
- 1.0Dlaczego warto poważnie studiować skrawalność?
- 2.0Jaka jest obrabialność skrawaniem materiałów metalowych?
- 3.0Jak ocenia się obrabialność?
- 4.0Klasyfikacja obrabialności różnych materiałów (perspektywa inżynierska)
- 5.0Które właściwości materiału decydują o jego obrabialności?
- 6.0Jak można poprawić obrabialność w praktyce inżynierskiej?
- 7.0Wnioski: Obróbka skrawaniem jest problemem inżynierii na poziomie systemowym
- 8.0FAQ: Często zadawane pytania dotyczące obróbki skrawaniem metali
- 8.1P1: Czy obrabialność jest tym samym co twardość materiału?
- 8.2P2: Dlaczego stopy tytanu są ogólnie uważane za materiały trudne w obróbce?
- 8.3P3: Czy obróbka stali nierdzewnej jest zawsze trudniejsza niż obróbka stali węglowej?
- 8.4P4: Czy zmniejszenie prędkości skrawania jest jedynym rozwiązaniem w przypadku słabej obrabialności?
- 8.5P5: Jak istotny jest wpływ obróbki cieplnej na obrabialność?
W dziedzinie produkcji mechanicznej obróbka skrawaniem jest wszechobecna. Jednak inżynierowie szybko zdają sobie sprawę w praktyce, że:„Możliwość obróbki skrawaniem” nie oznacza „łatwy w obróbce”.
Przy użyciu tej samej obrabiarki i identycznych parametrów skrawania, prosta zmiana materiału może prowadzić do zupełnie innych sił skrawania, trwałości narzędzia i jakości powierzchni. Różnica ta jest uwarunkowana skrawalnością materiału.
Z perspektywy praktyki inżynierskiej niniejszy artykuł systematycznie wprowadza koncepcję obrabialności metali, powszechnie stosowane metody oceny, główne czynniki wpływające i sprawdzone strategie udoskonalania w rzeczywistych środowiskach produkcyjnych.
1.0Dlaczego warto poważnie studiować skrawalność?
Obróbka skrawaniem pozostaje jedną z najpowszechniej stosowanych metod obróbki plastycznej metali we współczesnym przemyśle. Jednak różne materiały zachowują się bardzo różnie podczas cięcia.
1.1Przykładowe różnice w wydajności cięcia:
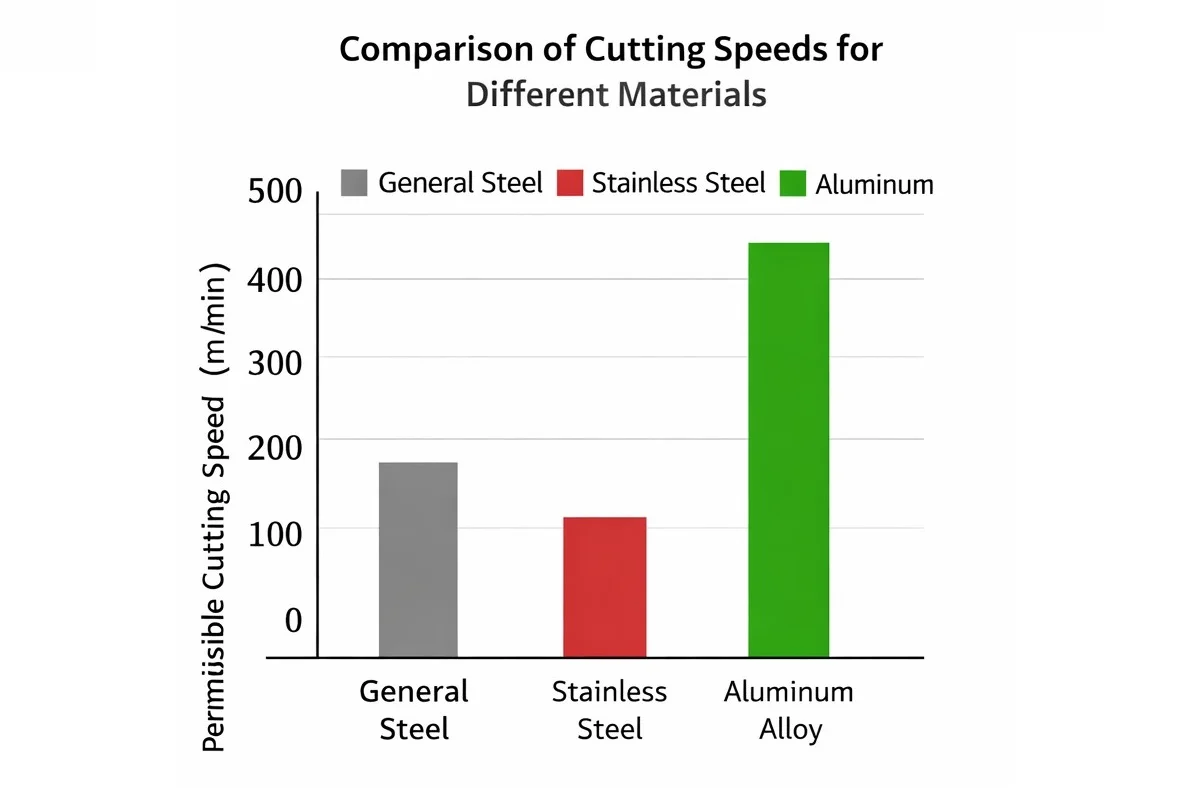
- Stopy aluminium, stopy miedzi: lekkie skrawanie, niskie siły skrawania, wysoka wydajność;
