

- 1.0Guia de Técnicas de Soco
- 2.0Supressão
- 3.0Arredondamento de cantos
- 4.0Furos de pequeno diâmetro
- 5.0Furos de grande diâmetro
- 6.0Mordiscando
- 7.0Corte
- 8.0Micro-articulações
- 9.0Entalhe
- 10.0Perfuração de cluster
- 11.0Referência rápida para solução de problemas do processo de perfuração
- 12.0Resumo
- 13.0Perguntas Frequentes (FAQ)
1.0Guia de Técnicas de Soco
Na indústria moderna, a tecnologia de puncionamento é um dos principais processos de conformação de metais e é amplamente aplicada em indústrias como automotiva, eletrônica e eletrodomésticos. Diferentes métodos de puncionamento não apenas afetam a eficiência da produção, mas também estão diretamente relacionados à qualidade do produto e ao controle de custos.
Este artigo oferece uma visão geral aprofundada de nove técnicas principais de puncionamento, incluindo corte, puncionamento de furos redondos, puncionamento de furos pequenos e grandes e puncionamento intermitente. O objetivo é ajudar engenheiros e profissionais de manufatura a compreender completamente as características e os pontos de aplicação de cada técnica, melhorando assim a precisão e a eficiência das operações de puncionamento.
2.0Supressão
Na usinagem, o slug tradicionalmente descartado se torna o produto final desejado. As recomendações são as seguintes:
- Confirme as dimensões principais e especifique claramente a finalidade do “obturador” ao fazer o pedido.
- O tamanho da matriz corresponde diretamente ao tamanho final da peça; as dimensões do punção são calculadas ao contrário com base na matriz.
- Utilize punções e matrizes afiadas para melhorar a retidão das paredes laterais.
- Reduzir a folga da matriz em aproximadamente 5% pode aumentar a proporção da área brunida e melhorar a consistência dimensional.
- Utilize punções de face plana.
- Utilize matrizes que não sejam decapantes.
- Como a folga reduzida aumenta a taxa de desgaste, o desgaste da ferramenta deve ser inspecionado com mais frequência.
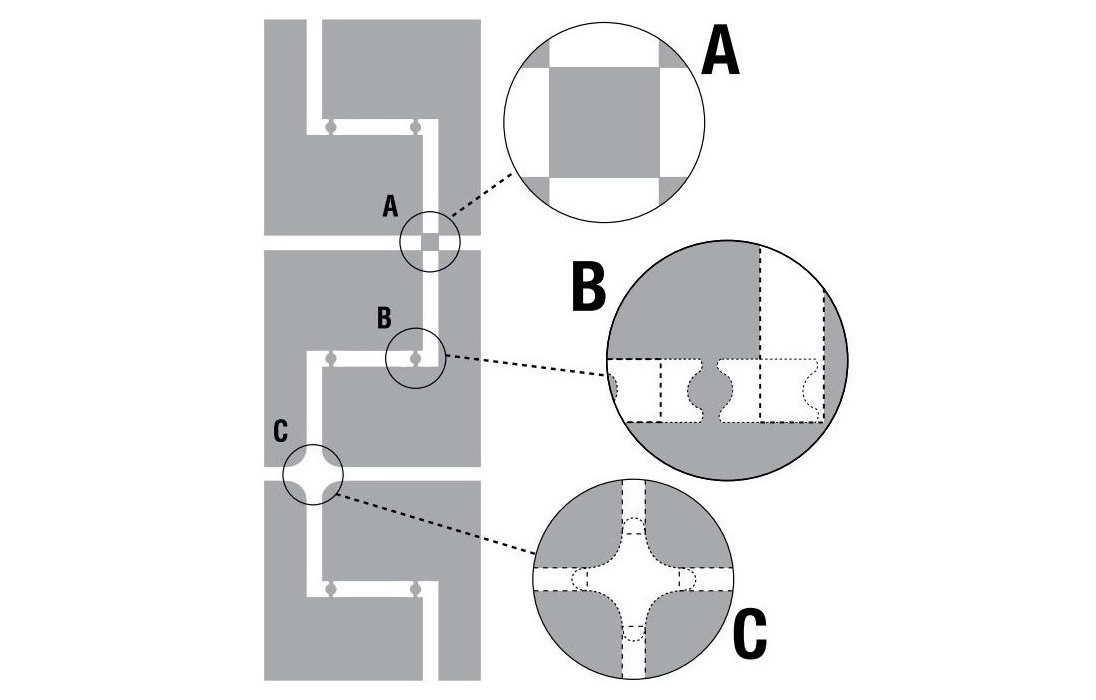
3.0Arredondamento de cantos
Ferramenta de raio de 4 vias
- Forma todos os quatro cantos em uma única operação, substituindo vários processos ou ferramentas dedicadas.
- Compatível com sistemas de torre de estação única e multiferramentas.
- Melhora a eficiência do processamento e reduz o desgaste da máquina.
- Projetos de microjuntas podem ser implementados para fácil remoção de peças usando um processo de “agitar e quebrar”.
- Exemplo: para 100 peças, uma ferramenta de 4 vias requer apenas cerca de 108 golpes, reduzindo as operações em aproximadamente 75%.
