
- 1.0Quais são as propriedades essenciais do alumínio e das ligas de alumínio?
- 2.0Como o alumínio é processado e fabricado?
- 3.0Quais são os princípios fundamentais do projeto estrutural em alumínio?
- 4.0Quais são os cenários de aplicação em engenharia para estruturas de alumínio?
- 5.0Quais são as principais considerações para a construção e proteção de estruturas de alumínio?
- 6.0Perguntas frequentes | Dúvidas comuns de engenharia sobre projeto e construção de estruturas de alumínio
Sendo o segundo metal estrutural mais utilizado depois do aço, o alumínio é valorizado por seu baixo peso, resistência à corrosão e excelente usinabilidade, o que o torna amplamente aplicável na arquitetura, transporte e ambientes marítimos. No entanto, o alumínio difere significativamente do aço em seu comportamento como material, e seu projeto e construção devem seguir princípios específicos para o alumínio.
1.0Quais são as propriedades essenciais do alumínio e das ligas de alumínio?
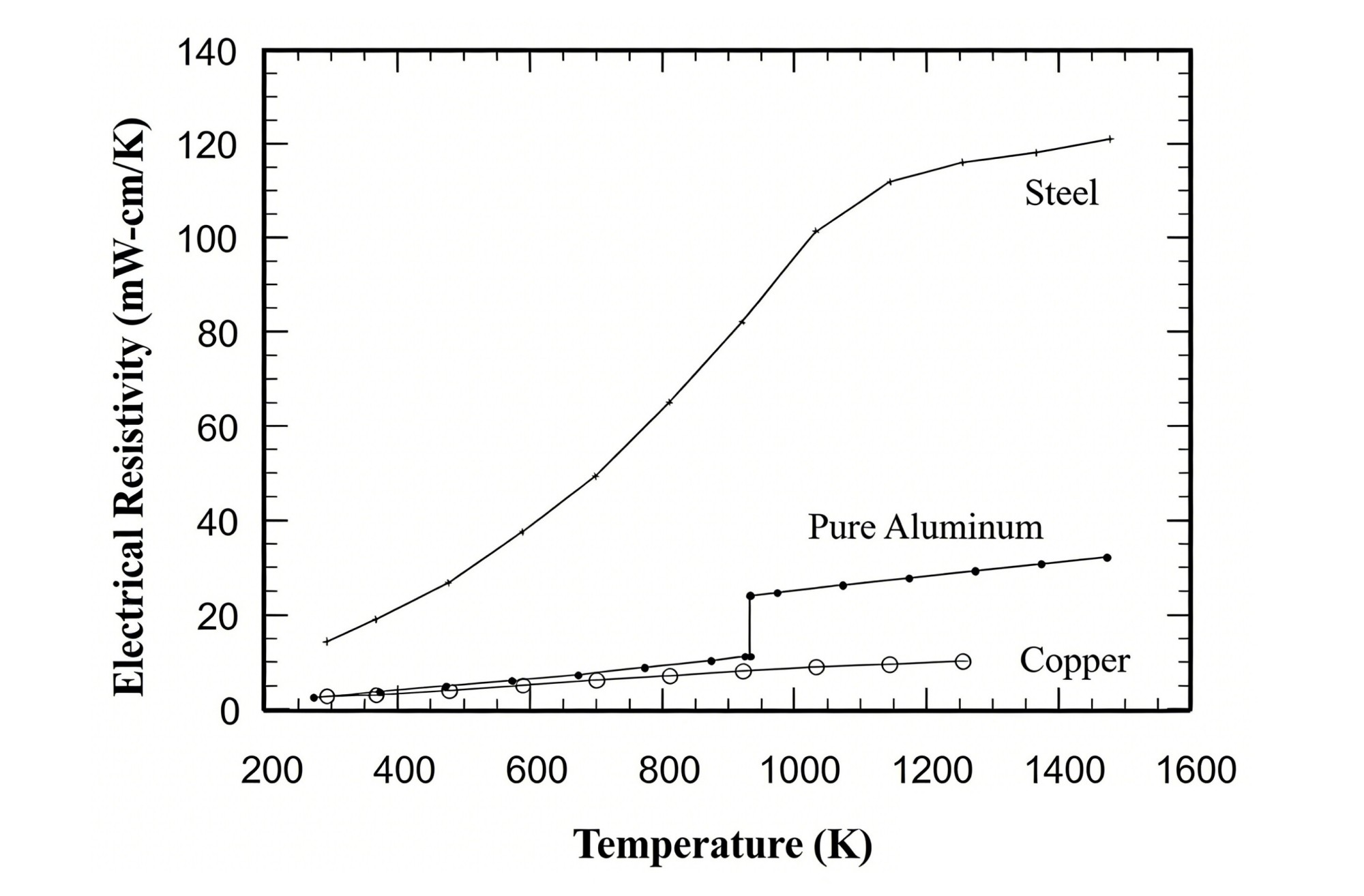
O alumínio é o elemento metálico mais abundante na crosta terrestre. Com uma densidade de apenas 2,7 g/cm³ (aproximadamente um terço do do aço), um módulo de elasticidade de cerca de 70 kN/mm²Com um coeficiente de expansão térmica significativamente maior que o do aço, o alumínio requer atenção especial no controle da deformação e na análise estrutural induzida pela temperatura. O alumínio puro possui resistência relativamente baixa (resistência à tração). 90–140 N/mm²) e, portanto, é reforçada por meio de ligas; ligas de alumínio de alta resistência podem atingir resistências à tração superiores a 500 N/mm².
1.1Principais vantagens e limitações:
Vantagens:
- Leve e fácil de manusear
- Resistência inerente à corrosão proporcionada por uma película de óxido superficial estável.
- Excelente extrudabilidade
- Boa soldabilidade
- Desempenho estável em baixas temperaturas, sem risco de fratura frágil.
- Ideal para operações de curvatura a frio.
