

- 1.0Dlaczego stop aluminium 6063 jest tak popularny w produkcji?
- 2.0Właściwości mechaniczne stopu aluminium 6063
- 3.0Skład chemiczny stopu aluminium 6063
- 4.0Typowe zastosowania stopu aluminium 6063
- 5.0Jak stop 6063 wypada w porównaniu z innymi popularnymi stopami aluminium?
- 6.0Kluczowe przygotowania przed obróbką: kontrola naprężeń szczątkowych
- 7.0Jak efektywnie obrabiać (ciąć) stop aluminium 6063
- 8.0Jak prawidłowo spawać stop aluminium 6063
- 9.0Jak poddać obróbce cieplnej stop aluminium 6063
- 10.0Jak zapewnić wysoką jakość powierzchni stopu aluminium 6063
- 11.0Często zadawane pytania (FAQ)
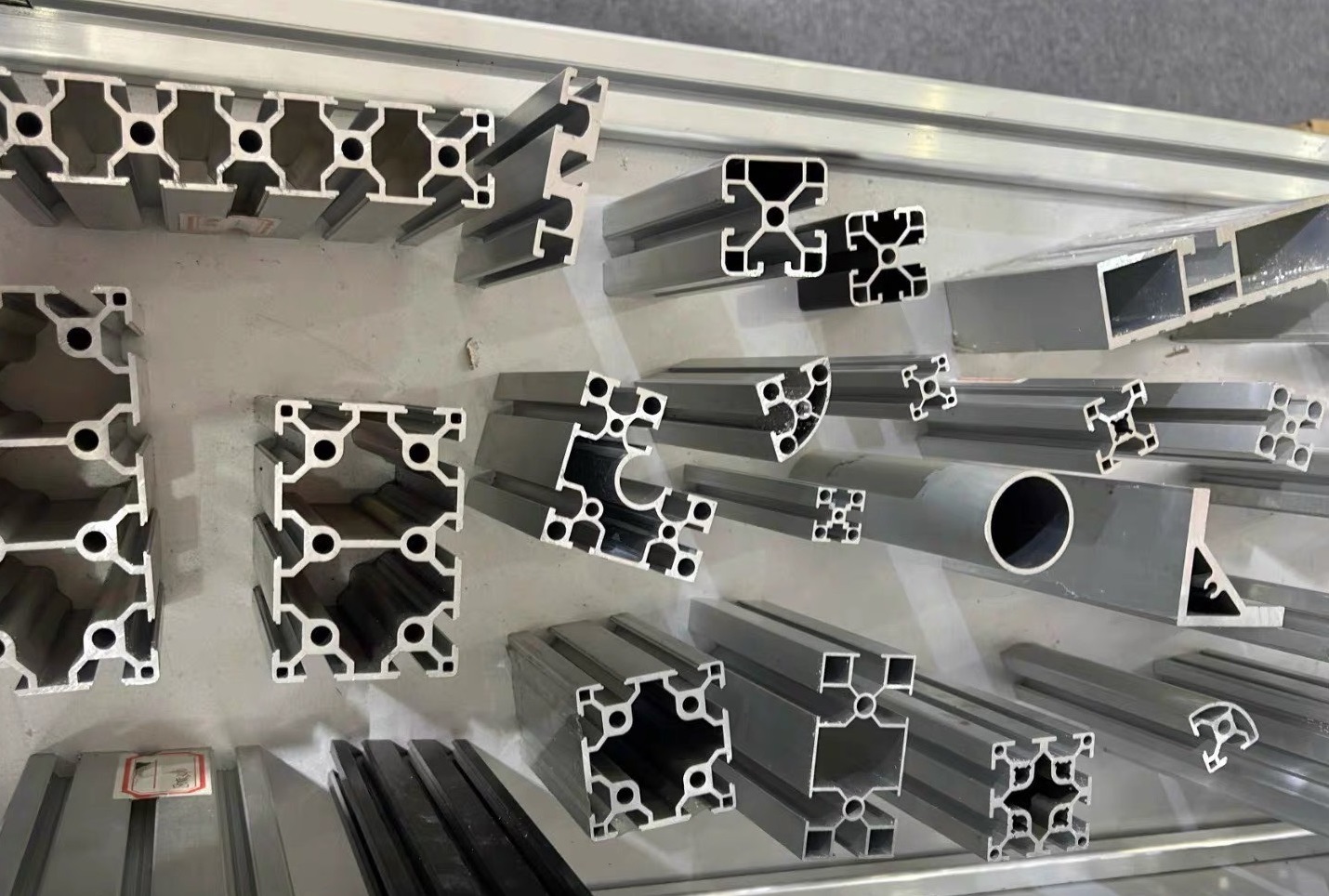
aluminium 6063 Stop ten należy również do rodziny stopów aluminiowo-magnezowo-krzemowych (Al-Mg-Si) i jest stopem podatnym na obróbkę cieplną, specjalnie zaprojektowanym do wytłaczania. Jego główne zalety to doskonała wytłaczalność, doskonałe wykończenie powierzchni i wysoka odporność na korozję. Po przetworzeniu zapewnia jednolity i atrakcyjny wygląd, co czyni go preferowanym materiałem do profili architektonicznych i elementów dekoracyjnych. Jest również szeroko stosowany w przemysłowych systemach ramowych i obudowach urządzeń elektronicznych.
