

- 1.0O que é a liga de alumínio 6061?
- 2.0Aplicações comuns da liga de alumínio 6061
- 3.0Comparação da resistência do alumínio 6061 com outras ligas de alumínio
- 4.0Como processar a liga de alumínio 6061
- 5.0Como soldar corretamente a liga de alumínio 6061
- 6.0O alumínio 6061 é adequado para aplicações estruturais ou de suporte de carga?
- 7.0O alumínio 6061 oferece boa resistência à corrosão?
- 8.0O alumínio 6061 pode ser anodizado?
- 9.0Por que escolher a liga de alumínio 6061 em vez das ligas 5052 ou 7075?
- 10.0Tratamento térmico do alumínio 6061 (T6, T651)
Alumínio 6061 A liga é uma das principais ligas tratáveis termicamente da série 6000. Designada pela Aluminum Association (AA) com o número UNS A96061, ela se posiciona como uma “liga versátil e de baixo custo para uso geral”. Com magnésio (Mg) e silício (Si) como seus principais elementos de liga, oferece um aumento significativo na resistência mecânica por meio de tratamento térmico, além de proporcionar excelente resistência à corrosão, usinabilidade, soldabilidade e conformabilidade.
Consequentemente, é uma das ligas de alumínio mais utilizadas em aplicações industriais e é frequentemente considerada uma verdadeira liga "para tudo".
1.0O que é a liga de alumínio 6061?
O alumínio 6061 é uma liga de Al-Mg-Si tratável termicamente (um tipo fundamental da série 6xxx). Utiliza magnésio (Mg) e silício (Si) como principais elementos de liga, com pequenas adições de cobre (Cu) e cromo (Cr). O restante é alumínio (Al).
1.1Por que o aço 6061 é amplamente preferido
- Propriedades mecânicas equilibradas: resistência moderada (resistência à tração típica de 200 a 310 MPa) com boa tenacidade. A resistência pode ser significativamente aumentada por meio de tratamento térmico T6 para atender aos requisitos estruturais gerais.
- Excelente usinabilidade: Adequado para corte, furação, dobra e soldagem (TIG e MIG). Funciona bem com equipamentos de corte de alumínio e suporta processos de conformação complexos.
- Alta resistência à corrosão: Forma uma densa camada de óxido natural e suporta anodização ou revestimento, tornando-o adequado para ambientes externos ou úmidos.
- Alta relação custo-benefício: matérias-primas facilmente disponíveis, tecnologia de processamento consolidada e custo inferior em comparação com ligas de alta resistência como a 7075.
- Características de leveza: Densidade de aproximadamente 2,7 g/cm³ (um terço da do aço), ideal para projetos de baixo peso nas áreas aeroespacial, automotiva e da construção civil.
As aplicações incluem componentes de máquinas, painéis arquitetônicos, peças automotivas, acessórios aeroespaciais e estruturas de equipamentos eletrônicos.

1.2Propriedades mecânicas da liga de alumínio 6061
| Propriedade | Unidade | O Temper (Recozido) | T4 Temper (Solução + Envelhecimento Natural) | Tempera T6 (Solução + Envelhecimento Artificial) | Notas |
| Resistência à tração (σb) | MPa | ≥110 | ≥240 | ≥290 | T6 é a condição de alta resistência mais comumente usada. |
| Limite de escoamento (σ0,2) | MPa | ≥35 | ≥140 | ≥240 | A resistência ao escoamento define a capacidade de suportar carga. |
| Alongamento (δ5) | % | ≥25 | ≥12 | ≥8 | Valores mais altos indicam melhor ductilidade e trabalhabilidade. |
| Dureza Brinell (HB) | – | ≤30 | ≤65 | ≤95 | A dureza está relacionada com a dificuldade de corte. |
| Densidade (ρ) | g/cm³ | 2.70 | 2.70 | 2.70 | A densidade permanece constante em todas as têmperas. |
| Módulo de elasticidade (E) | GPa | 69 | 69 | 69 | Indicador chave de rigidez para projeto estrutural |
1.3Resumo dos principais recursos
- Resposta significativa ao tratamento térmico: a resistência do tratamento T6 é mais que o dobro da resistência do tratamento O, sendo adequada para componentes estruturais.
- Equilíbrio entre resistência e ductilidade: mesmo em T6, alongamento ≥8%, adequado para aplicações de dobramento e estampagem.
- Desempenho estável: A densidade e o módulo permanecem inalterados em diferentes têmperas, simplificando o projeto de engenharia.
- Facilidade de usinagem: A dureza moderada (HB ≤95 em T6) permite cortes e furações precisos com equipamentos de corte de alumínio.