Limitações:
- Custo do material superior ao do aço
- Perda rápida de resistência em temperaturas elevadas.
- Amolecimento na zona afetada pelo calor após a soldagem.
- Menor resistência à fadiga e capacidade de flambagem em comparação com o aço.
- Alto coeficiente de expansão térmica
1.2Sistema de classificação e designação de ligas metálicas:
As ligas de alumínio são classificadas em sete séries de acordo com seus principais elementos de liga e são identificadas por números de quatro dígitos: 1xxx para alumínio puro, 2xxx alumínio-cobre, 3xxx alumínio-manganês, 4xxx alumínio-silício, 5xxx alumínio-magnésio, 6xxx alumínio-magnésio-silício e 7xxx alumínio-zinco-magnésio.
As designações de têmpera indicam a condição de processamento: ligas não tratáveis termicamente usam a série H (por exemplo, H14 para semi-dura), ligas tratáveis termicamente usam a série T (por exemplo, T6 para tratamento térmico de solubilização seguido de envelhecimento artificial), O denota a condição recozida e F indica a condição como fabricada.
1.3Características das ligas estruturais mais utilizadas:
- Série 6xxx: Equilíbrio entre resistência e extrudabilidade, tornando-as a escolha preferida para aplicações arquitetônicas e estruturais em geral, adequadas para conformação de alta precisão.
- Série 5xxx: Excelente resistência à corrosão, particularmente adequada para estruturas soldadas.
- Série 7xxx: Altíssima resistência, utilizada em aplicações de engenharia especializadas ou com cargas elevadas.
2.0Como o alumínio é processado e fabricado?
O processamento e a fabricação do alumínio abrangem três etapas principais: produção do metal, conformação e união, cada uma com suas próprias considerações técnicas.
2.1Métodos de produção de metal:
- Produção primária: A alumina é extraída da bauxita utilizando o processo Bayer e, em seguida, reduzida a alumínio primário através do processo eletrolítico Hall-Héroult, que requer uma quantidade substancial de energia elétrica.