- Stale stopowe, stale nierdzewne, stopy tytanu, superstopy na bazie niklu: duże siły skrawania, skoncentrowane ciepło, szybkie zużycie narzędzi, często połączone z wykruszaniem się krawędzi i problemami z wibracjami.
1.2Konsekwencje niewystarczającego zrozumienia obrabialności:
- Znacznie skrócona żywotność narzędzia;
- Utrzymująca się niska wydajność obróbki;
- Niestabilna jakość powierzchni;
- Wielokrotne próby i błędy w optymalizacji parametrów procesu.
Dlatego zrozumienie istoty obrabialności skrawaniem i zastosowanie ukierunkowanych strategii ma kluczowe znaczenie dla poprawy wydajności, kontrolowania kosztów i zapewnienia stabilnej wydajności obróbki.
2.0Jaka jest obrabialność skrawaniem materiałów metalowych?
Skrawalność materiału metalowego odnosi się do stopnia trudności, z jakim można go obrabiać przy określonych warunkach skrawania i zdefiniowanych wymaganiach dotyczących trwałości narzędzia.
Z punktu widzenia inżynierii materiał z „dobra obrabialność” typowo wykazuje:
- Wyższe dopuszczalne prędkości skrawania przy tych samych warunkach trwałości narzędzia;
- Niższe siły i temperatury skrawania, przy wolniejszym zużyciu narzędzia;
- Stabilna jakość powierzchni, z wiórami, które łatwo się łamią i można je usuwać w sposób kontrolowany.
Z kolei jeśli materiał charakteryzuje się krótką żywotnością narzędzia, dużym oporem skrawania, słabą jakością wykończenia powierzchni lub trudnością w odprowadzaniu wiórów, uważa się, że ma on ogólnie słabą obrabialność.
Należy podkreślić, że obrabialność jest pojęcie względne, a nie osądu, czy materiał jest „dobry” czy „zły”.

3.0Jak ocenia się obrabialność?
3.1Typowe wskaźniki oceny inżynierskiej
W praktycznych zastosowaniach inżynieryjnych obrabialność ocenia się zazwyczaj za pomocą kombinacji wskaźników, w tym:
- Żywotność narzędzia;
- Dopuszczalna prędkość skrawania;
- Siła cięcia;
- Temperatura cięcia;
- Jakość powierzchni obrobionej maszynowo;
- Morfologia chipa.