1.4Composição química da liga de alumínio 6061
| Categoria | Elemento | Faixa de conteúdo | Notas |
| Principais elementos de liga | Mg | 0,80–1,20 | Forma a fase de reforço Mg₂Si |
| Si | 0,40–0,80 | Elemento chave para o reforço por tratamento térmico | |
| Cu | 0,15–0,40 | Aumenta a resistência e a resistência à corrosão. | |
| Cr | 0,04–0,35 | Refinamento de grãos e melhoria da resistência à corrosão sob tensão | |
| Impurezas (máx.) | Fe | ≤0,70 | O excesso pode reduzir a qualidade da superfície e a usinabilidade. |
| Mn | ≤0,15 | Controlado para evitar problemas de corrosão. | |
| Zn | ≤0,25 | Impureza residual; mantida baixa | |
| Ti | ≤0,15 | Ajuda a refinar a estrutura do grão. | |
| Outras impurezas | Individual ≤0,05, total ≤0,15 | Garante a pureza da liga. | |
| Elemento Base | Al | Equilíbrio | Fornece propriedades mecânicas primárias |
1.5Notas principais
- A proporção otimizada de Mg+Si permite a precipitação de Mg₂Si durante o tratamento térmico T6, resultando em alta resistência.
- O controle rigoroso de impurezas (especialmente de ferro) impede a formação de fases frágeis e garante boa usinabilidade e soldabilidade.
- A composição química equilibrada proporciona a base para sua resistência combinada, resistência à corrosão e desempenho de processamento.
2.0Aplicações comuns da liga de alumínio 6061
2.1Fabricação de máquinas
- Componentes mecânicos gerais: engrenagens, eixos, suportes, bases
- Estruturas de equipamentos de automação e conjuntos de transportadores
- Peças usinadas personalizadas produzidas por meio de equipamentos de corte ou dobra; bases de moldes
2.2Materiais de construção e edificação
- Sistemas de fachada cortina, perfis de janelas e portas, grades e corrimãos.
- Estruturas e painéis decorativos para varandas envidraçadas (adequados para pintura anodizada)
- Componentes estruturais para pontes e instalações públicas (leves e resistentes à corrosão para uso externo)
2.3Indústria de Transportes
- Peças automotivas: chassis de carroceria, rodas, suportes de motor, radiadores.
- Componentes aeroespaciais: estruturas de asas, elementos de fuselagem, bagageiros.
- Componentes internos para transporte ferroviário; revestimento antiderrapante para embarcações marítimas.
2.4Eletrônicos e eletrodomésticos
- Estruturas para dispositivos eletrônicos: gabinetes de PC, suportes para monitores
- Gabinetes de eletrodomésticos: molduras de ar-condicionado, acabamentos de geladeira
- Dissipadores de calor e componentes de refrigeração (excelente condutividade térmica e usinabilidade)
2.5Outras áreas
- Dispositivos médicos: estruturas de cadeiras de rodas, componentes de equipamentos de reabilitação
- Artigos esportivos: quadros de bicicleta, esquis, bastões de caminhada
- Vasos de pressão e sistemas de tubulação (adequados para aplicações de média/baixa pressão)
2.6Lógica de aplicação
Todas as aplicações se beneficiam de sua usinabilidade equilibrada, leveza e resistência à corrosão. É particularmente adequado para processamento de alta precisão usando máquinas de corte de alumínio e equipamentos de soldagem, tornando-o uma das ligas de uso geral mais utilizadas.
3.0Comparação da resistência do alumínio 6061 com outras ligas de alumínio
| Liga | Série | Temperamento comum | Faixa de resistência à tração | Nível de força | Principais características (em comparação com a versão 6061) |
| 1100 | 1xxx | H14 | 95–120 MPa | Muito baixo | Resistência mínima; usado para peças decorativas ou condutoras; excelente trabalhabilidade, mas baixa capacidade de carga. |
| 3003 | 3xxx | H18 | 160–180 MPa | Baixo | Ligeiramente mais resistente que o alumínio puro; boa resistência à corrosão; não pode ser tratado termicamente; ideal para peças estampadas. |
| 5052 | 5xxx | H32 | 210–230 MPa | Baixo–Médio | Resistência próxima à do aço 6061-O/T4; resistência superior à corrosão, especialmente em ambientes marinhos; não tratável termicamente. |
| 6061 | 6xxx | T6 | 290–310 MPa | Médio | Tratável termicamente; equilíbrio entre resistência, usinabilidade e custo. |
| 6063 | 6xxx | T6 | 240–260 MPa | Médio | Resistência ligeiramente inferior; melhor conformabilidade e soldabilidade; ideal para perfis extrudados, como portas e janelas. |
| 7075 | 7xxx | T6 | 480–510 MPa | Muito alto | Liga de alta resistência; aproximadamente 1,6 vezes mais resistente que a liga 6061-T6; menor usinabilidade, maior custo, resistência moderada à corrosão. |
| 2024 | 2xxx | T3 | 420–480 MPa | Alto | Maior resistência que o alumínio 6061; usado em aplicações aeroespaciais de alta tensão; menor resistência à corrosão (requer revestimento). |
3.1Principais conclusões
- O alumínio 6061 (especialmente o T6) é uma liga de resistência média, significativamente mais resistente do que as ligas 1xxx, 3xxx e 5xxx, que não são tratáveis termicamente.
