
- 1.0O que é dobra de alumínio?
- 2.0Métodos e processos de dobra de alumínio
- 3.0Melhores métodos para dobrar ângulos de alumínio
- 4.0Como dobrar alumínio manualmente
- 5.0Como usar uma prensa dobradeira para dobrar
- 6.0Melhores materiais para dobra de alumínio
- 7.0Principais fatores que afetam a dobra de alumínio
- 8.0Como evitar rachaduras durante a dobra de alumínio
1.0O que é dobra de alumínio?
A dobra de alumínio se refere ao processo de aplicação de força externa para transformar uma peça reta de alumínio em um formato curvo ou angular de acordo com seu projeto, mantendo sua integridade estrutural.
É importante observar que nem todos os materiais de alumínio são adequados para dobra. As propriedades do material e o tratamento térmico podem afetar significativamente o resultado da dobra. Por isso, recomendamos que você nos consulte detalhadamente antes de prosseguir, para identificar a melhor solução para o seu projeto.
A dobra pode ser um processo desafiador, exigindo controle cuidadoso para evitar problemas como rachaduras ou deformações. Neste artigo, mostraremos essas armadilhas potenciais e apresentaremos oito dos métodos de dobra mais comumente usados e confiáveis. Se você deseja obter a solução de dobra da mais alta qualidade para seus produtos, sinta-se à vontade para entrar em contato conosco a qualquer momento.
2.0Métodos e processos de dobra de alumínio
A escolha da tecnologia de dobra de alumínio depende diretamente da seção transversal do material e dos requisitos específicos. Seja trabalhando com chapas, tubos ou barras de alumínio, existem diversos métodos de dobra disponíveis. Escolher a técnica de dobra mais adequada é crucial para garantir o sucesso do seu projeto.
2.1Dobramento de rolos
Dobramento de rolos Envolve a colocação do alumínio entre dois rolos e a aplicação de pressão através deles para dobrar o material no ângulo e profundidade desejados. Este método é altamente eficiente para moldar o alumínio em diversas formas e é ideal para peças grandes e grossas.
Vantagens: Rápido, consistente e adequado para grandes tamanhos de alumínio.
Desvantagens: Requer equipamento especializado, o que pode ser caro.

2.2Dobragem de prensa dobradeira
Uma prensa dobradeira dobra o alumínio colocando-o entre um punção e uma matriz, onde o punção aplica pressão para forçar o alumínio a dobrar ao redor da matriz.
Vantagens: Alta precisão, alta velocidade de dobra, adequada para peças de alumínio grandes ou grossas.
Desvantagens: Equipamento caro, melhor para peças de alumínio menores ou mais finas.

2.3Empurrar Dobrar
A dobra por pressão utiliza uma ferramenta de empurrar ou uma haste para aplicar força mecânica e dobrar o alumínio. O material é fixado em um dispositivo fixo, e a ferramenta de empurrar o pressiona no formato desejado.
Vantagens: Ideal para curvas de ângulos pequenos.
Desvantagens: Não é adequado para alumínio grande ou espesso, pode resultar em alta pressão localizada.
2.4Dobra rotativa
A dobra rotativa usa uma máquina de estiramento rotativa para aplicar força mecânica, fazendo com que o alumínio gire e dobre entre um eixo central e uma matriz.
Vantagens: Alcança raios pequenos, ângulos precisos e transições suaves, ideais para peças de alumínio grandes ou grossas.
Desvantagens: Requer equipamento especializado, o que pode ser caro.
2.5Flexão por compressão
A dobra por compressão aplica pressão usando um punção e uma matriz para comprimir o alumínio no formato desejado.
Vantagens: Adequado para produzir peças com dobras consistentes em ambos os lados.
Desvantagens: Altos custos de equipamento, melhor para produção em massa.
2.6Conformação por estiramento
A conformação por estiramento utiliza força mecânica para esticar o alumínio e moldá-lo no formato desejado. A tensão durante o processo garante controle constante sobre o comprimento do material.
Vantagens: Controle preciso do formato, ideal para produção em alto volume.
Desvantagens: Equipamentos caros, adequados para necessidades específicas.
2.7Dobramento manual
A dobra manual é o método tradicional de dobrar alumínio usando ferramentas simples, como alicates ou martelos.
Vantagens: Simples, de baixo custo e ideal para peças de alumínio pequenas ou finas.
Desvantagens: Lento, de baixa precisão e não adequado para peças de alumínio grandes ou grossas.
2.8Máquina de Dobra de Chapas de Três Rolos
O máquina de dobrar placas de três rolos usa três rolos para aplicar pressão, dobrando o alumínio no formato desejado.
Vantagens: Ideal para componentes arquitetônicos e projetos de construção de grande porte.
Desvantagens: Equipamento especializado caro, aplicação limitada.