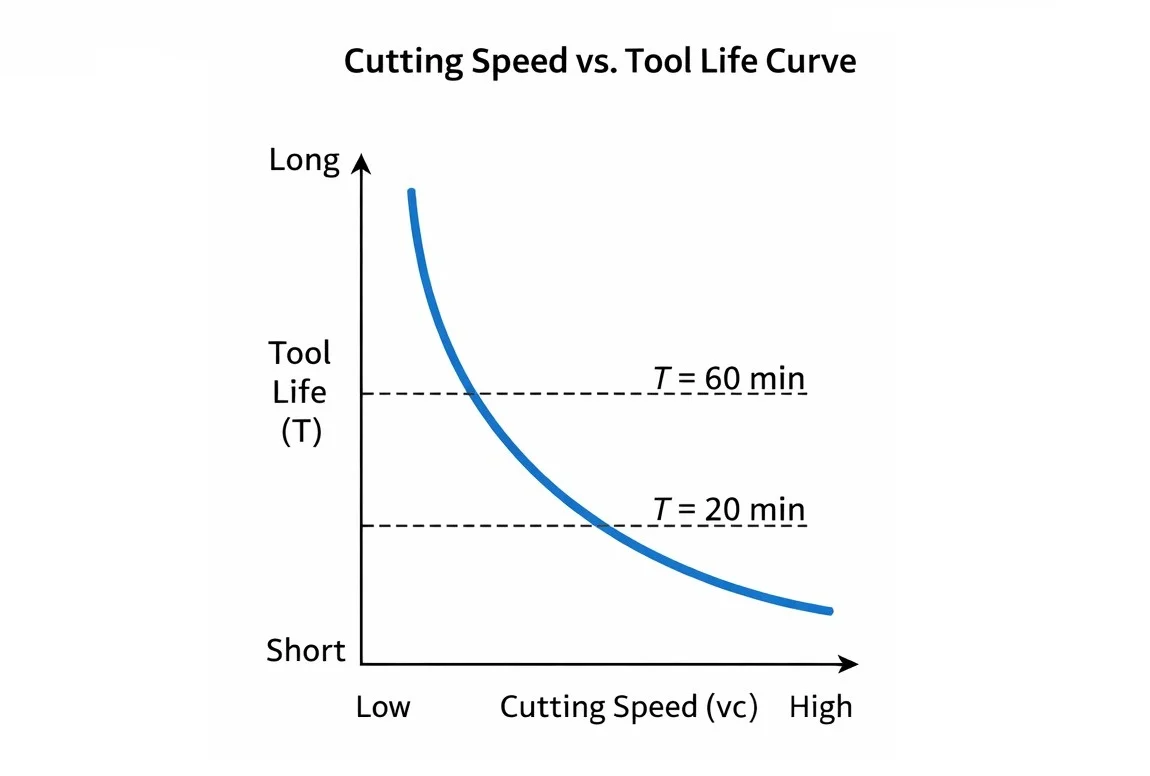
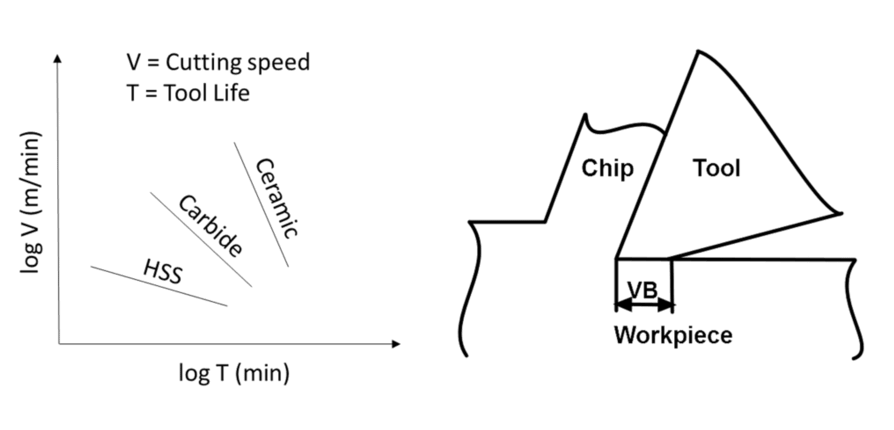
Wśród nich znajdują się: dopuszczalna prędkość skrawania przy określonej trwałości narzędzia jest najczęściej stosowanym i najbardziej istotnym z punktu widzenia inżynierii wskaźnikiem ilościowym:
- Materiały metalowe ogólnego zastosowania: Jako odniesienie przyjęto prędkość skrawania przy trwałości narzędzia T = 60 min (vc₆₀);
- Materiały trudne w obróbce: często przyjmuje się prędkość skrawania przy trwałości narzędzia T = 20 min (vc₂₀).
