

- 1.0Typowe zastosowania: kąty gięcia otworów
- 2.0Efekty skrętne: dlaczego profile zamknięte są preferowane
- 3.0Przekroje kątowe w ściskaniu: bardziej przewidywalne zachowanie
- 4.0Kątowniki w gięciu: ograniczenia w wytycznych normowych
- 5.0Kontrola interakcji: Porównanie normy BS 5950 i Eurokodu
- 6.0Przekroje kątowe nierówne: dodatkowa złożoność i ograniczenia
- 7.0Wniosek: Używaj kątów podczas gięcia tylko ostrożnie
Kątowniki są szeroko stosowane w inżynierii budowlanej ze względu na ekonomiczność i łatwość produkcji. Jednak w przypadku stosowania kątowników w pochylenie się, w szczególności nieograniczone zginanie, pojawiają się poważne wyzwania. Chociaż często wybiera się je do przenoszenia obciążeń nad otworami – takimi jak nadproża ceglane – ich niestabilność skrętna I złożona reakcja na stres uczynić je ryzykownym wyborem.
W artykule tym przedstawiono szczegółowy przegląd zachowania się kątowników podczas gięcia, ograniczeń wytycznych projektowych w obu przypadkach BS 5950 I Eurokod 3 (EN 1993-1-1)i dlaczego profile alternatywne są często rozwiązaniem bardziej niezawodnym i konstrukcyjnie solidniejszym.
1.0Typowe zastosowania: kąty gięcia otworów
Kątowniki gięte są najczęściej stosowane w budownictwie domowym do podpierania murów nad otworami drzwiowymi i okiennymi. Choć detal może wydawać się prosty, wprowadza… mimośrodowe ładowanie I zachowanie skrętne co może prowadzić do problemów z użytecznością, np. pękania elewacji.
Kluczowym wyzwaniem konstrukcyjnym jest fakt, że w przypadku poddania zginaniu, zwłaszcza bez pełnego zabezpieczenia bocznego, ściśnięta część kąta ma tendencję do odchylania się poza płaszczyznępowodując, że członek twist. Zjawisko to pogłębiają typowe mimośrodowe przyłożenie obciążenia pionowego, który generuje moment wokół osi pionowej i poziomej.
2.0Efekty skrętne: dlaczego profile zamknięte są preferowane
Każdy element konstrukcyjny przenoszący obciążenie mimośrodowe ulegnie skręceniu. Nie dotyczy to wyłącznie kątowników, ale niska sztywność skrętna kątowników czyni je szczególnie podatnymi. W takich przypadkach użycie zamknięty profil pusty (jak kwadratowy lub prostokątny HSS) oferuje lepszą alternatywę. Chociaż te sekcje mogą być droższe i wymagać bardziej złożonych detali na połączeniach, redukcja odkształceń skrętnych często jest warte kompromisu.
W zastosowaniach praktycznych, takich jak dobudówki domowe czy nadproża, profile zamknięte mogą znacznie zwiększyć trwałość i zminimalizować widoczne wady gotowej konstrukcji.
3.0Przekroje kątowe w ściskaniu: bardziej przewidywalne zachowanie
Gdy kątowniki są stosowane w ściskaniu (np. jako część kratownicy), ich zachowanie jest dobrze znane. W przeciwieństwie do wyboczenia wokół głównej lub pobocznej osi prostokątnej, kątowniki wyboczają się wokół swoich osie główne:ten ty–ty I v–v osi. W rezultacie każda noga kątownika próbuje wygiąć się w swoim własnym kierunku poza płaszczyzną, tworząc tryb skrętny wyboczenia.
Kody projektowe, takie jak BS 5950 Klauzula 4.7.10 I EN 1993-1-1 Sekcja BB.1.2 Podaj wzory do obliczania smukłości na podstawie tego trybu. Obliczenia uwzględniają efekty skrętne i uwzględniają, czy kąt ma ograniczenia końcowe, które znacząco wpływają na nośność na wyboczenie.
