
- 1.0Czym jest ścinanie w obróbce metali?
- 2.0Rodzaje narzędzi i maszyn do cięcia
- 3.0Budowa i zasady działania nożyc
- 4.0Proces strzyżenia: operacja krok po kroku
- 5.0Techniki strzyżenia: metody strzyżenia i ich zastosowanie
- 6.0Procedury operacyjne: wykonywanie zadań strzyżenia
- 7.0Wytyczne bezpieczeństwa dla operacji strzyżenia
- 8.0Często zadawane pytania
- 9.0Wniosek
Cięcie to podstawowy proces w obróbce blach, umożliwiający szybkie i bezwiórowe cięcie metali w określone kształty. Niezależnie od tego, czy jesteś rzemieślnikiem, technikiem, czy początkującym w obróbce metali, zrozumienie zasady działania cięcia, używanych maszyn i zasad bezpieczeństwa jest kluczowe.
W tym artykule przedstawimy cel, korzyści, narzędzia, operacje i procedury bezpieczeństwa związane ze strzyżeniem.
1.0Czym jest ścinanie w obróbce metali?
Nożyce to bezwiórowa metoda cięcia blach i profili stalowych. Umożliwia wykonywanie prostych lub krzywoliniowych cięć o wybranej długości bez usuwania materiału.
Zalety ścinania w porównaniu z piłowaniem lub dłutowaniem:
- Brak strat materiału podczas cięcia
- Precyzyjne wyrównanie wzdłuż narysowanych linii
- Minimalne wymagania wykończeniowe w przypadku powierzchni ciętych
- Szybsza prędkość cięcia
- Proste lub zakrzywione ścieżki cięcia
Do powszechnie stosowanych technik strzyżenia należą:
- Wcinanie
- Odcięcie
- Wycinanie
- Uderzenie
2.0Rodzaje narzędzi i maszyn do cięcia
Do cięcia stosuje się różne narzędzia, w zależności od grubości materiału i sposobu cięcia. Poniżej przedstawiamy najpopularniejsze rodzaje nożyc:
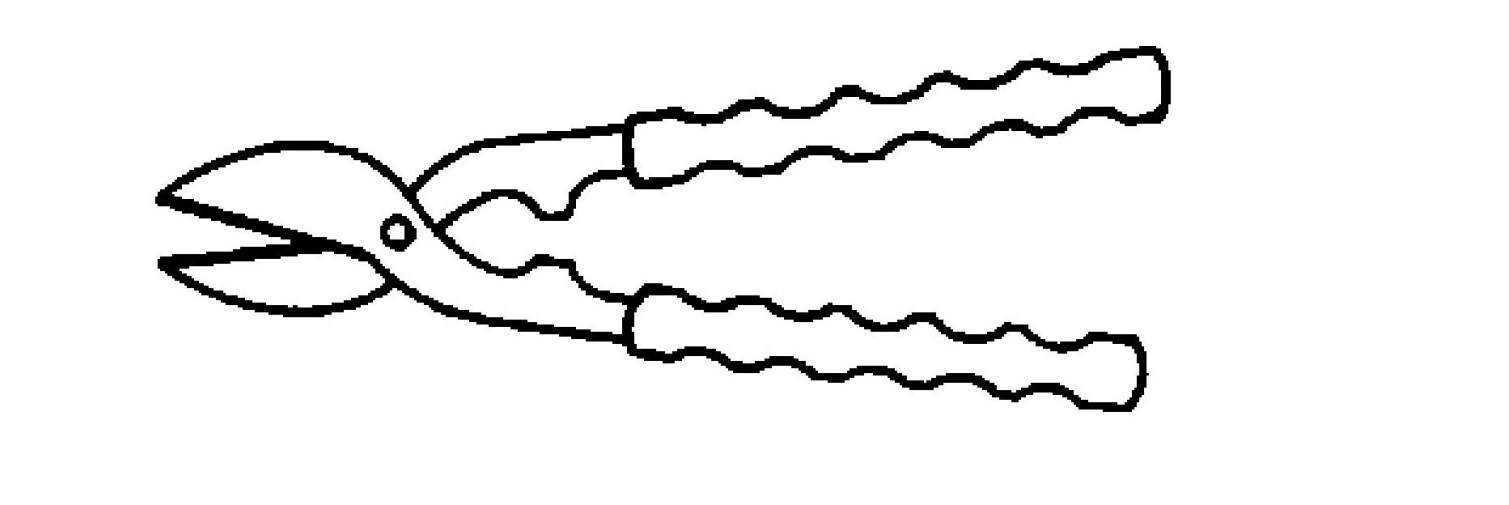
2.1Tinners' Snip
Stosowane do krótkich, prostych i zakrzywionych cięć cienkich blach.