3.2Względny wskaźnik obrabialności Kr
Aby ułatwić porównywanie różnych materiałów, w praktyce inżynierskiej powszechnie stosuje się względny wskaźnik obrabialności Kr:Kr = Prędkość cięcia materiału przy T = 60 min / Prędkość cięcia stali AISI 1045 przy T = 60 min
Materiałem odniesienia jest tutaj stal AISI 1045 (170–229 HBS).
- Kr > 1: Obróbka skrawaniem lepsza niż w stali 1045;
- Kr < 1: Obróbka skrawaniem gorsza niż w przypadku stali 1045.
Indeks ten jest szczególnie przydatny przy doborze materiałów i wstępnym planowaniu procesów w zastosowaniach inżynieryjnych.
4.0Klasyfikacja obrabialności różnych materiałów (perspektywa inżynierska)
Na podstawie względnego wskaźnika obrabialności Kr materiały są powszechnie klasyfikowane w praktyce inżynierskiej na wiele poziomów – od „łatwych w obróbce” do „wyjątkowo trudnych w obróbce”. Klasyfikacja ta jest powszechnie stosowana do szybkiej oceny trudności obróbki podczas doboru materiału i planowania procesu.
Powszechnie akceptowana zasada brzmi następująco:Wraz ze wzrostem wytrzymałości materiału, jego plastyczności lub odporności na wysokie temperatury, podatność na obróbkę skrawaniem ma tendencję do znacznego spadku.
Wyjaśnia to, dlaczego stopy tytanu i superstopy na bazie niklu charakteryzują się doskonałymi właściwościami mechanicznymi i termicznymi, a jednocześnie są niezwykle trudne do obróbki mechanicznej.
5.0Które właściwości materiału decydują o jego obrabialności?
5.1Twardość i wytrzymałość
Wraz ze wzrostem twardości i wytrzymałości wzrasta również opór ścinania podczas cięcia, co skutkuje większymi siłami cięcia i temperaturami cięcia oraz przyspieszonym zużyciem narzędzia.
Doświadczenie inżynieryjne pokazuje, że materiały o umiarkowanej twardości i jednorodnej mikrostrukturze są bardziej korzystne w przypadku stabilnej obróbki.
5.2Plastyczność i wytrzymałość
- Nadmierna plastyczność: podczas skrawania dochodzi do poważnych odkształceń plastycznych, które zwiększają powierzchnię styku narzędzia z wiórem, zwiększają tarcie i sprzyjają tworzeniu się narostów na krawędziach;
- Nadmierna wytrzymałość: wzrasta zużycie energii podczas cięcia, a łamanie wiórów staje się trudne.
Oba warunki znacznie pogarszają obrabialność.
5.3Przewodność cieplna
Materiały o dobrej przewodności cieplnej mogą skutecznie odprowadzać ciepło powstające podczas cięcia przez wiór i przedmiot obrabiany, zmniejszając temperaturę strefy cięcia i ograniczając zużycie narzędzia pod wpływem ciepła.
Materiały o słabej przewodności cieplnej, takie jak stopy tytanu, mają tendencję do gromadzenia ciepła w pobliżu krawędzi skrawającej, co przyspiesza awarię narzędzia.