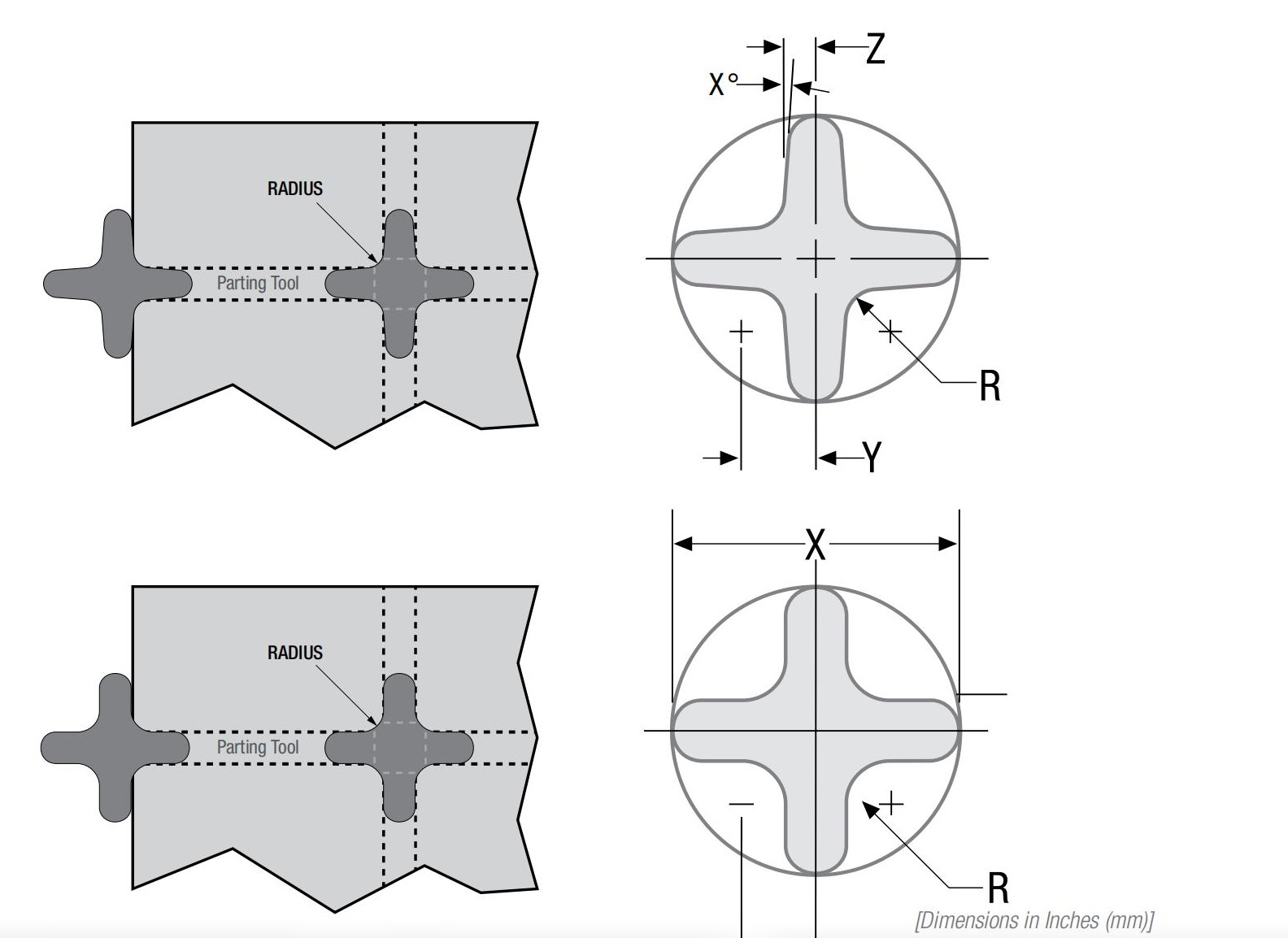
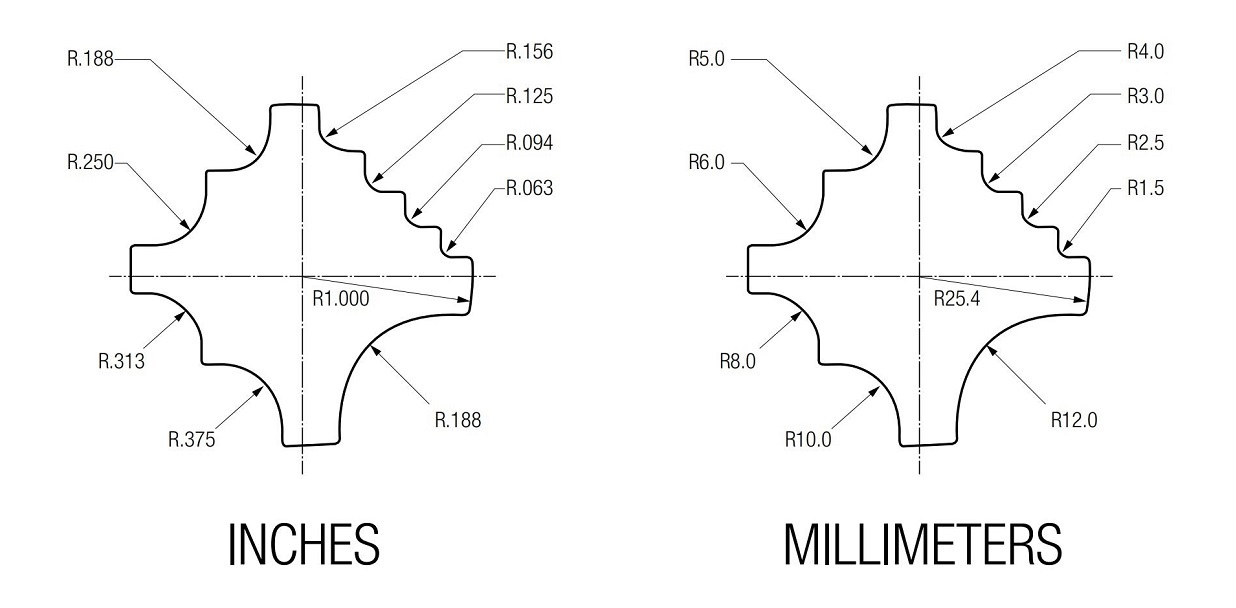
9 vias Canto Ferramenta de arredondamento
- Oferece nove tamanhos de raio comuns (de 1/2″ a 1/16″).
- Indexa automaticamente ao raio correspondente.
- Recomenda-se o uso de ferramentas totalmente guiadas para melhorar o suporte do punção.
- O projeto do raio deve cobrir pelo menos um arco de 90°.
- A largura mínima do “nariz” entre raios adjacentes deve ser de 0,188 polegadas (aproximadamente 4,7 mm) para garantir a resistência da ferramenta.