- Produção secundária: A sucata de alumínio é refundida e reutilizada, sendo adequada para produtos com menores requisitos de composição, oferecendo custos mais baixos e benefícios ambientais.
2.2Principais processos de formação:
- Produtos em rolo: Incluindo placas (espessura ≥ 6 mm) e chapas (espessura < 6 mm), produzidas por laminação a quente seguida de laminação a frio, com controle rigoroso das tolerâncias de espessura e da qualidade da superfície.
- Perfis extrudados: O processo de conformação de núcleos para alumínio é capaz de produzir seções transversais complexas e ocas. Os principais parâmetros incluem a taxa de extrusão (normalmente otimizada entre 30 e 50), o projeto da matriz e o tratamento térmico subsequente. Os perfis podem ser processados posteriormente em máquinas de curvatura de perfis de alumínio para atender a requisitos estruturais específicos.
- Fabricação de tubos: Inclui tubos extrudados, tubos trefilados (sem costura, alta precisão dimensional) e tubos soldados (menor custo, adequados para aplicações de paredes finas).
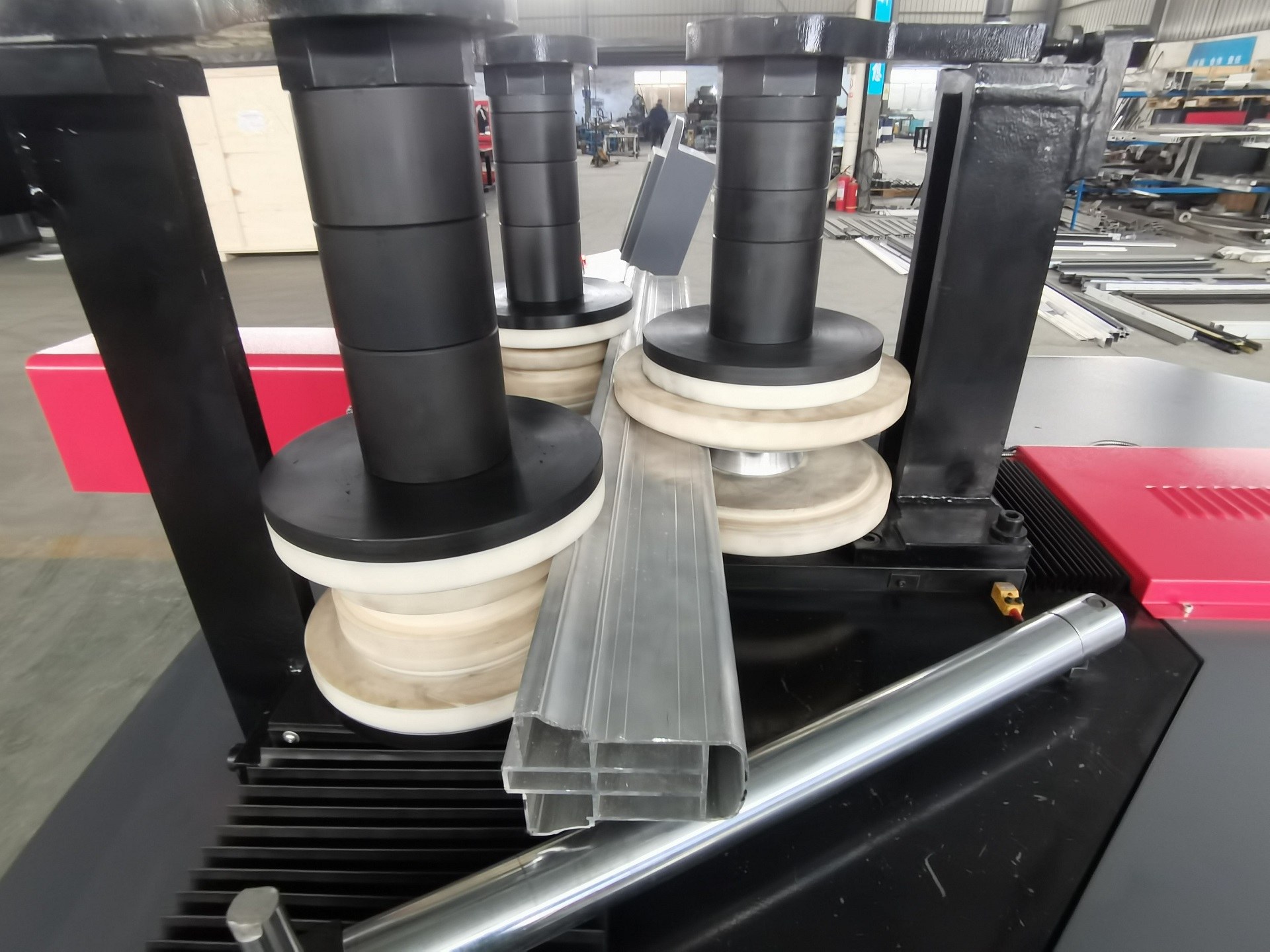
- Conformação por dobra: As máquinas de curvatura de perfis de alumínio são projetadas especificamente para acomodar as características do alumínio, permitindo um controle preciso dos ângulos de curvatura e do retorno elástico. Elas são particularmente eficazes para a curvatura a frio de ligas tratáveis termicamente, como as da série 6xxx, reduzindo o risco de fissuração por corrosão sob tensão durante a conformação. Perfis extrudados complexos podem ser curvados com um raio de curvatura mínimo adequado, preservando a resistência estrutural original do perfil. Essa abordagem é amplamente utilizada em estruturas de fachadas cortina, estruturas de veículos e aplicações similares.
2.3Seleção de técnicas de junção:
- Fixação mecânica: Inclui conexões aparafusadas (recomenda-se o uso de parafusos de aço inoxidável ou liga de alumínio), rebitagem para estruturas leves e juntas aparafusadas de alta resistência com controle de deslizamento, onde os fatores de deslizamento devem ser controlados.
- Soldagem: A soldagem MIG é comumente utilizada devido à sua alta eficiência e adequação para componentes de espessura média, enquanto a soldagem TIG proporciona maior precisão para seções finas. A soldagem por fricção, um processo emergente em estado sólido, não produz poça de fusão e resulta em amolecimento mínimo da zona afetada pelo calor.
- Colagem adesiva: Normalmente utiliza adesivos à base de epóxi e requer um preparo de superfície rigoroso (desengorduramento, abrasão e anodização). É adequado para estruturas com altos requisitos estéticos e de rigidez.
3.0Quais são os princípios fundamentais do projeto estrutural em alumínio?
O projeto estrutural em alumínio baseia-se na abordagem de dimensionamento por estados-limite, que exige a verificação de três estados-limite fundamentais: resistência última, capacidade de serviço e fadiga. A filosofia de projeto centra-se no comportamento específico do alumínio e nos mecanismos de transferência de carga estrutural, considerando também as alterações dimensionais e seccionais introduzidas durante a fabricação.
3.1Métodos e parâmetros de projeto:
- Coeficientes parciais de carga: Os coeficientes parciais de carga devem ser determinados de acordo com as normas de projeto aplicáveis. Os valores variam entre países e regiões; quaisquer valores mencionados aqui são meramente ilustrativos e não devem ser considerados como requisitos universais.
- Material parcial fatores Para elementos estruturais, 1,3–1,6 para juntas soldadas e ≥1,6 para juntas coladas.
- Base fundamental de cálculo: O projeto é baseado na tensão de prova 0,2% (f₀) e na resistência máxima à tração (fᵤ), levando-se em consideração a deformação plástica, a flambagem local e as propriedades da seção transversal modificadas resultantes dos processos de fabricação.