3.0Melhores métodos para dobrar ângulos de alumínio
Quando se trata de dobrar cantoneiras de alumínio, selecionar a técnica correta é fundamental. Normalmente, a dobra por rolo e as prensas dobradeiras são as opções mais utilizadas devido à sua capacidade de proporcionar dobras uniformes e alta precisão. Para raios grandes ou múltiplas transições de ângulo, a dobra rotativa é a melhor opção. Para produção em pequena escala ou aplicações mais simples, a dobra manual e a dobra por pressão oferecem soluções rápidas e econômicas.
4.0Como dobrar alumínio manualmente
✅ Preparação
Limpe a superfície do material e reúna ferramentas básicas, como régua, marcador, grampos C, morsa e martelo. Se o material for espesso, pode ser necessário pré-aquecê-lo para aumentar sua ductilidade.
✅ Processo
- Marque a linha de curvatura: Use uma régua e um marcador para marcar a dobra. Se necessário, faça pequenos furos auxiliares ao longo da linha de dobra ou use uma fresa para processar a superfície, o que ajudará no processo de dobra.
- Fixe a peça de trabalho: Use grampos C ou um torno para segurar firmemente o material no lugar.
- Aplique pressão uniforme e lenta: Bata levemente ao longo da linha de dobra com um martelo, começando de uma extremidade e avançando em direção à outra. Dobre em incrementos de 10 a 20 graus.
- Verifique o ângulo de curvatura: Se a curvatura for insuficiente, faça ajustes conforme necessário.
5.0Como usar uma prensa dobradeira para dobrar
✅ Preparação
Limpe a superfície da peça de trabalho e reúna a prensa dobradeira, a matriz e as ferramentas de medição.
✅ Processo
- Posicione a peça de trabalho: Posicione a peça de trabalho contra o batente e alinhe-a corretamente.
- Ajuste o dado: Certifique-se de que a matriz e o punção estejam alinhados corretamente. Para dobras de 90º, recomenda-se usar uma matriz de 88º para compensar o retorno elástico do material.
- Aplique pressão lentamente: Aplique pressão gradualmente para evitar força excessiva. Se ouvir ruídos estranhos ou notar movimento instável, pare a máquina imediatamente e verifique se há problemas.
- Verifique o ângulo de curvatura: Após cada dobra, use ferramentas de medição para verificar o ângulo. Se houver algum desvio, faça pequenos ajustes conforme necessário.
6.0Melhores materiais para dobra de alumínio
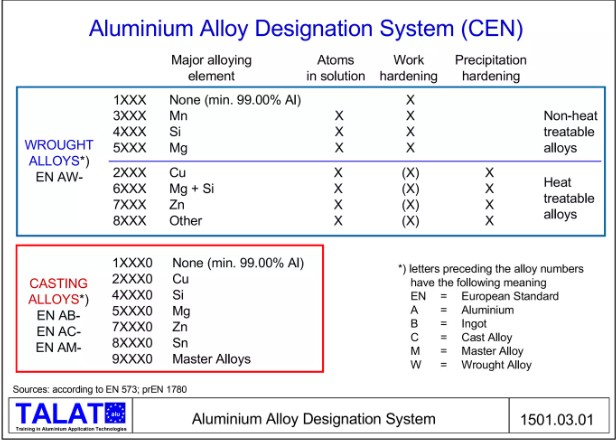
O desempenho de flexão das ligas de alumínio é influenciado pela sua composição e pelo seu revenimento. As séries de ligas mais adequadas para dobramento são as séries 3XXX, 5XXX e 6XXX. Ligas da série 2XXX devem ser evitadas devido à sua alta dureza, o que dificulta a conformação. No entanto, com o tratamento de revenimento adequado, essas ligas ainda podem ser dobradas com sucesso.
6.1As quatro melhores ligas de alumínio para dobra
- Liga de alumínio 3003:O 3003 é uma das melhores opções para dobra, oferecendo boa resistência, excelentes propriedades de trabalho a frio e uma diferença significativa entre a resistência ao escoamento e à tração — tudo isso contribui para sua capacidade de desempenho excepcional durante a dobra.
- Liga de alumínio 5052:O aço 5052 oferece alta ductilidade e uma diferença substancial entre a resistência ao escoamento e à tração. Também apresenta forte resistência à corrosão, especialmente em ambientes marítimos ou outros ambientes corrosivos. Após o recozimento, sua conformabilidade supera até mesmo o aço 3003, tornando-o uma escolha preferencial para dobras complexas.
- Liga de alumínio 5083:O 5083 é amplamente utilizado na construção naval devido à sua resistência à corrosão e alta soldabilidade. Para maximizar seu desempenho de flexão, recomenda-se o uso do 5083 nas condições H111, H112 ou O.
- Ligas de alumínio 6061 e 6082: Essas duas ligas são tratáveis termicamente, com resistência e conformabilidade desejáveis. Embora seu desempenho de flexão seja ruim nas condições T4 ou T6, elas podem ser conformadas com sucesso na condição T4 e posteriormente envelhecidas até T6 para maior resistência.

6.2Tratamentos de têmpera de alumínio
A seleção da liga deve levar em consideração tanto sua composição quanto sua condição de têmpera, além da espessura do material. A compreensão adequada desses fatores ajuda a escolher o material e o método de dobra mais adequados, garantindo a alta qualidade do produto.