4.0Kątowniki w gięciu: ograniczenia w wytycznych normowych
BS 5950 Wytyczne projektowe dotyczące gięcia
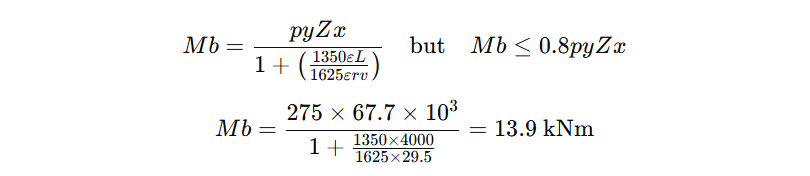
Klauzula 4.3.8 w normie BS 5950 przewiduje zarówno podstawowy i uproszczona metoda do obliczenia moment oporu przy wyboczeniu (Mb) dla przekrojów kątowych. Uproszczona metoda jest ograniczona do równe kąty wygięte wokół osi x–x, zwykle pod obciążeniami pionowymi działającymi na całą rozpiętość przęseł, np. w otworach okiennych.
Przykładowe obliczenia z wykorzystaniem uproszczonej metody BS 5950:
Dany:
Przekrój: 150×150×12 mm
Rozpiętość: 4 m
Gatunek stali: S275
ε = 1,0 (na podstawie granicy plastyczności stali)
Promień żyracji (rv) = 29,5 mm
Moduł przekroju Zx = 67,7×10³ mm³
Uproszczona formuła wygląda następująco:

Wynik ten wskazuje na stosunkowo niski opór, podkreślając wagę zrozumienia ograniczeń tego podejścia.
Podejście zgodne z normą EN 1993-1-1 (Eurokod 3): bardziej złożone, mniej bezpośrednie
Eurokod nie oferuje bezpośredniej metody oceny wytrzymałości kątowników na zginanie. Zamiast tego zaleca się rozłożenie przyłożonego momentu zginającego na osie główne (u–u i v–v) i weryfikując członka za pomocą równanie interakcji. To dodaje złożoności, szczególnie w przypadku kątów nierównych.
Kluczowym krokiem jest obliczenie względna smukłość:
lambda_LT = (0,72 × v_a × f_y) / (E × phi_a × lambda_v)
Gdzie:
- lambda_LT jest współczynnikiem smukłości boczno-skrętnej
- v_a jest współczynnikiem korekcji ścinania
- f_y jest granicą plastyczności materiału
- mi jest modułem sprężystości
- phi_a jest współczynnikiem smukłości (zwykle 3,77)
- lambda_v jest współczynnikiem smukłości ścinania (np. L / r_v)
Gdzie:
φₐ to współczynnik smukłości (zwykle 3,77)
vₐ wyprowadza się za pomocą wzoru opartego na λᵥ i współczynniku monosymetrii ψₐ
λᵥ = L / rᵥ = 4000 / 29,5 = 135,6
Dla równego kąta (ψₐ = 1) daje to:
vₐ ≈ 0,984 → λ_LT = 0,580 → χ_LT = 0,724
Wykorzystując drugi moment powierzchni i moduł sprężystości:
Iu = 1170 cm⁴
Ekstremalna odległość między włóknami = 106 mm
Wu = (1170 × 10⁴) / 106 = 110 × 10³ mm³
Mb = 0,724 × 275 × 110 × 10³ = 21,9 kNm
5.0Kontrola interakcji: Porównanie normy BS 5950 i Eurokodu
Załóżmy moment przyłożony o wartości 14 kNm, rozkładający się równomiernie na osie główne:
Dany:
Mu = Mv = 9,9 kNm
Wv = 52 × 10³ mm³
Wu = 110 × 10³ mm³
Kontrola interakcji z Eurokodem:
Kontrola interakcji zgodnie z normą BS 5950:
Używając wytrzymałości na wyboczenie Mb = 26 kNm:
Interakcja = 1,07 ✓ Akceptowalne, ale graniczne
Stosując uproszczoną metodę (Mb = 13,9 kNm):
Interakcja = 1,01 ✘ Przekroczono limit
6.0Przekroje kątowe nierówne: dodatkowa złożoność i ograniczenia
Zagadnienia dotyczące produkcji kątowników
Oprócz złożoności konstrukcyjnej związanej z wykorzystaniem kątowników do gięcia, proces produkcji wiąże się również z wyzwaniami – szczególnie gdy wymagane jest precyzyjne rozmieszczenie otworów, przygotowanie końców lub nacinanie. Aby uzyskać precyzyjne modyfikacje, zwłaszcza w przypadku nierównych kątowników lub skomplikowanych połączeń, producenci często polegają na maszynach ślusarskich. Maszyny te umożliwiają wydajne cięcie, dziurkowanie i formowanie kątowników stalowych w jednym ustawieniu, oszczędzając czas i zapewniając powtarzalność.