- Embora tenha resistência inferior às ligas 7xxx e 2xxx, oferece usinabilidade muito melhor (corte, soldagem, dobra) e custo-benefício, podendo ser processado utilizando equipamentos padrão de corte de alumínio.
- Em comparação com o aço 6063, o 6061 oferece maior resistência e é mais adequado para componentes estruturais, enquanto o 6063 é otimizado para extrusão e perfis arquitetônicos.
3.2Guia de Candidatura
- Para componentes estruturais gerais: 6061
- Para peças aeroespaciais de alta pressão/carga pesada: 7075/2024
- Para ambientes marinhos e sujeitos a corrosão: 5052/5083
4.0Como processar a liga de alumínio 6061
4.1Preparação do material
Antes da usinagem de precisão, a exatidão do corte da matéria-prima afeta diretamente a fixação e o alinhamento posicional subsequentes.
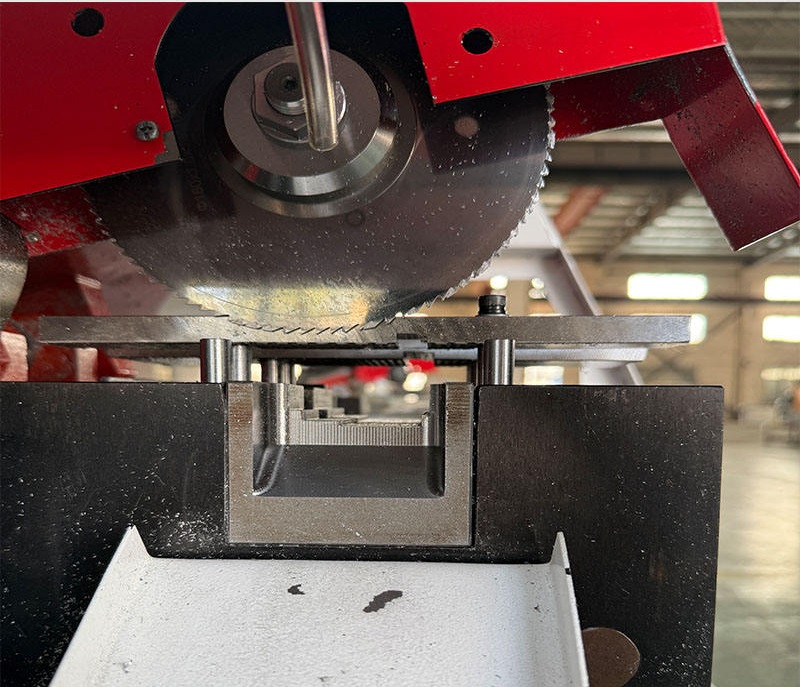

4.2Seleção de Equipamentos
Para cortes longitudinais de precisão em barras, tubos e perfis extrudados, um Máquina de corte de alumínio CNC É essencial. Comparados com serras convencionais, os sistemas CNC oferecem as seguintes vantagens:
- Eixo de alta velocidade (3000–5000 RPM)
- Alimentação servo-controlada, mantendo tolerâncias de comprimento dentro de ±0,1 mm
- Compatível com lâminas de metal duro ultrafinas (minimiza a perda de material no corte, proporciona superfícies de corte limpas, muitas vezes eliminando a necessidade de fresamento secundário da face).
4.3Refrigeração e Lubrificação
- Adote sistemas de microlubrificação (MQL) combinados com óleos de corte específicos para alumínio.
- Evitar a aderência de cavacos na lâmina durante o processo de corte

4.4Estratégia de usinagem CNC
O alumínio 6061 tende a ser "macio e pegajoso", o que o torna suscetível à formação de aresta postiça (BUE). Portanto, a estratégia de usinagem centra-se em altas velocidades de corte, grande volume de evacuação de cavacos e geometria de corte afiada.
