

- 1.0Czym jest cięcie skośne rur?
- 2.0Możliwości cięcia skośnego maszyn do cięcia laserowego rur
- 3.0Podstawy techniczne cięcia skośnego
- 4.0Znaczenie i zalety cięcia rur ukośnie
- 5.0Wyzwania związane z tradycyjnymi metodami cięcia rur
- 6.0Jak wybrać laserową maszynę do cięcia rur z funkcją fazowania
- 7.0Instrukcja obsługi laserowego cięcia rur krok po kroku
- 8.0Typowe zaawansowane procesy cięcia rur
- 9.0Typowe problemy i rozwiązania w cięciu laserowym rur
- 10.0Typowe zastosowania cięcia laserowego rur
- 11.0Wnioski i zalecenia operacyjne
Cięcie rur laserem Technologia ta zyskała szerokie zastosowanie w przemyśle wytwórczym, szczególnie w obszarze obróbki precyzyjnej. Poza konwencjonalnymi cięciami prostopadłymi, cięcie skośne stała się techniką wyższego poziomu, która znacząco poprawia jakość spawania i wspomaga tworzenie połączeń konstrukcyjnych o wysokiej wytrzymałości.
1.0Czym jest cięcie skośne rur?
Cięcie ukosowe rur to proces usuwania materiału z krawędzi rury pod określonym kątem. Kąt ten jest kluczowy dla zapewnienia prawidłowego dopasowania połączenia, zwłaszcza gdy dwie rury muszą być połączone pod określonym kątem. Typowe kąty ukosowania to 15°, 30°, 45° i 60°, które można dostosować do wymagań konstrukcyjnych.
W porównaniu ze standardowym cięciem prostopadłym, cięcie skośne tworzy powierzchnię cięcia ustawioną pod kątem, co umożliwia precyzyjne przygotowanie spoiny, płynniejszy montaż i mocniejsze połączenia mechaniczne.

Typowe zastosowania obejmują:
- Przygotowanie skosu przed spawaniem
- Połączenia ukośne dla niestandardowych profili rurowych
- Połączenia rur konstrukcyjnych 3D
- Projektowanie połączeń o dużym naprężeniu w zespołach nośnych
2.0Możliwości cięcia skośnego maszyn do cięcia laserowego rur
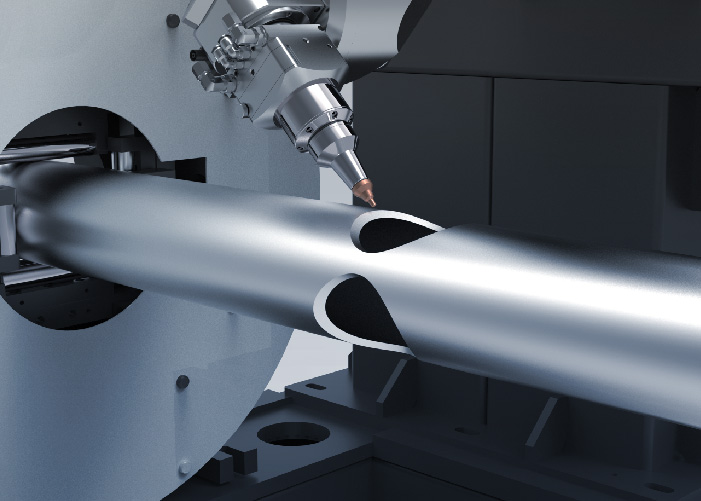
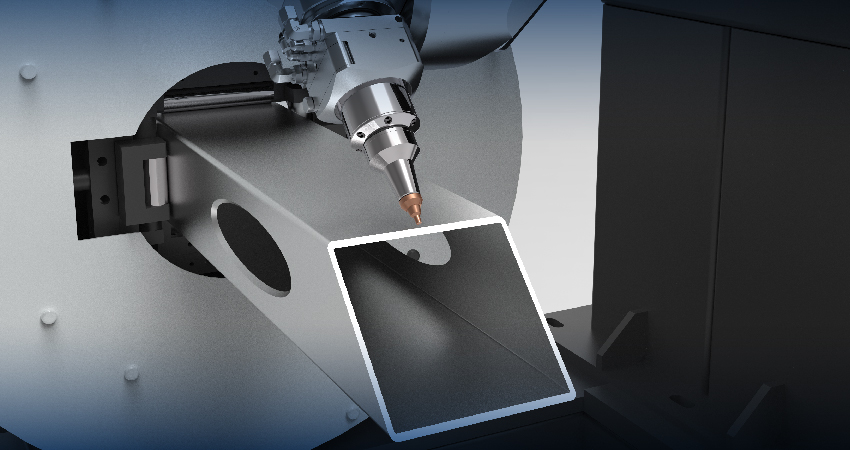
Ścięcie maszyna do cięcia laserowego rur to specjalistyczny system lasera światłowodowego przeznaczony do cięcia rur metalowych o skośnych lub nachylonych krawędziach. W przeciwieństwie do standardowych wycinarek laserowych, które wykonują jedynie proste cięcia prostopadłe do powierzchni rury, systemy cięcia ukośnego umożliwiają cięcie pod kątem, zazwyczaj w zakresie od 0° do 45°, w zależności od modelu.