W zastosowaniach wymagających precyzyjnego wykonania detali lub wewnętrznych cięć narożnych – na przykład podczas przygotowywania kątowników do czystych połączeń z blachami lub blachami węzłowymi – często stosuje się wykrawarkę do naroży blach. Narzędzie to umożliwia precyzyjne przycinanie naroży, co przekłada się na lepsze dopasowanie i wyrównanie podczas montażu. Użycie odpowiedniego sprzętu do produkcji nie tylko zwiększa wydajność, ale także gwarantuje utrzymanie parametrów konstrukcyjnych przewidzianych w projekcie aż do samego montażu.
BS 5950 nie pozwala na uproszczoną metodę dla kątów nierównych. Projektanci muszą zastosować podstawową metodę i rozłożyć momenty na osie główne. Chociaż właściwości takie jak położenie środka ciężkości, I u i I v można znaleźć w opublikowanych tabelach, wymagają one dodatkowych trygonometria, obliczanie wskaźnika monosymetrii, I określenie efektywnych modułów przekroju.
W przypadku smukłych nóg klasyfikacja sekcji staje się kluczowa:
Limit klasy 3 wg normy BS 5950: 15ε
Limit klasy 3 Eurokodu: 14ε (na podstawie c/t)
Na przykład noga o wymiarach 150×10 mm i c ≈ 128 mm daje:
c/t = 12,8 < 14ε = 12,9 → W sam raz do przyjęcia
Łączenie projektowania konstrukcyjnego i produkcji warsztatowej
Skuteczne zastosowanie kątowników – zwłaszcza w zastosowaniach wrażliwych na obciążenia – zależy nie tylko od teoretycznego projektu, ale także od praktycznej dokładności wykonania. Gdy elementy konstrukcyjne wymagają precyzyjnego cięcia, nacinania lub dziurkowania, zwłaszcza w zastosowaniach niestandardowych lub o małej rozpiętości, użycie odpowiedniego sprzętu jest niezbędne. Narzędzia takie jak maszyna do obróbki żelaza I wycinarka narożników blachy są powszechnie stosowane do wydajnego i dokładnego przygotowywania stali kątowej, redukując konieczność modyfikacji na miejscu i zapewniając lepszą zgodność z założeniami projektowymi.
Jeśli sekcja jest Klasa 4, pojawia się dalsza złożoność:
Użycie efektywne właściwości przekroju (Eurokod) lub
Zastosowanie zmniejszona wytrzymałość konstrukcyjna (BS 5950)
Do połączenia zginanie i obciążenie osiowe, może to okazać się niepraktycznie skomplikowane.
7.0Wniosek: Używaj kątów podczas gięcia tylko ostrożnie
W niniejszym przeglądzie technicznym podkreślono dwie kluczowe zasady projektowania:
- Kąty nie są idealne do uchwycenia ważnych momentów—zwłaszcza jeśli nie są one ograniczone. Skrętne zachowanie pod wpływem obciążenia mimośrodowego lub bocznego może poważnie ograniczyć wydajność i prowadzić do awarii, takich jak pękanie elewacji.
- Projektowanie nierównych kątów jest pracochłonne i podatne na błędy, szczególnie w przypadku sekcji klasy 4 lub scenariuszy obciążenia mieszanego.
Zalecana praktyka:
Używać równokątne przekroje co najmniej Klasa 3 przekrój poprzeczny.
W przypadku nieograniczonych możliwości zginania należy rozważyć zastąpienie sekcja sztywna skrętnie, takie jak profil pusty Lub Belka dwuteowa.