3.2Principais considerações de cálculo:
- Amolecimento da zona afetada pelo calor (ZAC): A soldagem causa redução localizada da resistência; para ligas da série 6xxx, a redução pode chegar a 50%. Esse efeito deve ser considerado utilizando fatores de amolecimento e métodos de seção efetiva.
- Encurvamento local: Elementos de chapa esbeltos, como almas e flanges, são suscetíveis à flambagem local. As seções devem ser classificadas como compactas, não compactas ou esbeltas, e sua capacidade de carga deve ser calculada utilizando o método da largura efetiva.
- Design do membro: As vigas exigem verificações de resistência à flexão, capacidade de cisalhamento, flambagem da alma e flambagem lateral-torsional. Para elementos axiais, os elementos tracionados são verificados quanto à falha local e ao escoamento global, enquanto os elementos comprimidos devem considerar a interação entre flambagem global e flambagem local.
- Projeto de fadiga: Com base na amplitude de tensão e nas curvas S-N, as faixas de tensão admissíveis são determinadas de acordo com as categorias de detalhe. Os efeitos do amolecimento da ZTA (Zona Termicamente Afetada) e da concentração de tensão devem ser considerados, com atenção especial à integridade da seção transversal fabricada.
3.3Recomendações para o design de materiais e produtos:
- Seleção de materiais: As ligas da série 6xxx são geralmente preferidas; as ligas da série 5xxx são recomendadas para ambientes corrosivos; as ligas da série 7xxx são adequadas para estruturas submetidas a cargas elevadas.
- Projeto da seção: Aproveite as vantagens da extrusão para criar seções transversais integradas e complexas, reduzindo o número de conexões. Os raios de curvatura devem ser padronizados sempre que possível, e a curvatura composta deve ser evitada para garantir a compatibilidade com os processos de fabricação.
- Produção em massa: Perfis com um único tipo de curvatura podem ser processados continuamente em lotes usando máquinas de curvatura de perfis de alumínio, enquanto componentes complexos devem ser prototipados primeiro para estabelecer parâmetros de processo confiáveis.
4.0Quais são os cenários de aplicação em engenharia para estruturas de alumínio?
Devido às suas vantagens distintas, as estruturas de alumínio são amplamente adotadas em diversos setores. A aplicação de máquinas de curvatura de perfis de alumínio varia de acordo com as demandas específicas de cada cenário.
4.1Aplicações de construção:
Incluindo sistemas de fachada cortina, portas e janelas, divisórias e estruturas para telhados. Normalmente, utilizam perfis extrudados da série 6xxx, formados por processos de curvatura, com ênfase no equilíbrio entre rigidez e qualidade visual. Certas aplicações também exigem isolamento térmico e acústico, com níveis de isolamento sonoro que chegam a 40 dB.
4.2Setor de transportes:
Abrangendo carrocerias de vagões ferroviários, carrocerias de caminhões e balsas de alta velocidade. O design leve é um objetivo fundamental, frequentemente alcançado por meio de uma combinação de soldagem e colagem. Máquinas de curvatura de perfis de alumínio são utilizadas para formar geometrias de estrutura complexas, com requisitos rigorosos de resistência à fadiga e à corrosão.


4.3Aplicações especializadas:
- Engenharia naval: Plataformas offshore e superestruturas de navios geralmente utilizam ligas da série 5xxx resistentes à corrosão.
- Estruturas de baixa temperatura: O excelente desempenho do alumínio em baixas temperaturas o torna adequado para estruturas em regiões frias.
- Militar e aeroespacial: As ligas de alta resistência da série 7xxx são aplicadas em sistemas de pontes militares e componentes estruturais de aeronaves, sendo que certas peças complexas exigem conformação e processamento de alta precisão.
5.0Quais são as principais considerações para a construção e proteção de estruturas de alumínio?
A construção de estruturas de alumínio dá especial ênfase à qualidade das conexões, ao controle de deformações e à proteção contra corrosão. Além disso, a operação dos equipamentos de fabricação deve seguir procedimentos padronizados para evitar riscos à segurança estrutural decorrentes de processamento inadequado.