Nowoczesne maszyny integrują wiele funkcji cięcia skośnego, takich jak:
- Cięcie pod stałym kątem:Standardowe skosy, np. 45°, zapewniają spójne spoiny
- Cięcie pod zmiennym kątem:Dynamiczne dostosowywanie ścieżki dla złożonych faz 3D
- Fazowanie jednostronne:Nacięcia ukośne na jednej stronie rury
- Wielopłaszczyznowe fazowanie:Cztero- lub sześciostronne cięcia pod kątem do skomplikowanych wzorów połączeń
Kompatybilne materiały:
Stal węglowa, stal nierdzewna, stop aluminium, stop tytanu i inne standardowe materiały rurowe do zastosowań przemysłowych.
3.0Podstawy techniczne cięcia skośnego
Istotą cięcia ukośnego jest wieloosiowe sterowanie głowicą laserową. Zazwyczaj maszyny muszą być wyposażone w pięcioosiowy system ruchu (X/Y/Z + oś obrotowa + oś pochylenia) lub funkcję dynamicznej regulacji 3D.
Kluczowe elementy techniczne:
- Mechanizm pochylanej głowicy laserowej:Głowica lasera sterowana jest silnikami lub systemami mechanicznymi i odchyla się pod ustalonym kątem od normalnej pozycji rury, umożliwiając precyzyjne cięcia pod kątem.
- Obsługa algorytmu ścieżkiSystem CAD/CAM musi generować kod G obsługujący pochylone ścieżki narzędzi, aby zapewnić dokładne i kontrolowane ścieżki skrawania.
- Kompensacja kąta padania:Dokonuje się regulacji przesunięcia ostrości i zmiany szerokości szczeliny na pochyłych powierzchniach, zachowując precyzję cięcia.
- Regulacja gazu wspomagającego:Większe kąty ścięcia wymagają większego przepływu gazu wspomagającego i ciśnienia, aby zapobiec gromadzeniu się żużla i zapewnić gładkie krawędzie.
4.0Znaczenie i zalety cięcia rur ukośnie
- Etap przygotowania do spawania:Cięcie ukośne jest kluczowym elementem przygotowania do spawania, zapewniającym wytrzymałość i stabilność połączenia.
- Poprawiona jakość spoiny:Tworzy skosy w kształcie litery V, K lub X, które zwiększają głębokość penetracji i powierzchnię spoiny, redukując ryzyko niepełnego stopienia, pęknięć i koncentracji naprężeń.
- Zwiększona wytrzymałość stawów:Szczególnie przydatne w zastosowaniach wymagających wysokiej niezawodności, takich jak rurociągi ciśnieniowe, elementy konstrukcyjne i ramy ciężkiego sprzętu.
- Wyższa wydajność spawania:Zmniejsza potrzebę szlifowania i poprawek po spawaniu, skracając tym samym cały cykl produkcyjny.
- Zintegrowane w systemach automatycznychCięcie ukośne stało się standardowym procesem w zautomatyzowanych systemach laserowych, umożliwiającym wykonywanie spoin o wysokiej spójności i precyzji.