Ferramentas
| Parâmetro | Especificações |
| Material da ferramenta | Carboneto de grão fino (grau YG) |
| Revestimentos | Preferencialmente: Ferramentas sem revestimento (acabamento altamente polido/brilhante) ou com revestimento DLC; Evite: TiAlN (revestimentos que contêm alumínio) |
| Contagem de Flautas | Fresa de 2 ou 3 canais (para fresamento, proporciona cavidades maiores para a remoção de cavacos) |
| Ângulo da Hélice | ≥45° (melhora a suavidade do corte e o fluxo de cavacos) |
Parâmetros de corte
| Parâmetro | Faixa/Requisito |
| Velocidade de corte (Vc) | 150–400 m/min (ajustável com base na rigidez da máquina; velocidades mais altas são aceitáveis) |
| Alimentação por dente (fz) | Taxa de avanço relativamente alta (garante o corte em vez do atrito; evita o endurecimento por trabalho) |
| Profundidade de corte (ap/ae) | Desbaste: Cortes profundos permitidos; Acabamento: Deixe 0,1–0,2 mm de material para passes leves em alta velocidade. |
4.5Principais desafios e soluções
Controle de Deformação
A liga 6061 retém tensões internas significativas, o que leva ao empenamento em peças de paredes finas ou componentes com alta taxa de remoção de material.
- Sequência do processo: Usinagem de desbaste → Alívio de tensões/envelhecimento natural → Usinagem de acabamento
- Fixação da peça: Utilize mordentes macios ou dispositivos de fixação a vácuo durante o acabamento (minimiza a deformação elástica causada pelas forças de fixação).
Adesão de lascas e borda acumulada
- Requisitos do fluido refrigerante: Fluido refrigerante emulsionado de alta pressão e alto fluxo (concentração de 8 a 10%)
- Funções: Resfriamento, auxílio na evacuação de cavacos, reduz a necessidade de recorte/compactação de cavacos nas ranhuras.
Acabamento de Superfície
O alumínio 6061 é altamente adequado para anodização. Processo padrão:
- Jateamento de areia pós-usinagem (mascara marcas de ferramentas)
- Tratamento de anodização:
- Tipo II: Anodização natural/colorida
- Tipo III: Anodização dura (aumenta a resistência ao desgaste e a estética)
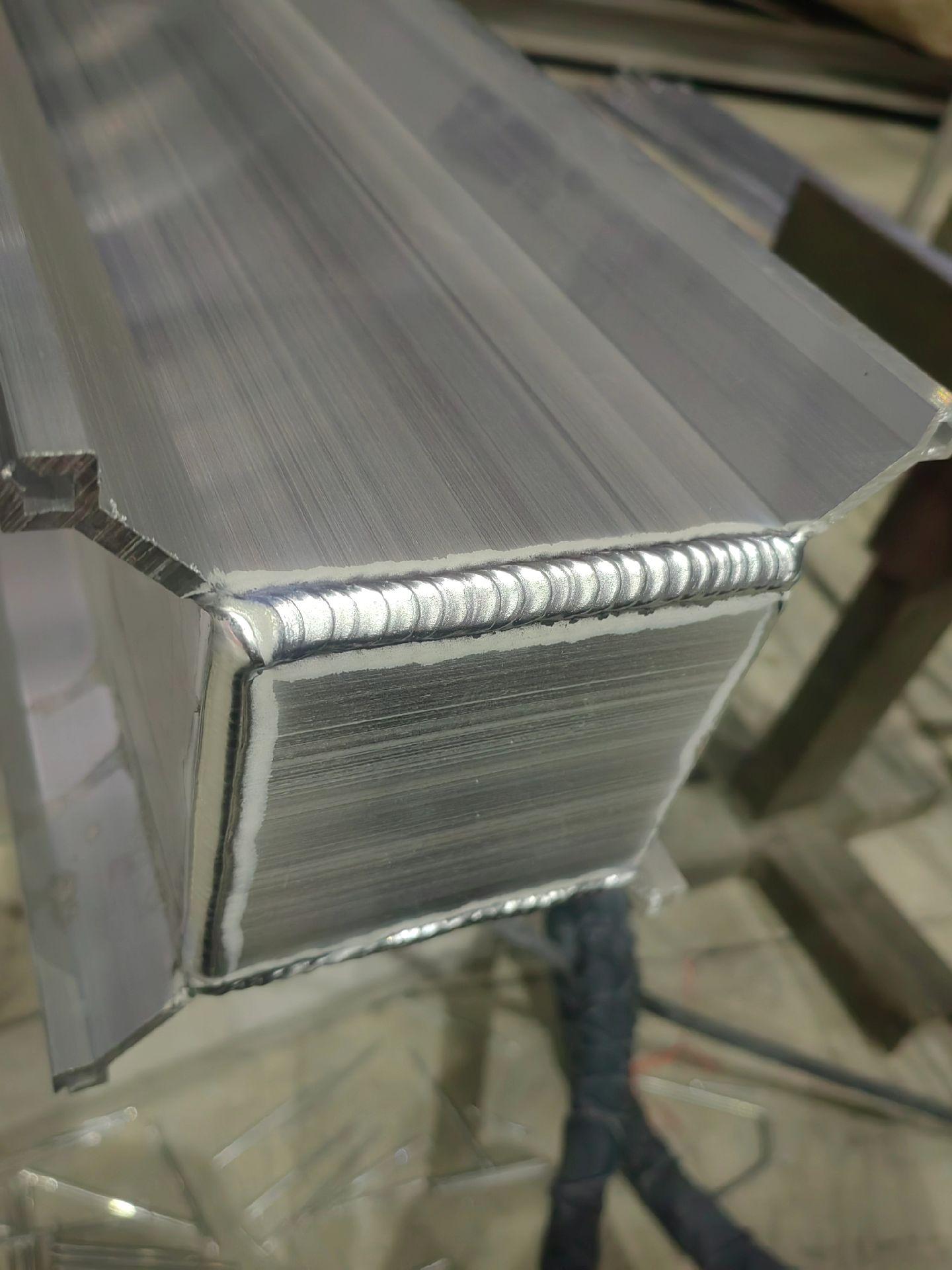
5.0Como soldar corretamente a liga de alumínio 6061
5.1Preparativos essenciais antes da soldagem
- Limpeza da superfície: Remova a camada de óxido (Al₂O₃) da área da junta usando uma escova de aço inoxidável ou lixa, depois limpe o óleo ou contaminantes com acetona ou álcool para evitar porosidade e falta de fusão.