5.1Operações de preparação e corte para a construção:
- Armazenar: Os componentes de alumínio devem ser armazenados em local seco para evitar contaminação por água e manchas na superfície.
- Corte: O corte por cisalhamento, serragem e corte a plasma são métodos aceitáveis. O corte com chama não é permitido, pois pode causar formação excessiva de rebarbas e danos à superfície.
- Perfuração: As velocidades de perfuração são superiores às utilizadas para aço. Para diâmetros pequenos, recomenda-se pré-perfurar aproximadamente 75% do diâmetro final do furo antes da perfuração, reduzindo o risco de lascamento.
- Operações de dobra: A curvatura a frio permite um controle preciso da deformação. Para ligas tratáveis termicamente que requerem curvatura na condição T4, a conformação deve ser realizada dentro do intervalo de tempo disponível antes do envelhecimento artificial (normalmente dentro de duas horas após o resfriamento brusco) para obter uma conformação de alta precisão. O envelhecimento artificial subsequente restaura a resistência total do material. Como um equipamento dedicado, as máquinas de curvatura de perfis de alumínio controlam eficazmente o retorno elástico durante esse processo e são particularmente adequadas aos requisitos de curvatura a frio de ligas da série 6xxx.


5.2Controle de qualidade da construção conjunta:
- Soldagem: A entrada de calor deve ser cuidadosamente controlada para minimizar o amolecimento da ZTA (Zona Termicamente Afetada). A soldagem MIG é adequada para componentes de espessura média, enquanto a soldagem TIG é preferida para seções finas. Metais de adição compatíveis devem ser selecionados.
- Conexões aparafusadas: Recomenda-se o uso de parafusos de aço inoxidável austenítico. Devem ser utilizadas arruelas para evitar o contato direto entre metais diferentes.
- Colagem adesiva: A preparação da superfície, incluindo desengorduramento e abrasão, é crucial. A espessura da camada adesiva e as condições de cura devem ser rigorosamente controladas.
5.3Medidas de proteção contra corrosão:
- Tratamentos de superfície: A anodização melhora a resistência à corrosão e a aparência, enquanto a pintura eletrostática a pó oferece funções decorativas e protetoras.
- Proteção de contato: As interfaces entre metais diferentes devem ser isoladas eletricamente, por exemplo, aplicando revestimentos de primer ou utilizando juntas não condutoras, para evitar a corrosão galvânica.
- Adaptação ambiental: Em ambientes corrosivos, devem ser selecionadas ligas resistentes à corrosão, como as da série 5xxx, com a aplicação de revestimentos protetores adicionais quando necessário.
6.0Perguntas frequentes | Dúvidas comuns de engenharia sobre projeto e construção de estruturas de alumínio
O que é uma estrutura de alumínio em aplicações de engenharia?
Na prática da engenharia, uma estrutura de alumínio refere-se a um sistema estrutural no qual o alumínio e suas ligas são utilizados como principais materiais de suporte de carga. Os componentes típicos incluem vigas, colunas, pórticos, treliças e estruturas em casca. Comparadas às estruturas de aço, as estruturas de alumínio caracterizam-se pelo baixo peso, alta resistência à corrosão e excelente capacidade de extrusão, sendo amplamente aplicadas na construção civil, transporte e engenharia naval.
Quais são as principais diferenças entre estruturas de alumínio e de aço?
Existem diferenças significativas no comportamento dos materiais entre estruturas de alumínio e aço. O alumínio possui um módulo de elasticidade menor e um coeficiente de expansão térmica maior, resultando em maior deformação sob as mesmas condições de carregamento. Além disso, as propriedades mecânicas das ligas de alumínio são mais sensíveis aos processos de soldagem e conformação. Consequentemente, as estruturas de alumínio não podem adotar diretamente os métodos de projeto do aço e devem seguir regras de projeto específicas para as características do alumínio.
Como as ligas de alumínio são classificadas para uso estrutural?