4.0Furos de pequeno diâmetro
Proporções recomendadas entre diâmetro do punção e espessura do material:
| Material | Proporção de ferramentas não guiadas | Relação de ferramentas totalmente guiada |
| Alumínio | 0.75:1 | 0.5:1 |
| Aço macio | 1:1 | 0.75:1 |
| Aço inoxidável | 2:1 | 1:1 |
Exemplo: Para aço inoxidável com 2,0 mm de espessura, o diâmetro mínimo do furo recomendado é:
- Ferramenta não guiada: 4,0 mm
- Ferramenta totalmente guiada: 2,0 mm
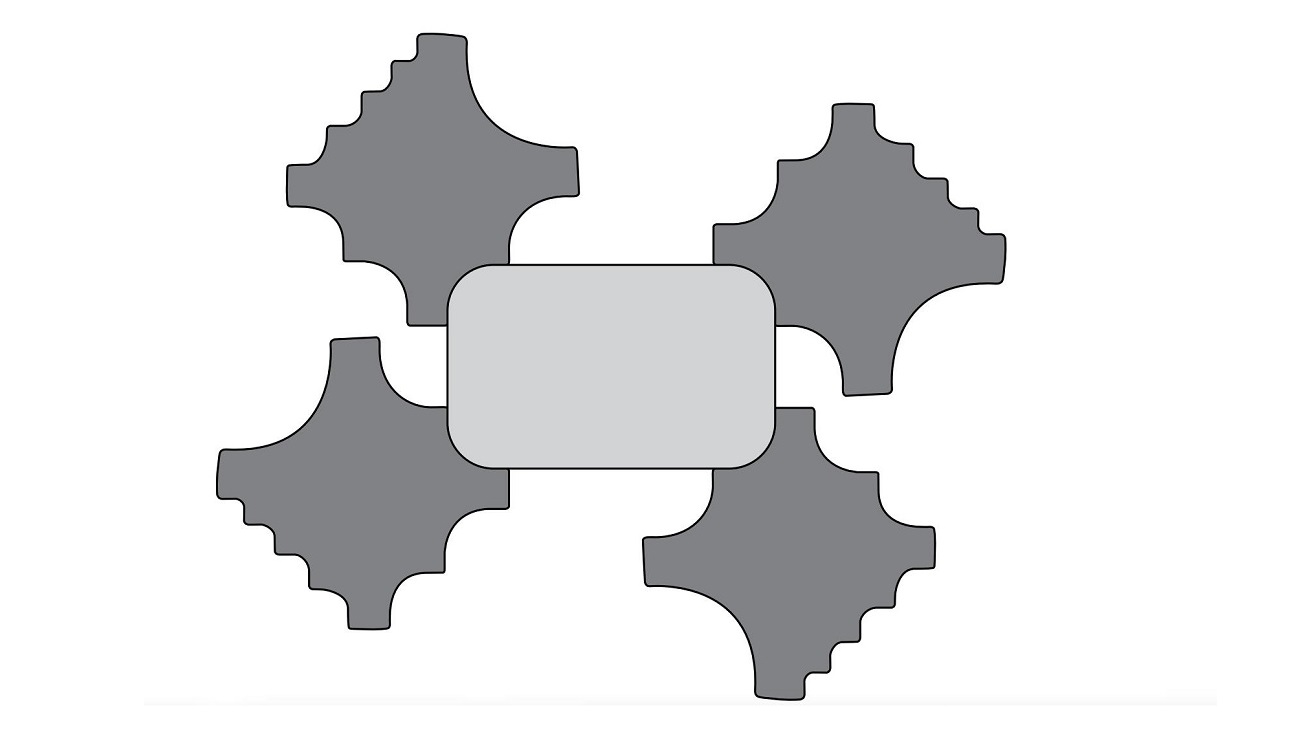
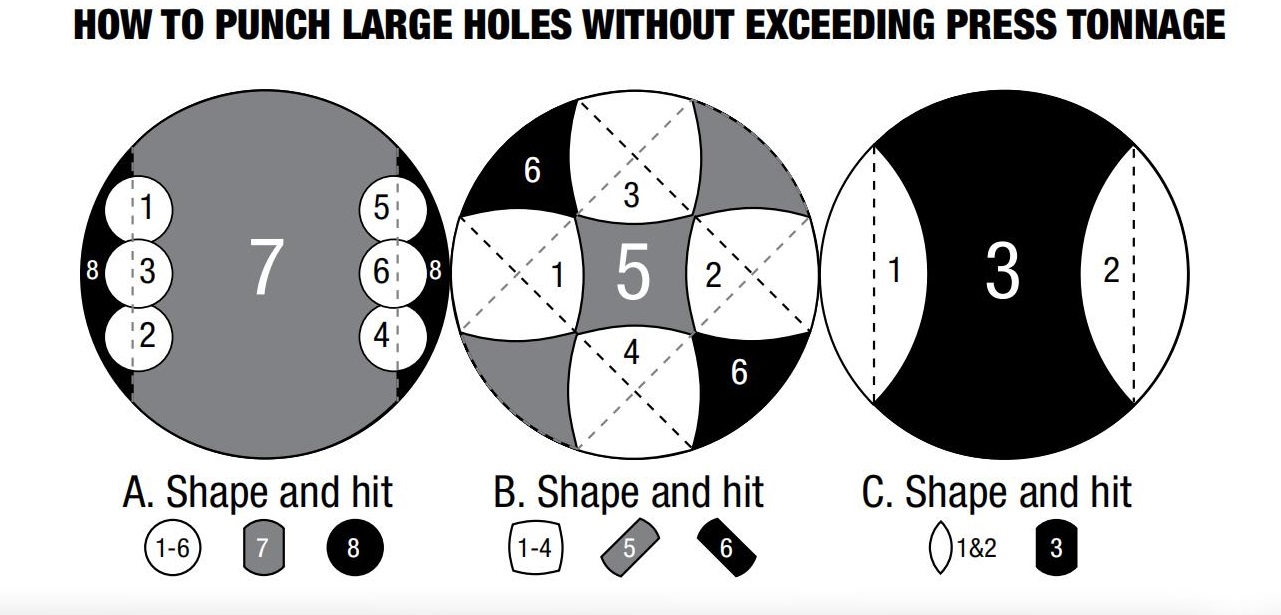
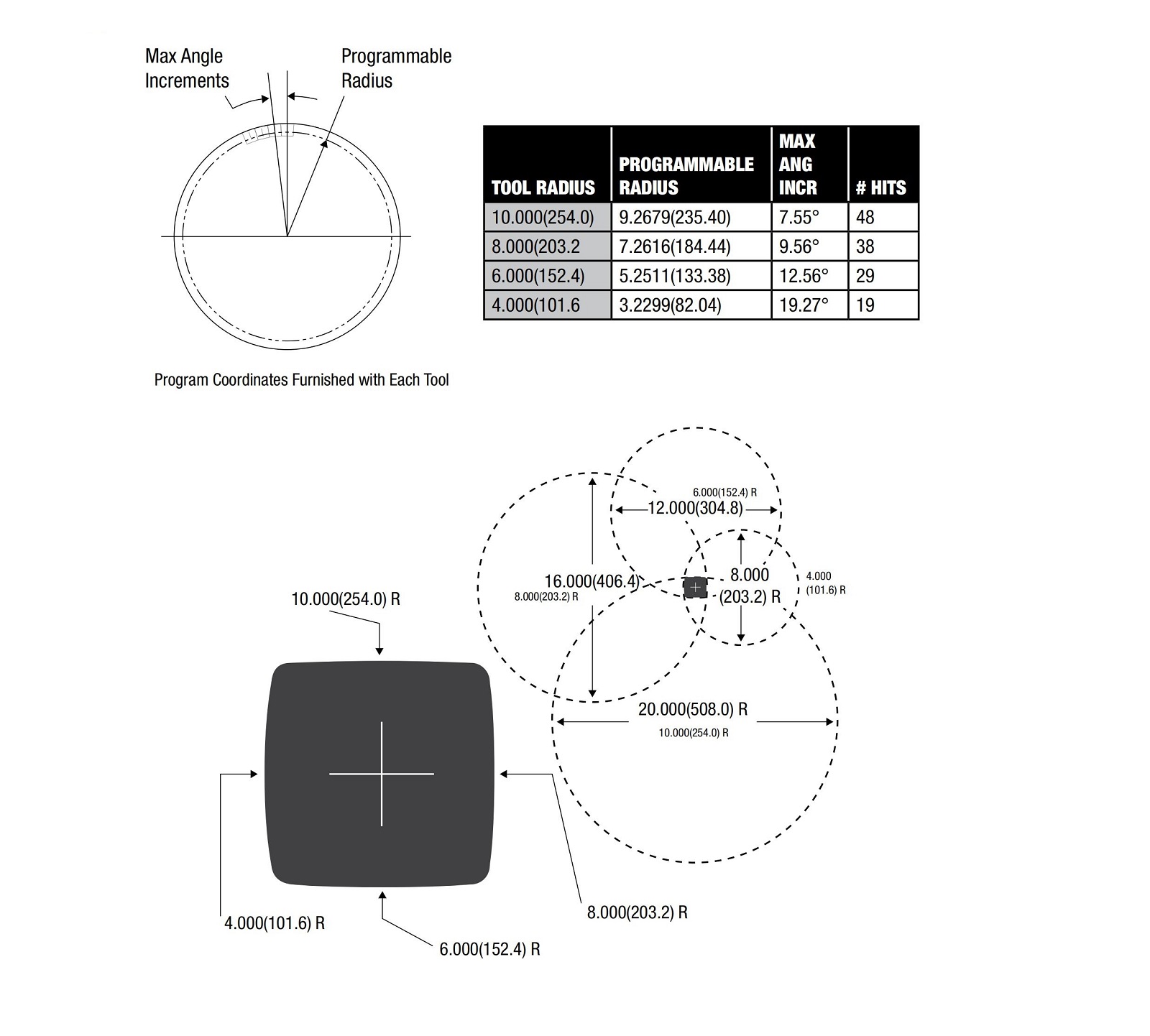
5.0Furos de grande diâmetro
Fazer furos grandes com um único golpe exige muita força. Recomenda-se usar uma abordagem segmentada:
- Utilize punções menores para perfurar segmentadamente o contorno do furo, reduzindo a força do punção em mais de 50%.