- Seleção do metal de adição: Prefira ER5356 (melhor resistência a trincas) ou ER4043 (melhor fluidez) para combinar com a composição química Mg-Si do aço 6061.
- Requisitos de pré-aquecimento: Pré-aqueça a 80–120 °C para chapas com espessura superior a 6 mm; seções finas (≤ 6 mm) normalmente não requerem pré-aquecimento para evitar distorção térmica.
- Escolha do equipamento: recomenda-se a soldagem TIG (GTAW) ou MIG (GMAW); deve-se evitar a soldagem com eletrodo revestido.

5.2Parâmetros-chave de soldagem (valores de referência)
| Método de soldagem | Espessura (mm) | Corrente (A) | Voltagem (V) | Gás de proteção | Velocidade de soldagem (mm/min) |
| TIG | 1–3 | 60–100 | 10–14 | Ar puro, 8–12 L/min | 50–100 |
| TIG | 4–8 | 100–150 | 14–18 | Ar puro, 10–15 L/min | 80–120 |
| MIG | 3–12 | 120–200 | 18–24 | Ar puro, 15–20 L/min | 100–150 |
5.3Diretrizes para Operação de Soldagem
- Gás de proteção: Utilize argônio puro durante toda a soldagem; mantenha uma distância entre o bocal e a peça de 3 a 5 mm para evitar a entrada de ar e a porosidade.
- Sequência de soldagem: Soldar do centro para fora em segmentos, utilizando soldagem intermitente ou uma sequência simétrica para minimizar a tensão residual e a distorção.
- Técnica de soldagem: Aplique soldagem com baixa corrente e deslocamento rápido para evitar superaquecimento, pois o aço 6061 é suscetível a fissuras a quente. Reduza a corrente gradualmente na extremidade da solda para preencher completamente a cratera.
- Projeto de juntas: Prefira juntas de topo ou de filete; evite juntas sobrepostas, que são propensas ao aprisionamento de escória. Mantenha uma folga na junta de 0,5 a 1,5 mm.
5.4Tratamento pós-soldagem
- Limpeza da superfície: Após o resfriamento, remova os respingos e inspecione a junta para garantir que não haja porosidade ou rachaduras.
- Proteção contra corrosão: Aplique anodização se for necessária maior resistência à corrosão.
- Verificação de Qualidade: Componentes estruturais críticos devem ser submetidos a testes não destrutivos, como inspeção por líquido penetrante.
6.0O alumínio 6061 é adequado para aplicações estruturais ou de suporte de carga?
Conclusão principal: Adequado para estruturas com cargas médias; não recomendado para aplicações com cargas extremamente pesadas.
