

Introdução
A fabricação de chapas metálicas é essencial para uma ampla gama de processos de fabricação, desde a criação de brinquedos simples até componentes complexos de aeronaves. Apesar de seu amplo uso, entender como esse processo funciona é crucial. Este artigo fornece uma visão geral detalhada das técnicas e materiais envolvidos na fabricação de chapas metálicas.
1.0O que é fabricação de chapas metálicas?
A fabricação de chapas metálicas é o processo de moldar chapas metálicas planas em peças e produtos desejados por meio de operações como corte, dobra, curvatura e montagem.
Os materiais comuns utilizados incluem aço, alumínio, aço inoxidável, latão, cobre e zinco. A espessura da chapa metálica normalmente varia de 0,006 a 0,25 polegadas. Calibres mais grossos são adequados para aplicações pesadas, enquanto chapas mais finas são mais indicadas para aplicações que exigem maleabilidade.
O processo de fabricação começa com uma fase de projeto completa para definir especificações, seguida por diversas técnicas básicas. Essas técnicas podem ser agrupadas em quatro categorias principais:
- Corte
- Formando
- Juntando-se
- Acabamento

2.0Técnicas de corte de chapa metálica
Os processos de corte são usados para separar chapas metálicas em peças e formas. As técnicas de corte podem ser amplamente divididas em:
| Tipo | Métodos |
| Corte sem cisalhamento | Corte a laser, corte a plasma, corte a jato de água |
| Corte baseado em cisalhamento | Corte, corte, puncionamento, serragem |
2.1Corte a laser
O corte a laser é um processo térmico que funde metais localmente usando feixes de laser focalizados. O feixe é absorvido pelo material, vaporizando-o, enquanto um bico de corte injeta gás (geralmente nitrogênio ou oxigênio) para remover o material fundido e proteger a cabeça de corte.
O corte a laser é adequado para materiais como aço inoxidável, aço carbono e alguns metais não ferrosos. Materiais refletivos, como alumínio, podem exigir lasers de fibra. A capacidade típica de espessura varia de 20 mm a 40 mm.
Vantagens:
- Alta flexibilidade e precisão
- Eficiente em termos de tempo
- Aplicável a uma ampla gama de materiais
Desvantagens:
- Alto consumo de energia e gás
- Requer medidas de segurança significativas e investimento inicial

2.2Corte de Plasma
Este processo térmico utiliza gás ionizado (plasma) para derreter e cortar metal. O método só é eficaz em materiais eletricamente condutores e é frequentemente usado para chapas mais espessas (até 50 mm), onde o acabamento da superfície não é crítico.
Materiais adequados: Alumínio, aço inoxidável, cobre, latão
Vantagens:
- Corte de alta velocidade
- Capacidade de automação
- Adequado para metais de alta resistência com baixa entrada de calor
Desvantagens:
- Alto consumo de energia
- Ruído potencial durante o corte a seco
2.3Corte por jato de água
O corte por jato de água utiliza um jato de água de alta pressão — geralmente em torno de 60.000 psi — para cortar metais. Jatos de água pura são usados para materiais macios, enquanto jatos de água abrasivos cortam metais duros, como aço carbono e alumínio.
Vantagens:
- Nenhuma zona afetada pelo calor
- Excelente acabamento superficial sem rebarbas
- Pode cortar uma grande variedade de materiais
Desvantagens:
- Sistemas de alta pressão podem causar flexão
- Requer acessórios de suporte para evitar distorção
2.4Supressão
A estampagem utiliza um punção e uma matriz para remover uma peça da chapa metálica. A peça perfurada torna-se o componente final, enquanto a chapa restante é considerada sucata.
Vantagens:
- Alta precisão dimensional
- Produção de peças personalizadas com boa repetibilidade
Desvantagens:
- Mais lento que socar
- Maior custo de ferramentas
2.5Tosquia
A tesoura é usada para cortar linhas retas em chapas metálicas planas usando lâminas de alta pressão. É ideal para cortes de alto volume de metais macios que não exigem um acabamento limpo.
Vantagens:
- Rápido e econômico para grandes lotes
- Simples, eficaz para cortes retos
Desvantagens:
- Produz rebarbas e deformações
- Não é adequado para aplicações que exigem bordas limpas
2.6Serrar
A serragem utiliza lâminas denteadas para remover o material gradualmente. Serras de fita horizontais são usadas para dimensionar barras, enquanto serras verticais realizam cortes de contornos complexos.