Dzięki hartowaniu na wskroś, takiemu jak T5 i T6, stal 6063 osiąga równowagę między średnią wytrzymałością a dobrą odkształcalnością, co czyni ją szczególnie odpowiednią do produkcji wielkoseryjnej profili o złożonych przekrojach.
1.0Dlaczego stop aluminium 6063 jest tak popularny w produkcji?
6063 stał się jednym z najczęściej stosowanych stopów aluminiowych do profili ze względu na optymalizację parametrów w zastosowaniach formujących i dekoracyjnych:
- Ekstrudowalność: Wyjątkowa wytłaczalność umożliwia produkcję złożonych kształtów profili z wysoką wydajnością
- Wykończenie powierzchni: Doskonała jakość powierzchni z jednolitym, wysokiej jakości kolorem po anodowaniu
- Odporność na korozję: Wysoka odporność na korozję i utlenianie, idealna do stosowania na zewnątrz jako element dekoracyjny i konstrukcyjny
- Spawalność: Dobra wydajność spawania przy minimalnych odkształceniach, co ułatwia montaż
- Efektywność kosztowa: Umiarkowane koszty, stabilne dostawy na dużą skalę i ogólnie wysoka wartość
- Obróbka skrawaniem: Niski poziom trudności cięcia i wygodna obróbka końcowa
Niska zawartość zanieczyszczeń i jednolita struktura metalurgiczna pozwalają na osiągnięcie idealnej równowagi między estetyką a stabilnością strukturalną, co czyni go szczególnie odpowiednim do zastosowań takich jak fasady budynków oraz systemy okienno-drzwiowe, gdzie wygląd i odporność na warunki atmosferyczne mają kluczowe znaczenie.

2.0Właściwości mechaniczne stopu aluminium 6063
(Uwaga: Konkretne wartości mogą się różnić w zależności od temperamentu.)
- Wytrzymałość na rozciąganie (T6): 210–260 MPa
- Granica plastyczności (T6): ~170 MPa
- Wydłużenie: 12–18%
- Twardość: 70–85 HB
- Gęstość: 2,70 g/cm³
- Zakres topnienia: 607–650°C
Różnice w właściwościach według temperamentu
- 6063-O: Najniższa wytrzymałość (wytrzymałość na rozciąganie ≈ 110 MPa) przy doskonałej ciągliwości; nadaje się do głębokiego gięcia, rozciągania i innych ciężkich operacji formowania
- 6063-T5: Średnia wytrzymałość przy wyższej wydajności produkcji dzięki starzeniu on-line; nadaje się do profili produkowanych masowo
- 6063-T6: Najwyższa wytrzymałość uzyskana poprzez sztuczne starzenie; stosowana w zastosowaniach wymagających zwiększonej wydajności konstrukcyjnej
3.0Skład chemiczny stopu aluminium 6063
| Kompozycja | Al 2024 | Al 7075 | Al 6061 | Al 6063 |
|---|---|---|---|---|
| Cu (%) | 3.847 | 1.276 | 0.192 | ≤0,10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0,45–0,9 |
| Si (%) | 0.041 | 0.000 | 0.439 | 0,20–0,6 |
| Fe (%) | 0.223 | 0.329 | 0.307 | ≤0,35 |
| Mn (%) | 0.331 | 0.028 | 0.103 | ≤0,10 |
| Cynk (%) | 0.017 | 5.135 | 0.105 | ≤0,10 |
| Sb (%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb (% lub ppmᵃ) | 0.024, % | 0,000 ppm | 54,451 ppm | — |
| Sn (% lub ppm) | 0.021, % | 0.013, % | 81,046 ppm | — |
| Ti (% lub ppm) | 90,791 ppm | 0.010, % | 83,090 ppm | ≤0,10 |
| Cr (% lub ppm) | 99,931 ppm | 0.279, % | 0.025, % | ≤0,10 |
| Zr (ppm) | 8.746 | 0.000 | 3.584 | — |
| Ni (ppm) | 60.653 | 48.240 | 76.797 | — |
| Al (%) | Reszta | Reszta | Reszta | Balansować |
Skład stali 6063 sprzyja wzmocnieniu wydzieleniowemu Mg₂Si, chociaż stosunek Mg:Si może się nieznacznie różnić w zależności od partii. Niski poziom żelaza i miedzi to kluczowe czynniki wpływające na doskonałą jakość powierzchni.
4.0Typowe zastosowania stopu aluminium 6063
- Drzwi i okna architektoniczne, profile ścian osłonowych, ramy oranżerii
- Profile dekoracyjne wewnętrzne (sufity, ścianki działowe, listwy przypodłogowe)
- Osłony zabezpieczające konstrukcje i urządzenia linii przenośników przemysłowych
- Elementy mebli (ramy stołów i krzeseł, obrzeża szafek)
- Obudowy elektroniczne i profile radiatorów
- Listwy ozdobne i relingi dachowe do samochodów
- Konstrukcje wystawiennicze i ramy do lightboxów
5.0Jak stop 6063 wypada w porównaniu z innymi popularnymi stopami aluminium?
| Stop | Wytrzymałość | Obróbka (wytłaczanie) | Spawalność | Odporność na korozję | Jakość powierzchni | Kluczowe cechy |
| 6063 | Średni | Doskonały | Doskonały | Doskonały | Doskonały | Preferowany stop do wytłaczania o silnych walorach dekoracyjnych |
| 6061 | Średnio-wysoki | Dobry | Bardzo dobry | Doskonały | Dobry | Zrównoważone właściwości do zastosowań konstrukcyjnych |
| 7075 | Bardzo wysoki | Słaby | Słaby | Dobry | Sprawiedliwy | Stop o wysokiej wytrzymałości stosowany w lotnictwie i kosmonautyce |
| 5052 | Średni | Przeciętny | Dobry | Doskonały | Dobry | Stosowany głównie do obróbki blach i płyt |
Główną zaletą stopu 6063 jest jego wytłaczalność i wykończenie powierzchni, które znacznie przewyższają inne stopy. Dzięki temu jest on niezastąpiony w zastosowaniach architektonicznych i dekoracyjnych.

6.0Kluczowe przygotowania przed obróbką: kontrola naprężeń szczątkowych
Naprężenia szczątkowe w profilach wytłaczanych 6063 powstają głównie podczas chłodzenia po wytłaczaniu. Złożone lub cienkościenne profile są podatne na odkształcenia po uwolnieniu naprężeń podczas obróbki. Zalecane praktyki:
- Po wytłoczeniu należy pozwolić na naturalne lub sztuczne starzenie w celu zmniejszenia naprężeń wewnętrznych
- Po obróbce zgrubnej profile należy pozostawić na 24 godziny przed wykończeniem.
- Stosuj zacisk wielopunktowy i równomiernie rozłożony, aby uniknąć lokalnych naprężeń
- Stosuj podejście „obróbki symetrycznej”, aby zminimalizować siły skrawania jednostronnego
7.0Jak efektywnie obrabiać (ciąć) stop aluminium 6063
Posiada niższą twardość i większą ciągliwość niż 6061, 6063 zapewnia mniejsze opory skrawania, ale jest bardziej podatny na osadzanie się osadów na krawędzi i przywieranie narzędzia. Aby uzyskać stałą wydajność – szczególnie podczas używania Maszyna do cięcia aluminium —należy starannie zoptymalizować wybór narzędzi i parametry skrawania
7.1Zalecane narzędzia i wkładki:
- Narzędzia węglikowe (preferowane):
Frezy walcowo-czołowe 2- lub 3-ostrzowe z dużym kątem natarcia (15°–20°) i powiększonymi rowkami wiórowymi. - Powłoki:TiB₂ i DLC oferują doskonałe właściwości antyadhezyjne. TiN jest bardziej podatny na przywieranie, ale nadal może być skuteczny w obróbce z małym obciążeniem lub w krótkich cyklach.
Wysoka prędkość skrawania, ostre krawędzie i odpowiednie chłodzenie są niezbędne, zwłaszcza w przypadku obróbki zautomatyzowanej. Maszyny do cięcia aluminium. - Narzędzia HSS:
Nadaje się do lekkich prac, takich jak podstawowe wiercenie - Ćwiczenia:
Paraboliczna geometria rowków wiórowych poprawia odprowadzanie wiórów i redukuje zatykanie.
7.2Zalecane parametry cięcia (zakres odniesienia):
| Proces | Prędkość skrawania Vc | Prędkość posuwu | Głębokość cięcia | Notatki |
| Przemiał | 300–500 m/min | 0,05–0,2 mm/ząb | 1–5 mm | Wymagany środek chłodzący/smarujący |
| Obrócenie | 250–400 m/min | 0,2–0,4 mm/obr. | 1–3 mm | Unikaj cięcia z niską prędkością |
| Wiercenie | 80–150 m/min | 0,08–0,25 mm/obr. | Dostosuj w razie potrzeby | Wiercenie stopniowe + chłodziwo do głębokich otworów |
| Stukający | 10–20 m/min | Skok gwintu | — | Stosuj gwintowniki przeznaczone do aluminium + olej do gwintowników |
Te zakresy sprawdzają się zarówno w przypadku konfiguracji ręcznych, jak i wyposażonych w CNC Maszyny do cięcia aluminium, zapewniając stabilną jakość obróbki.
7.3Notatki dotyczące obróbki:
- Chłodzenie/smarowanie:
Aby zminimalizować przywieranie narzędzia i wydłużyć jego żywotność, należy stosować emulsje lub płyny obróbkowe przeznaczone specjalnie do obróbki aluminium z dodatkami EP. Jest to szczególnie ważne w przypadku urządzeń do obróbki aluminium o dużej prędkości obrotowej. - Stan narzędzia:
Utrzymuj ostre krawędzie tnące i szlifuj je, gdy jest to konieczne, aby zapobiec rozmazywaniu się lub ściskaniu miękkiego materiału 6063. - Metoda cięcia:
Preferuj frezowanie współbieżne, aby zmniejszyć powstawanie zadziorów i zarysowań powierzchni. - Unikaj narzędzi:
Aby zapobiec powstawaniu wgnieceń, nie należy zatrzymywać narzędzia na powierzchni przedmiotu obrabianego. - Części cienkościenne:
W celu zapobiegania deformacjom podczas cięcia, szczególnie podczas obróbki na szybkim podajniku, należy stosować miękkie szczęki, uchwyty próżniowe lub dodatkowe podpory. Maszyny do cięcia aluminium.
8.0Jak prawidłowo spawać stop aluminium 6063
6063 zapewnia lepszą spawalność niż 6061, z mniejszymi odkształceniami w strefie wpływu ciepła (HAZ). Jednak utrata wytrzymałości w spoinie i strefie wpływu ciepła może sięgać 20–50% (zwykle około 30%), w zależności od stanu materiału bazowego, metody spawania i wprowadzonego ciepła. Może być konieczne starzenie po spawaniu lub zastosowanie konstrukcji kompensującej wytrzymałość.
8.1Typowe metody spawania
- Spawanie metodą TIG: Preferowane ze względu na precyzję i czysty wygląd spoiny oraz minimalne odkształcenia; idealne do elementów dekoracyjnych
- Spawanie metodą MIG: wysoka wydajność, odpowiednie do profili o grubych ścianach lub produkcji masowej
- Popularne druty spawalnicze: ER4043 (dobra płynność i wygląd spoiny), ER5356 (większa wytrzymałość)
8.2Techniki spawalnicze
- Przygotowanie przed spawaniem: Usuń warstwę tlenku (Al₂O₃) za pomocą szczotki ze stali nierdzewnej lub odtłuszczacza chemicznego, aż do uzyskania metalicznego połysku
- Gaz osłonowy: Czysty argon (≥99,99%), 8–12 l/min
- Podgrzewanie wstępne: W przypadku grubości >8 mm podgrzać wstępnie do temperatury 100–150°C, aby uniknąć pękania na zimno
- Parametry spawania: Użyj niskiego prądu i dużej prędkości spawania, aby zminimalizować szerokość strefy HAZ
- Obróbka po spawaniu: Umożliwić naturalne chłodzenie; w przypadku konieczności zastosowania większej wytrzymałości można zastosować ponowne starzenie T6
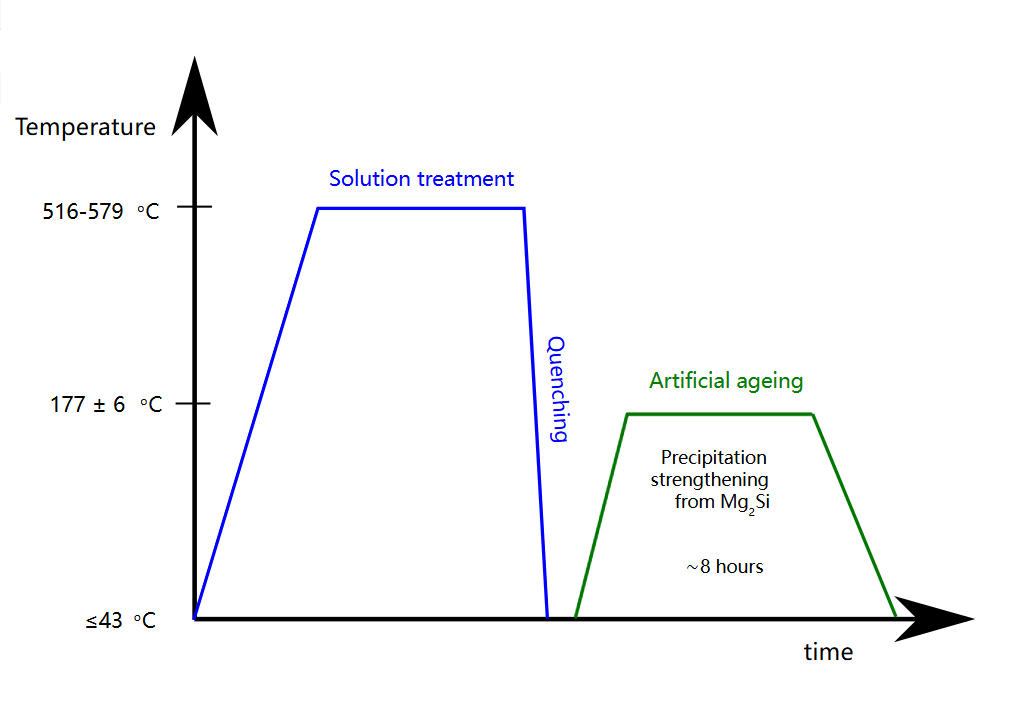
9.0Jak poddać obróbce cieplnej stop aluminium 6063
Głównym celem obróbki cieplnej stali 6063 jest optymalizacja wytrącania się Mg₂Si, a także uzyskanie równowagi między wytrzymałością a wytłaczalnością.
9.1Leczenie roztworem
- Temperatura grzania: 530–540°C (niższa niż 606°C, aby zapobiec rozrostowi ziarna)
- Czas trzymania: 1–2 godziny w zależności od grubości przekroju
- Hartowanie: hartowanie w wodzie z szybkością chłodzenia ≥150°C/min w celu zapobiegania przedwczesnemu wytrącaniu
9.2Leczenie starzenia
- Starzenie sztuczne T6: 170–180°C przez 8–12 godzin, chłodzenie powietrzem
- Starzenie on-line T5: Temperatura kontrolowana poprzez zbiorniki chłodzące po wytłaczaniu; 150–170°C przez 4–6 godzin, wysoka wydajność
- Naturalne starzenie: 7–14 dni w temperaturze pokojowej; ostateczna wytrzymałość osiąga ~70–80% T6, odpowiednie, gdy nie jest wymagana wysoka wytrzymałość

10.0Jak zapewnić wysoką jakość powierzchni stopu aluminium 6063
6063 jest uważany za idealne podłoże do anodowania, a jakość obróbki powierzchni ma bezpośredni wpływ na wartość produktu końcowego.
10.1Typowe metody obróbki powierzchni
- Anodowanie (przezroczyste, barwione, elektroforetyczne): Najczęściej stosowane; poprawia odporność na korozję i wygląd
- Anodowanie twarde: grubość powłoki 20–50 μm zapewniająca lepszą odporność na zużycie w zastosowaniach przemysłowych
- Piaskowanie i szczotkowanie: Tworzy matowe lub teksturowane wykończenia i maskuje drobne zarysowania
- Malowanie proszkowe: Szeroka gama kolorów i wysoka odporność na warunki atmosferyczne dla elementów przeznaczonych do stosowania na zewnątrz
- Polerowanie: Zapewnia lustrzane wykończenie do zastosowań dekoracyjnych
10.2Notatki dotyczące obróbki powierzchni
- Kluczowe znaczenie ma wstępne przygotowanie: dokładne odtłuszczenie (środek czyszczący na bazie alkaliów), neutralizacja i polerowanie chemiczne w celu usunięcia warstwy tlenków i zanieczyszczeń
- Podczas anodowania należy unikać nadmiernej gęstości prądu, aby zapobiec powstawaniu szorstkiej lub nierównej powłoki.
- Kontroluj temperaturę matrycy wytłaczarki, aby uniknąć wad powierzchni, takich jak ciemne linie i zarysowania
- Podczas przechowywania należy unikać kontaktu z substancjami żrącymi, aby uniknąć odbarwień.
11.0Często zadawane pytania (FAQ)
Czy 6063 nadaje się do wytłaczania skomplikowanych kształtów profili?
Tak. 6063 oferuje doskonałe właściwości płynięcia podczas wytłaczania i umożliwia produkcję profili cienkościennych (w niektórych procesach poniżej 1,2 mm). Ostateczna grubość ścianki i złożoność zależą od geometrii profilu, konstrukcji matrycy i warunków wytłaczania, co czyni go jednym z najlepszych stopów do profili złożonych.
Który stop anoduje się lepiej — 6063 czy 6061?
6063 zapewnia lepsze parametry. Niska zawartość żelaza i miedzi przekłada się na bardziej jednolitą warstwę tlenku, spójny kolor i doskonałą jasność powierzchni, szczególnie w przypadku jasnych wykończeń dekoracyjnych.
Jaka jest zasadnicza różnica pomiędzy stalami hartowanymi 6063 T5 i T6?
- T5: starzenie on-line, wysoka wydajność produkcji, niższe koszty, średnia wytrzymałość (rozciąganie ≈210 MPa); nadaje się do standardowych profili drzwi/okien
- T6: Sztuczne starzenie, większa wytrzymałość (rozciąganie ≈260 MPa), mniejsze odkształcenia; idealne do zastosowań konstrukcyjnych lub elementów o krytycznym znaczeniu dla wytrzymałości
Jak można zapobiec przywieraniu narzędzia podczas obróbki 6063?
Należy położyć nacisk na wysoką prędkość skrawania + odpowiednie chłodzenie + ostre narzędzia: prędkość skrawania ≥300 m/min, specjalny płyn obróbkowy do aluminium, regularnie ostrzone narzędzia i unikanie obróbki przy niskich prędkościach i dużych obciążeniach.
Czy 6063 można stosować na zewnątrz?
Tak. Jego odporność na korozję w połączeniu z anodowaną powłoką zapewnia długotrwałą trwałość przez wiele lat. W środowiskach nadmorskich lub silnie zanieczyszczonych zaleca się dodatkową ochronę lub okresową konserwację.
Odniesienie
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