- Os formatos dos punções podem ser projetados como duplo D, quatro raios ou lóbulos duplos para obter cortes limpos e reduzir resíduos na mesa.
6.0Mordiscando
Quad Raio Ferramenta
- Permite perfurações mais rápidas e suaves de furos grandes.
- Requer menos acessos; ideal para estações de indexação automática.
- Ferramentas totalmente guiadas são recomendadas para melhorar o alinhamento do punção e a força de fixação.
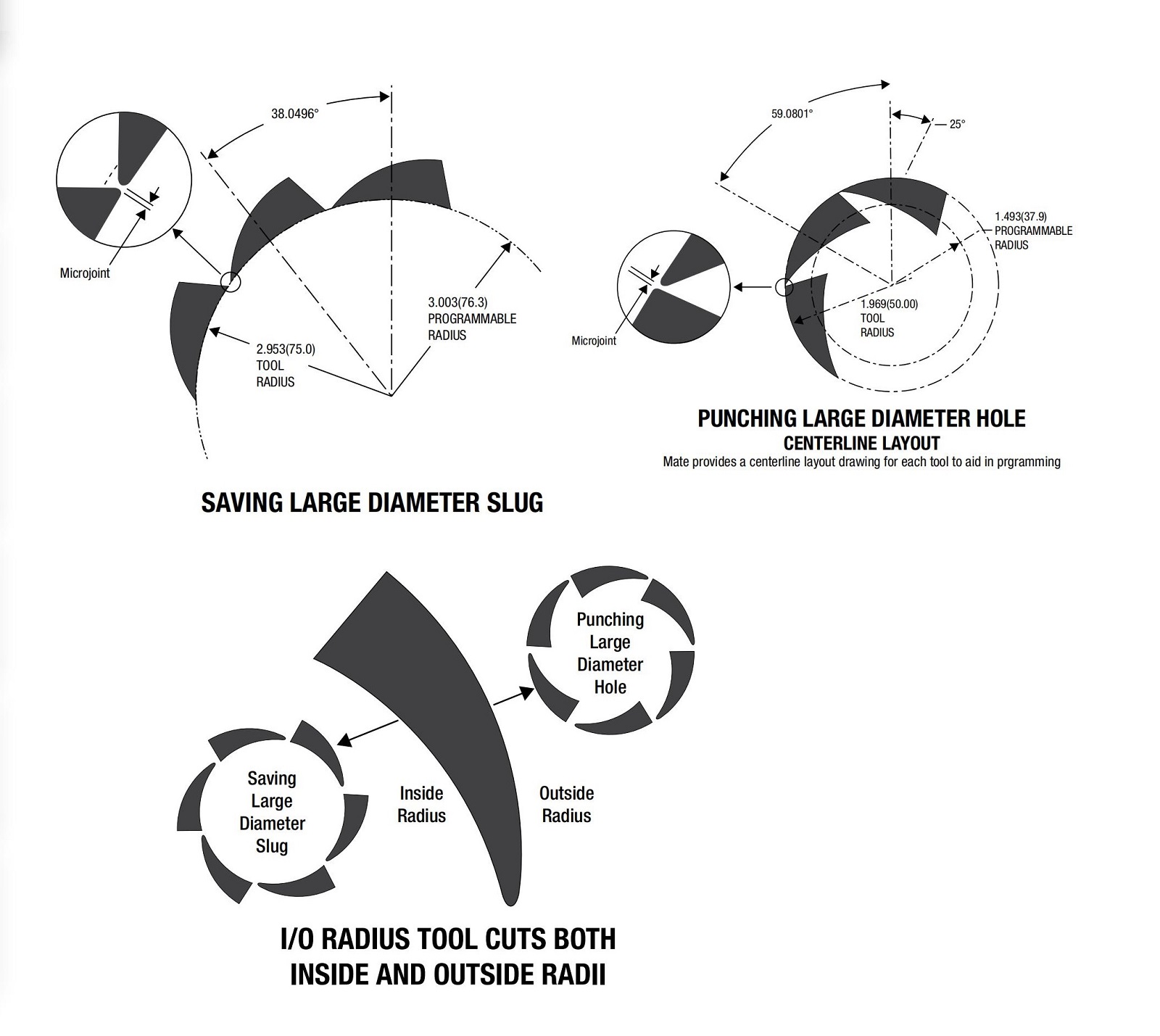
Dentro/Fora Ferramenta de raio
- Forma bordas suaves, mantendo o pedaço ou a peça bruta dentro do material usando microjuntas para facilitar a separação subsequente.
- O tamanho da microjunta deve ser ajustado com base no tipo e na espessura do material.
7.0Corte
- O corte envolve cargas laterais, aumentando o risco de deflexão do punção ou de material ser puxado para dentro da matriz.
- Recomenda-se o uso de punções elípticos com matrizes de cantos arredondados para reduzir bordas em “dente de serra”.
- Este design é especialmente adequado para puncionadeiras mais antigas, oferecendo bordas mais suaves e peças mais seguras.
