
- 1.0Czym są elementy tnące w cięciu metalu?
- 2.0Klasyfikacja powierzchni obrabianych przedmiotów w operacjach skrawania
- 3.0Co to jest posuw i szybkość posuwu
- 4.0Co to jest głębokość cięcia
- 5.0Wnioski: Dlaczego zrozumienie warstwy tnącej jest ważne
- 6.0FAQ: Najczęściej zadawane pytania dotyczące cięcia metalu
Skrawanie metali to jedna z najbardziej podstawowych i krytycznych metod produkcji w inżynierii mechanicznej. Niezależnie od tego, czy chodzi o toczenie na tokarce, frezowanie na frezarce, rozwiercanie na wytaczarce, czy precyzyjne usuwanie materiału na nowoczesnych systemach CNC, takich jak: Maszyny do cięcia laserowego rur, podstawowa zasada pozostaje ta sama: usuwanie nadmiaru materiału z obrabianego przedmiotu w celu uzyskania wymaganego kształtu, wymiarów i jakości powierzchni.
Aby dobrze zrozumieć proces obróbki skrawaniem metali, należy przeanalizować go pod kątem trzech kluczowych aspektów: elementy tnące, parametry cięcia i geometria warstwy tnącej.
1.0Czym są elementy tnące w cięciu metalu?
Skrawanie metali to proces obróbki skrawaniem, w którym narzędzie skrawające wykonuje ruch skrawania na obrabianym przedmiocie, powodując usuwanie nadmiaru materiału w postaci wiórów. Typowe obrabiarki to tokarki, frezarki, wiertarki i wytaczarki.
Do podstawowych elementów obróbki skrawaniem metali zaliczamy przede wszystkim:
- Ruch cięcia: wliczając ruch główny i ruch posuwowy (na przykład obrót przedmiotu obrabianego jest ruchem głównym na tokarce, podczas gdy obrót narzędzia jest ruchem głównym na frezarce lub wiertarce)
- Parametry cięcia
- Warstwa tnąca i jej parametry geometryczne
Elementy te łącznie decydują o wydajności skrawania, dokładności obróbki i trwałości narzędzia.
Streszczenie: Elementy skrawające stanowią podstawę teoretyczną do analizy procesu skrawania, doboru parametrów skrawania i optymalizacji strategii obróbki w różnych typach obrabiarek.
2.0Klasyfikacja powierzchni obrabianych przedmiotów w operacjach skrawania
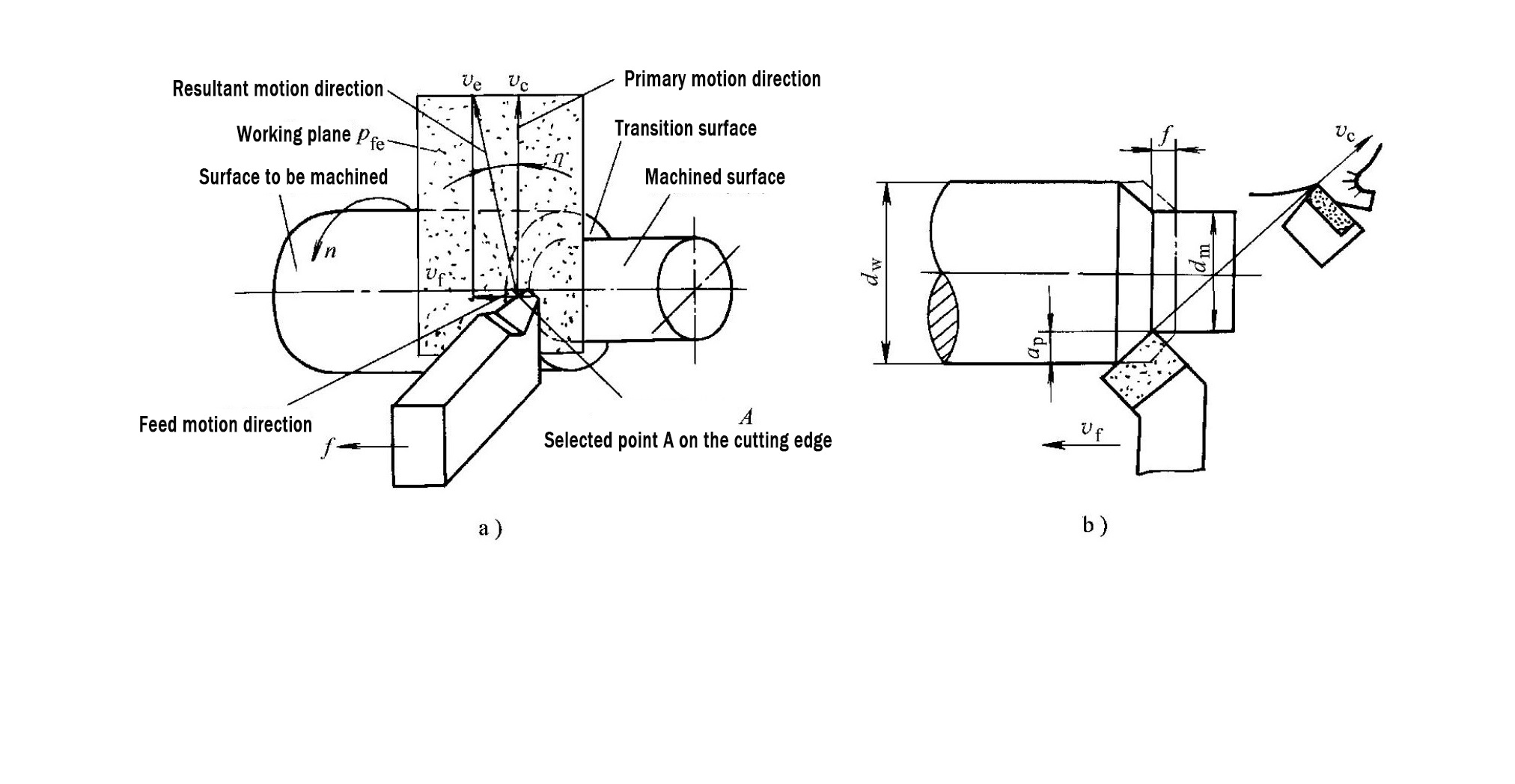
Podczas procesu cięcia powierzchnia przedmiotu obrabianego nie jest statyczna, lecz stale ewoluuje w miarę usuwania materiału. Zjawisko to jest powszechne we wszystkich operacjach cięcia metali, a powierzchnie te dzieli się na trzy kategorie:
- Powierzchnia obrobiona maszynowo: powierzchnia już przecięta narzędziem, nadająca ostateczne lub pośrednie wymiary przedmiotu obrabianego
- Powierzchnia do obróbki: powierzchnia, która nie została jeszcze przecięta i zostanie usunięta przez kolejną warstwę cięcia
- Powierzchnia przejściowa: powierzchnia aktualnie formowana przez krawędź tnącą, która zostanie dalej usunięta podczas następnego przejścia lub obrotu narzędzia tnącego
Streszczenie: Warstwa skrawająca znajduje się pomiędzy powierzchnią przeznaczoną do obróbki a powierzchnią obrabianą, natomiast powierzchnia przejściowa pełni funkcję dynamicznego interfejsu łączącego te dwie powierzchnie.
3.0Co to jest posuw i szybkość posuwu
3.1Karmić
Posuw odnosi się do przemieszczenia narzędzia względem przedmiotu obrabianego w kierunku posuwu i odzwierciedla „gęstość” usuwania materiału podczas skrawania. Jego definicja różni się nieznacznie w zależności od typu maszyny:
- Posuw na obrót:
$$
f \tekst{(mm/r)}
$$
Stosowany głównie w tokarkach i wytaczarkach.
- Posuw na ząb:
$$
f_z \text{ (mm/ząb)}
$$
Powszechnie stosowane do narzędzi wieloostrzowych na frezarkach, wiertarkii rozwiertaki.
Na przykład podczas toczenia zewnętrznego na tokarce posuw
$$
F
$$
oznacza odległość osiową, o jaką narzędzie przesuwa się podczas jednego pełnego obrotu przedmiotu obrabianego.
3.2Prędkość posuwu
Prędkość posuwu to chwilowa prędkość wybranego punktu na krawędzi skrawającej względem przedmiotu obrabianego w kierunku posuwu i jest wyrażana w mm/min.
$$
v_f = f \cdot n = z \cdot n \cdot f_z
$$
Gdzie:
– \(v_f\) to prędkość posuwu
– \(f\) to posuw na obrót
– \(f_z\) to posuw na ząb
– \(n\) to prędkość wrzeciona (obr./min)
– \(z\) to liczba zębów tnących
Interpretacja inżynierska: Jeśli inne warunki pozostają niezmienione, zwiększenie posuwu powoduje zwiększenie grubości warstwy skrawanej, co prowadzi do większych sił skrawania i większego obciążenia narzędzia.
4.0Co to jest głębokość cięcia
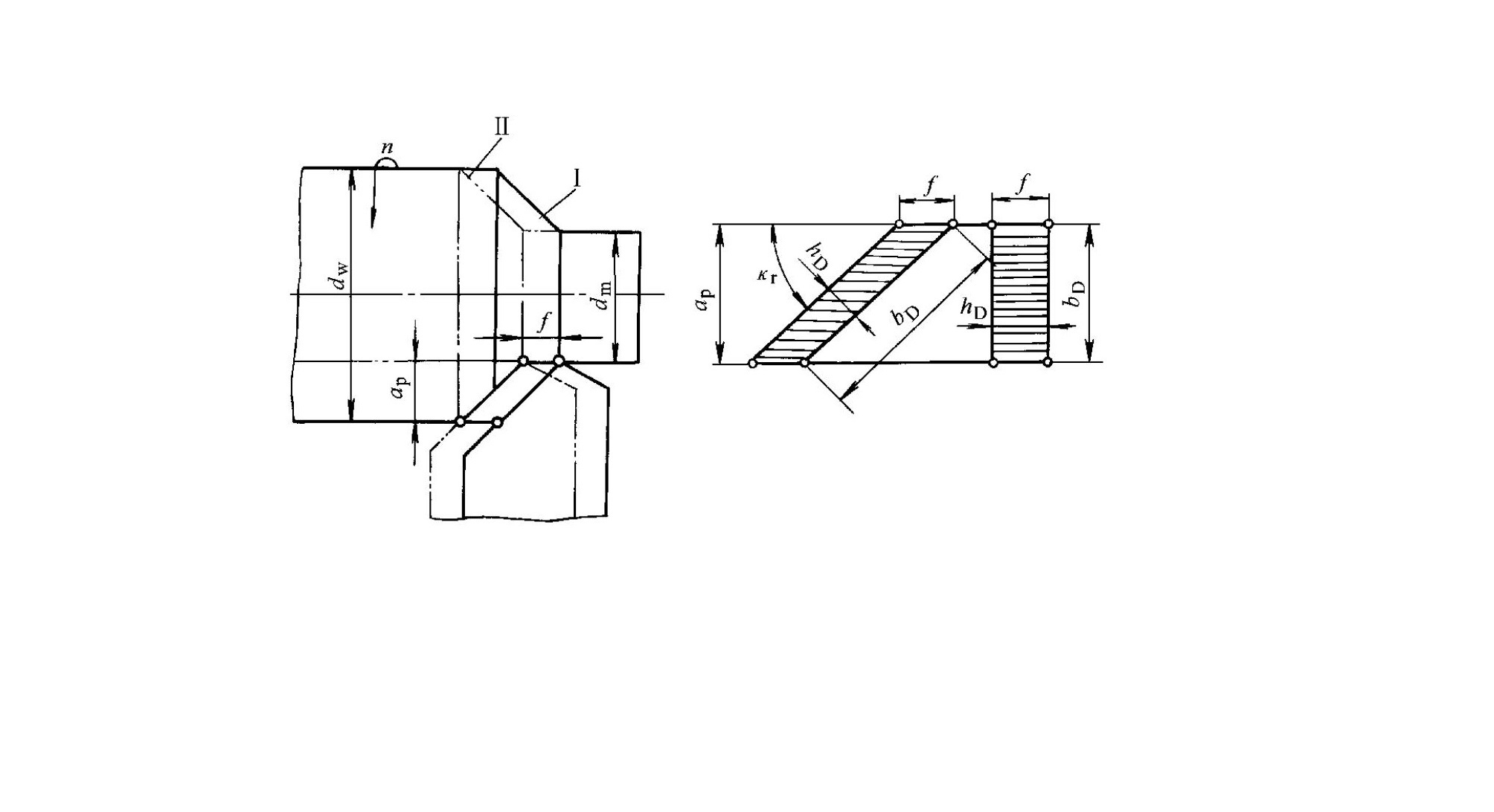
Głębokość skrawania odnosi się do głębokości skrawania mierzonej przez wybrany punkt na krawędzi skrawającej, prostopadle do płaszczyzny roboczej. Jednostką jest mm, a jej definicja zależy od metody obróbki.
4.1Typowe metody obliczeniowe
- Toczenie zewnętrzne na tokarce:
$$
a_p = \frac{d_w – d_m}{2}
$$
- Operacje wiercenia:
Obowiązuje ten sam wzór, z zamienionymi (d_w) i (d_m). - Przemiał:
Głębokość skrawania jest zazwyczaj definiowana jako pionowa głębokość zanurzenia narzędzia w stosunku do przedmiotu obrabianego. - Cięcie blach:
Głębokość cięcia odpowiada grubości materiału arkuszowego ciętego w jednym przejściu.
Gdzie:
– \(a_p\) to głębokość skrawania
– \(d_w\) to średnica obrabianej powierzchni
– \(d_m\) jest średnicą obrabianej powierzchni
Interpretacja inżynierska: W obróbce zgrubnej wzrasta
$$
a_p
$$ jest zazwyczaj priorytetem w celu poprawy wydajności usuwania metalu. W operacjach wykańczających preferowana jest mniejsza głębokość skrawania, aby uzyskać lepszą jakość powierzchni.
5.0Wnioski: Dlaczego zrozumienie warstwy tnącej jest ważne
Parametry skrawania określają geometrię warstwy skrawającej, a parametry warstwy skrawającej mają bezpośredni wpływ na ogólną wydajność obróbki metali.
Do najważniejszych czynników zalicza się wielkość siły skrawania, temperaturę skrawania, zużycie narzędzia i jego trwałość oraz jakość obrabianej powierzchni.
Racjonalny dobór parametrów cięcia musi opierać się na jasnym zrozumieniu podstawowych właściwości warstwy tnącej.
6.0FAQ: Najczęściej zadawane pytania dotyczące cięcia metalu
P1: Który parametr skrawania ma największy wpływ na trwałość narzędzia?
A: Prędkość skrawania ma największy wpływ na trwałość narzędzia, ponieważ bezpośrednio oddziałuje na temperaturę skrawania i mechanizmy zużycia.
$$
v_c = \frac{\pi dn}{1000}
$$
P2: Czy zwiększenie posuwu zawsze może poprawić wydajność obróbki?
O: Nie. Chociaż większy posuw zwiększa szybkość usuwania materiału, zwiększa również siłę skrawania i obciążenie narzędzia, co może skrócić jego żywotność lub obniżyć jakość powierzchni.
P3: Jak parametry warstwy tnącej wpływają na wykończenie powierzchni?
A: Większa grubość warstwy skrawającej zazwyczaj zwiększa siłę skrawania i wibracje, co może pogorszyć jakość powierzchni. Optymalizacja
$$
f \text{ i } a_p
$$
pomaga zrównoważyć wydajność i jakość powierzchni.