
- 1.0Co to jest profil aluminiowy
- 2.0Kluczowe cechy profili aluminiowych
- 3.0Popularne stopy aluminium, gatunki i ich różnice
- 4.0Obróbka cieplna i stany odpuszczania
- 5.0Podstawowe klasyfikacje profili aluminiowych
- 6.0Produkcja i obróbka powierzchni profili aluminiowych
- 7.0Główne obszary zastosowań profili aluminiowych
- 8.0Kontrola jakości i konserwacja profili aluminiowych
1.0Co to jest profil aluminiowy
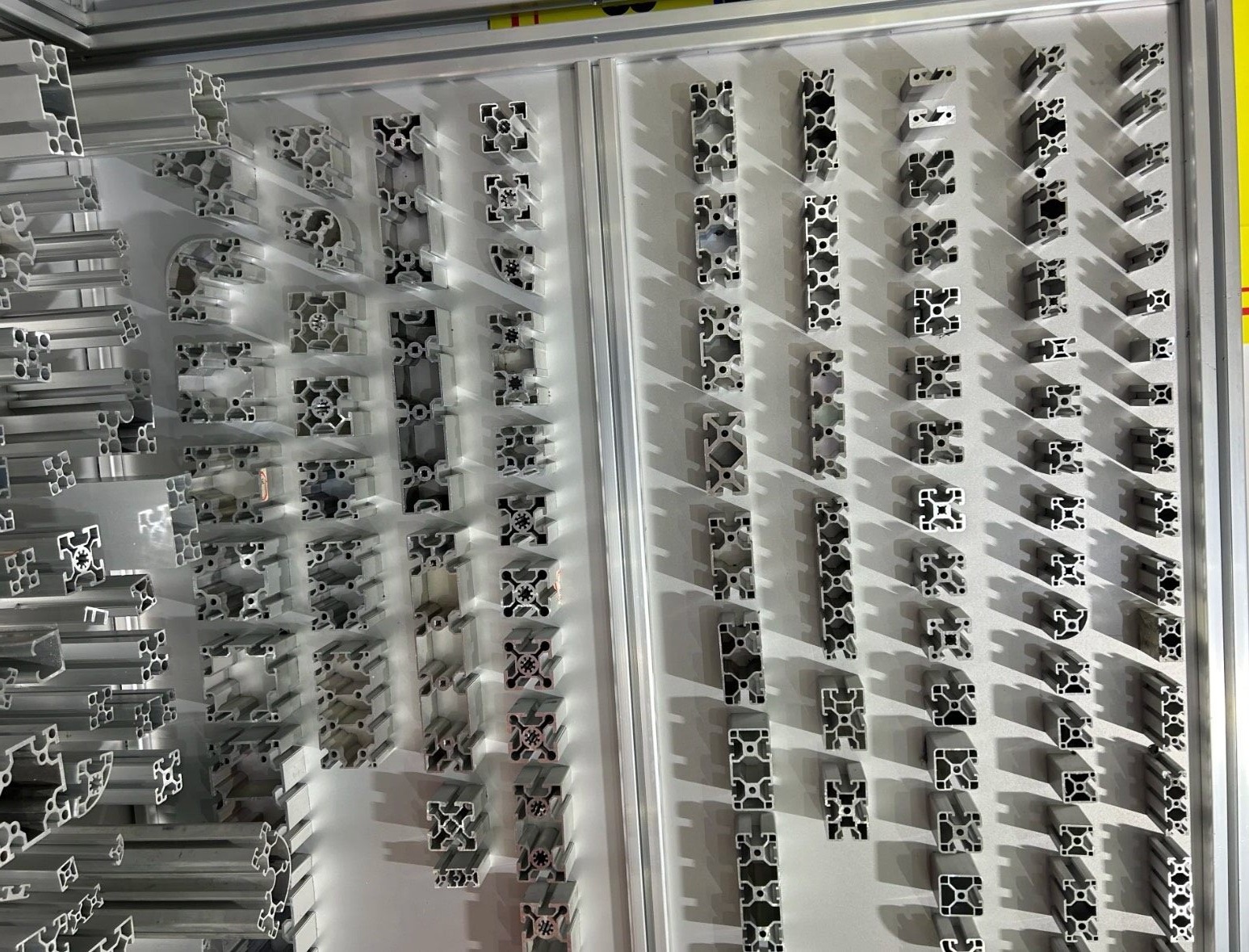
Profil aluminiowy, znany również jako wytłaczanie aluminium lub rama aluminiowa, to metalowy element wykonany głównie ze stopu aluminium w szeregu procesów, obejmujących topienie, wytłaczanie i obróbkę powierzchniową. Charakteryzuje się on określonym przekrojem poprzecznym oraz znormalizowanymi lub niestandardowymi wymiarami.
Kluczowym procesem formowania jest wytłaczanie: cylindryczne wlewki ze stopu aluminium są podgrzewane do około 450–500°C, a następnie przetłaczane przez specjalnie zaprojektowaną stalową matrycę pod ciśnieniem od 100 do 1000 ton. Proces ten pozwala uzyskać profile o jednolitym przekroju poprzecznym i precyzyjnych wymiarach. Po schłodzeniu i uformowaniu, profil zachowuje ustaloną geometrię zdefiniowaną przez matrycę. Dzięki optymalizacji stopu i kontroli procesu, możliwe jest dalsze zwiększenie wydajności mechanicznej i funkcjonalnej.
2.0Kluczowe cechy profili aluminiowych
- Lekka i wytrzymała: Profile aluminiowe o gęstości około 2,7 g/cm³ są znacznie lżejsze od stali. Stopowanie znacząco poprawia wytrzymałość, co pomaga zmniejszyć całkowitą masę konstrukcji i poprawić efektywność energetyczną.
- Odporność na korozję:Naturalna warstwa tlenku glinu na powierzchni zapewnia skuteczną ochronę przed korozją, dzięki czemu profile aluminiowe nadają się do stosowania na zewnątrz i w wilgotnych środowiskach.
- Doskonała obrabialnośćProfile aluminiowe można łatwo wytłaczać, ciąć, spawać i obrabiać maszynowo CNC, co pozwala na elastyczne dostosowywanie ich do skomplikowanych projektów konstrukcyjnych.
- Zrównoważony ekologicznie:Aluminium nadaje się do recyklingu w 100%, a do jego przetworzenia potrzeba jedynie 5–10% energii niezbędnej do wytworzenia aluminium pierwotnego, co wspiera cele zielonej produkcji i zrównoważonego rozwoju.
- Niskie koszty utrzymania:Aluminium nie rdzewieje i jest odporne na odkształcenia, dzięki czemu w normalnych warunkach jego żywotność wynosi 50 lat lub więcej.
- Funkcjonalne właściwości fizyczne:Dobra przewodność cieplna i elektryczna w połączeniu z właściwościami antymagnetycznymi sprawiają, że profile aluminiowe idealnie nadają się do zastosowań elektronicznych, odprowadzania ciepła i precyzyjnego sprzętu.
3.0Popularne stopy aluminium, gatunki i ich różnice
| Seria/gatunek stopu | Główne pierwiastki stopowe | Wydajność mechaniczna | Charakterystyka obróbki powierzchni | Typowe zastosowania |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Wytrzymałość na rozciąganie ≈ 190 MPa, granica plastyczności ≈ 145 MPa, średnia wytrzymałość | Doskonała jakość anodowania, gładkie i jednolite wykończenie powierzchni | Dekoracje architektoniczne, meble, radiatory elektroniczne, drzwi i okna, konstrukcje dekoracyjne, profile LED |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Wytrzymałość na rozciąganie ≈ 310 MPa, granica plastyczności ≈ 276 MPa, wysoka wytrzymałość i twardość | Jakość anodowania nieco gorsza niż w przypadku 6063, doskonała spawalność | Ciężkie konstrukcje przemysłowe, ramy maszyn |
| Seria 1000 | Wysokiej czystości aluminium | Niska wytrzymałość mechaniczna | Doskonała odporność na korozję i przewodność elektryczna | Zastosowania elektryczne, elementy odprowadzające ciepło, w których czystość materiału ma kluczowe znaczenie |
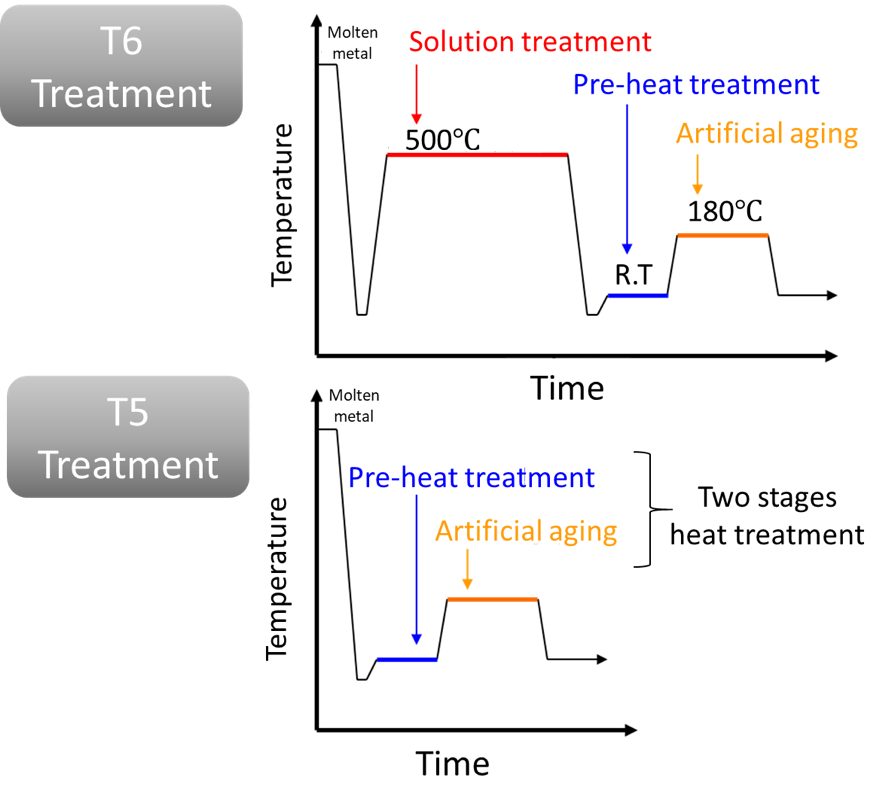
4.0Obróbka cieplna i stany odpuszczania
| Stan temperamentu | Twardość Webstera | Proces formacyjny | Charakterystyka wydajności |
| T5 | 8–12 | Kontrolowane chłodzenie i sztuczne starzenie po wytłaczaniu | Zrównoważona wytrzymałość i przetwarzalność |
| T6 | Około 13,5 | Obróbka cieplna w roztworze z późniejszym starzeniem sztucznym | Większa wytrzymałość i twardość w porównaniu do T5 |
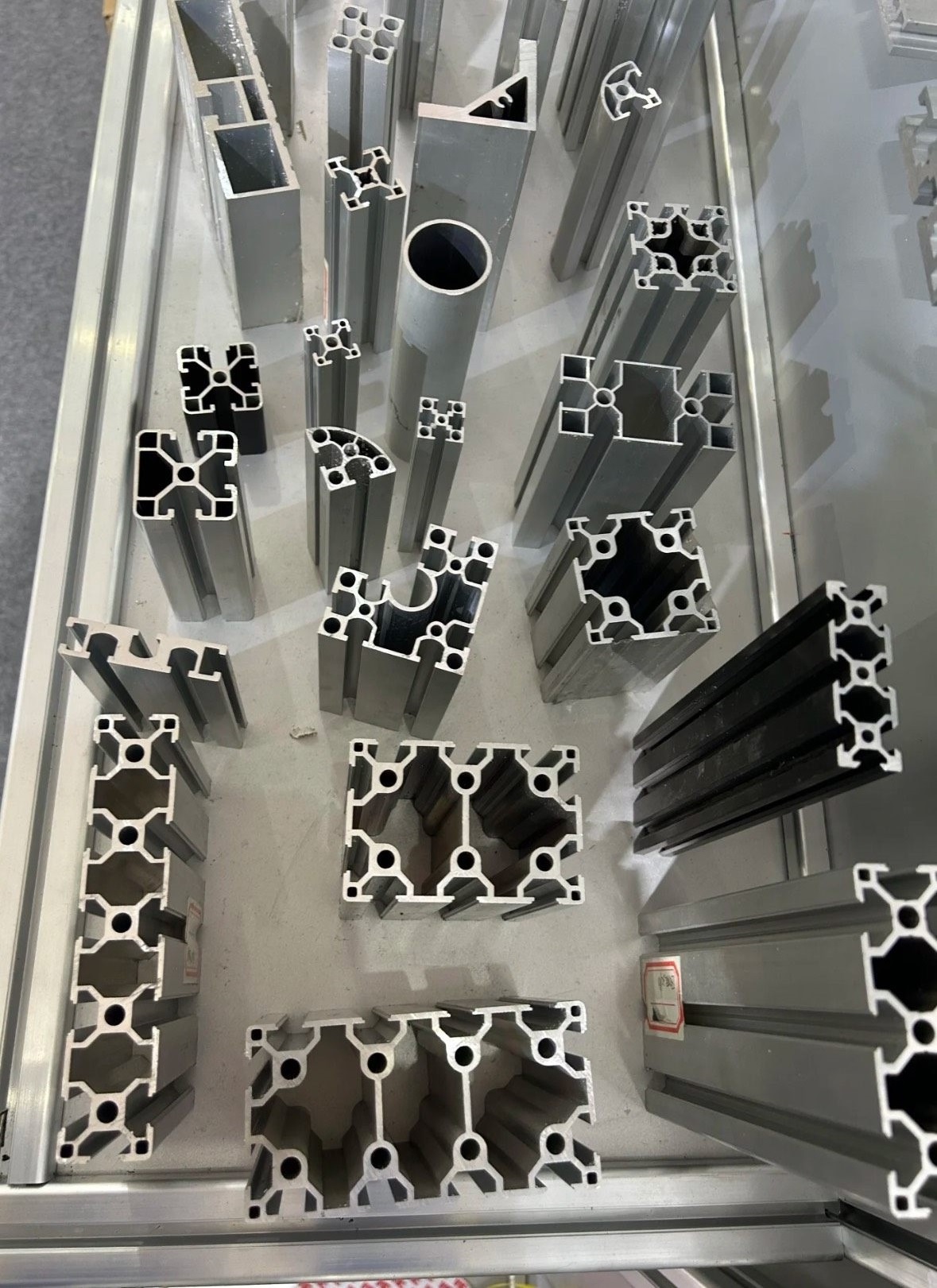
5.0Podstawowe klasyfikacje profili aluminiowych
5.1Klasyfikacja według stopnia dostosowania
| Klasyfikacja | Cechy | Typowe kształty/zastosowania |
| Profile standardowe | Wyprodukowane w standardowych rozmiarach i przekrojach przemysłowych, wysoka opłacalność, łatwa dostępność | Profile kątowe, profile U, profile T, rury kwadratowe i okrągłe, płaskowniki, profile Z; konstrukcje szkieletowe, łączniki, wsporniki konstrukcyjne |
| Profile specjalne | Zaprojektowane do konkretnych zastosowań, z elementami dostosowanymi do indywidualnych potrzeb (konstrukcje zatrzaskowe, zintegrowane kanały do zarządzania kablami, dedykowane powierzchnie montażowe) | Precyzyjny sprzęt, specjalistyczne komponenty architektoniczne |
| Profile niestandardowe | Opracowane przy użyciu dedykowanych narzędzi w oparciu o wymagania specyficzne dla danego projektu, unikalne przekroje i wymiary | Spersonalizowane scenariusze inżynieryjne i projektowe |

5.2Klasyfikacja według struktury i zastosowania
| Klasyfikacja | Cechy | Typowe zastosowania |
| Profile ramowe | Bezpieczne krawędzie paneli (szkło, płyty plastikowe) łączą stabilność konstrukcyjną z walorami dekoracyjnymi | Ramy drzwi i okien, ekspozytory reklamowe, stoiska wystawowe, obrzeża meblowe |
| Profile pudełkowe | Profile zamknięte prostokątne lub kwadratowe, wyjątkowa sztywność i nośność, dobra przewodność cieplna i elektryczna | Budownictwo, motoryzacja, produkcja maszyn, zastosowania elektryczne |
| Profile LED | Specjalnie zaprojektowane do taśm LED, wykorzystują przewodność cieplną aluminium do rozpraszania ciepła, umożliwiają montaż na powierzchni lub wpuszczany | Systemy oświetlenia LED zapewniają równomierny rozkład światła i ochronę mechaniczną |
| Profile kątowe | W kształcie litery L, chroni i zdobi połączenia dwóch powierzchni, zapobiega uszkodzeniom spowodowanym uderzeniami | Dekoracja wnętrz i terenów zewnętrznych, ochrona sprzętu |
| Profile Sigma | Przekrój zbliżony do greckiej litery Σ, wysoka wytrzymałość konstrukcyjna | Elementy nośne i mocujące w maszynach przemysłowych, instalacjach fabrycznych |
| Profile belek pustych | Konstrukcje puste bez ścisłych ograniczeń przekroju poprzecznego (warianty prostokątne, kwadratowe) | Poziome konstrukcje nośne w budynkach i mostach, zastosowania o dużym obciążeniu |
| Dedykowane profile funkcjonalne | W ofercie znajdują się profile okien przesuwnych SD (wysoka odporność na warunki atmosferyczne), profile ścian osłonowych RCW (fasady wysokich budynków, uszczelnianie i ochrona), profile drzwiowe (montaż ciężkich drzwi szklanych), profile żaluzjowe (wentylacja, doświetlenie, prywatność, wodoodporność), profile T (kratownice, wsporniki narożne). | Systemy okien przesuwnych, ściany osłonowe w budynkach wysokich, ciężkie konstrukcje drzwi szklanych, systemy wentylacyjne, konstrukcje kratownicowe |
5.3Inne metody klasyfikacji
| Podstawa klasyfikacji | Typy | Kryteria wyboru |
| Proces produkcyjny | Profile wytłaczane, profile odlewane, profile walcowane | Na podstawie wydajności produkcji i wymagań dotyczących wydajności produktu |
| Wykończenie powierzchni | Profile z wykończeniem walcowanym, profile anodowane, profile malowane proszkowo | Zgodnie ze środowiskiem aplikacji i wymaganiami estetycznymi |
6.0Produkcja i obróbka powierzchni profili aluminiowych
6.1Kluczowe punkty procesu produkcyjnego
Proces wytłaczania zapewnia profilom aluminiowym wyjątkową elastyczność projektowania, umożliwiając produkcję zarówno prostych prętów pełnych, jak i złożonych przekrojów wielogniazdowych. Kompletny proces produkcyjny obejmuje nagrzewanie wlewków → nagrzewanie pojemników → nagrzewanie matryc → wytłaczanie → hartowanie → prostowanie → cięcie na wymiar → regałowanie → starzenie → dostawę. Każdy parametr procesu ma bezpośredni wpływ na jakość produktu końcowego.
Wymagania dotyczące kontroli procesów
- Aby zapewnić dokładność wymiarową i spójne parametry mechaniczne, konieczne jest ciągłe monitorowanie temperatury, ciśnienia i szybkości chłodzenia wytłaczania.
- Matryce do wytłaczania muszą być wypolerowane i podgrzane do temperatury 440–480°C (w przypadku matryc do iluminatorów czas wygrzewania ≥1,5 godziny); pojemnik jest podgrzewany do temperatury 380–430°C i regularnie czyszczony.
- W celu usunięcia wad, półfabrykaty są sprawdzane i podgrzewane w zależności od grubości ścianki (≥1,4 mm: 440–540°C; <1,4 mm: 400–540°C).
- Początkowe ciśnienie wytłaczania nie powinno przekraczać 210 kg/cm²; ciśnienie jest uwalniane w celu odgazowania przy 110–160 kg/cm². Temperatura wyjściowa powinna wynosić ≥500°C, a grubość spoiny powinna mieścić się w granicach 15–30 mm.
Hartowanie i starzenie
Są to kluczowe etapy poprawy właściwości mechanicznych. W przypadku stopu 6063 (stan T6) wymagane jest wymuszone chłodzenie powietrzem, z szybkością chłodzenia ≥80°C/min do temperatury poniżej 170°C. Stop 6061 można hartować za pomocą silnego strumienia powietrza, mgły wodnej lub chłodzenia wodnego. Starzenie umożliwia wytrącanie się pierwiastków stopowych, co znacznie poprawia wytrzymałość.
6.2Główne metody obróbki powierzchni
| Metoda leczenia | Zasada procesu | Charakterystyka wydajności | Ograniczenia | Typowe zastosowania |
| Anodowanie | Tworzy gęstą warstwę tlenku glinu poprzez reakcję elektrochemiczną (grubość 5–25 μm) | Wysoka twardość, doskonała odporność na korozję i zużycie, możliwość barwienia na wiele kolorów, żywotność do 20 lat | Nieprzewodzący, jednorodność koloru wrażliwa na kontrolę procesu | Komponenty architektoniczne, radiatory elektroniczne |
| Malowanie proszkowe | Elektrostatyczne nakładanie proszku z późniejszym utwardzaniem w temperaturze 180–200°C | Szeroka gama kolorów i wykończeń (mat, połysk), doskonała odporność na warunki atmosferyczne, nieblaknięcie, bez rozpuszczalników, przyjazny dla środowiska | Jasne odcienie mogą blaknąć, mogą wystąpić wady powierzchni (skórka pomarańczowa, odpryskiwanie proszku) | Ściany osłonowe, obiekty zewnętrzne |
| Mechaniczna obróbka powierzchni | Szczotkowanie, polerowanie, piaskowanie w celu uzyskania niepowtarzalnych faktur | Szczotkowanie ukrywa zarysowania, polerowanie zapewnia lustrzane wykończenie, piaskowanie zapewnia matową, nieodblaskową powierzchnię | — | Elementy dekoracyjne, sprzęt precyzyjny |
| Powłoka elektroforetyczna | Cząsteczki powłoki osadzają się pod wpływem pola elektrycznego, tworząc gładką, jednolitą warstwę | Mocna przyczepność, odporność na uderzenia, lepsza gęstość powłoki w porównaniu z anodowaniem | Ograniczona liczba opcji kolorystycznych (srebrny, szampański, czarny), możliwe są różnice w kolorze | Drzwi i okna architektoniczne, profile meblowe |
| Anodowanie przewodzące | Tworzy cienką warstwę tlenku (0,5–5 μm) | Zachowuje przewodność elektryczną, zapewniając jednocześnie podstawową ochronę | — | Komponenty elektroniczne |
| Druk transferowy słojów drewna | Symulacja naturalnej tekstury drewna na powierzchni profilu | Zwiększ atrakcyjność dekoracyjną, łącząc wydajność aluminium z estetyką drewna | — | Meble, dekoracje architektoniczne |

6.3Podstawowe narzędzia i wyposażenie
- Matryce do wytłaczania:Podstawowe narzędzia do formowania profili, projektowane na zamówienie zgodnie z geometrią przekroju; jakość matrycy ma bezpośredni wpływ na dokładność wymiarową i precyzję kształtu, wymagając regularnej konserwacji w celu zapobiegania wadom związanym ze zużyciem.
- Osprzęt i systemy mocujące:Służy do pozycjonowania i zabezpieczania profili podczas obróbki; odpowiednia konstrukcja gwarantuje dokładne pozycjonowanie, zapobiega przemieszczaniu się i drganiom, utrzymuje ścisłe tolerancje i spójność partii oraz chroni żywotność narzędzia.
- Narzędzia tnące:W tym brzeszczoty, wiertła, frezy, gwintowniki i rozwiertaki; narzędzia muszą charakteryzować się wysoką precyzją i doskonałym wykończeniem powierzchni, ze zoptymalizowanym materiałem, powłoką i geometrią krawędzi skrawającej dla aluminium; zalecane są specjalistyczne narzędzia i dedykowane środki smarne ze względu na tendencję aluminium do przywierania do narzędzi przy dużych prędkościach i temperaturach.
6.4Powszechnie używany sprzęt przetwórczy
- Centra obróbkowe z wrzecionem elektrycznym o dużej prędkości:Możliwość obróbki wielokierunkowej w zakresie 180° wokół wytłaczanej powierzchni; możliwość obróbki do trzech boków profili kwadratowych w jednym ustawieniu, odpowiednia do złożonych wymagań obróbkowych.
- Dedykowane maszyny do profili aluminiowych:Uproszczone maszyny do cięcia i wiercenia; łatwe w obsłudze, nadają się do obróbki konstrukcyjnie prostych elementów.
- Maszyny do cięcia aluminium:Zaprojektowane specjalnie do profili aluminiowych; wysoka dokładność cięcia, krawędzie bez zadziorów, odpowiednie do różnych przekrojów i grubości, obsługuje cięcie na stałą długość w przypadku drzwi, okien i wstępnej obróbki ram.
- Giętarki do profili aluminiowych: Służy do gięcia profili z precyzyjną kontrolą kąta (regulacja w zakresie 0–180°); umożliwia obróbkę profili cienkościennych i grubościennych w łuki, kąty proste i inne złożone kształty, spełniając wymagania architektoniczne i przemysłowe.

6.5Kluczowe czynniki w obróbce profili
- Wybór sprzętu:Maszyny należy wybierać na podstawie złożoności procesu i geometrii części, aby zagwarantować kompatybilność z wymaganymi narzędziami, stabilną jakość i zoptymalizowane cykle produkcyjne.
- Kontrola zużycia narzędzi:Skuteczne smarowanie, systemy odprowadzania wiórów i regularna konserwacja zmniejszają zużycie narzędzi, utrzymują dokładność obróbki i wydłużają żywotność narzędzi.
- Monitorowanie procesów:Systemy monitorowania obróbki i rejestrowania danych umożliwiają pełną identyfikowalność, gwarantując, że wszystkie części są przetwarzane zgodnie ze spójnymi parametrami, co przekłada się na stabilną i niezawodną produkcję.
- Zapewnienie bezpieczeństwa:W pełni zautomatyzowany sprzęt minimalizuje kontakt operatora z ruchomymi elementami; na każdym etapie procesu wymagany jest odpowiedni sprzęt ochrony osobistej.
6.6Metody przetwarzania wtórnego (głębokiego)
- Obróbka CNC: Nadaje się do komponentów o wysokiej precyzji, umożliwiających wykonywanie skomplikowanych otworów i szczelin z tolerancją do ±0,01 mm; stal 6061 wymaga nieco niższych prędkości skrawania niż stal 6063 ze względu na większą twardość; typowe zastosowania obejmują precyzyjne złącza i obudowy elektroniczne.
- Cięcie i wiercenieMetody cięcia obejmują piłowanie i cięcie laserowe. Cięcie laserowe zapewnia wysoką precyzję i gładkie krawędzie, idealne w przypadku profili cienkościennych lub złożonych. Wiercenie wymaga kontrolowanych prędkości posuwu, a profile cienkościenne muszą być solidnie zamocowane, aby zapobiec odkształceniom i niskiej jakości otworu.
- Gięcie i spawanie:Stal 6061 charakteryzuje się lepszą spawalnością niż stal 6063 i wymaga obróbki cieplnej po spawaniu w celu przywrócenia wytrzymałości. Stal 6063 jest bardziej podatna na pękanie podczas spawania, co wymaga starannego doboru procesu.
7.0Główne obszary zastosowań profili aluminiowych
- Branża budowlana:Stosowane w systemach ścian osłonowych, drzwiach i oknach, konstrukcjach montażowych paneli słonecznych, mostach, stadionach, ramach budynków wysokościowych, listwach przypodłogowych itp. Profile okien i drzwi z przekładką termiczną w połączeniu z paskami izolacyjnymi zapewniają doskonałe właściwości termiczne i akustyczne, spełniając współczesne wymagania dotyczące energooszczędnego budownictwa.
- Branża transportowa:Stosowane w podwoziach samolotów i samochodów, układach chłodzenia oraz elementach wyposażenia wnętrz. Lekka konstrukcja pomaga poprawić efektywność paliwową, a wysokowytrzymałe stopy aluminium są szeroko stosowane w przemyśle lotniczym i kosmicznym w celu redukcji masy i poprawy osiągów.
- Przemysł elektroniczny i elektryczny: Powszechnie stosowany w radiatorach, obudowach urządzeń i systemach zarządzania okablowaniem. Wysoka przewodność cieplna i właściwości ekranujące elektromagnetycznie chronią wrażliwe elementy elektroniczne, jednocześnie poprawiając efektywność odprowadzania ciepła.
- Nowy przemysł energetyczny:Stosowany w systemach montażu paneli słonecznych i komponentach turbin wiatrowych. Odporność na ekstremalne warunki pogodowe i możliwość recyklingu doskonale wpisują się w wymogi zrównoważonego rozwoju w sektorze energii odnawialnej.
- Przemysł przemysłowy i maszynowy:Stosowane w ramach maszyn, stołach warsztatowych, systemach przenośników i przemysłowych obudowach bezpieczeństwa. Modułowe systemy profili aluminiowych umożliwiają szybki montaż i rekonfigurację, zapewniając elastyczność wymaganą przez zautomatyzowane linie produkcyjne.
- Przemysł dekoracyjny i meblarski:Stosowane w gablotach, ramach meblowych i dekoracyjnym oświetleniu LED. Profile aluminiowe łączą estetykę z funkcjonalnością i mogą być poddawane obróbce powierzchniowej, aby dopasować je do różnych stylów projektowania i aranżacji wnętrz.


8.0Kontrola jakości i konserwacja profili aluminiowych
8.1Normy jakości i kontrola
- Zgodność ze standardami:Produkcja odbywa się zgodnie z uznanymi na całym świecie normami, w tym ISO 9001 (Systemy Zarządzania Jakością), ISO 14001 (Systemy Zarządzania Środowiskowego) oraz odpowiednimi normami EN, ASTM i DIN dla profili aluminiowych, co gwarantuje ścisłą kontrolę wytrzymałości mechanicznej, tolerancji wymiarowych i długoterminowej trwałości.
- Metody testowaniaRegularne testy obejmują badania wytrzymałości na rozciąganie, twardości i odporności na korozję. W celu zapewnienia stabilności i spójności produkcji wdrożono statystyczną kontrolę procesu i monitorowanie w czasie rzeczywistym.
- Certyfikacja i zgodność:Certyfikacja zewnętrzna służy do weryfikacji zgodności produktu z wymogami, zapewniając niezawodną gwarancję jakości w różnych scenariuszach zastosowań.
8.2Wytyczne dotyczące codziennej konserwacji
Profile aluminiowe wymagają minimalnej konserwacji. Rutynowe czyszczenie czystą wodą lub neutralnymi detergentami wystarczy do usunięcia kurzu i pozostałości oleju. Należy unikać żrących środków czyszczących. W przypadku zastosowań zewnętrznych powłoki powierzchniowe należy okresowo sprawdzać, a wszelkie uszkodzenia naprawiać na bieżąco, aby przedłużyć ich żywotność.
Odniesienie
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