6.1Principais razões pelas quais é adequado
- Resistência adequada (condição T6 necessária): A resistência à tração de 290–310 MPa e a resistência ao escoamento em torno de 240 MPa atendem às necessidades da maioria das aplicações estruturais gerais, como estruturas de equipamentos, suportes e vigas secundárias.
- Propriedades mecânicas equilibradas: Oferece um bom equilíbrio entre resistência e tenacidade; melhor resistência ao impacto do que ligas de alta resistência como a 7075, reduzindo o risco de falha frágil.
- Vantagem da leveza: A densidade de 2,7 g/cm³ torna o material cerca de 60% mais leve que o aço, permitindo o desenvolvimento de projetos leves para aplicações aeroespaciais, automotivas e de máquinas.
- Facilidade de fabricação: Boa soldabilidade e usinabilidade, compatível com cortes de precisão e montagens aparafusadas e soldadas para estruturas complexas.
6.2Aplicações típicas
- Estruturas de equipamentos mecânicos, vigas de suporte de transportadores, bases de máquinas-ferramenta
- Estruturas arquitetônicas como armações de varandas envidraçadas, corrimãos de escadas e suportes secundários.
- Componentes de transporte, incluindo chassis automotivos, suportes de convés marítimo e subestruturas aeroespaciais.
- Usos estruturais gerais, como estantes, estações de trabalho e barreiras industriais.
6.3Limitações e Considerações
- Não recomendado para: Estruturas primárias de pontes, componentes essenciais de máquinas pesadas ou trens de pouso aeroespaciais, que exigem ligas de maior resistência, como 7075 ou 2024.
- Requisitos críticos:
- Deve ser utilizado na têmpera T6; as têmperas O/T4 não oferecem resistência adequada.
- Pode ser necessário alívio de tensões após a soldagem devido à redução localizada da resistência.
- As peças para uso externo devem ser anodizadas ou revestidas para proteção contra corrosão.
- Considerações de projeto: O projeto estrutural deve seguir os cálculos de carga de engenharia, evitar a concentração de tensões e incorporar reforço onde necessário.


7.0O alumínio 6061 oferece boa resistência à corrosão?
7.1Principais vantagens em resistência à corrosão
Proteção Natural: Uma densa camada de óxido de Al₂O₃ se forma naturalmente na superfície, proporcionando forte proteção contra ambientes atmosféricos, de água doce e levemente alcalinos ou ácidos.
- Composição otimizada da liga: Traços de cromo melhoram o refinamento dos grãos e a resistência à corrosão sob tensão, reduzindo os riscos de corrosão pós-processamento decorrentes de cortes ou soldagens.
- Opções de proteção aprimoradas: A anodização, o revestimento ou a deposição eletroforética podem aumentar ainda mais a espessura da camada protetora, melhorando significativamente o desempenho em ambientes externos ou úmidos.
7.2Desempenho e limitações ambientais
| Ambiente | Resistência à corrosão | Notas |
| Atmosférico / Água Doce | Excelente, sem corrosão significativa a longo prazo. | Uma película de óxido natural geralmente é suficiente. |
| Ácidos/álcalis fracos (pH 4–9) | Boa resistência a curto prazo | Evite imersão prolongada; limpe imediatamente os contaminantes da superfície. |
| Marinho / Névoa Salina | Moderado; suscetível à corrosão por pites e frestas. | A anodização com selagem é essencial; o aço 5052/5083 pode ser preferível. |
| Ácidos fortes / Meios químicos | Pobre; facilmente atacado | Não recomendado sem revestimentos especiais. |
8.0O alumínio 6061 pode ser anodizado?
O alumínio 6061 pode ser anodizado com muita eficácia e é uma das ligas anodizáveis mais utilizadas em aplicações industriais. Como uma liga tratável termicamente da série 6000 (sistema Mg-Si), sua composição química e microestrutura favorecem a formação de uma camada de óxido anódico durável, resistente à corrosão e ao desgaste, além de proporcionar excelentes possibilidades estéticas.
8.1Principais razões para a compatibilidade da anodização
- Composição estável: Os teores de magnésio (0,8–1,2% em peso de %) e silício (0,4–0,8% em peso de %) estão bem equilibrados, enquanto impurezas como ferro (≤0,7% em peso de %) e cobre (≤0,15% em peso de %) são controladas para evitar interferência na formação da película de óxido. Isso garante uma camada anódica uniforme e densa.
- Microestrutura favorável: Após o tratamento de solubilização e envelhecimento artificial (por exemplo, têmpera T6), a estrutura granular torna-se uniforme e as partículas de Mg₂Si ficam bem distribuídas, permitindo uma forte ligação entre o filme anódico e o substrato.