Tratamentos para temperamento e suas características:
- T (Tratado Térmico)
Ligas nas condições T6 e T651 (como a série 6XXX) apresentam alta resistência e conformabilidade média — ideais para aplicações que exigem tenacidade e resistência. No entanto, deve-se ter cuidado durante a flexão para evitar rachaduras devido à ductilidade reduzida. - H (endurecido por deformação)
Ligas na condição H14 ou H24 passaram por endurecimento por deformação, aumentando sua resistência. Esses temperamentos são adequados para flexão em ângulo médio sem fissuras. - O (recozido)
A condição O denota um estado totalmente recozido, oferecendo máxima conformabilidade — perfeita para operações de dobra simples — mas com resistência um pouco menor. - F (como fabricado)
A condição F refere-se ao material fabricado com menor resistência, mas maior flexibilidade e resiliência.
7.0Principais fatores que afetam a dobra de alumínio
O processo de dobra do alumínio é influenciado por vários fatores-chave, que determinam diretamente a qualidade da dobra e a conformabilidade.
- Formabilidade: A conformabilidade refere-se à capacidade de um material de sofrer deformação permanente sem rachar ou rasgar. Ela é influenciada pela resistência, ductilidade, forma e espessura do material. Testes padrão, como o ASTM E2218, ajudam a avaliar a conformabilidade e identificar quais ligas são mais adequadas para dobra.
- Espessura e raio de curvatura: A espessura e o raio de curvatura afetam significativamente o desempenho da dobra. Materiais mais finos são mais fáceis de dobrar, enquanto a dobra de chapas grossas é mais desafiadora. Raios de curvatura pequenos podem causar rachaduras, portanto, seguir as instruções do fabricante é crucial.
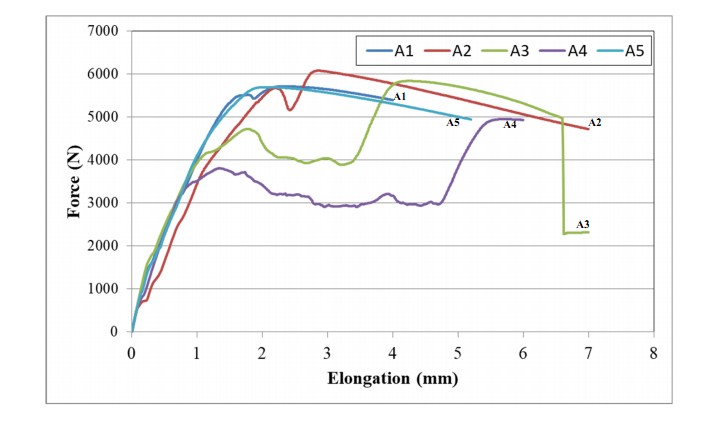
- Alongamento : O alongamento mede a capacidade de um material de se esticar sob tensão — um alongamento maior significa maior conformabilidade. Por exemplo, o aço 3003 recozido (AA3003-O) com um alongamento de cerca de 35% é adequado para aplicações de flexão. A curva tensão-deformação pode auxiliar na escolha da liga mais adequada.
8.0Como evitar rachaduras durante a dobra de alumínio
O alumínio pode rachar durante a dobra, especialmente após a anodização. Os fabricantes frequentemente enfrentam o desafio de dobrar sem causar danos. Aqui estão 8 medidas preventivas essenciais:
- Escolha o grau e a têmpera corretos: Selecione um grau e têmpera adequados para dobra. A composição e a dureza da liga afetam diretamente sua conformabilidade — escolher o material apropriado pode reduzir significativamente o risco de rachaduras.
- Use equipamento de dobra adequado: Escolha equipamentos projetados para seu material e requisitos de dobra para evitar concentração de tensões e danos localizados.
- Aumentar o raio de curvatura: Um raio de curvatura maior ajuda a distribuir uniformemente o estresse e reduz a probabilidade de rachaduras.
- Preencher vazios na área de dobra: O uso de inserções ou acolchoamentos metálicos durante a flexão evita tensões localizadas e colapso, reduzindo a chance de rachaduras.
- Ajustar espessura ou tensão: Aumentar a espessura do material ou reduzir a tensão de flexão ajuda a manter o estresse distribuído de maneira mais uniforme.
- Ajuste a folga da matriz e o material: Melhore a folga da matriz e selecione materiais de matriz apropriados para evitar danos à superfície e fraturas subsequentes.
- Use curvas suaves em vez de cantos afiados: Dobrar gradualmente, em vez de fazer curvas fechadas, evita a concentração de tensões e reduz o risco de rachaduras.
- Aplique lubrificação para reduzir o estresse de atrito: Aplicar um lubrificante durante a dobra pode reduzir o atrito e aliviar o estresse na superfície do material.
Referências:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Propriedades_de_flambagem_e_dobra_de_placas_de_alumínio_com_múltiplas_trincas