Vantagens:
- Alta precisão de corte
- Baixo desperdício de material devido ao pequeno sulco
- Suporta uma variedade de materiais não ferrosos
Desvantagens:
- Menor estabilidade de contato durante o corte de chapa plana
- Inconsistências no acabamento da superfície
2.7Socos
A punção utiliza força de cisalhamento para criar furos na chapa metálica. Ao contrário da estampagem, a peça removida é considerada sucata e a chapa permanece como o componente final.
Vantagens:
- Furação de alta velocidade
- Cortes limpos e precisos
- Sem distorção térmica
Desvantagens:
A configuração requer alinhamento preciso da ferramenta e da matriz
9 métodos de puncionamento de chapas metálicas que todo fabricante deve conhecer
3.0Técnicas de conformação de chapas metálicas
A conformação envolve a remodelação do metal enquanto ele permanece no estado sólido. Esta seção descreve os principais processos de conformação utilizados na fabricação.
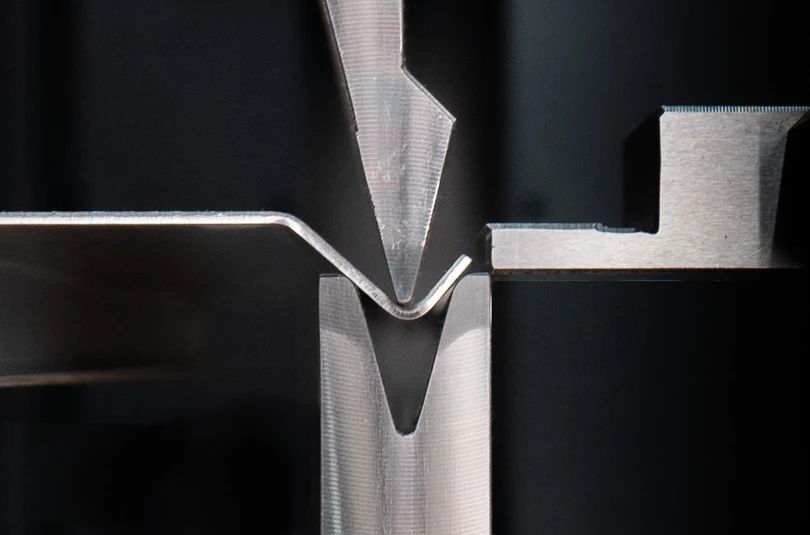
3.1Dobrando
A flexão deforma o metal usando a força aplicada por meio de freios de prensa ou máquinas de laminação. A flexão é ideal para metais dúcteis, mas não quebradiços, como:
- Aço macio
- Aço de mola
- Alumínio 5052
- Cobre
Materiais mais difíceis de dobrar incluem alumínio 6061, latão, bronze e titânio.
Técnicas comuns de flexão:
| Método | Descrição |
| Dobramento de rolos | Curva a folha em tubos, cones e formas ocas usando rolos |
| Dobra rotativa | Produz cantos ou ângulos agudos >90° |
| Dobra de limpeza | Utiliza um molde de limpeza para definir o raio interno |
| Curvatura em V | O metal é dobrado sobre uma matriz em forma de V usando um punção |
| Curvatura em U | Semelhante à dobra em V, mas com uma matriz em forma de U para peças em forma de U |
Vantagens:
- Boas propriedades mecânicas nas peças finais
- Econômico para produção de baixo a médio volume
Desvantagens:
O retorno elástico pode afetar a precisão
3.2Bainha
A bainha dobra a chapa metálica sobre si mesma, normalmente em duas etapas:
- Dobrando em um molde em V
- Achatamento em uma matriz para produzir a bainha
Vantagens:
- Reforça as bordas
- Melhora a estética
- Alto controle dimensional
Desvantagens:
Risco de deformação do material
3.3Rolando
A laminação de chapas metálicas reduz a espessura por meio de rolos giratórios. Pode ser classificada como:
- Laminação a quente: Acima da temperatura de recristalização
- Laminação a frio:Em ou próximo da temperatura ambiente
Aplicações comuns: Tubos, tubos, estampados, discos, rodas
Vantagens:
- Alta velocidade, alta eficiência
- Espessura consistente
- Tolerâncias rigorosas alcançáveis
Desvantagens:
- Requer alto investimento inicial
- Mais adequado para produção em massa
Processos de laminação de chapas explicados: técnicas de três rolos, quatro rolos e modelagem cônica
3.4Estampagem
A estampagem utiliza matrizes e prensas para conformar chapas metálicas a frio. O processo pode envolver dobra, puncionamento, gofragem e flangeamento em uma única operação.