As ligas de alumínio utilizadas em engenharia estrutural são geralmente classificadas nas séries 1xxx a 7xxx, com base em seus principais elementos de liga. Dentre elas, a série 6xxx é a mais utilizada em construções e estruturas em geral, devido ao seu equilíbrio entre resistência mecânica, resistência à corrosão e extrudabilidade. A série 5xxx apresenta bom desempenho em ambientes corrosivos, enquanto a série 7xxx é aplicada em projetos especiais de engenharia que exigem alta resistência mecânica.
Qual método de projeto é comumente usado para estruturas de alumínio?
As estruturas de alumínio são normalmente projetadas utilizando o método de dimensionamento por estados-limite, com verificação dos estados-limite últimos, estados-limite de serviço e estados-limite de fadiga. Dá-se especial atenção aos efeitos do amolecimento da zona afetada pelo calor devido à soldagem, à flambagem local de elementos esbeltos e à influência da têmpera do material e dos processos de fabricação no desempenho estrutural.
De que forma a soldagem afeta a resistência das estruturas de alumínio?
A soldagem introduz uma zona termicamente afetada em componentes de liga de alumínio, onde a resistência ao escoamento e a resistência à tração são geralmente inferiores às do material base. Esse efeito é especialmente pronunciado em ligas da série 6xxx. Em projetos de engenharia, a capacidade de carga das regiões soldadas é normalmente ajustada pela aplicação de fatores de amolecimento ou pelo método da seção efetiva.
O que é a curvatura de perfis de alumínio e por que é importante?
A curvatura de perfis de alumínio refere-se à conformação de perfis de alumínio extrudado sob condições de temperatura controlada ou a frio. Este processo é amplamente utilizado em estruturas de fachadas cortina, estruturas espaciais e sistemas de transporte. Permite a obtenção de geometrias complexas, reduzindo o número de juntas soldadas e, consequentemente, melhorando a integridade estrutural e a aparência geral.
Como controlar o retorno elástico durante a curvatura do alumínio?
