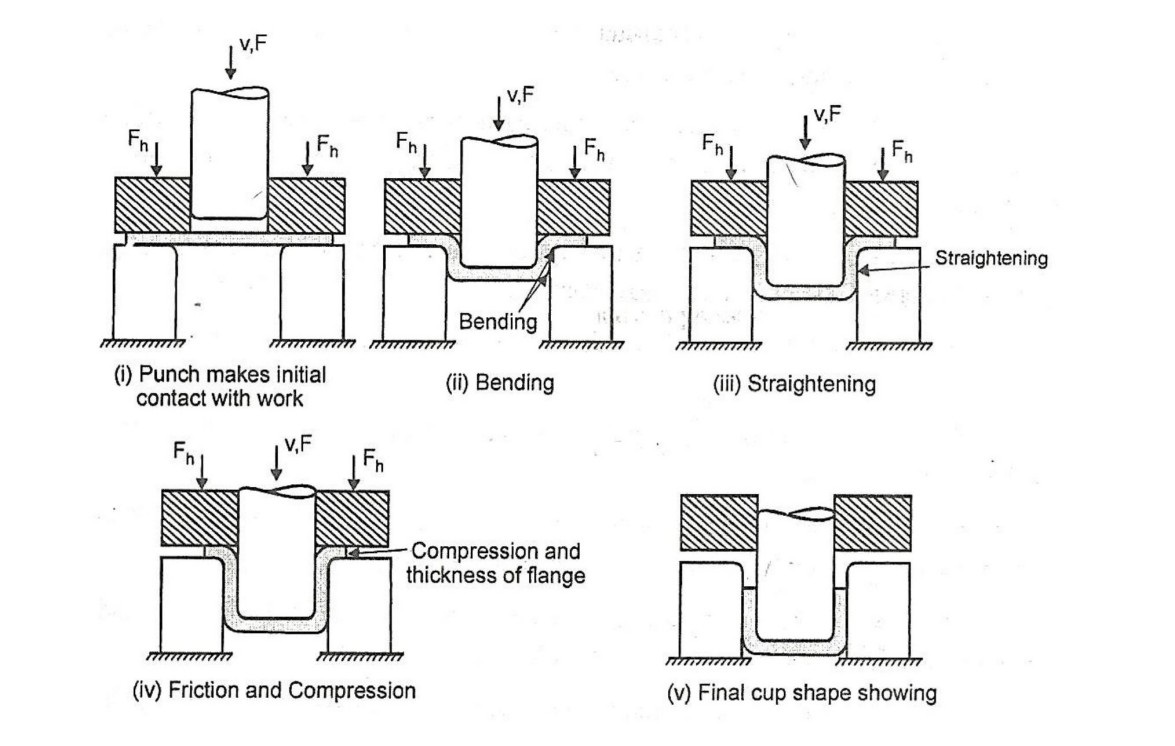
Os estágios da estampagem profunda incluem:
Contato inicial – O metal é dobrado sobre o raio da matriz e do punção.
Endireitamento – Áreas previamente dobradas se endireitam à medida que são puxadas para dentro da matriz.
Trefilação e compressão – O material flui do flange para a cavidade da matriz.
O atrito (estático → dinâmico) resiste ao fluxo.
A compressão no flange causa espessamento e possível enrugamento.
Desenho contínuo – O punção continua para baixo, puxando o metal para dentro da matriz.
Pode ocorrer afinamento na parede do cilindro.
O equilíbrio entre a força do retentor e o atrito é fundamental.
Geralmente é necessária lubrificação.