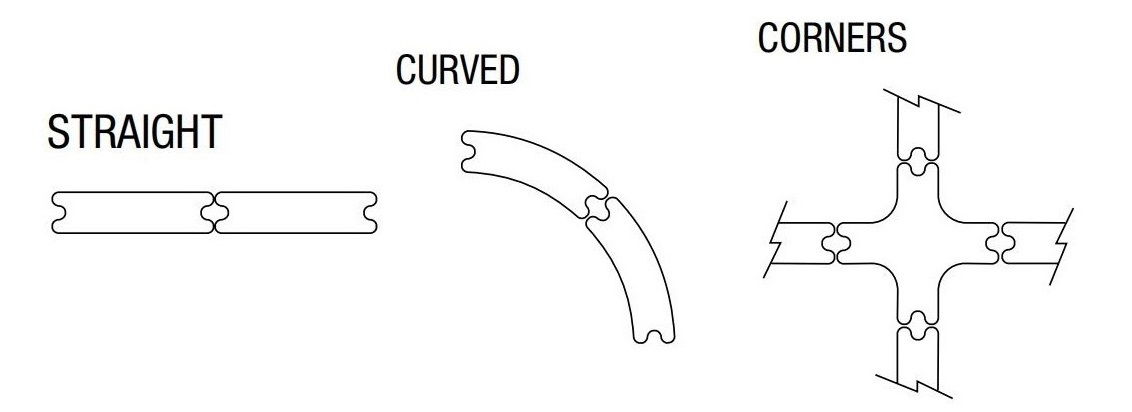
8.0Micro-articulações
O espaçamento controlado por programa cria conexões finas (aproximadamente 0,2 mm) para fácil remoção de peças usando um método de “agitar e quebrar”.
Os formatos comuns de microarticulações incluem:
- Retangular– para juntas de canto externas
- Borboleta ou rabo de peixe– para conectar as peças
- Trapezoidal– para fixação unilateral
Ferramentas podem ser projetadas para separação eficiente de peças de acordo com as necessidades de desmontagem.
Três métodos comuns de desmontagem:
- Agite e quebre: Juntas muito próximas quebradas manualmente.
- Ferramenta de guia: O amplo espaçamento nos cantos internos cria microjuntas.
- Ferramenta de raio de 4 vias: Corta simultaneamente quatro cantos com juntas para fácil quebra.
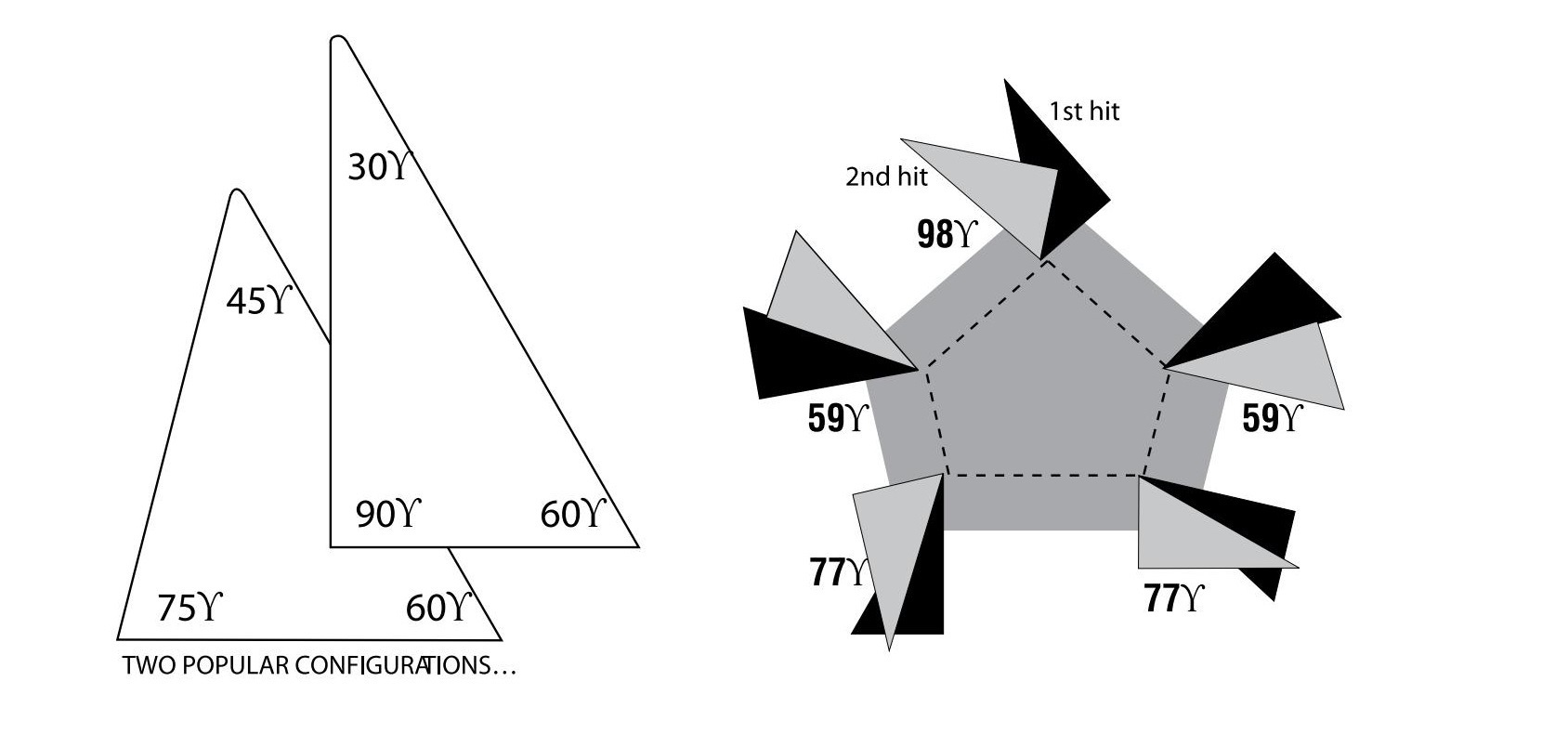
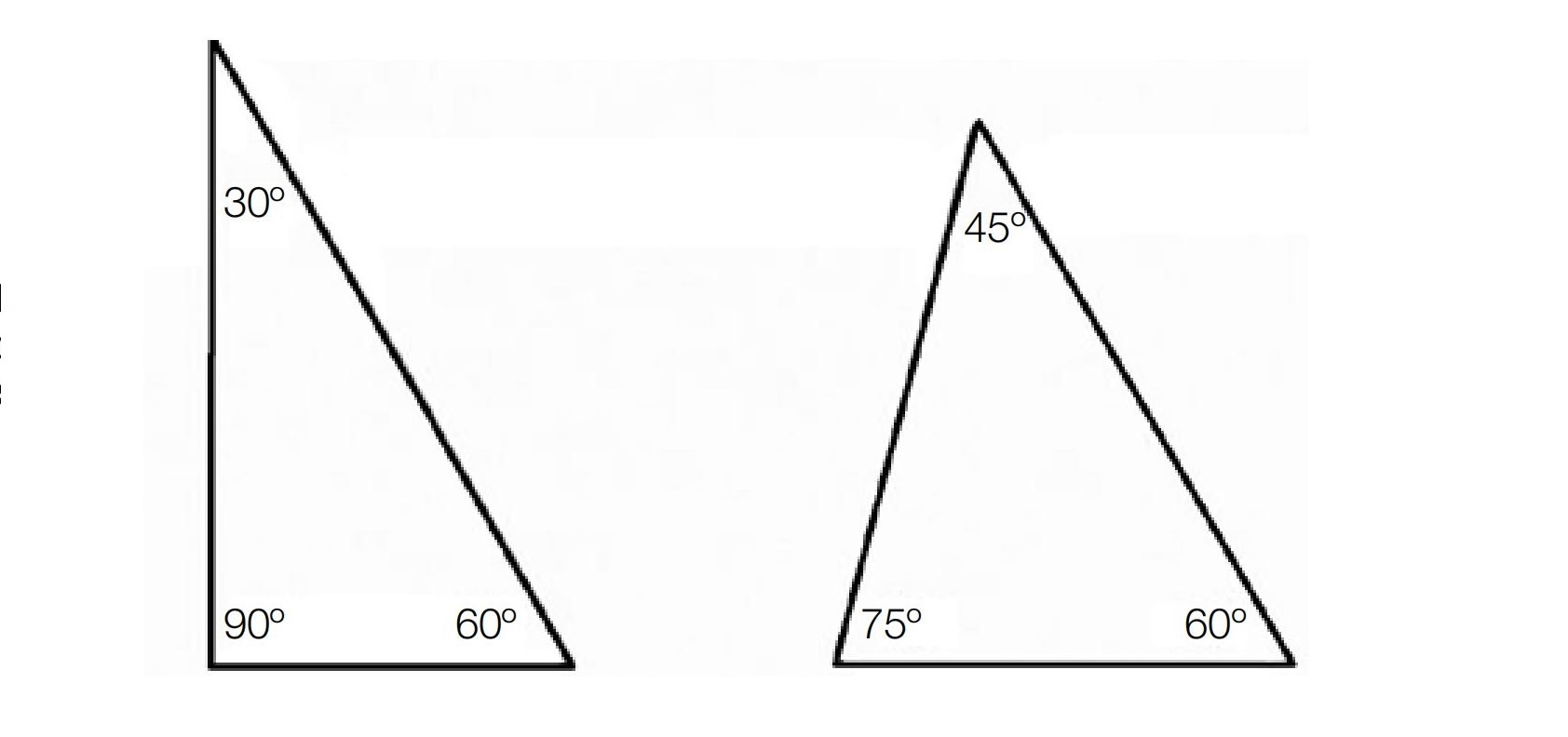
9.0Entalhe
- Ferramenta de entalhe de canto de 3 viasé adequado para cortar ângulos de 15° a 150°.
- Ferramentas totalmente guiadas são recomendadas para estabilidade da ferramenta.
- Para bordas de cantos vivos, um raio mínimo de 0,25 mm é recomendado para reduzir o desgaste.
- A pré-perfuração de pequenos furos (elípticos ou redondos) pode aliviar o estresse durante a flexão e aumentar a resistência da junta.
- Podem ser criadas ferramentas de entalhe personalizadas com design de “ponta de nariz”.
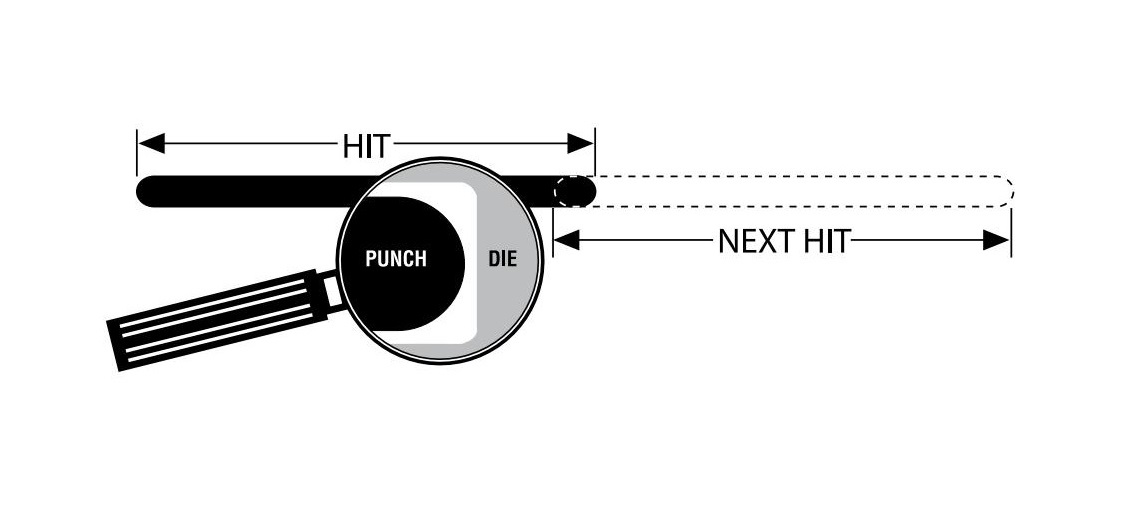