Maksymalna grubość cięcia:
- Stal – 0,7 mm
- Mosiądz – 0,8 mm
- Miedź – 1,0 mm
- Aluminium – 1,0 do 2,5 mm
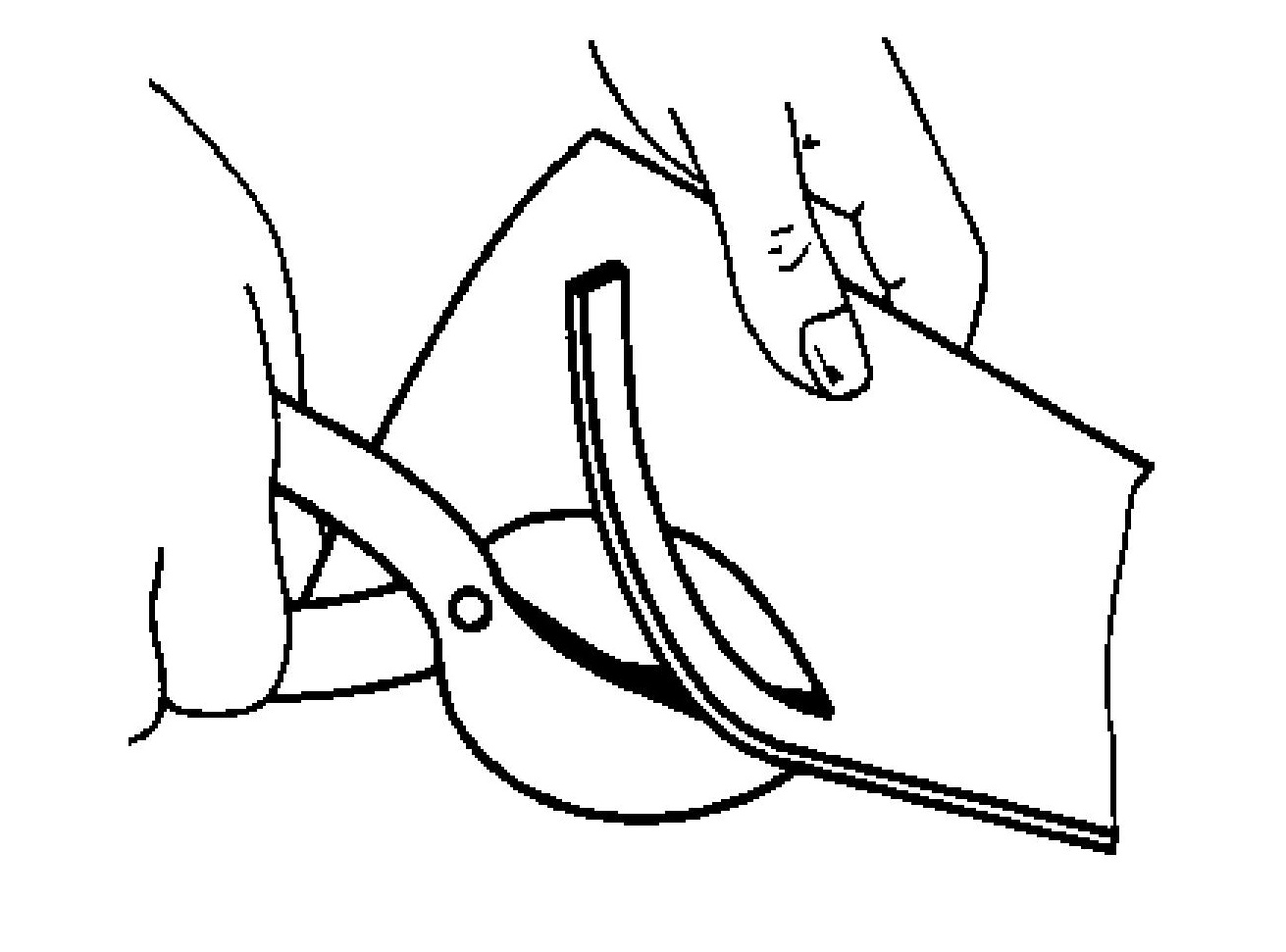
2.2Cięcie blacharskie
Przeznaczone do dłuższych, prostych cięć w cienkich arkuszach. Materiał przechodzi pod dłonią dla bezpieczeństwa.