Materiais: Aço inoxidável, alumínio, latão, cobre
Vantagens:
- Baixo custo de mão de obra e ferramentas
- Automação fácil
- Alta repetibilidade
Desvantagens:
- É caro modificar as matrizes após o início da produção
Guia completo para matrizes e processos de estampagem de chapas metálicas
3.5Ondulação
A ondulação cria bordas circulares e ocas para maior segurança e resistência. Normalmente realizada em três etapas:
- Formação de curva inicial
- Rolando a curva
- Fechamento de cachos
Vantagens:
- Elimina arestas vivas
- Fortalece as bordas dos componentes
Desvantagens:
- Pode introduzir rebarbas ou deformações
3.6Fiação de metal
A fiação remodela discos de metal sobre um mandril usando rotação e um rolo de conformação.
Materiais: Aço inoxidável, alumínio, latão, cobre
Vantagens:
- Adequado para formas ocas e simétricas
- Flexível para lotes pequenos e grandes
Desvantagens:
- Limitado a designs concêntricos
- Restrições de tamanho e forma
O que é fiação de metais? Tipos de processos, máquinas e aplicações
4.0Técnicas de união de chapas metálicas
A união é fundamental para a montagem de componentes fabricados. Os principais métodos incluem soldagem e rebitagem.
4.1Soldagem
A soldagem funde duas chapas metálicas usando calor, pressão ou ambos. Material de enchimento pode ser adicionado para reforçar a junta.
Técnicas comuns de soldagem:
| Método | Características principais |
| Soldagem por eletrodo revestido (SMAW) | Utiliza eletrodo e arco, adequado para metais espessos |
| Soldagem MIG (GMAW) | Utiliza eletrodo de arame contínuo e proteção de gás, rápido e limpo |
| Soldagem TIG | Utiliza eletrodo de tungstênio e gás de proteção, ideal para metais não ferrosos |

Notas:
- A soldagem a arco é rápida, mas pode superaquecer metais finos
- MIG é ideal para automação, mas inadequado para ambientes externos
- O TIG oferece soldas limpas, mas requer mão de obra qualificada
4.2Rebitagem
A rebitagem é um método de união semipermanente e não térmico. Envolve a perfuração de furos e a formação de pontas de rebites para fixar as chapas.
Tipos:
| Tipo | Aplicativo |
| Rebitagem a quente | Para rebites de aço >10 mm de diâmetro (1000–1100°C) |
| Rebitagem a frio | Para metais leves ou não ferrosos, como alumínio ou cobre |
Vantagens:
- Econômico e fácil de inspecionar
- Adequado para metais leves
Desvantagens:
- Adiciona peso
- Enfraquece a estrutura devido a furos perfurados
- Cria ruído em conjuntos mecânicos
5.0Conclusão
A fabricação de chapas metálicas combina processos de corte, conformação, união e acabamento para produzir uma ampla gama de componentes industriais e comerciais. A escolha da técnica correta depende da geometria da peça, do tipo de material, do custo e do volume de produção. Com os avanços em máquinas e automação, a fabricação de chapas metálicas continua a evoluir, oferecendo maior precisão, velocidade e flexibilidade.
6.0Perguntas frequentes (FAQ) sobre fabricação de chapas metálicas
P1: Qual é a diferença entre corte a laser e corte a plasma?
R: O corte a laser utiliza luz focada para vaporizar o material, proporcionando alta precisão e bordas limpas, enquanto o corte a plasma utiliza gás ionizado para derreter metais condutores. O corte a laser é mais indicado para peças finas e complexas; o corte a plasma é mais indicado para metais mais espessos e de alta resistência.
P2: Quais materiais são mais comumente usados na fabricação de chapas metálicas?
R: Os materiais mais comuns incluem aço inoxidável, alumínio, aço carbono, cobre e latão. A escolha depende da resistência, resistência à corrosão, conformabilidade e aplicação.
Q3: Qual é a faixa de espessura típica para chapas metálicas?
R: A espessura da chapa metálica geralmente varia de 0,15 mm (0,006 polegadas) a 6,35 mm (0,25 polegadas). Materiais mais espessos são considerados chapas, enquanto chapas mais finas são chamadas de folhas metálicas.
Q4: Qual é a precisão da dobra CNC na conformação de chapas metálicas?
R: A dobra CNC proporciona alta repetibilidade e tolerâncias rigorosas, geralmente dentro de ±0,1 mm, dependendo do material e do equipamento.
Q5: Soldagem ou rebitagem é melhor para montagem de chapas metálicas?
R: A soldagem proporciona juntas mais resistentes e permanentes, ideais para a integridade estrutural. A rebitagem é mais indicada para projetos leves e modulares ou quando a distorção causada pelo calor deve ser evitada.