10.0Perfuração de cluster
A punção por agrupamento é um método eficiente para produzir furos ou padrões repetidos em chapas metálicas. Ao aumentar o número de furos por curso, a punção por agrupamento reduz o tempo de produção, reduz os custos e diminui o desgaste da máquina. Diversos designs de punção e configurações de agrupamento estão disponíveis para atender a diferentes aplicações.
Pontos principais:
A perfuração em grupos maximiza a eficiência ao perfurar vários furos simultaneamente.
O desgaste da ferramenta aumenta a força de punção, por isso é importante monitorar as condições da ferramenta.
Cálculo da força de punção:
A força máxima de perfuração recomendada deve não exceder 75% do imprensacapacidade nominal de. Use a seguinte fórmula para estimar a força de punção necessária:
Força de perfuração (toneladas / toneladas métricas)
= Comprimento linear do corte × Espessura do material × Resistência ao cisalhamento
-
Comprimento linear de corte
= Perímetro do furo × Número de punções no cluster -
Perímetro do furo
-
Buraco redondo = 3,14 × Diâmetro
-
Buraco em forma = Soma dos comprimentos laterais
-
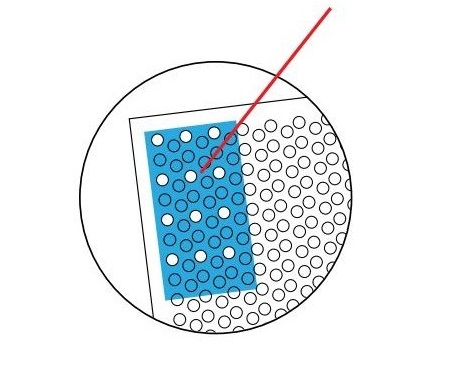
No exemplo, o punção (retângulo azul) é um conjunto de 12 furos redondos, cada um com 6,35 mm de diâmetro. O conjunto abrange um total de 48 furos perfurados em conjuntos de 12 furos × 4 golpes. O material é aço macio com espessura de 1,52 mm.
Cálculo da força de perfuração (furos redondos)
| Unidade | Cálculo do perímetro do furo | × Socos | = Comprimento Linear de Corte | × Espessura | × Resistência ao cisalhamento | = Força de soco |
|---|---|---|---|---|---|---|
| Polegada | 3,14 × 0,250 = 0,785 pol. | × 12 | = 9,42 pol. | × 0,060 pol. | × 25 | = 14,1 toneladas |
| Métrica | 3,14 × 6,35 = 19,94 mm | × 12 | = 239,26 milímetros | × 1,52 mm | × 0,345 | = 12,8 toneladas métricas |
Cálculo da força de perfuração (furos quadrados)
| Unidade | Cálculo do perímetro do furo | × Socos | = Comprimento Linear de Corte | × Espessura | × Resistência ao cisalhamento | = Força de soco |
|---|---|---|---|---|---|---|
| Polegada | 4 × 0,250 = 1,00 pol. | × 12 | = 12,00 pol. | × 0,060 pol. | × 25 | = 18,0 toneladas |
| Métrica | 4 × 6,35 = 25,40 mm | × 12 | = 304,80 milímetros | × 1,52 mm | × 0,345 | = **16,3 métrica |
Perfuração em cluster (continuação)
Tamanho mínimo do soco
Ao perfurar furos de pequeno diâmetro, é essencial que as ferramentas estejam devidamente afiadas e em bom estado de conservação. Use o seguinte: relações de espessura entre punção e material como diretrizes gerais para evitar falhas de ferramentas ou problemas na máquina:
| Material | Proporção de ferramentas padrão | Relação de ferramentas totalmente guiada |
| Alumínio | 0.75 : 1 | 0.5 : 1 |
| Aço macio | 1 : 1 | 0.75 : 1 |
| Aço inoxidável | 2 : 1 | 1 : 1 |
Exemplo (Espessura do material = 0,078″ / 2,0 mm):
| Material | Menor Soco (Padrão) | Menor soco (totalmente guiado) |
| Alumínio (0,078 / 2,0 mm) | 0,059″ (1,5 mm) | 0,039″ (1,0 mm) |
| Aço macio (0,078 / 2,0 mm) | 0,078″ (2,0 mm) | 0,059″ (1,5 mm) |
| Aço inoxidável (0,078 / 2,0 mm) | .157″ (4,0 mm) | 0,078″ (2,0 mm) |
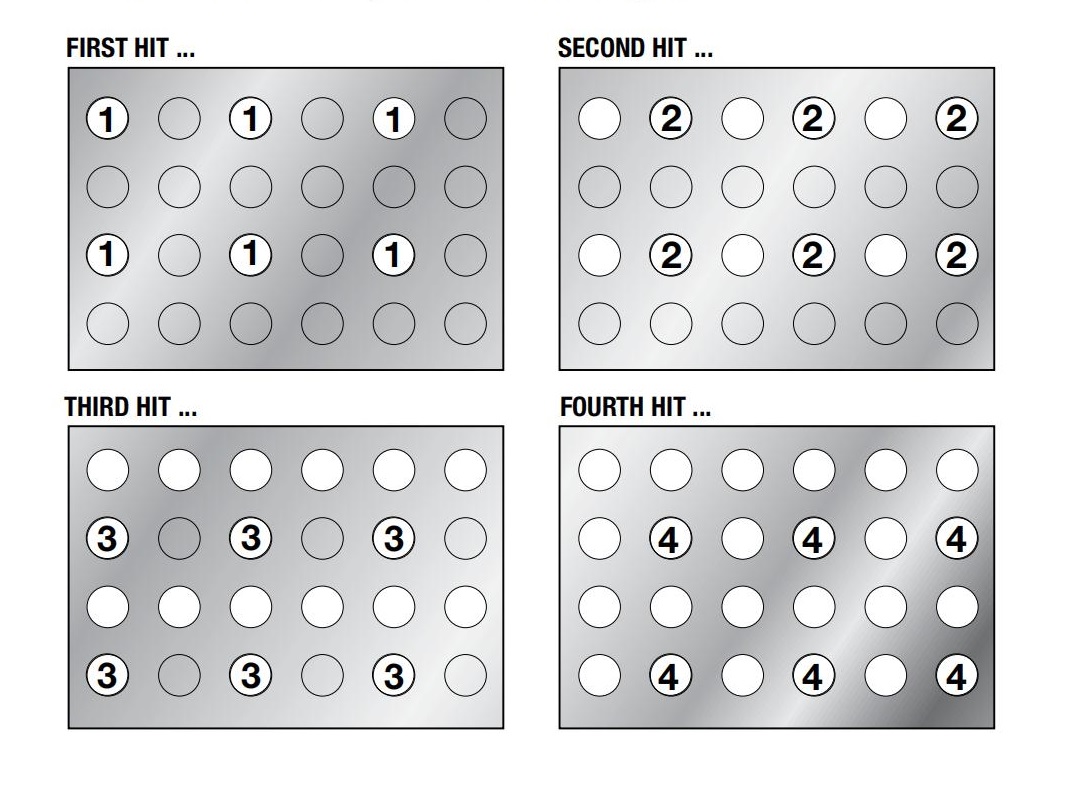
Uniformidade de furos e planura da chapa
Para melhor qualidade de furos e peças mais planas:
- Evite fazer furos adjacentes com um único golpe.
- Distribua os socos em vários golpes (por exemplo, primeiro golpe, segundo golpe, quarto golpe, etc.) para distribuir a força.
- Repita conforme necessário para completar o padrão completo.
