

Índice
- 1.0Dobramento de tubos e perfis de alumínio: benefícios, formatos e técnicas de processamento
- 2.0Processos comuns de tratamento de superfície para tubos de alumínio
- 3.0Comparação de ferramentas e métodos de dobra de tubos de alumínio
- 4.0Dobramento manual de tubos – processo passo a passo
- 5.0Ligas de Alumínio Comuns por Série: Propriedades e Aplicações
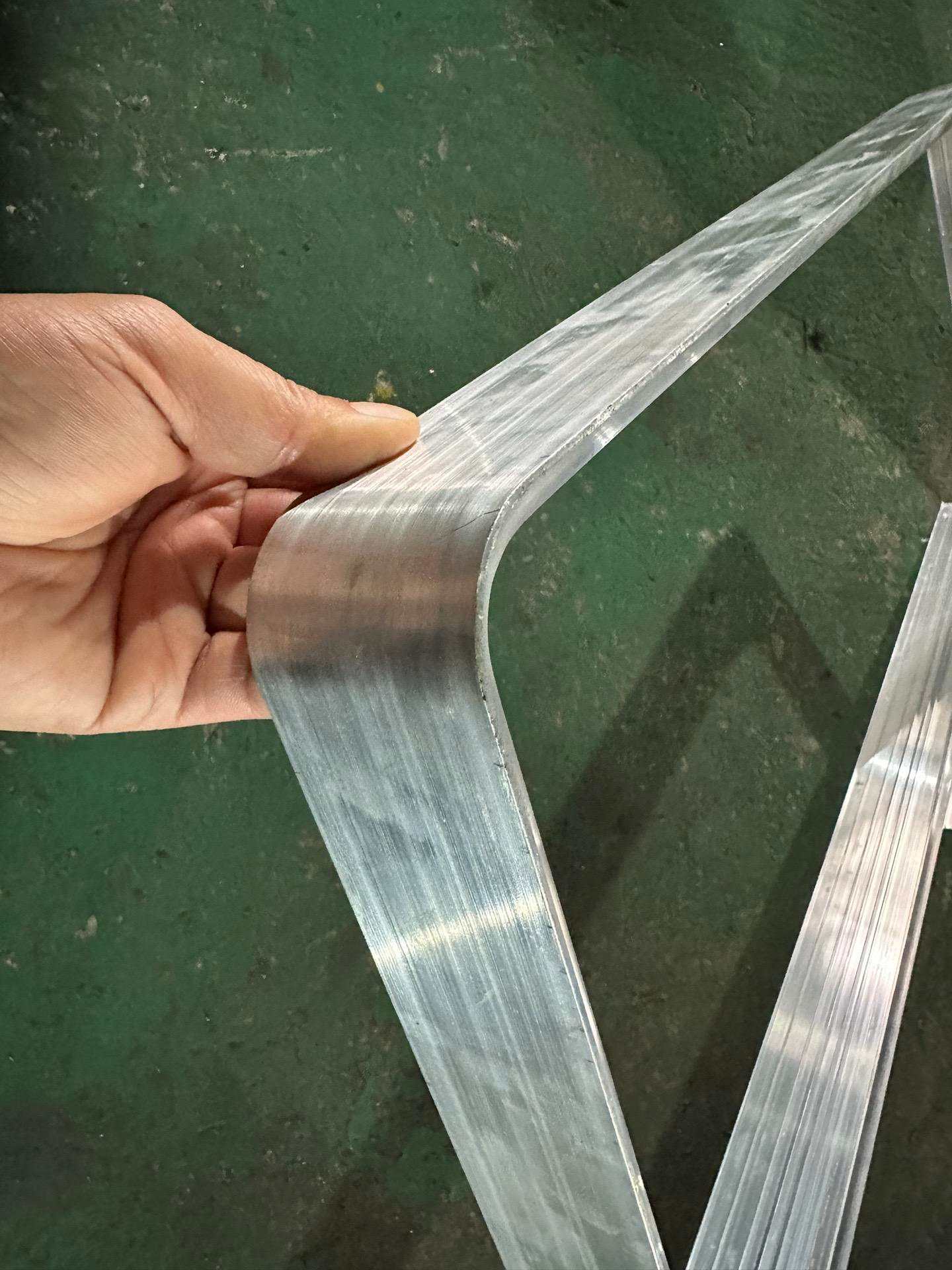
1.0Dobramento de tubos e perfis de alumínio: benefícios, formatos e técnicas de processamento
O alumínio tornou-se o material preferido em muitas indústrias devido à sua leveza, excelente resistência à corrosão e conformabilidade superior. Quando se trata de dobrar tubos e perfis de alumínio, as vantagens são inúmeras — não apenas em desempenho, mas também em flexibilidade de design e eficiência de processamento.