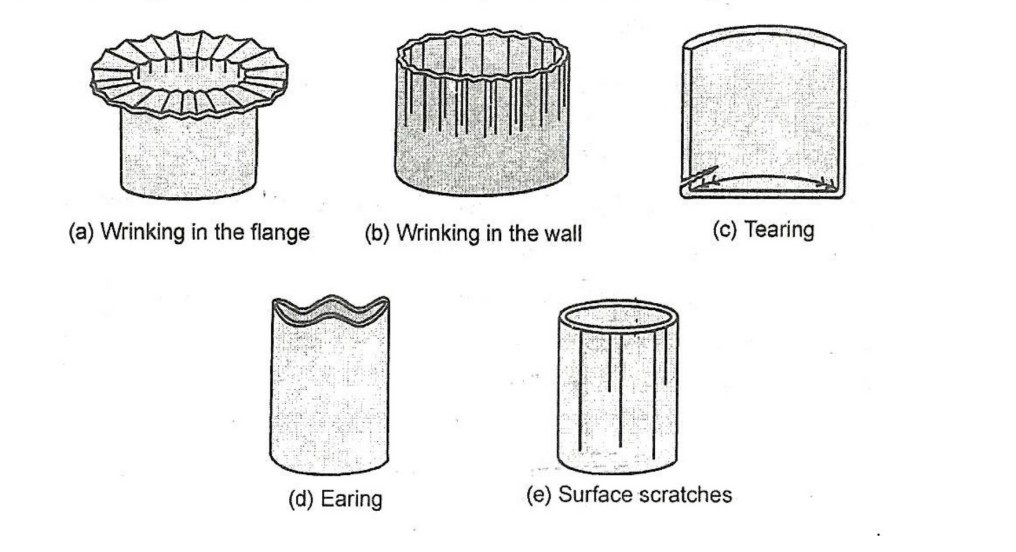
Defeitos comuns em desenho
- Enrugamento no flange: sulcos radiais devido à flambagem compressiva.
- Enrugamento na parede: rugas no flange puxadas para dentro da parede vertical.
- Rasgo: Fissuras abertas perto da base devido à alta tensão de tração.
- Earing: Bordas irregulares (orelhas) devido à anisotropia da folha.
- Arranhões superficiais: causados por superfícies ásperas da matriz ou lubrificação deficiente.
Operações de conformação por estiramento: grandes chapas contornadas para a indústria aeroespacial e automotiva
A conformação por estiramento cria chapas grandes e precisamente contornadas ao esticar o metal além do seu limite elástico sobre um bloco de forma.
O retorno elástico é uma questão fundamental, influenciada por:
- Tipo de material
- Grossura
- Dureza
- Raio de curvatura (raio maior causa maior retorno elástico)
Métodos para reduzir o retorno elástico
Alongamento excessivo usando blocos de forma em V
Ajuste de cantos: Cunhando os cantos para liberar o estresse elástico residual
Métodos de conformação por estiramento
Método de bloco de formulário
A peça bruta é esticada sobre um único bloco de forma (matriz macho).
Método de matriz de acasalamento
Utiliza matrizes macho e fêmea para maior precisão e repetibilidade.
12.0Conclusão
Em resumo, processos de chapas metálicas como cisalhamento, mordiscagem, dobra, trefilação, estampagem e cunhagem desempenham papéis vitais na transformação de chapas metálicas em componentes funcionais e precisos.
Um conhecimento profundo da mecânica e das variáveis que afetam esses processos — incluindo tolerância de dobra, retorno elástico e projeto de ferramentas — permite que os fabricantes minimizem defeitos e otimizem a produção. Seja produzindo peças planas simples ou complexas,
Painéis contornados: dominar essas técnicas é fundamental para o sucesso na fabricação de chapas metálicas.
13.0Perguntas frequentes
Q1: Qual é a principal diferença entre dobra e trefilação na fabricação de chapas metálicas?
A1: A dobra altera a forma ao deformar plasticamente o metal em torno de um eixo sem fluxo significativo de material, enquanto a trefilação envolve puxar o material para dentro de uma cavidade da matriz, causando um fluxo plástico que forma formas ocas.
Q2: Como o retorno elástico pode ser minimizado durante a flexão?
A2: O retorno elástico pode ser reduzido por meio de flexão excessiva, seleção de ferramentas apropriadas, uso de material com menos elasticidade e aplicação de cálculos adequados de tolerância de dobra durante o projeto.
Q3: Quando é preferível mordiscar em vez de tapar?
A3: A mordiscagem é preferível para cortar contornos complexos ou pequenas tiragens de produção, onde matrizes de corte seriam caras ou impraticáveis.
P4: O que causa rugas durante a estampagem profunda e como elas podem ser prevenidas?
A4: Rugas resultam de tensões compressivas na área do flange. Elas podem ser minimizadas pela otimização da força do blankholder, da lubrificação e da geometria da ferramenta.
Q5: Por que a lubrificação é importante nos processos de conformação e trefilação?
A5: A lubrificação reduz o atrito entre a chapa metálica e a ferramenta, evitando danos à superfície, desgaste excessivo da ferramenta e defeitos como rasgos ou enrugamento.