- Wsparcie dla inteligentnej produkcji:Umożliwia optymalizację konstrukcji i precyzyjną produkcję na podstawie projektu, zgodnie z celami inteligentnej produkcji.
5.0Wyzwania związane z tradycyjnymi metodami cięcia rur
- Trudności ze spawaniem:Konwencjonalne metody często skutkują zbyt dużymi szczelinami lub nieprawidłowymi kątami fazowania, co komplikuje proces spawania i wymaga ręcznej obróbki.
- Ograniczenia precyzji:Cięcie płomieniowe lub plazmowe ma problemy z utrzymaniem dokładności przy skomplikowanych kątach i może prowadzić do odkształceń wywołanych ciepłem.
- Niska prędkość przetwarzania:Tradycyjne cięcie jest czasochłonne i często wymaga wielokrotnych regulacji, aby uzyskać pożądany skos.
- Odpad materiałowy:Niższa precyzja i konieczność wtórnego przetwarzania skutkują większym zużyciem materiałów i dodatkowymi kosztami.
- Ograniczona elastyczność:Metody mechaniczne i termiczne nie nadają się do stosowania na różnych materiałach i o różnych grubościach ścianek, często wymagając zmiany narzędzi i modyfikacji ustawień.
6.0Jak wybrać laserową maszynę do cięcia rur z funkcją fazowania
Nie wszystkie systemy laserowego cięcia rur są wyposażone w funkcję cięcia ukośnego. Wybierając maszynę, zwróć szczególną uwagę na następujące cechy:
- Pięcioosiowa głowica tnąca laserowo:Umożliwia dynamiczną regulację za pomocą ruchu obrotowego i pochylania.
- Inteligentny system sterowania:Obsługuje programowanie ścieżki skośnej i podgląd symulacji.
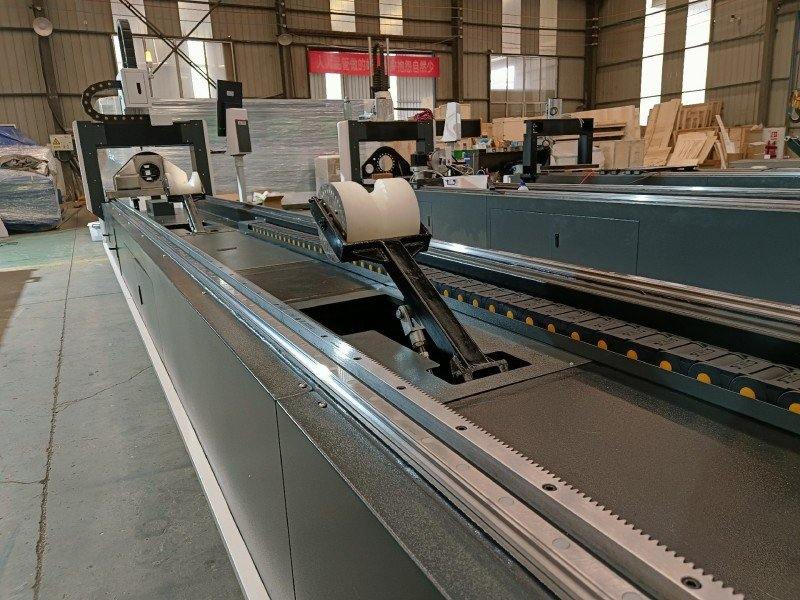
- System uchwytu obrotowego:Automatycznie zaciska i obraca rurę, aby zapewnić stabilne trajektorie cięcia skośnego.
- Automatyczny system wsparcia:Zapewnia dynamiczne wsparcie dla długich rur, zapobiegając ugięciu i wibracjom.
- Funkcje pomocnicze:Funkcje takie jak autofokus, układ chłodzenia i odsysanie pyłu zwiększają precyzję i bezpieczeństwo pracy.

7.0Instrukcja obsługi laserowego cięcia rur krok po kroku
7.1Etap przygotowawczy
- Konfiguracja materiału:Sprawdź materiał rury, średnicę zewnętrzną i grubość ścianki.