1.1Vantagens de dobrar tubos e perfis de alumínio
- Leve: O alumínio reduz significativamente o peso em comparação ao aço, ideal para aplicações estruturais e móveis.
- Resistência à corrosão: Natural óxido camada oferece proteção; pode ser aprimorado por meio de anodização ou outro tratamentos de superfície.
- Boa condutividade térmica: Adequado para aquecer dissipação aplicações como dissipadores de calor e Luminárias de LED.
- Aparência Estética: Acabamento de superfície lisa, facilmente processada para aplicações decorativas.
- Alta Ductilidade: Alumínio perfis pode ser dobrado, perfurado, e moído sem rachar - ótimo para geometrias complexas.
- Flexibilidade de processamento: Excelente conformabilidade, adapta-se às diversas necessidades de fabricação.
- Estrutura oca: Alumínio tubos são mais leves devido aos vazios internos, adequados para automotivo, mobília, e aplicações arquitetônicas.
- Dobramento a frio controlado: Requer adequado liga temperamento seleção e controle do raio de curvatura evitar rachaduras e garantir qualidade.
1.2Formas transversais comuns de perfis e tubos de alumínio
| Tipo de seção transversal | Descrição | Exemplos de aplicações |
| Redondo | Estrutura mais comum e simples, distribuição uniforme de pressão | Latas de bebidas, latas de alimentos, recipientes de produtos químicos |
| Oval | Entre redondo e plano, adequado para cenários com espaço limitado | Embalagens especializadas, contêineres portáteis |
| Quadrado | Cantos definidos, alto aproveitamento de espaço | Tanques de transporte, tanques de armazenamento e contêineres industriais especiais |
| Retangular | Como um quadrado, mas com lados desiguais | Contêineres, caixas de transporte, tanques industriais |
| Poligonal | Vários lados, várias formas | Latas de embalagem elegantes, recipientes com funções específicas |
| Irregular (Personalizado) | Formas não padronizadas para necessidades especiais de design | Latas de alumínio personalizadas, por exemplo, em formato de coração, em formato de estrela |




1.3Processamento pré e pós-dobramento de tubos de alumínio
| Estágio | Processos comuns | Considerações importantes |
| Antes de dobrar | Corte a laser, perfuração, escareamento, corte em ângulo e marcação | Evite processar perto de zonas de deformação de flexão |
| Depois de dobrar | Aparar, rosquear, fresar, crimpar, etc. | Manter a integridade e a aparência da seção dobrada |
2.0Processos comuns de tratamento de superfície para tubos de alumínio
- Anodização: Aumenta a resistência à corrosão e ao desgaste; permite coloração decorativa.
- Revestimento por pulverização: Aplica camadas protetoras ou decorativas; disponível em várias cores e pode ser impresso.
- Revestimento eletroforético: Revestimento uniforme e ecológico com boa resistência à corrosão.
- Escovação: Produz texturas de superfície finas para melhor apelo visual e tátil.
- Polimento: Cria um acabamento de superfície liso e brilhante para uma estética aprimorada.
- Serigrafia: Imprime texto ou padrões diretamente; adequado para produção em massa com designs claros.
- Gravação a laser: Marcação permanente e precisa para padrões ou etiquetas anti-falsificação.
- Jateamento de areia: Produz texturas foscas ou foscas; aumenta o atrito e o efeito decorativo.
- Galvanoplastia: Aplica uma camada metálica para maior dureza e valor decorativo.
3.0Comparação de ferramentas e métodos de dobra de tubos de alumínio
| Método | Breve descrição | Equipamento comum |
| Dobramento Mecânico (Dobramento a Frio) | Dobramento à temperatura ambiente usando força mecânica; adequado para tubos de paredes finas e curvas padrão | Dobrador de tubos manual, Dobrador de tubos hidráulico, Dobrador de tubos CNC |
| Dobramento a quente | Aquecer o tubo antes de dobrá-lo para reduzir o risco de fratura; adequado para materiais menos dúcteis | Máquina de dobra a quente, dobradora de tubos aquecida |
| Dobramento por estiramento rotativo | Conformação contínua por meio de matrizes rotativas; ideal para curvas complexas e de alta precisão | Dobrador rotativo, dobrador de tubos CNC |
| Flexão por compressão | Força direta aplicada por meio de matriz de prensagem; adequada para tubos de parede espessa ou de raio pequeno | Dobradeira de compressão, Prensa hidráulica |
| Dobramento Hidráulico | Utiliza pressão hidráulica para aplicações de alta força; ideal para tubos de grande diâmetro ou alta resistência | Dobrador de Tubos Hidráulicos, Dobrador de Prensa Hidráulica |
| Alongamento e flexão | O material é esticado durante a flexão para evitar enrugamento; ideal para alta qualidade visual | Dobradeira elástica, Dobradeira elástica CNC |
| Dobramento de rolos | Conformação gradual com vários rolos; usada para curvatura de tubos longos e de raio grande | Dobradeira de rolos, máquina de dobra de três rolos |
| Dobramento de matrizes | Utiliza matrizes personalizadas para ângulos e formas precisas; ideal para produção em massa | Dobrador de matriz, dobrador CNC, fixadores de matriz manuais |
Conclusão: Em aplicações industriais, os dobradores de tubos são as ferramentas mais eficazes para dobrar tubos de alumínio, garantindo um equilíbrio entre eficiência, segurança e qualidade.


4.0Dobramento manual de tubos – processo passo a passo
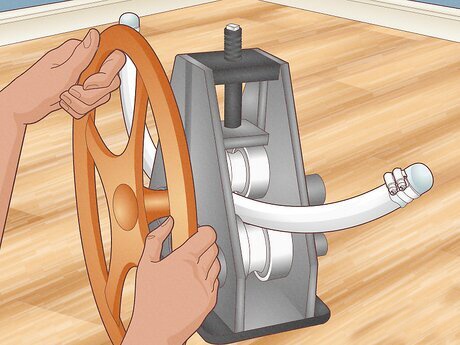
4.1Etapa 1: Escolha a ferramenta de dobra
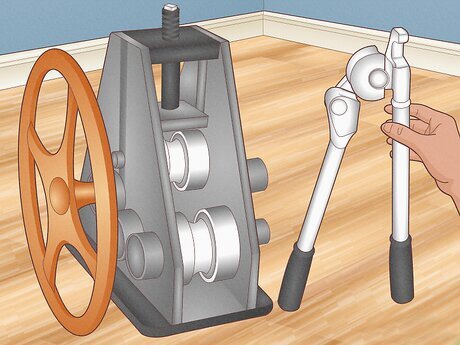
Use um dobrador de tubos manual ou hidráulicoPara conduítes de alumínio de 1¼ polegada (~3,7 cm), um dobrador manual é mais conveniente. A chave é evitar o colapso durante a dobra, não apenas na escolha da ferramenta.
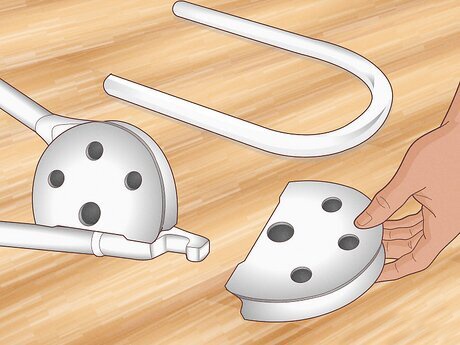
4.2Etapa 2: Encha o tubo
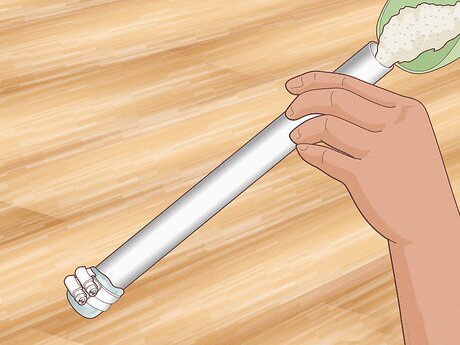
Encha o tubo com areia ou outro material de embalagem. Enrole as pontas com malha de janela de três camadas e prenda ambas as extremidades com braçadeiras de mangueira duplas para evitar vazamentos.
4.3Etapa 3: Dobre lentamente
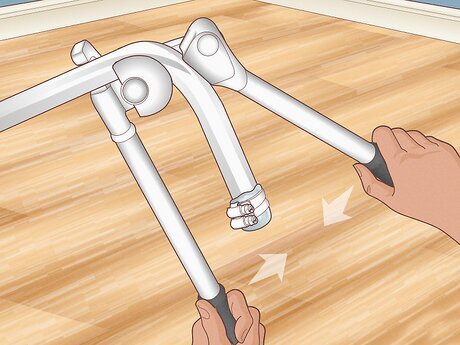
Dobre o tubo lenta e uniformementeEvite colapso ou deformação. Observe atentamente se há rachaduras e não dobre demais.
4.4Etapa 4: Aplique métodos adequados
Usar qualquer método de dobra aplicável, desde que o tubo permaneça intacto. Siga as orientações gerais: o raio de curvatura deve ser pelo menos 3,5 vezes o diâmetro do tubo (~8,8 cm mínimo para tubo de 1 polegada).
4.5Etapa 5: use um dado (opcional)
Se disponível, considere usar dobradeiras manuais ou hidráulicas com matrizes correspondentes para conseguir mais preciso e repetível curvas.
5.0Ligas de Alumínio Comuns por Série: Propriedades e Aplicações
| Série | Elemento de Liga Primário | Propriedades principais | Aplicações típicas |
| Série 1000 | Nenhum (alumínio puro) | Baixa resistência mecânica, excelente condutividade térmica e elétrica, excelente resistência à corrosão | Trocadores de calor, condensadores elétricos, embalagens, sinalização, indústria alimentícia |
| Série 2000 | Cobre (Al-Cu) | Alta resistência, resistência à corrosão relativamente baixa | Aplicações militares, moldes de injeção, ferramentas de precisão |
| Série 3000 | Manganês (Al-Mn) | Alta resistência, baixa ductilidade, boa resistência à corrosão | Eletrodomésticos, equipamentos de transporte |
| Série 4000 | Silício (Al-Si) | Excelente resistência ao desgaste, baixo coeficiente de expansão térmica | Aplicações de soldagem |
| Série 5000 | Magnésio (Al-Mg) | Boa ductilidade, excelente resistência à corrosão, ótima soldabilidade | Construção naval, embarcações navais, peças de carroceria automotiva |
| Série 6000 | Magnésio + Silício (Al-Mg-Si) | Excelentes propriedades mecânicas, tratável termicamente, adequado para dobra, forte soldabilidade. Liga 6060 é a melhor escolha para dobra de tubos. | Móveis, construção naval, iluminação, transporte ferroviário, componentes automotivos |
| Série 7000 | Zinco (Zn) | Altíssima resistência e dureza após tratamento térmico, desempenho mecânico superior | Quadros de motocicletas e bicicletas, outras peças de transporte |
| Série 8000 | Ligas Mistas | Baixa densidade, alta resistência, boa tenacidade em baixas temperaturas | Indústria aeroespacial |