5.4Moduł sprężystości
- Zbyt wysoki moduł sprężystości: większy opór cięcia podczas usuwania materiału;
- Zbyt niski moduł sprężystości: wyraźny powrót sprężysty po cięciu, zwiększające się tarcie pomiędzy powierzchnią boczną i powierzchnią obrabianą.
Oba przypadki nie są korzystne dla stabilności obróbki.

6.0Jak można poprawić obrabialność w praktyce inżynierskiej?
6.1Poprawa obrabialności poprzez obróbkę cieplną
Właściwa obróbka cieplna może znacząco poprawić wydajność obróbki poprzez modyfikację mikrostruktury:
- Stale niskowęglowe: normalizowanie w celu rozdrobnienia ziaren i zmniejszenia nadmiernej plastyczności;
- Stale wysokowęglowe: wyżarzanie sferoidyzujące w celu zmniejszenia twardości i poprawy łamania wiórów;
- Żeliwo: wyżarzanie przed obróbką mechaniczną w celu uwolnienia naprężeń wewnętrznych i zmniejszenia twardości powierzchni.
6.2Poprawa obrabialności poprzez optymalizację składu chemicznego
W produkcji masowej obrabialność często poprawia się poprzez odpowiednią konstrukcję stopu:
- Dodanie siarki, fosforu, ołowiu lub wapnia do stali może zmniejszyć opór cięcia i poprawić łamliwość wiórów;
- Optymalizacja składu stopu w metalach nieżelaznych może poprawić strukturę ziarna i zwiększyć stabilność obróbki.
6.3Strategie optymalizacji obróbki skrawaniem typowych materiałów trudnych w obróbce
Materiały o wysokiej wytrzymałości i ultra wysokiej wytrzymałości
W przypadku tych materiałów siły skrawania są zwykle o 20%–30% wyższe niż w przypadku stali AISI 1045, przy czym temperatury skrawania są wyższe, a narzędzia zużywają się szybciej.
Strategie inżynieryjne obejmują:
- Wybór materiałów narzędzi skrawających o doskonałej odporności na ciepło i zużycie;
- Zmniejszenie kąta natarcia lub przyjęcie ujemnych kątów natarcia i zwiększenie promienia ostrza narzędzia w celu zwiększenia wytrzymałości krawędzi;
- Wykonywanie obróbki zgrubnej w stanie wyżarzonym lub normalizowanym, o ile jest to możliwe;
- Rozsądne kontrolowanie prędkości skrawania zamiast nadmiernego jej zwiększania.
Materiały o wysokiej plastyczności i niskiej twardości
Materiały tego typu są podatne na przyleganie, zgrzewanie na zimno i tworzenie się narostów na krawędziach, co skutkuje niestabilną jakością powierzchni.
Skuteczne środki obejmują:
- Stosowanie ostrych krawędzi tnących w celu zmniejszenia deformacji podczas cięcia;
- Umiarkowane zwiększenie prędkości skrawania w celu uniknięcia tworzenia się strefy tworzenia się naroży;
- Zastosowanie odpowiednich prędkości posuwu w celu poprawy zdolności łamania wiórów.
7.0Wnioski: Obróbka skrawaniem jest problemem inżynierii na poziomie systemowym
Podatność metalu na obróbkę skrawaniem nie jest determinowana przez pojedynczy czynnik, ale przez łączny wpływ właściwości materiału, charakterystyki narzędzia skrawającego i parametrów obróbki.
W praktyce inżynierskiej:
- Na poziomie materiałowym: obrabialność można poprawić poprzez obróbkę cieplną i optymalizację składu chemicznego;
- Na poziomie procesu: w przypadku materiałów trudnoobrabialnych konieczna jest systematyczna optymalizacja narzędzi i parametrów skrawania.