VocêFerramentas de cluster totalmente guiadas em aplicações desafiadoras
Punções de cluster totalmente guiadas são recomendadas para:
- Ambientes de alta produção
- Pontas de perfuração de pequeno diâmetro que requerem orientação adicional
- Aplicações com menos pontas de punção e contato reduzido com o removedor
- Longas corridas e tarefas pesadas
Revestimento para maior vida útil da ferramenta
- Aumentar a lubrificação do ponto de punção
- Reduzir o desgaste
- Ajude a manter uma perfuração limpa e consistente
Lubrifique os punções de cluster
Use um lubrificante de alta qualidade (por exemplo, óleo de evaporação) para:
- Reduzir o acúmulo de calor
- Prevenir a formação de escoriações
11.0Referência rápida para solução de problemas do processo de perfuração
| PROBLEMA | CAUSA POSSÍVEL | SOLUÇÃO SUGERIDA |
| Excessivo Rebarbas | Folga incorreta da matriz | Ajuste para adequado |
| Dureza do material diferente, embora gage é o mesmo |
Ajustar a folga | |
| Socos e matrizes maçantes | Afiar ferramentas | |
| Acumulação ou compactação de lesmas | Verifique as matrizes e a folga | |
| Aumentar a penetração do soco | ||
| Suporte na estação desalinhado | Verifique o alinhamento | |
| Pobre Buraco Qualidade | Socos e matrizes maçantes | Afiar ferramentas |
| Folga inadequada | Ajuste para adequado | |
| Morreu não assentado corretamente | Verifique os dados | |
| Suporte ou estação desalinhados | Verifique o alinhamento | |
| Perfuração de material fino | Use ferramentas guiadas | |
| Soco Quebra | Folga inadequada da matriz | Ajuste para adequado |
| Formas Cruzadas | Certifique-se de que as ferramentas estejam devidamente carregadas torre |
|
| Tamanho do punção menor que um material grossura |
Use ferramentas guiadas | |
| Soco Faz Não Tira | Socos ou matrizes cegas | Afiar ferramentas |
| Folga inadequada da matriz | Ajuste para adequado | |
| Material difícil | Ajuste a folga da matriz | |
| Mola fraca | Substituir mola | |
| Limitações da ferramenta excedidas | ||
| Irritante | Lubrificar ferramentas | |
| Soco Irritante | Soco sem graça | Mantenha as ferramentas afiadas |
| Sem lubrificação | Lubrifique a peça de trabalho - Use Mate Almofadas eliminadoras (ver página 17) |
|
| Alta taxa de acerto | Ajustar | |
| Sem revestimento | ||
| Folga inadequada da matriz | Aumentar a folga da matriz | |
| Soco Aderindo em Trabalhar Pedaço | Punção e/ou matriz cega | Afiar ferramentas |
| Folga inadequada da matriz | Aumentar a folga da matriz | |
| Irritante com o soco | Remover a irritação | |
| Lubrificação inadequada | Lubrifique a peça de trabalho - Use Mate Almofadas eliminadoras (ver página 17) |
|
| Mola fraca | Aumentar a remoção Substituir molas de decapagem |
|
| Rápido Ferramenta Vestir | Folga inadequada da matriz | Aumentar a folga da matriz |
| Superaquecimento do soco | Lubrificar ferramentas | |
| Práticas inadequadas de afiação | Veja Manutenção de Punção e Matrizes | |
| Mordiscando | Alterar programação | |
| Descascamento ruim | ||
| Alinhamento inadequado da ferramenta | Realinhar estações Torre de nível Substituir porta-ferramentas |
|
| Material sendo perfurado (por exemplo, inoxidável) |
||
| Folha Precisão | Suportes de trabalho desgastados | Ajustar ou substituir Substituir superfícies de preensão |
| Problemas de alinhamento | Realinhar a mesa para pressionar Inspecionar se há furos de torre desgastados Torre de nível |
|
| Lesma Puxando | Magnetismo em ferramentas | Desmagnetizar |
| Furos de pequeno diâmetro** | Veja abaixo | |
| **As condições mais comuns para a extração de lesmas são: furos redondos.250 a .750 (6,35 a 19) de diâmetro em material de .039 a .078 (1 a 2) de espessura, com ponta afiada ferramentas, usando folga ideal e penetração mínima em material oleado. As soluções sugeridas são: ●Maximizar a penetração da matriz Use Slug Free@dies ●Ejetores de balas |
||
| Superfície Rachaduras sobre Face de Soco | Ferramenta mal aterrada | Roda de desbaste e retificação para cortes leves |
| Deformação de Trabalhar Pedaço | Ferramentas cegas | Afie o punção e a matriz (use refrigerante ao afiar) |
| Folga inadequada | Aumente ou diminua conforme necessário | |
| Sem lubrificação | Lubrificar folha | |
| Descascamento ruim | Aumentar a remoção | |
| Programação | Reprogramar sequência de perfuração Ponte atinge grandes aberturas |
|
12.0Resumo
Este artigo apresenta sistematicamente nove técnicas de soco comumente usadas, incluindo Supressão, Arredondamento de cantos, Furos de pequeno e grande diâmetro, Mordiscando, Corte, Micro-articulações, Entalhe, e Perfuração de cluster.
Cada técnica possui seus próprios requisitos de processo e cenários de aplicação específicos. Por exemplo:
- Supressão concentra-se nas dimensões da matriz e na nitidez da aresta.
- Canto arredondamento enfatiza a melhoria da produtividade e a redução do desgaste da máquina.
- Micro-articulação tecnologia facilita a separação das peças após a punção.
Ao selecionar e otimizar corretamente essas técnicas, os fabricantes podem não apenas melhorar qualidade do produto mas também prolongar a vida útil da ferramenta e reduzir custos de produção, contribuindo para processos de estampagem de metais eficientes e precisos.
13.0Perguntas Frequentes (FAQ)
P1: O que é corte e como ele difere da punção?
A1: O corte corta a parte indesejada do material da folha, deixando a material restante como produto final. Em contraste, a perfuração remove o porção desejada da folha. No blanking, o tamanho da matriz determina as dimensões do produto final.
Q2: Quais são as vantagens de uma ferramenta de arredondamento de cantos de 4 vias?
A2: A ferramenta de 4 vias pode soque todos os quatro cantos de uma vez, reduzindo o número de acessos, minimizando o desgaste da máquina, melhorando a eficiência e eliminando a necessidade de estações de índice.
Q3: Como determino o tamanho mínimo de punção para furos pequenos?
A3: O tamanho mínimo do punção depende de tipo e espessura do material. Consulte as recomendações relações entre diâmetro e espessura do punção. Usando ferramentas totalmente guiadas permite furos menores com melhor precisão.
Q4: O que é mordiscar e quando deve ser usado?
A4: Formas de mordiscar buracos grandes ou complexos através de uma série de punções sobrepostas. É ideal para formas não padronizadas ou furos de grande diâmetro, produzindo bordas suaves enquanto reduzindo a carga da máquina.
P5: Qual é o propósito da tecnologia de microarticulações?
A5: As microarticulações criam pequenas conexões entre as peças perfuradas e o material de base, permitindo que as peças permaneçam fixadas para fácil manuseio e, posteriormente, sejam separados manualmente sem danos ou extravio.
P6: Como posso evitar a dobra do material durante o corte?
A6: Usar punções elípticas com matrizes arredondadas para criar caminhos de corte mais suaves e reduzir cargas laterais, evitando que o material se dobre e melhorando a qualidade do corte.
Q7: Como calculo a força de punção para punção em cluster?
A7: Força de perfuração (em toneladas) =
Comprimento total de corte × Espessura do material × Resistência ao cisalhamento.
O força máxima deve não exceder 75% da capacidade nominal da máquina de prensagem.