8.2Parâmetros típicos do processo
| Etapa do processo | Parâmetros-chave |
| Pré-tratamento | Limpeza alcalina (NaOH 5–10%, 40–60 °C, 1–3 min) → Neutralização (HNO₃ 10–15%, temperatura ambiente, 30 s) → Enxágue |
| Anodização | Eletrólito de ácido sulfúrico (15–20% H₂SO₄), 18–22 °C, 12–18 V, 20–60 min |
| Espessura do filme | Tipo II: 5–25 µm; Anodização dura Tipo III: 50–100 µm |
| Pós-tratamento | Selagem com água quente ou selagem com sal de níquel (95–100 °C, 15–30 min), tingimento opcional. |
8.3Melhorias de desempenho após a anodização
- Resistência à corrosão: A densa camada de Al₂O₃ bloqueia o ar, a umidade e os agentes corrosivos, reduzindo a taxa de corrosão do aço 6061 em ambientes agressivos (como a exposição marinha) para menos de 0,05 mm/ano.
- Dureza superficial: Filmes anodizados típicos atingem 200–300 HV, enquanto revestimentos anodizados duros podem atingir 400–500 HV, melhorando significativamente a resistência ao desgaste de componentes que exigem contato ou deslizamento frequentes.
- Opções estéticas: A estrutura porosa da película anódica absorve os corantes de forma eficaz, oferecendo cores estáveis e resistentes ao desbotamento, adequadas para aplicações arquitetônicas e eletrônicas.
9.0Por que escolher a liga de alumínio 6061 em vez das ligas 5052 ou 7075?
O alumínio 6061 é amplamente escolhido para aplicações industriais devido ao seu perfil de propriedades equilibrado. Ele oferece resistência média, alcançável por meio de tratamento térmico, excelente usinabilidade e soldabilidade, sólida resistência à corrosão e custo-benefício. Essa combinação permite que o 6061 tenha um bom desempenho na maioria das condições de serviço não extremas. Em contraste, o 5052 (não tratável termicamente) e o 7075 (ultra-alta resistência) atendem a nichos de aplicação mais específicos e não conseguem suprir os requisitos multidimensionais de projetos de engenharia de uso geral.
9.1Tabela de desempenho comparativo
| Categoria de desempenho | 6061-T6 | 5052-H32 | 7075-T6 | Vantagem do 6061 |
| Resistência à tracção | 310 MPa (45 ksi) | 230 MPa (33 ksi) | 570 MPa (83 ksi) | A resistência média atende aos requisitos estruturais da norma 80% sem o custo adicional de uma resistência excessiva. |
| Limite de escoamento | 275 MPa (40 ksi) | 195 MPa (28 ksi) | 500 MPa (73 ksi) | Resistência estável e tratada termicamente, adequada para cargas dinâmicas, como braços de suspensão automotiva. |
| Resistência à corrosão (névoa salina) | Excelente (≤0,08 mm/ano) | Superior (≤0,05 mm/ano) | Moderado, propenso a fissuras por corrosão sob tensão. | Resistência adequada para uso externo/marinho moderado sem tratamentos protetores pesados. |
| Soldabilidade (MIG/TIG) | Excelente (retenção de resistência da solda ≈85%) | Bom (≈75%) | Fraco, sensível a fissuras e requer procedimento especializado | Ideal para montagens modulares; não requer tratamento térmico pós-soldagem. |
| Usinabilidade (Velocidade de Corte) | Bom (≈800 m/min) | Moderado (≈600 m/min, tendência a formar galhas) | Ruim (≈500 m/min, desgaste rápido da ferramenta) | Alta eficiência de usinagem e baixa taxa de refugo para produção em massa. |
| tratabilidade térmica | Sim (T6/T4 com variabilidade de força) | Não (somente trabalho a frio) | Sim (força muito alta em T6) | O ajuste flexível da resistência por meio de tratamento térmico melhora a adaptabilidade do projeto. |
10.0Tratamento térmico do alumínio 6061 (T6, T651)
Como uma liga típica tratável termicamente da série 6000, a liga 6061 atinge resistência através de uma combinação de tratamento de solubilização, têmpera e envelhecimento. Este processo promove a formação de precipitados de Mg₂Si, aumentando significativamente a resistência e a dureza, mantendo a usinabilidade e a resistência à corrosão. Os tratamentos térmicos T6 e T651 são os mais comuns: o T6 maximiza a resistência, enquanto o T651 prioriza a estabilidade dimensional.