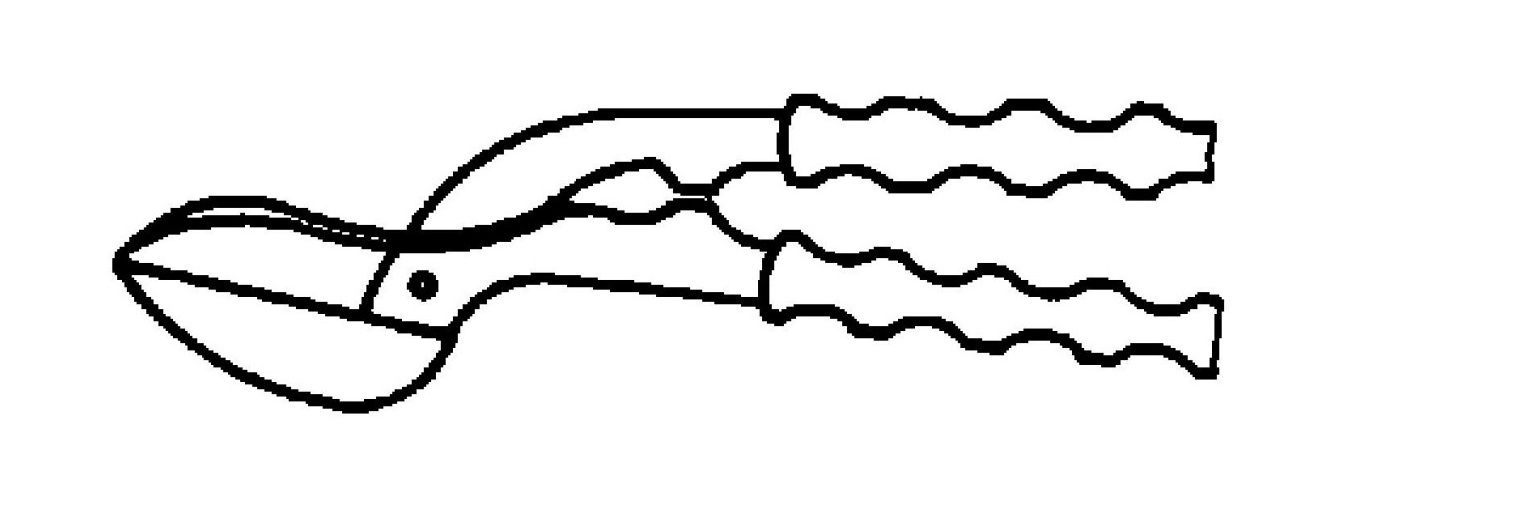
2.3Nożyce do cięcia otworów
Służy do cięć krzywoliniowych w cienkim metalu. Jednostronne ostrze zakrzywione nie nadaje się do cięć prostych.
2.4Ścinanie krzywej
Idealna do cięcia po okręgu lub po łuku cienkich i średnio grubych arkuszy o grubości do 4 mm. Arkusz można obracać podczas cięcia.
