

1.0Różnice między fazowaniem a ścinaniem krawędzi
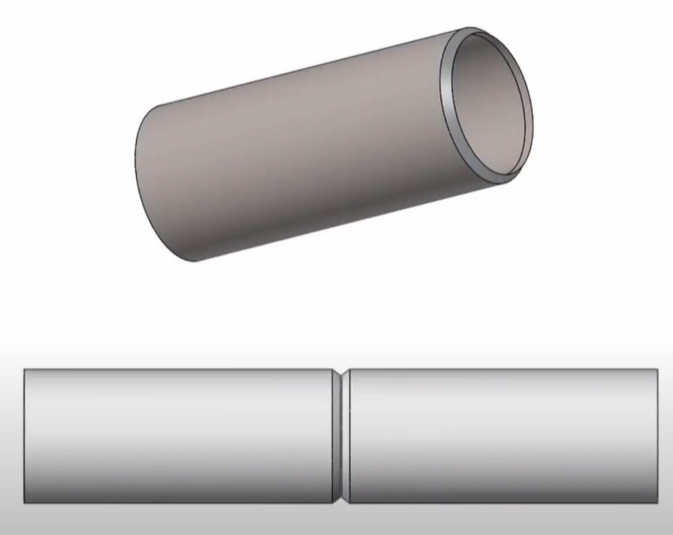
W obróbce rur, obróbce metali i przygotowywaniu do spawania, zarówno fazowanie, jak i ukosowanie są powszechnymi technikami wykańczania krawędzi. Choć mogą wydawać się podobne, różnią się znacząco przeznaczeniem, konstrukcją kąta, zakresem zastosowania i metodami obróbki.
1.1Podstawowe definicje
| Aspekt | Ścięcie | Ukos |
| Definicja | Niewielkie, ukośne nacięcie — zwykle pod kątem 45° — pomiędzy dwiema sąsiadującymi powierzchniami, mające na celu usunięcie ostrych krawędzi lub zespołu prowadnic. | Powierzchnia kątowa obrabiana mechanicznie na krawędzi materiału, głównie w celu przygotowania do spawania lub wykonywania połączeń konstrukcyjnych. |
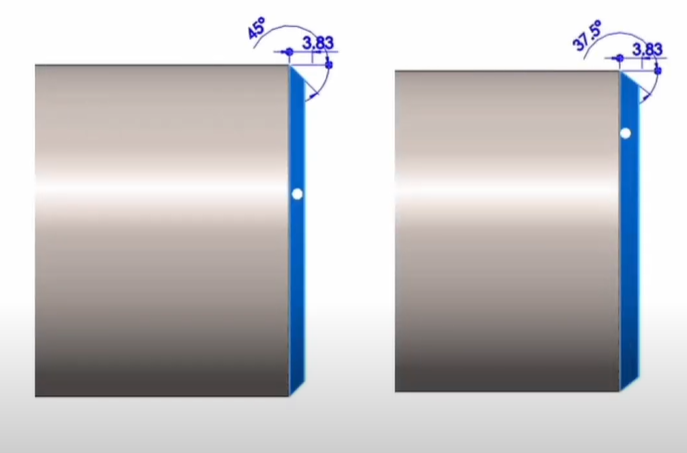
| Typowy kąt | 45° | Najczęściej jest to 37,5°, ale może też wynosić 30°, 60° itd. |
| Głębokość | Dotyczy tylko najbardziej zewnętrznej krawędzi | Może wnikać głębiej w materiał |
| Usuwanie materiału | Tak (zwykle minimalne) | Tak (usuwa więcej materiału) |
| Relacja krawędzi | Zwykle między prostopadłymi ścianami | Często pomiędzy powierzchniami nieprostopadłymi lub równoległymi |
1.2Porównanie celów
| Typ procesu | Główny cel |
| Fazowanie | Usuwa ostre krawędzie, poprawia dopasowanie elementów, zwiększa bezpieczeństwo i estetykę. |
| Fazowanie | Przygotowuje końce lub krawędzie rur do spawania, zwiększa penetrację spoiny i wytrzymałość połączenia. |
| Typ procesu | Główny cel |
| Fazowanie | Usuwa ostre krawędzie, poprawia dopasowanie elementów, zwiększa bezpieczeństwo i estetykę. |
| Fazowanie | Przygotowuje końce lub krawędzie rur do spawania, zwiększa penetrację spoiny i wytrzymałość połączenia. |
1.3Metody przetwarzania
Typowe metody fazowania:
- Szlifowanie ręczne:Ekonomiczny, odpowiedni do stosowania na miejscu; niższa konsystencja.
- Przenośna maszyna do fazowania:Wyższa wydajność, mobilność, idealne do prac mało- i średnioseryjnych.
- Stacjonarny system fazowaniaWysoka precyzja, obsługuje rowki V, U i J; nadaje się do automatyzacji.
- Cięcie plazmowe lub płomieniowe:Idealny do rur o grubych ściankach; umożliwia jednoczesne cięcie i fazowanie.
Typowe metody fazowania:
- Frez do fazowania:Stosowany w frezarkach i tokarkach CNC; zapewnia wysoką dokładność.
- Wskaźnik fazowania / linijka: Obsługuje obsługę ręczną; nadaje się do pracy w małych ilościach lub w terenie.
- Narzędzia do gratowania / Ściernice:Do tworzyw sztucznych, szkła lub lekkiej obróbki krawędzi.
1.4Porównanie aplikacji
| Obszar zastosowania | Ścięcie | Ukos |
| Systemy rurociągowe | Usuwa ostre krawędzie na końcach rur, ułatwiając montaż | Przygotowuje końce do spawania, poprawia penetrację i wytrzymałość |
| Części mechaniczne | Pomaga w wyrównaniu śrub, zmniejsza koncentrację naprężeń | Stosowany w zębach przekładni i powierzchniach uszczelniających |
| Sprzęt architektoniczny | Zwiększa bezpieczeństwo i estetykę odsłoniętych krawędzi | Umożliwia wykonywanie połączeń kątowych lub przejść dekoracyjnych |
| Konstrukcje spawane | Rzadko stosowany bezpośrednio | Niezbędne do przygotowania połączeń czołowych (np. rur, płyt) |
1.5 Czy fazowanie jest rodzajem fazowania?
Technicznie rzecz biorąc, fazowanie można uznać za specyficzny rodzaj skosu, zazwyczaj pod stałym kątem 45°. Jednak jego przeznaczenie i głębokość obróbki różnią się:
- Ścięcie:Stosowany w obróbce precyzyjnej, poprawie dopasowania zespołów i gratowaniu krawędzi.
- Ukos:Skupiamy się na łączeniach konstrukcyjnych i przygotowaniu do spawania.
2.0Typowe metody fazowania rur
2.1Szlifowanie krawędzi szlifierką kątową:
Użycie ręcznej szlifierki kątowej do ręcznego wykonania fazy na końcu rury. To najprostsza metoda fazowania rur.
- Opłacalny:Jedna z najtańszych opcji, idealna do małych partii lub prac naprawczych.
- Zależne od operatora:Utrzymanie prawidłowego kąta i głębokości wymaga wykwalifikowanej siły roboczej.
- Niespójna jakość:Trudno jest zapewnić jednakowe ścięcia na wielu rurach.
- Czasochłonne:Nieefektywne w przypadku produkcji wielkoseryjnej.
- Kurz i zanieczyszczenia:Generuje iskry i pył metaliczny, co wydłuża czas czyszczenia i zwiększa obawy dotyczące bezpieczeństwa.
2.2Przenośna maszyna do fazowania rur:
Bardziej wydajna, zmechanizowana alternatywa dla kontrolowanego ścinania krawędzi w warunkach terenowych.
- Poprawa bezpieczeństwa:Zapewnia większą stabilność i zmniejsza ryzyko w porównaniu do szlifowania ręcznego.
- Wyższa wydajność: Nadaje się do operacji o średniej objętości; zmniejsza czas pracy.
- Przyjazny dla pola:Kompaktowy i przenośny, idealny do pracy na miejscu.
- Ograniczona pojemność:Niezalecane do produkcji na dużą skalę ze względu na niższą ciągłą wydajność.


2.3Stacjonarna maszyna do fazowania rur:
Zaprojektowane dla operacji na skalę przemysłową i linii automatyzacji, gdzie nacisk położony jest na spójność i szybkość.
- Wszechstronne profile skośne:Obsługuje szereg typów faz spoin, w tym rowki V, J i U.
- Stabilne przetwarzanie:Zapewnia precyzyjną kontrolę kąta i równomierną głębokość posuwu.
- Gotowy do automatyzacji:Możliwość integracji z liniami CNC w celu zapewnienia ciągłej pracy.
- Czyste i bez odprysków:Niektóre modele umożliwiają obróbkę bezwiórową, co minimalizuje konieczność czyszczenia.
- Wysoka produktywność:Krótkie czasy cykli i duża przepustowość.
- Wyższe koszty początkowe:Wymaga znacznych początkowych nakładów inwestycyjnych, nadaje się do stałych linii produkcyjnych.
2.4Cięcie plazmowe lub tlenowo-paliwowe:
Wykorzystuje technologię cięcia termicznego do topienia i ścinania końców rur, co jest szczególnie skuteczne w przypadku grubych lub bardzo wytrzymałych materiałów.
- Idealny do rur o grubych ściankach:Dobrze sprawdza się w przypadku rur ze stali nierdzewnej, stali węglowej i stopów.
- Elastyczne kąty: Umożliwia programowalne skosy wielokątne, takie jak rowki X i K.
- Szybkie cięcie:Wydajne w przypadku produkcji wielkoseryjnej lub o dużej średnicy.
- Strefa wpływu ciepła (HAZ):Aby uniknąć odkształceń cieplnych lub zmian metalurgicznych, należy zachować szczególną ostrożność podczas kontroli temperatury.
- Kompatybilny z CNC:Często w połączeniu z automatycznymi systemami pozycjonowania i cięcia.


Podsumowanie porównania metod
| Metoda | Koszt | Efektywność | Konsystencja | Idealne zastosowanie | Jakość fazowania |
| Szlifierka kątowa | ★ | ★ | ★ | Małe partie, naprawy | Niski (sterowanie ręczne) |
| Maszyna przenośna | ★★ | ★★★ | ★★ | Praca terenowa, średnia objętość | Umiarkowany |
| System stacjonarny | ★★★★ | ★★★★★ | ★★★★★ | Automatyzacja, duża objętość | Bardzo wysoki |
| Plazma/Paliwo tlenowe | ★★★ | ★★★★ | ★★★★ | Rury o grubych ścianach i dużej średnicy | Wysoki (z kontrolą termiczną) |