- Montaż uchwytu:Zamontuj rurkę w uchwycie automatycznym i wyrównaj ją z osią centralną.
- Import modelu: Załaduj model cięcia 3D ze ścieżkami skosu, np. plik STEP.
7.2Konfiguracja parametrów
- Ustawienia kąta: Ustaw kąt cięcia zgodnie z projektem (np. skos 45°).
- Parametry lasera: Dostosuj moc lasera (zwykle 1500 W–3000 W) i ciśnienie gazu wspomagającego.
- Konfiguracja ścieżki cięcia:Określ punkt przebicia i trasę cięcia, aby uniknąć stref zniekształceń termicznych.
7.3Proces cięcia
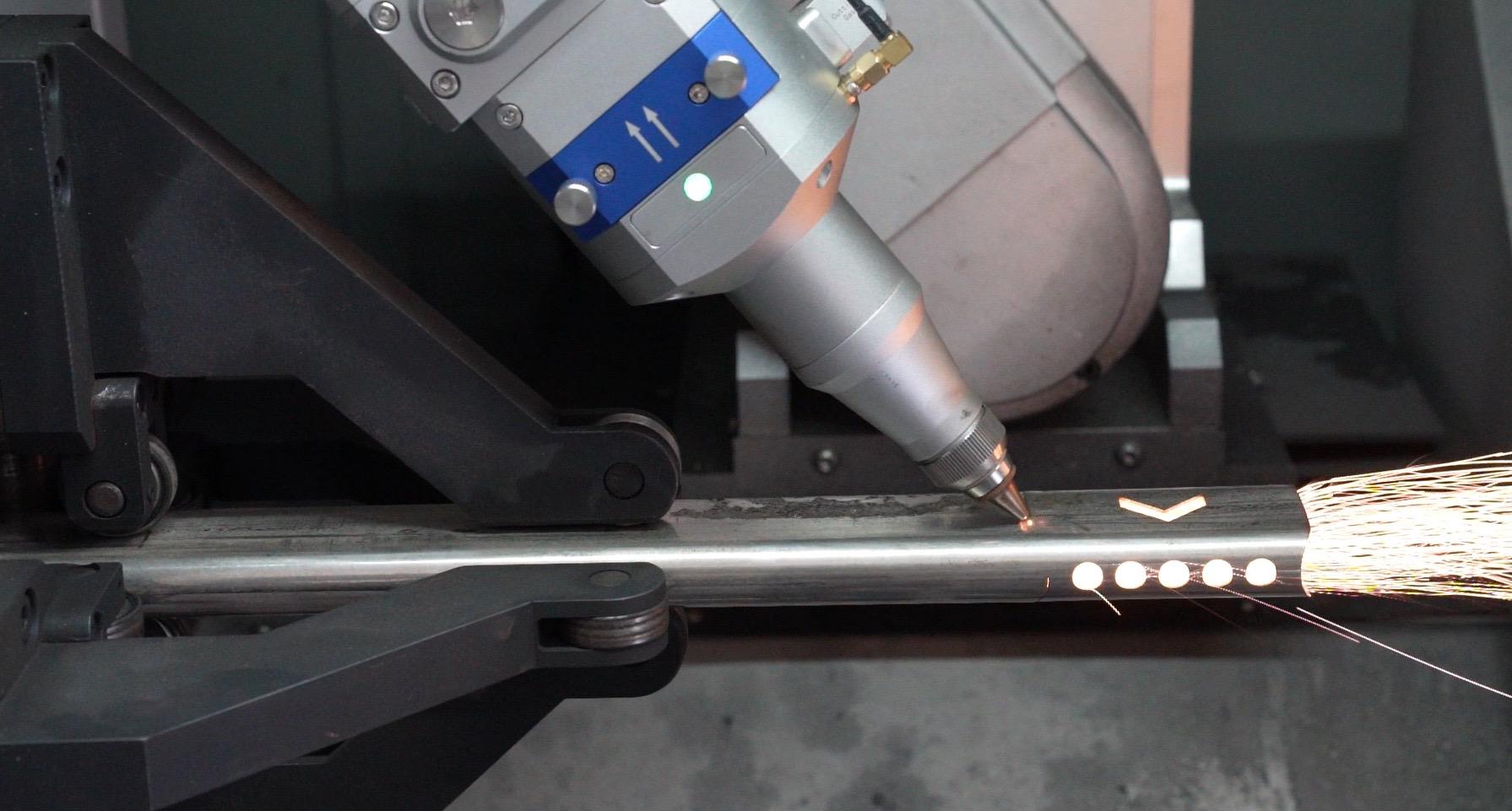
- Głowica lasera przechyla się pod ustalonym kątem i synchronizuje się z obrotem uchwytu.
- Ścieżka cięcia i kąt padania są dynamicznie dostosowywane w celu zapewnienia dokładności skosu.
- Cały proces jest monitorowany na bieżąco, aby zapobiec odchyleniom kąta lub zakłóceniom wibracji.
7.4Procedury po cięciu
- Gratowanie: Do oczyszczenia krawędzi należy użyć tarczy szlifierskiej lub narzędzia do gratowania.
- Weryfikacja kąta:Sprawdź dokładność fazowania za pomocą kątomierza lub skanera 3D.
- Kontrola jakości:Oceń wykończenie powierzchni, odchylenie prostopadłości i geometrię skosu.
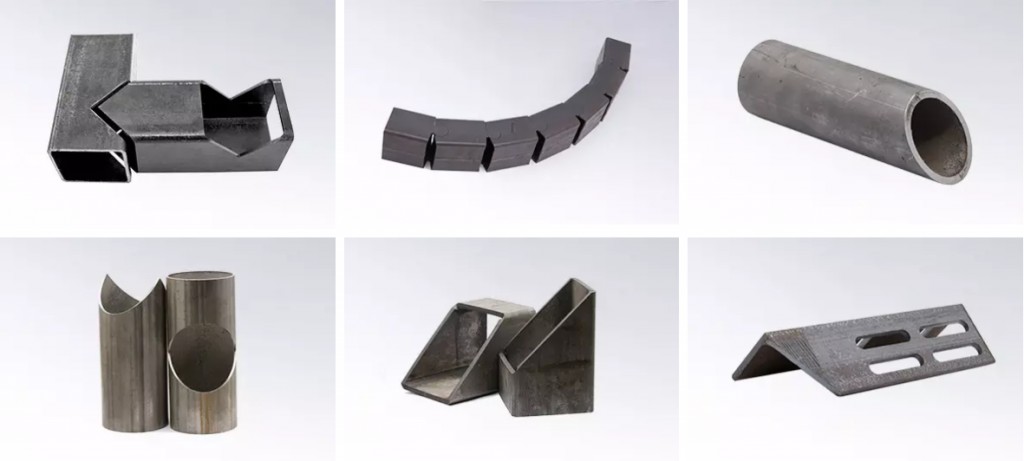
8.0Typowe zaawansowane procesy cięcia rur
Wraz ze wzrostem złożoności projektów konstrukcyjnych i ciągłym wzrostem standardów produkcyjnych, opracowano szereg specjalistycznych technik cięcia rur. Procesy te nie tylko spełniają zróżnicowane wymagania montażowe, ale także znacząco poprawiają jakość spawów i parametry konstrukcyjne.
8.1Cięcie skośne
Cięcie fazowe polega na przycięciu końca rury lub krawędzi blachy pod określonym kątem, głównie w celu przygotowania do spawania. Ukosowanie poprawia wytrzymałość spoiny i integralność połączenia. Jest ono szeroko stosowane w produkcji rurociągów i konstrukcji.
8.2Cięcie konturowe 3D
Cięcie konturowe 3D wykorzystuje wieloosiowe systemy laserowe do śledzenia złożonych profili trójwymiarowych. Ta metoda, idealna do niestandardowych kształtów rur i skomplikowanych komponentów, gwarantuje precyzyjne cięcie konturowe, spełniające szczegółowe specyfikacje montażowe.
8.3Cięcie końcówek rur
Obejmuje to procesy takie jak rozszerzanie, zwężanie i cięcie kołnierzy, aby ułatwić skuteczne połączenia na końcach rur. Jest powszechnie stosowane w systemach rurociągowych i zespołach mechanicznych w celu zapewnienia niezawodności uszczelnienia i wytrzymałości połączeń.