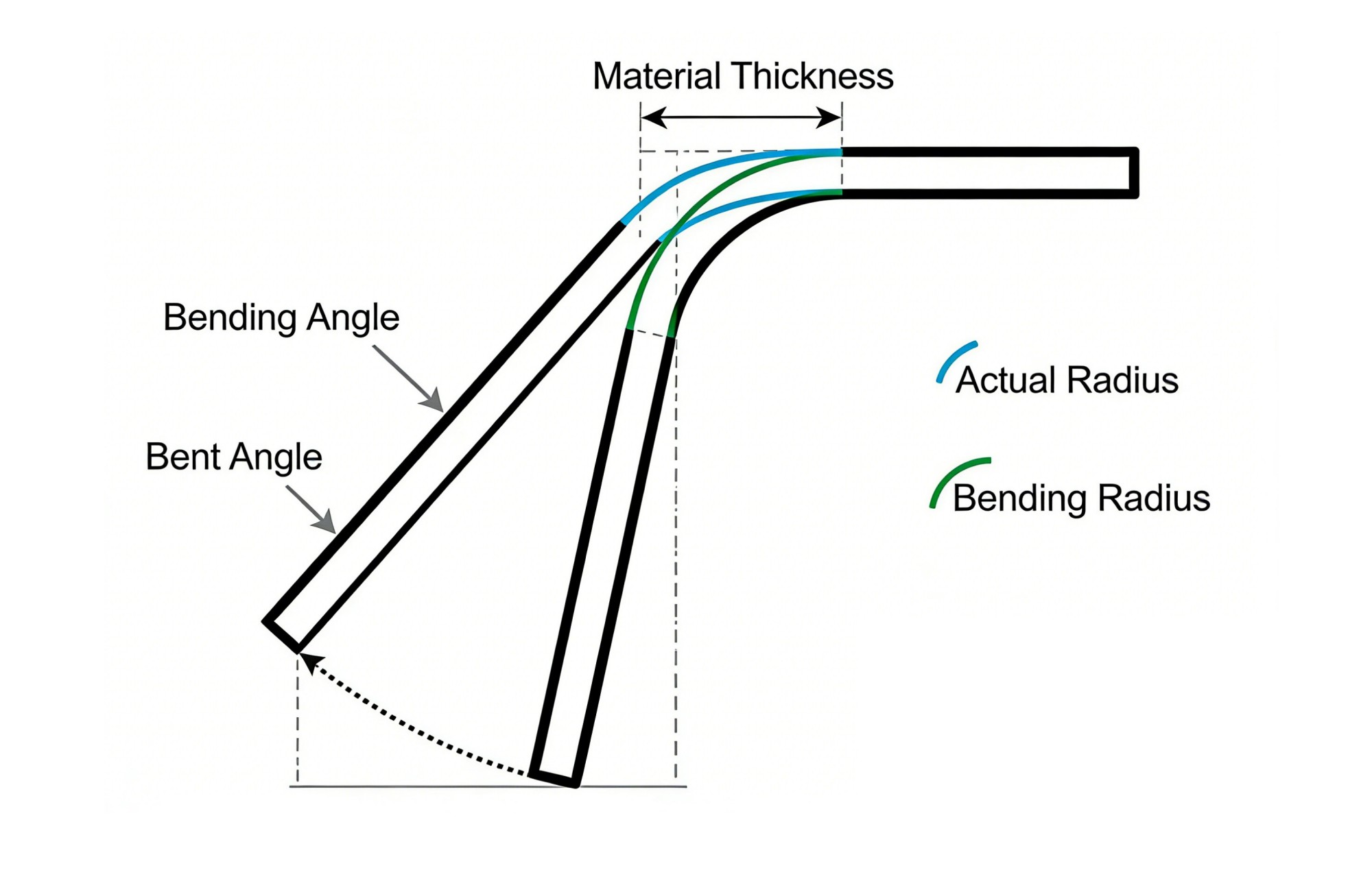
Devido ao módulo de elasticidade relativamente baixo das ligas de alumínio, o retorno elástico é mais pronunciado durante a curvatura. Na prática, o retorno elástico é controlado pela seleção de raios de curvatura mínimos adequados, pela otimização dos parâmetros de conformação e pela utilização de equipamentos de curvatura projetados especificamente para materiais de alumínio, melhorando assim a precisão e a consistência da conformação.
Quais são os métodos de conexão mais comuns para estruturas de alumínio?
Os métodos comuns de conexão para estruturas de alumínio incluem conexões aparafusadas, rebitadas, soldadas e coladas estruturalmente. Cada método difere em capacidade de carga, desempenho à fadiga e requisitos de construção, e deve ser selecionado com base na função estrutural, nas condições ambientais e nas considerações de manutenção.
Como é feita a proteção contra corrosão em estruturas de alumínio?
Embora as ligas de alumínio possuam resistência inerente à corrosão, medidas de proteção ainda são necessárias em ambientes agressivos ou onde metais diferentes estejam em contato. Os métodos típicos incluem anodização, revestimento em pó e o uso de camadas isolantes nas interfaces entre metais diferentes para reduzir o risco de corrosão galvânica.
Quais são as normas comumente utilizadas como referência para o projeto de estruturas de alumínio?
Na prática internacional da engenharia, o projeto de estruturas de alumínio geralmente faz referência à norma EN 1999 (Eurocódigo 9) e às normas nacionais relacionadas. Essas normas abordam o comportamento mecânico e as características de fabricação dos materiais de alumínio e fornecem requisitos específicos para o dimensionamento de elementos estruturais, detalhamento de conexões e tolerâncias de construção.
Referência
https://de.meviy.misumi-ec.com/info/en/blog-en/materials-en/26888/
https://clintonaluminum.com/which-aluminum-alloy-bends-best/
https://www.thefabricator.com/thefabricator/article/bending/bending-aluminum-101-how-to-bend-6061-t6-aluminum