Tylko dzięki zrozumieniu przyczyn trudności obróbki materiału możliwe jest opracowanie naprawdę skutecznych strategii obróbki, pozwalających na zrównoważoną optymalizację wydajności, jakości i kosztów.
8.0FAQ: Często zadawane pytania dotyczące obróbki skrawaniem metali
8.1P1: Czy obrabialność jest tym samym co twardość materiału?
Nie. Twardość jest tylko jednym z czynników wpływających na obrabialność i nie jest wskaźnikiem decydującym.
W rzeczywistej obróbce skrawaniem, plastyczność, wytrzymałość, przewodność cieplna, moduł sprężystości, a także tarcie i powinowactwo chemiczne między materiałem obrabianym a narzędziem skrawającym, mają istotny wpływ na zachowanie się materiału podczas skrawania. Na przykład stopy tytanu nie charakteryzują się szczególnie wysoką twardością, a mimo to są uważane za materiały trudne w obróbce ze względu na słabą przewodność cieplną i wysoką reaktywność chemiczną.
8.2P2: Dlaczego stopy tytanu są ogólnie uważane za materiały trudne w obróbce?
Słaba obrabialność stopów tytanu wynika głównie z następujących czynników:
- Niska przewodność cieplna: ciepło powstające podczas cięcia jest trudne do rozproszenia, co powoduje gromadzenie się wysokich temperatur na czubku narzędzia;
- Wysoka aktywność chemiczna: silna tendencja do przylegania do materiałów narzędzi, powodująca zużycie adhezyjne i dyfuzyjne;
- Wyraźny odzysk sprężysty: zwiększone tarcie na powierzchni bocznej narzędzia.
Czynniki te działają łącznie, sprawiając, że stopy tytanu są podatne na szybkie zużycie narzędzi, wykruszanie się krawędzi i niestabilne warunki obróbki.
8.3P3: Czy obróbka stali nierdzewnej jest zawsze trudniejsza niż obróbka stali węglowej?
Niekoniecznie. Obróbka skrawaniem stali nierdzewnej jest ściśle związana z jej typem mikrostruktury:
- Stale nierdzewne austenityczne: duża plastyczność i silne umocnienie przez obróbkę mechaniczną, co skutkuje słabą obrabialnością;
- Niektóre stale nierdzewne martenzytyczne: w odpowiednich warunkach obróbki cieplnej obrabialność może być zbliżona lub nieznacznie niższa od obrabialności stali średniowęglowych;
- Automatyczna stal nierdzewna: gatunki zawierające siarkę sprawdzają się dobrze w obróbce automatycznej i wysokowydajnej.
Dlatego też stali nierdzewnej nie należy traktować jako materiału jednorodnie trudnego do obróbki.
8.4P4: Czy zmniejszenie prędkości skrawania jest jedynym rozwiązaniem w przypadku słabej obrabialności?
Nie. Samo zmniejszenie prędkości skrawania często łagodzi jedynie objawy, zamiast zająć się przyczyną problemu.
Do skuteczniejszych podejść zalicza się:
- Wybór bardziej odpowiednich materiałów narzędzi skrawających;
- Optymalizacja geometrii narzędzia: kąta natarcia, wytrzymałości krawędzi skrawającej i promienia ostrza narzędzia;
- Regulacja kombinacji parametrów cięcia;
- Zmiana stanu obróbki cieplnej przedmiotu obrabianego, jeśli zachodzi taka potrzeba.
W wielu przypadkach odpowiednie zwiększenie prędkości skrawania może faktycznie pomóc w ograniczeniu tworzenia się narostów na krawędziach i poprawie wykończenia powierzchni.
8.5P5: Jak istotny jest wpływ obróbki cieplnej na obrabialność?
Wpływ jest znaczący. Obróbka cieplna poprzez normalizowanie, wyżarzanie lub wyżarzanie sferoidyzujące może:
- Modyfikować mikrostrukturę materiału;
- Zmniejsz siły skrawania;
- Poprawa łamania wiórów;
- Znacznie wydłuża żywotność narzędzi.
Odniesienie
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability