

- 1.0Czym jest prasa krawędziowa?
- 2.0„Prasa hamulcowa” a „prasa hamulcowa”: jaka jest różnica?
- 3.0Jak działa prasa krawędziowa
- 4.0Dlaczego metal nadaje się do gięcia? Do czego służy prasa krawędziowa?
- 5.0Główne elementy prasy krawędziowej
- 6.0Krótki opis procesu obsługi prasy krawędziowej
- 7.0Typowe typy pras krawędziowych
- 8.0Czym jest prasa krawędziowa NC (prasa krawędziowa sterowana numerycznie)?
- 9.0Czym jest prasa krawędziowa CNC (komputerowa prasa krawędziowa sterowana numerycznie)?
- 10.0Jakie są główne różnice między prasami krawędziowymi NC i CNC?
- 11.0Jakie są metody napędu pras krawędziowych?
- 12.0Jak skonfigurować prasę krawędziową?
- 12.1Krok 1: Przejrzyj rysunek przedmiotu obrabianego
- 12.2Krok 2: Wybierz odpowiednią metodę gięcia i narzędzia
- 12.3Krok 3: Oblicz wymaganą siłę zginającą (tonaż)
- 12.4Krok 4: Montaż i regulacja narzędzi (mocowanie matryc)
- 12.5Krok 5: Konfiguracja systemu tylnego ogranicznika
- 12.6Krok 6: Programowanie i walidacja systemu CNC (prasa krawędziowa CNC)
- 12.7Krok 7: Zapisz ustawienia i rozpocznij działanie
- 12.8Schemat procesu roboczego giętarki:
- 13.0Porównanie różnych typów pras krawędziowych
- 14.0Czynniki, które należy wziąć pod uwagę przy wyborze prasy krawędziowej
- 15.0Zastosowania pras krawędziowych
- 16.0Typowe awarie pras krawędziowych i ich rozwiązania
1.0Czym jest prasa krawędziowa?
A prasa krawędziowa to maszyna do gięcia blachy, służąca do gięcia blachy pod określony kąt lub w określony kształt. Jest szeroko stosowana w produkcji blach i konstrukcji. Główna zasada działania polega na wywieraniu skoncentrowanego nacisku na linię gięcia blachy, co powoduje jej odkształcenie plastyczne.
Podczas procesu gięcia blacha jest umieszczana na dolnej matrycy, podczas gdy górny stempel porusza się w dół pod wpływem nacisku, wtłaczając blachę w profil matrycy. Kształt stempla i matrycy jest ze sobą dopasowany, co pozwala na precyzyjne formowanie metalu wzdłuż konturu matrycy. Poprzez regulację skoku stempla i nacisku, można uzyskać szeroki zakres kątów, promieni i długości gięcia.
Mówiąc najprościej, prasa krawędziowa to precyzyjny i kontrolowany proces formowania metali, który pozwala na wydajne przekształcanie płaskiego metalu w złożone formy poprzez zastosowanie siły za pomocą stempla i matrycy.
.jpg)
2.0„Prasa hamulcowa” a „prasa hamulcowa”: jaka jest różnica?
W obróbce metali termin „prasa krawędziowa” zazwyczaj odnosi się do maszyny służącej do gięcia blachy do zadanego kąta lub kształtu. Proces ten polega na umieszczeniu przedmiotu obrabianego między stemplem (narzędziem górnym) a matrycą (narzędziem dolnym) i wywieraniu nacisku, aż do trwałego odkształcenia blachy. Prasy krawędziowe te są szeroko stosowane w produkcji przemysłowej ze względu na wysoką precyzję, powtarzalność i wszechstronność – co czyni je preferowanym rozwiązaniem w przypadku szeregu złożonych zastosowań gięcia.
Czasami jednak termin „prasa krawędziowa” jest używany szerzej, aby opisać różne rodzaje urządzeń do gięcia, w tym:
Wysokoprecyzyjne prasy krawędziowe elektryczne i hydrauliczne: Idealne rozwiązanie do produkcji przemysłowej wymagającej dużej dokładności, szybkości i automatyzacji.
Proste ręczne prasy krawędziowe: Zaprojektowane do małych partii, cienkich materiałów lub prototypowania. Choć mogą zapewniać pewien stopień precyzji, ich funkcjonalność i automatyzacja są ograniczone.
Ta zmienność semantyczna zazwyczaj wynika z różnych scenariuszy użytkowania lub terminologii branżowej. W dokumentach technicznych zaleca się rozróżnianie między elektryczne prasy krawędziowe, hydrauliczne prasy krawędziowe, Lub ręczne prasy krawędziowe aby uniknąć nieporozumień.
3.0Jak działa prasa krawędziowa
Główną zasadą działania prasy krawędziowej jest wywieranie nacisku przez stempel i matrycę, co powoduje odkształcenie plastyczne blachy wzdłuż ustalonej linii gięcia. Oto typowy sposób działania:
Blacha jest umieszczana w rowku w kształcie litery V dolnej matrycy. Następnie górny stempel opada pionowo, sterowany hydraulicznie lub za pomocą serwomechanizmu, wciskając metal w rowek. Podczas ruchu stempla w dół, blacha odkształca się wzdłuż krawędzi matrycy, ostatecznie formując pożądane zagięcie.
Zmieniając kształt lub rozmiar stempla i matrycy, prasy krawędziowe mogą wytwarzać szeroki zakres kątów gięcia i profili — spełniając wymagania dotyczące skomplikowanych elementów z blachy.

4.0Dlaczego metal nadaje się do gięcia? Do czego służy prasa krawędziowa?
Jedną z kluczowych właściwości metalu jest jego stosunkowo wysoka ciągliwość – możliwość rozciągania i formowania bez pękania. Dzięki temu metal jest elastycznym materiałem o szerokim zakresie zastosowań. W procesie produkcyjnym arkusze blachy zazwyczaj powstają w formie płaskiej lub paskowej, ale często wymagają zmiany kształtu przed ostatecznym użyciem.
W tym miejscu do gry wkraczają urządzenia do obróbki metali — a prasa krawędziowa wyróżnia się jako jedno z najważniejszych i najbardziej wszechstronnych narzędzi w branży.
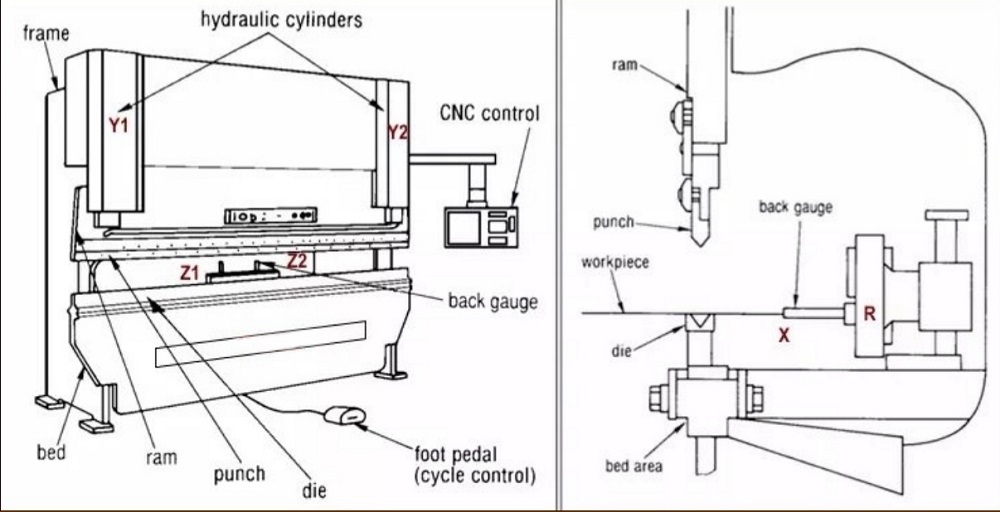
5.0Główne elementy prasy krawędziowej
- Rama:Główna konstrukcja prasy krawędziowej, zazwyczaj spawana ze stali o wysokiej wytrzymałości, zapewnia wyjątkową sztywność i nośność, gwarantując stabilność i precyzję podczas gięcia.
- Taran / Suwak:Zamontowany na górnej belce stempel porusza stemplem w górę i w dół. Podczas gięcia wywiera on nacisk na blachę, powodując jej odkształcenie plastyczne.
- Uderz i zgiń:Stempel tworzy narzędzie górne i jest przymocowany do stempla, natomiast matryca jest zamontowana na stole roboczym. Blacha jest umieszczana pomiędzy nimi i pod naciskiem stempla jest wciskana w rowek matrycy, formując pożądany kształt. Różne rozmiary i profile stempli i matryc można wymieniać, aby dostosować je do różnych wymagań gięcia.
- Stół roboczy / Łóżko:Stół roboczy, znajdujący się u podstawy prasy krawędziowej, służy jako platforma podtrzymująca matrycę i blachę podczas gięcia. Często posiada rowek w kształcie litery V, ułatwiający formowanie różnego rodzaju zagięć.
- Układ hydrauliczny lub serwo:Napęd hydrauliczny lub serwonapęd zapewnia siłę potrzebną do poruszania siłownikiem. Tradycyjne maszyny zazwyczaj wykorzystują cylindry hydrauliczne do generowania wysokiego ciśnienia, natomiast modele z wyższej półki wykorzystują napędy serwoelektryczne, zapewniające większą precyzję, energooszczędność i kontrolę.
- Wskaźnik tylny:Zamontowany z tyłu obszaru gięcia tylny ogranicznik pomaga w dokładnym ustawieniu arkusza metalu, co gwarantuje spójność i powtarzalność każdego gięcia.
6.0Krótki opis procesu obsługi prasy krawędziowej
- Umieszczenie materiału:Ułożenie arkusza metalu płasko na stole roboczym, z wykorzystaniem tylnego ogranicznika w celu dokładnego pozycjonowania.
- Wybór narzędzi:Wybór odpowiedniego zestawu stempli i matryc w zależności od kąta gięcia i profilu przedmiotu obrabianego.
- Mocowanie i przygotowanie:Po umieszczeniu arkusza na miejscu jest on zaciskany przez matrycę i stempel, aby zapobiec jego przemieszczaniu się podczas gięcia.
- Akcja zginania:Tłok przesuwa się w dół, wciskając stempel w rowek w kształcie litery V matrycy. W ten sposób metal formuje się pod zadanym kątem gięcia.
- Zwrot i wydanie:Po zgięciu tłok powraca do pozycji wyjściowej, zmniejszając nacisk na blachę.
- Usuwanie części:Zacisk zostaje otwarty, a operator wyjmuje gotowy, uformowany element obrabiany, przygotowując go do kolejnego etapu obróbki lub produkcji.
7.0Typowe typy pras krawędziowych
Prasy krawędziowe można podzielić na sześć głównych typów ze względu na sposób napędu i sterowania: mechaniczna prasa krawędziowa, hydrauliczna prasa krawędziowa, elektrohydrauliczna prasa krawędziowa, pneumatyczna prasa krawędziowa, serwoprasa krawędziowa i prasa krawędziowa CNC. Oto krótkie wprowadzenie oraz zalety i wady każdego z nich:
Prasa krawędziowa mechaniczna:
Mechaniczna prasa krawędziowa napędza suwak w górę i w dół za pomocą koła zamachowego i sprzęgła sterowanego obrotem przekładni.
Zalety:
- Prosta konstrukcja, łatwa obsługa i niskie koszty utrzymania
- Możliwość przetwarzania materiałów przekraczających tonaż znamionowy w niektórych przypadkach
Wady:
- Trudno precyzyjnie kontrolować prędkość gięcia
- Niższa dokładność gięcia i słaba powtarzalność
- Mniej bezpieczne; niezalecane do skomplikowanych operacji
Prasa krawędziowa hydrauliczna:
W prasie krawędziowej hydraulicznej zastosowano dwa cylindry hydrauliczne zamiast tradycyjnej przekładni mechanicznej.
Zalety:
- Duża siła gięcia, odpowiednia do obróbki blach o dużej wytrzymałości
- Wyższa precyzja w przypadku operacji precyzyjnego gięcia
- Lepsza kontrola nad ruchem, umożliwiająca wykonywanie wielu segmentów gięcia
Wady:
- Złożona struktura wymagająca wyższej wiedzy technicznej
- Wyższe koszty konserwacji; awaria podzespołów może powodować znaczne przestoje
- Możliwe ryzyko wycieku płynu hydraulicznego
- Operacje muszą być prowadzone w ramach tonażu znamionowego
Prasa krawędziowa serwoelektryczna:
Elektrohydrauliczna prasa krawędziowa jest inteligentną, wysoce precyzyjną giętarką CNC ze sterowaniem elektrohydraulicznym.
Zasada działania:
- Lewy i prawy siłownik hydrauliczny sterowany jest przez oddzielne serwomotory
- Czujniki przemieszczenia umożliwiają monitorowanie położenia siłownika w czasie rzeczywistym
- Sterowanie CNC koordynuje oba cylindry, aby zachować równoległość i precyzję
Zalety:
- Wysoka precyzja i duża powtarzalność ±0,01 mm
- Oszczędność energii i przyjazność dla środowiska — dostawa oleju na żądanie bez wycieków
- Inteligentna funkcjonalność — obsługuje programowanie graficzne, kompensację kąta, automatyczną regulację itp.
- Niezawodny — utrzymuje stabilność podczas długich cykli produkcyjnych
Wady:
- Wyższa początkowa inwestycja
- Wymaga zaawansowanej wiedzy technicznej w zakresie konserwacji

Pneumatyczna prasa krawędziowa:
Pneumatyczna prasa krawędziowa wykorzystuje do napędzania suwaka sprężone powietrze, zamiast układu hydraulicznego lub mechanicznego.
Zalety:
- Prosta struktura z szybszą reakcją
- Elastyczna kontrola — łatwe uruchamianie i wyłączanie
- Czysty i przyjazny dla środowiska — brak wycieków płynów
Wady:
- Ograniczona siła gięcia — nieodpowiednia do grubych płyt lub zastosowań wymagających dużej wytrzymałości
- Niższa dokładność gięcia niż w przypadku systemów hydraulicznych
Prasa krawędziowa serwoelektryczna:
Serwoelektryczna prasa krawędziowa jest napędzana silnikiem serwo zamiast cylindrów.
Zalety:
- Wyższa precyzja i powtarzalność gięcia
- Cicha praca i niskie zużycie energii
- Bezolejowy — wymagający mniejszej konserwacji i przyjazny dla środowiska
- Nadaje się do zastosowań wymagających wysokich standardów czystości
Wady:
- Ograniczona siła gięcia — głównie w przypadku zastosowań o małym tonażu lub lekkich
- Wyższa początkowa inwestycja
Prasa krawędziowa CNC jest w pełni zautomatyzowaną maszyną łączącą napędy hydrauliczne lub serwonapędy ze sterowaniem komputerowym, umożliwiającą precyzyjne i wydajne gięcie.
Cechy:
- W pełni zautomatyzowane sterowanie o wysokiej dokładności i niskim poziomie błędów
- Programowalny do złożonych operacji gięcia
- Wyższa wydajność produkcji przy niższych kosztach pracy
- Zastosowanie w takich gałęziach przemysłu jak przemysł lotniczy, motoryzacyjny, elektroniczny i budowlany
⚡Notatka:„CNC” odnosi się do metody sterowania, a nie odrębnej formy napędu; CNC można zintegrować z systemami hydraulicznymi, elektrohydraulicznymi lub serwo.
8.0Czym jest prasa krawędziowa NC (prasa krawędziowa sterowana numerycznie)?
Definicja:Ten Prasa krawędziowa NC to maszyna sterowana numerycznie, zazwyczaj wyposażona w uproszczoną klawiaturę lub system sterowania PLC. Synchronizacja ruchu suwaka jest napędzana mechanicznie za pomocą drążka skrętnego, co czyni ją wygodnym wyborem do gięcia o średniej lub niskiej precyzji.
Cechy konstrukcyjne:
- Oba cylindry połączone są drążkiem skrętnym, co zapewnia synchronizację ich ruchu.
- Cylindry napędzają tłok w górę i w dół, aby wykonać gięcie.
- System sterowania jest uproszczony — zwykle kontroluje on jedynie położenie zderzaka tylnego (oś X) i siłownika (oś Y).
Zalety:
- Niższe koszty i prostsza obsługa
- Nadaje się do małych i średnich przedsiębiorstw o mniejszych wymaganiach dotyczących precyzji
Wady:
- Synchronizacja zależy od elementów mechanicznych — drążek skrętny może z czasem ulec odkształceniu
- Brak możliwości wykrywania i korygowania błędów w czasie rzeczywistym
- Ograniczona zdolność do programowania złożonego i wykonywania operacji wieloetapowych

9.0Czym jest prasa krawędziowa CNC (komputerowa prasa krawędziowa sterowana numerycznie)?
Definicja:Prasa krawędziowa CNC to wysokowydajna maszyna do gięcia, która integruje komputerowy system sterowania z napędami hydraulicznymi, elektrohydraulicznymi lub serwonapędami. Umożliwia ona w pełni zautomatyzowane, precyzyjne i wydajne gięcie blach.
Metoda sterowania:
- Sterowane przez systemy komputerowe klasy przemysłowej (takie jak Delem, ESA lub Cybelec)
- Monitorowanie w czasie rzeczywistym położenia siłownika (Y1/Y2) i tylnego ogranicznika (X, R, Z)
- Umożliwia programowanie wieloetapowe z interfejsami graficznymi, kompensacją kąta i detekcją błędów
Wsparcie układu napędowego:
- Hydrauliczny (konwencjonalny lub elektrohydrauliczny)
- Czysto serwo (elektryczna prasa krawędziowa)
Wsparcie typu gięcia:
- Nacisk skierowany w dół (typowy): tłok przesuwa się w dół, podczas gdy stół jest nieruchomy
- Nacisk w górę (rzadki): stół porusza się w górę, podczas gdy rama jest nieruchoma
Zalety:
- Wysoka precyzja (±0,01 mm) z powtarzalnym gięciem
- Możliwość obliczenia sekwencji gięcia, kąta i kompensacji
- Elastyczne programowanie — odpowiednie do dużych partii i złożonych operacji
- Wysoka wydajność produkcji dzięki szybkiemu ustawianiu i przezbrajaniu
- Wsparcie programowania zdalnego i integracji z Przemysłem 4.0
10.0Jakie są główne różnice między prasami krawędziowymi NC i CNC?
| Przedmiot | Prasa krawędziowa NC | Prasa krawędziowa CNC |
| System sterowania | Prosty sterownik numeryczny (przyciskowy) | Komputer przemysłowy ze sterowaniem graficznym |
| Synchronizacja | Synchronizacja mechaniczna za pomocą wału skrętnego | Synchronizacja sterowana hydraulicznie lub serwomechanizmem |
| Dokładność | Średnie; większe odchylenia | Wyższa precyzja; automatyczna korekcja błędów |
| Złożoność programowania | Obsługuje tylko proste operacje | Obsługuje złożone programowanie procesów |
| Stopień automatyzacji | Niski | Wysoki |
| Aplikacje | Ogólna obróbka blachy | Duże partie, duże zapotrzebowanie, gięcie niestandardowe |
| Koszt | Niżej | Wyższy |
11.0Jakie są metody napędu pras krawędziowych?
Podczas gięcia blachy metalowej zazwyczaj potrzebne jest znaczne ciśnienie, aby uzyskać odkształcenie plastyczne. Ciśnienie to nazywa się tonaż prasy — maksymalna siła, jaką prasa krawędziowa może zastosować podczas pracy. Im większy tonaż, tym grubsza lub dłuższa blacha metalowa może być obrabiana.
Aby wytworzyć i przekazać tę siłę, prasy krawędziowe zazwyczaj wykorzystują różne metody napędu, w tym:
- Napęd hydrauliczny (powszechnie stosowany w prasach krawędziowych CNC):
Wykorzystuje układ hydrauliczny do generowania dużego tonażu — idealny do gięcia grubych blach i dużych obciążeń. Jest to najczęściej stosowana metoda w przemyśle. - Napęd serwoelektryczny:
Wykorzystuje serwosilnik do precyzyjnej kontroli ruchu siłownika, oferując wysoką dokładność i szybką reakcję — idealne rozwiązanie w zastosowaniach wymagających wysokiej precyzji i energooszczędności. - Napęd pneumatyczny:
Zasilane sprężonym powietrzem; proste w konstrukcji — odpowiednie do małych i średnich przeładunków oraz szybszych operacji. - Napęd mechaniczny:
Napędzane mechanizmem koła zamachowego i sprzęgła; tradycyjna konstrukcja — idealna do intensywnej produkcji o wysokiej częstotliwości.
Zazwyczaj nazwa prasy krawędziowej odzwierciedla sposób jej napędu, na przykład: prasa krawędziowa hydrauliczna, prasa krawędziowa pneumatyczna lub prasa krawędziowa serwoelektryczna.
12.0Jak skonfigurować prasę krawędziową?
Przed rozpoczęciem gięcia, prawidłowe ustawienie prasy krawędziowej jest kluczowe dla zapewnienia dokładności gięcia, wydłużenia żywotności narzędzia i utrzymania bezpieczeństwa pracy. Poniższa standardowa procedura ma zastosowanie zarówno do pras krawędziowych NC, jak i CNC.
12.1Krok 1: Przejrzyj rysunek przedmiotu obrabianego
- Potwierdź właściwości materiału: materiał (taki jak stal węglowa, stal nierdzewna lub aluminium) i granicę plastyczności.
- Potwierdź wymiary geometryczne: grubość płyty, długość, kąt gięcia, promień gięcia.
- Określ wymagania projektowe, w tym:
- Długość kołnierza
- Kierunek gięcia (wewnętrzny lub zewnętrzny)
- Wymagania dotyczące tolerancji
- Czy po gięciu konieczne jest gratowanie lub poziomowanie
12.2Krok 2: Wybierz odpowiednią metodę gięcia i narzędzia
Metoda gięcia (zgodnie z wymaganiami dokładności i siły):
| Metoda | Charakterystyka | Dokładność | Tonaż |
| Gięcie powietrza | Powszechne; niskie zużycie narzędzi | Średni | Standard |
| Gięcie dolne | Materiał całkowicie osadza się w matrycy | Wyższy | Zginanie powietrza ×4–6 |
| Wybijanie monet | Materiał jest całkowicie wciskany w narożnik matrycy | Najwyższy | Gięcie w powietrzu ×8–10 |
Zalecenia dotyczące wyboru narzędzi:
- Narzędzie dziurkujące/górne:Powinien dobierać grubość blachy i kąt gięcia, aby uniknąć uszkodzeń lub przeciążenia.
- Matryca/Narzędzie dolne:Otwór matrycy jest zazwyczaj 6–12 razy większy od grubości płyty.
- Dopasowanie materiałów:Materiał narzędzia powinien mieć twardość równą lub większą niż materiał płytki.
12.3Krok 3: Oblicz wymaganą siłę zginającą (tonaż)
Użyj tabel tonażu dostarczonych przez producenta lub specjalistycznego oprogramowania.
Należy wziąć pod uwagę następujące parametry:
- Grubość (t)
- Szerokość (dł.)
- Wytrzymałość materiału
- Otwarcie matrycy (V)
Odniesienie:
- Ciśnienie zginające powietrze = ciśnienie bazowe
- Ciśnienie gięcia dolnego = ciśnienie gięcia powietrza × 4–6
- Ciśnienie bicia = ciśnienie gięcia powietrza × 8–10
⚡ Aby zapewnić bezpieczną eksploatację, należy unikać przekraczania znamionowego tonażu.
12.4Krok 4: Montaż i regulacja narzędzi (mocowanie matryc)
- Sprawdź zużycie narzędzia i jednolitość grubości.
- Zamontuj górną i dolną matrycę i zablokuj je na miejscu.
- Dostosuj skok tłoka do odpowiednich górnych i dolnych granic, aby uniknąć kolizji.
- W razie potrzeby ustaw zarezerwowane pozycje spoczynku dla specjalnych zastosowań.
- Wyrównaj środek narzędzia ze stołem roboczym.
12.5Krok 5: Konfiguracja systemu tylnego ogranicznika
- Ustaw położenie i wysokość tylnego ogranicznika (X, R, Z).
- Wprowadź kolejność i parametry gięcia zgodnie z rysunkiem.
- Jeśli występuje wiele operacji, włącz kontrolę kolizji (CNC), aby uniknąć kolizji.
12.6Krok 6: Programowanie i walidacja systemu CNC (prasa krawędziowa CNC)
- Zapoznaj się z panelem sterowania (Delem, ESA, Cybelec, itp.).
- Wprowadź lub zaimportuj programy gięcia (grubość, materiał, kąt, numer narzędzia).
- Wykonaj programowanie offline (opcjonalnie), aby wyświetlić podgląd ścieżki gięcia.
- Przeprowadź test na materiale odpadowym, aby sprawdzić kąt gięcia, sprężystość, interferencję i inne parametry.
- W razie potrzeby dostosuj program na podstawie wyników prób.
12.7Krok 7: Zapisz ustawienia i rozpocznij działanie
- Zapisz program gięcia, aby móc go ponownie wykorzystać w przyszłej produkcji.
- Sprawdź mechanizmy bezpieczeństwa, zatrzymanie awaryjne i powiązane elementy sterujące.
- Rozpocznij produkcję masową i okresowo sprawdzaj kąt gięcia i wymiary w trakcie procesu.
12.8Schemat procesu roboczego giętarki:

Przeanalizuj rysunek → Wybierz metodę gięcia i narzędzia → Oblicz siłę gięcia → Zainstaluj i wyrównaj narzędzia → Ustaw ogranicznik → Programowanie CNC i gięcie próbne → Zapisz ustawienia i rozpocznij produkcję.
13.0Porównanie różnych typów pras krawędziowych
| Typ | Metoda jazdy | Dokładność | Siła | Aplikacja | Zalety | Wady |
| Mechaniczna prasa krawędziowa | Koło zamachowe | Niski | Średni | Ogólna obróbka blachy | Prosta obsługa, łatwa konserwacja | Słaba kontrola, niska celność, słabe bezpieczeństwo |
| Prasa krawędziowa hydrauliczna | Siłownik hydrauliczny | Wysoki | Wysoki | Gruba płyta i duże elementy | Duża siła, silna kontrola | Złożona struktura, podatna na przecieki |
| Prasa krawędziowa elektrohydrauliczna | Siłownik serwoelektryczny hydrauliczny | Bardzo wysoki | Wysoki | Automatyczne i precyzyjne gięcie | Wysoka precyzja, energooszczędność, przyjazność dla środowiska i zautomatyzowane sterowanie | Wyższy koszt, złożony system |
| Pneumatyczna prasa krawędziowa | Ciśnienie powietrza | Średni | Niski | Obróbka blach lekkich | Szybko, czysto, ekologicznie | Ograniczona siła, nie dla grubych płyt |
| Prasa krawędziowa serwo | Serwonapęd elektryczny | Wysoki | Niski | Precyzyjne zastosowania o małym obciążeniu | Wysoka precyzja, niski poziom hałasu, oszczędność energii | Ograniczona siła, wyższy koszt |
| Prasa krawędziowa CNC | Sterowanie CNC + wiele napędów | Bardzo wysoki | Zależy od napędu | Zautomatyzowane przetwarzanie w różnych branżach | Zautomatyzowane, dokładne i wydajne | Wyższe koszty, konieczność programowania i konserwacji |
14.0Czynniki, które należy wziąć pod uwagę przy wyborze prasy krawędziowej
- Rodzaj i grubość materiałuRóżne materiały mają różne właściwości gięcia. Aluminium gięcie jest łatwiejsze, podczas gdy stal nierdzewna wymaga większej siły. Grubość ma również bezpośredni wpływ na wymagany tonaż — upewnij się, że siła nacisku maszyny jest wystarczająca.
- Zdolność gięcia: Obejmuje to maksymalną siłę gięcia i efektywną długość gięcia. Siła decyduje, czy można obrabiać materiały grube lub o wysokiej wytrzymałości, a długość decyduje o rozmiarze przedmiotu obrabianego w pojedynczej operacji gięcia.
- Dokładność i powtarzalność gięciaDokładność odnosi się do tego, czy kąt gięcia jest prawidłowy, a powtarzalność określa, czy kolejne gięcia są spójne. Zastosowania o wyższej precyzji zazwyczaj wymagają maszyn CNC.
- Rytm i wydajność produkcji:W zależności od wielkości i tempa produkcji, do zastosowań o wysokiej częstotliwości i dużych partiach należy wybrać bardziej stabilną i wydajną maszynę.
15.0Zastosowania pras krawędziowych
- Przemysł motoryzacyjny: Stosowane do produkcji wsporników, elementów podwozia, paneli nadwozia i układów wydechowych — wysoka precyzja gwarantuje zgodność z rygorystycznymi normami i przyczynia się do poprawy jakości oraz bezpieczeństwa pojazdu.
- Przemysł lotniczy i kosmiczny: Zajmuje się przetwarzaniem materiałów o wysokiej wytrzymałości, takich jak stopy aluminium i tytanu, na ramy samolotów, elementy skrzydeł i obudowy silników — wszędzie tam, gdzie wymagana jest wysoka precyzja i niezawodność.
- Sprzęt AGD: Stosowane w produkcji paneli lodówek, obudów pralek, podzespołów klimatyzacyjnych itp. — wysoka precyzja i elastyczność umożliwiają produkcję podzespołów ściśle odpowiadających ich projektowi.
- Branża budowlana: Przetwarza elementy konstrukcyjne budynków, konstrukcje płytowe i elementy ozdobne — przydatne w zastosowaniach konstrukcyjnych, architektonicznych i dachowych.
- Produkcja mebli: Zajmuje się wyginaniem blach w celu tworzenia ram mebli, wsporników i elementów ozdobnych — dodając im zarówno walorów konstrukcyjnych, jak i funkcjonalności.
- Sprzęt medyczny: Zajmuje się obróbką metalowych elementów instrumentów chirurgicznych, sprzętu diagnostycznego i mebli szpitalnych — spełniając rygorystyczne standardy precyzji i higieny.
- Sprzęt elektroniczny i elektryczny: Stosowany do produkcji szaf sterowniczych, wsporników i obudów — zapewniający stabilność konstrukcyjną i bezpieczeństwo operacyjne.
- Przemysł obronny: Przetwarza metale na konstrukcje płyt pancernych, obudowy sprzętu wojskowego i pojemniki do przechowywania amunicji — spełniając wysokie standardy wytrzymałości i odporności na wstrząsy.
16.0Typowe awarie pras krawędziowych i ich rozwiązania
| Stan usterki | Możliwe przyczyny | Rozwiązania |
| Brak ciśnienia hydraulicznego lub jest ono niewystarczające | 1. Nieprawidłowy kierunek obrotów silnika lub pompy 2. Zatkanie zaworu bezpieczeństwa 3. Zablokowanie zaworu elektromagnetycznego 4. Nieszczelność zaworu regulacji ciśnienia | 1. Sprawdź kierunek obrotów silnika i pompy. 2. Wyczyść zawór bezpieczeństwa. 3. Napraw lub wyczyść zawór elektromagnetyczny. 4. Napraw lub wymień zawór regulacji ciśnienia. |
| Suwak opada powoli lub niestabilnie | 1. Zużycie cylindra olejowego 2. Zużycie prowadnicy lub słaba synchronizacja 3. Niski poziom oleju hydraulicznego 4. Zbyt wysoka ustawiona prędkość szybkiego podawania 5. Zawór napełniający zacina się lub nie otwiera | 1. Sprawdź uszczelki cylindra 2. Napraw prowadnicę 3. Uzupełnij olej hydrauliczny 4. Zmniejsz prędkość szybkiego posuwu 5. Wyczyść zawór napełniający |
| Wycieki oleju hydraulicznego | 1. Luźne połączenie rurociągu 2. Zużyte lub uszkodzone uszczelki | 1. Dokręć połączenie rurociągu 2. Wymień uszczelki |
| Zgięcie jest nierówne po obu stronach | 1. Nierównomierne zużycie matrycy. 2. Górna matryca nie jest równoległa. | 1. Dostosuj wysokość matrycy lub wymień matrycę 2. Wyrównaj lub wyreguluj górną matrycę |
| Duży hałas | Połączenie jest luźne, łożyska zużyte lub elementy uszkodzone | Sprawdź i dokręć połączenia; wymień uszkodzone elementy lub zgiń |
| Nieprawidłowości w sterowaniu elektrycznym | Połączenie jest luźne, czujnik jest uszkodzony lub płytka drukowana jest uszkodzona | Sprawdź punkty połączeń; wymień czujnik lub napraw płytę sterującą |
| Przegrzanie maszyny | Chłodnica jest zatkana lub układ chłodzenia jest uszkodzony | Wyczyść chłodnicę; sprawdź i napraw pętlę chłodzenia |
| Suwak nie może się powoli opuścić lub siła gięcia jest niewystarczająca | 1. Uszkodzony zawór kierunkowy (np. zawór 4/2) 2. Zawór napełniający się zacina | 1. Sprawdź lub wymień zawór kierunkowy. 2. Wyczyść zawór napełniający. |
| Prędkość powrotu jest niska, a ciśnienie wysokie | Zawór napełniający nie jest całkowicie otwarty | Sprawdź, czy zawór napełniający jest całkowicie otwarty |
Odniesienia
www.ursviken.com/do czego służy prasa hamulcowa/
www.adhmt.com/jak-działa-prasa-hamulcowa/
www.epowermetals.com/metal-forming-and-welding-glossarymetal-forming-and-welding-glossary.html
https://www.alekvs.com/press-brake-machine/