10.1Princípios básicos do tratamento térmico
- Tratamento de solubilização: A liga é aquecida a uma temperatura elevada para dissolver o Mg₂Si e outros precipitados na matriz de alumínio, formando uma solução sólida supersaturada uniforme.
- Resfriamento rápido: O resfriamento rápido mantém o estado supersaturado e evita a precipitação prematura, permitindo o endurecimento subsequente por envelhecimento.
- Envelhecimento (natural ou artificial): A precipitação controlada de partículas finas e dispersas de Mg₂Si fortalece a liga ao ancorar as discordâncias.
Nota: A temperatura e o tempo devem ser controlados com precisão para evitar o superaquecimento (crescimento dos grãos) ou o envelhecimento insuficiente (resistência insuficiente).
10.2Processos de tratamento térmico T6 e T651
Temperagem T6 (Tratamento de Solução + Envelhecimento Artificial) — Máxima Resistência
Adequado para componentes estruturais que exigem alta capacidade de carga.
| Estágio do Processo | Parâmetros-chave | Propósito |
| Pré-tratamento | Limpeza alcalina (NaOH 5–10%, 40–60°C, 1–3 min) → Neutralização (HNO₃ 10%, 30 s) | Remover óleo e óxido para garantir um tratamento uniforme da solução. |
| Tratamento de solução | 530–540°C (±5°C), 1–2 horas (1 hora para ≤20 mm; 1,5–2 horas para 20–50 mm) | Dissolva completamente o Mg₂Si e obtenha uma solução supersaturada. |
| Têmpera | Resfriamento rápido em água (≤30°C), imersão em até 10 segundos, taxa de resfriamento ≥150°C/min | Preserve o estado de supersaturação |
| Envelhecimento artificial | 170–175 °C (±3 °C), 8–12 horas | Precipitação controlada para atingir a força máxima |
| Resfriamento | Ar condicionado à temperatura ambiente | Estabilizar a distribuição do precipitado |
Propriedades mecânicas típicas para o aço 6061-T6 (de acordo com a norma ASTM B221):
- Resistência à tração: 310 MPa (45 ksi)
- Limite de escoamento: 275 MPa (40 ksi)
- Alongamento (50 mm): 17%
- Dureza Brinell: 95 HB
Têmpera T651 (Solução + Estiramento para Alívio de Tensão + Envelhecimento Artificial) — Alta Estabilidade Dimensional
O T651 é uma versão otimizada do T6. Uma etapa de alongamento para alívio de tensões é adicionada após o resfriamento rápido para eliminar a tensão residual, ideal para componentes de precisão, como extrusões aeroespaciais e sistemas de guias de máquinas.
| Estágio do Processo | Parâmetros-chave | Propósito |
| Pré-tratamento → Tratamento de solução → Resfriamento rápido | Idêntico ao T6 | Alcançar a supersaturação para o envelhecimento |
| Alongamento para aliviar o estresse | Alongamento por tração de 1–3% (1–2% para extrusões, 2–3% para placas); 5–10 mm/min | Liberar a tensão residual induzida pelo resfriamento brusco e minimizar a deformação. |
| Envelhecimento artificial | Igual a T6 (170–175°C, 8–12 horas) | Alcance o máximo desempenho com maior estabilidade. |
| Alisamento | Pequenas correções conforme necessário | Manter tolerâncias dimensionais rigorosas (ex.: retilineidade ≤0,1 mm/m) |
Vantagens do T651:
- Tensão residual ≤50 MPa (acima de 60%, inferior a T6)
- Excelente estabilidade dimensional; distorção de usinagem ≤0,05 mm/m
- Alta uniformidade das propriedades mecânicas, com variação ≤5% entre as seções.
10.3Principais diferenças entre T6 e T651
| Categoria | T6 | T651 |
| Diferença de processo | Sem alongamento para aliviar o estresse | Inclui o alongamento 1–3% após o resfriamento brusco. |
| Tensão residual | Alto (≈120–150 MPa) | Muito baixo (≤50 MPa) |
| Estabilidade Dimensional | Moderado; propenso a distorções | Excelente; adequado para usinagem de precisão. |
| Aplicações típicas | Componentes estruturais gerais (suportes, alojamentos, tubos) | Peças de precisão (formatos aeroespaciais, guias de máquinas) |
| Tempo de produção | Mais curto | Mais comprido devido ao estiramento e ao alisamento. |
| Custo | Linha de base (1,0) | Superior (1,2–1,3) |
Referência:
titanium.com/alloys/aluminum-alloys/aluminum-alloy-6061/
asm.matweb.com/search/specificmaterial.asp?bassnum=ma6061t6