8.4Cięcie gałęzi
Cięcie odgałęzień służy do tworzenia otworów wylotowych na rurze głównej, często w połączeniu z cięciami przekrojowymi (lub siodłowymi). Proces ten jest niezbędny do projektowania sieci rurociągów i zapewnia płynne rozplanowanie oraz montaż złożonych systemów rurociągowych.
8.5Cięcie wielopłaszczyznowe
Technika ta obejmuje wiele boków rury lub profilu, umożliwiając jednoczesne lub sekwencyjne cięcie w celu uzyskania precyzyjnych połączeń. Jest ona szczególnie przydatna do precyzyjnych połączeń rur o wielu kątach.
8.6Cięcie skośne połączeń
Cięcie skośne połączeń tworzy specyficzne kształty faz na łączonych powierzchniach, zapewniając szczelność i wytrzymałość mechaniczną podczas łączenia wielu odcinków rur. Odgrywa ono kluczową rolę w długoterminowej niezawodności instalacji rurociągowych.
9.0Typowe problemy i rozwiązania w cięciu laserowym rur
| Wydanie | Możliwa przyczyna | Zalecane rozwiązanie |
| Niedokładny kąt ścięcia | Głowica lasera nie jest skalibrowana; prowadnice są zużyte lub luźne | Wykonaj ponowną kalibrację, sprawdź i zabezpiecz prowadnice |
| Szorstka szczelina lub ciężki żużel | Niewystarczające ciśnienie gazu lub nieprawidłowe ustawienie ogniska | Zwiększ ciśnienie tlenu/azotu; ponownie skupij wiązkę lasera |
| Zderzenie głowicy laserowej ze ścianą rury | Niewystarczające prześwity ścieżki w programowaniu | Zoptymalizuj ścieżkę skosu; dostosuj punkt początkowy lub dodaj ruchy luzu |
| Dokładność cięcia zależna od wibracji | Niewystarczające podparcie rury lub niestabilne mocowanie uchwytu | Użyj automatycznego systemu wspomagania; zapewnij niezawodne mocowanie uchwytu |
| Ślady przypalenia na powierzchni cięcia | Nadmierna moc lasera lub niska prędkość cięcia | Zmniejsz moc lasera lub zwiększ prędkość cięcia; dostosuj parametry |
| Nierówna krawędź cięcia | Odchylenie między ustawioną ścieżką a rzeczywistym cięciem | Regularnie sprawdzaj i kalibruj sprzęt, popraw precyzję ścieżki |
| Niedopasowanie faz podczas spawania | Nierównomierne kąty ścięcia lub niska dokładność cięcia | Użyj precyzyjnego systemu laserowego, aby zapewnić spójną ścieżkę wyjściową |
| Odkształcenie materiału | Strefa nadmiernego wpływu ciepła lub wysokie doprowadzenie ciepła | Zoptymalizuj parametry cięcia, zastosuj odpowiedni gaz wspomagający, aby zmniejszyć ciepło |
| Niska prędkość cięcia | Niewystarczająca moc lasera lub rozproszona wiązka | Zwiększ moc; dostosuj ostrość do optymalnego punktu |
| Silne utlenianie na powierzchni cięcia | Niewystarczający przepływ gazu lub niska czystość gazu | Zwiększ przepływ gazu; użyj gazu o wyższej czystości, aby zapobiec utlenianiu |
10.0Typowe zastosowania cięcia laserowego rur
Przygotowanie spoiny
Zamiar:Do tworzenia faz na spoinach w celu spawania z pełną penetracją lub wykonywania połączeń o dużej wytrzymałości.
Typowe rodzaje faz:
- Fazowanie typu V (jednostronne 30°/45°)
- Ścięcie typu Y
- Ścięcie typu K (symetryczne 45° z obu stron)
- Ścięcie typu X (stosowane do połączeń czołowych rur grubościennych)
Typowe scenariusze:
- Spawanie rurociągów naftowych i gazowych
- Zespół zbiornika ciśnieniowego
- Połączenia kratownicowe z rurami grubościennymi
- Produkcja zbiorników magazynowych ze stali nierdzewnej
Montaż konstrukcyjny i ramy
Zamiar: Wielokątne łączenie rur w węzłach konstrukcyjnych w celu zwiększenia dokładności dopasowania i wydajności nośnej.
Typowe komponenty:
- Ramy przestrzenne 3D (kratownice trójkątne, konstrukcje mostowe)
- Ramy sprzętu fitness (wielokierunkowe połączenia rurowe)
- Inteligentny dom lub metalowe konstrukcje mebli (np. nogi stołowe)
Zalety:
- Brak konieczności ręcznego szlifowania fazowego
- Wysoka dokładność kątowa przy minimalnych odstępach między połączeniami
- Ulepszony wygląd spoiny i stabilność konstrukcyjna
Produkcja samochodów
Aplikacje:
- Połączenia spawane układu wydechowego (kolanka ze stali nierdzewnej lub tytanu)
- Rurociągi podwozia (połączenia antywibracyjne lub wzmacniające)
- Łączenie ramy tacy akumulatora (dla pojazdów elektrycznych i hybrydowych)
Najważniejsze informacje techniczne:
- Cięcie skośne cienkich ścian bez deformacji
- Wysoka spójność szczelin spawalniczych
- Nadaje się do zautomatyzowanej produkcji na dużą skalę
Transport kolejowy i lotnictwo
Aplikacje:
- Lekkie rurowe elementy konstrukcyjne
- Połączenia fazowane w celu optymalizacji rozkładu naprężeń
- Przygotowanie rowka spawalniczego do konstrukcji odpornej na zmęczenie
Przybory:Stal o wysokiej wytrzymałości, stopy tytanu, stopy aluminium i magnezu
Główne cechy:
- Tolerancja kąta ciasnego (w granicach ±0,2°)
- Czyste powierzchnie (nie ma potrzeby wtórnego wykańczania)
Konstrukcje stalowe i systemy ścian osłonowych
Aplikacje:
- Prefabrykowane fazowanie kątowników i rur okrągłych do połączeń węzłowych
- Zoptymalizowane szwy spawalnicze zapewniające zarówno estetykę, jak i integralność strukturalną
- Łączenie ukośne profili aluminiowych ścian osłonowych
Zalety:
- Zastępuje tradycyjny proces piłowania i fazowania
- Zwiększa precyzję i wydajność montażu na miejscu
- Obsługuje zintegrowane modelowanie BIM i programowanie ścieżek narzędzi
Produkcja rurociągów i systemów ciśnieniowych
Zastosowane branże:Sektor energetyczny, elektroenergetyczny, chemiczny, spożywczy i farmaceutyczny
Kluczowe aplikacje:
- Spawanie skośne rurociągów ciśnieniowych
- Czyste cięcie ukośne rur sanitarnych ze stali nierdzewnej
- Otwory skośne do połączeń rur rozgałęzionych typu Y i T
Wymagania techniczne:
- Bardzo precyzyjne kąty ścięcia i krawędzie bez zadziorów
- Czyste ścianki wewnętrzne bez żużla i utleniania (zgodne z normami GMP i ASME)

11.0Wnioski i zalecenia operacyjne
Integracja technologii cięcia ukośnego otwiera nową erę w laserowej obróbce rur, umożliwiając większą precyzję i bardziej złożone geometrie. Aby osiągnąć stabilne i wydajne cięcie ukośne, producenci powinni:
- Wybierz przecinarki laserowe do rur z możliwością jednoczesnego ruchu w 5 osiach
- Wykorzystaj specjalistyczne oprogramowanie do projektowania ścieżek fazowania
- Zapewnij szkolenie operatorów w zakresie funkcji maszyny i parametrów procesu
- Regularnie konserwuj system, aby zapewnić dokładność i powtarzalność ruchu
Dzięki odpowiedniemu sprzętowi i zarządzaniu procesami cięcie ukośne nie tylko poprawia jakość produktu, ale także zmniejsza koszty pracy ręcznej i zwiększa ogólną konkurencyjność produkcji.
Odniesienia
https://en.wikipedia.org/wiki/Pipe_Cutting