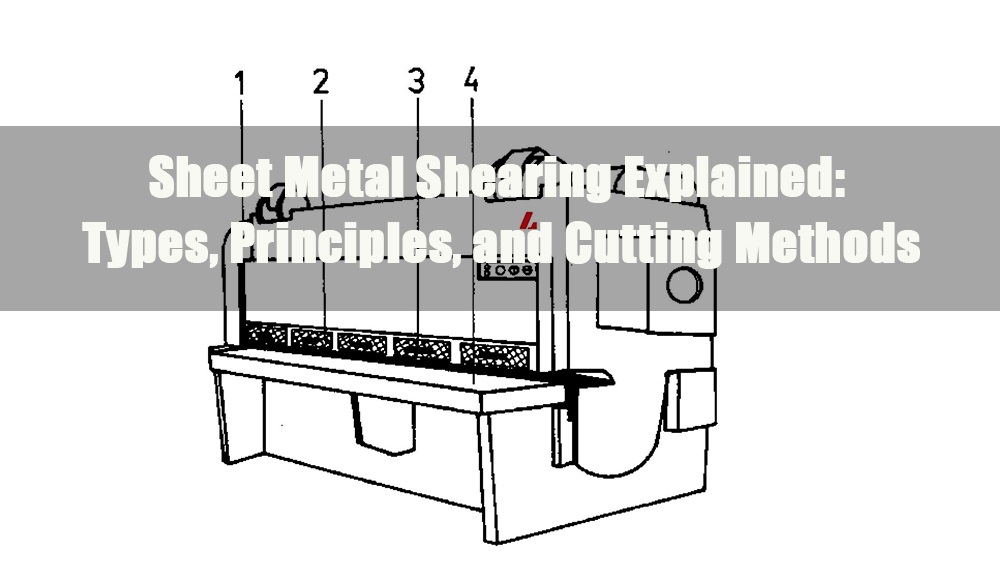
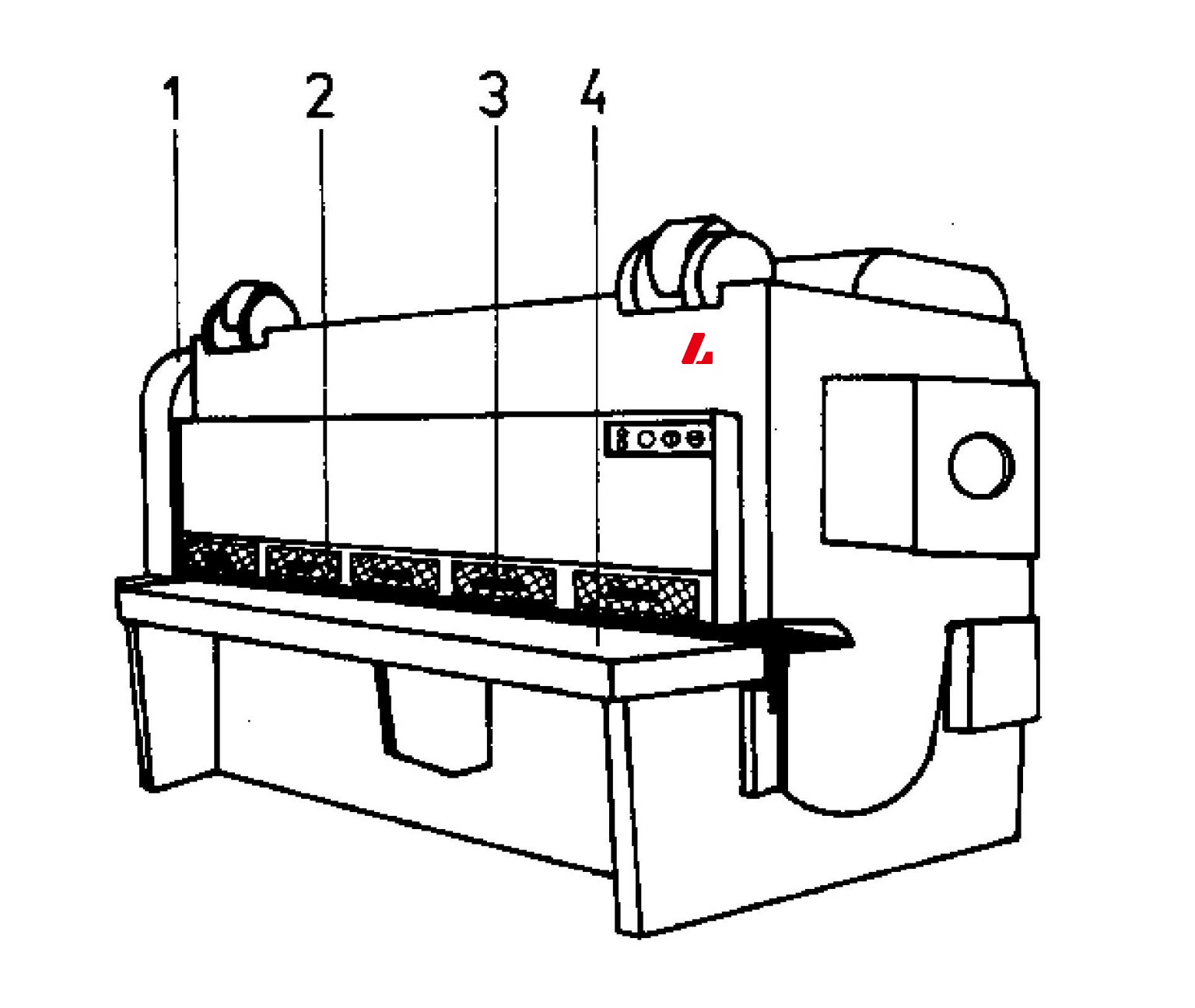
2.5Maszyna gilotynowa
Służy do prostego cięcia cienkich blach (~3 mm) na długich odcinkach. Górne ostrze przesuwa się w dół, w kierunku dolnego ostrza. Dostępne w wersji ręcznej i elektrycznej.
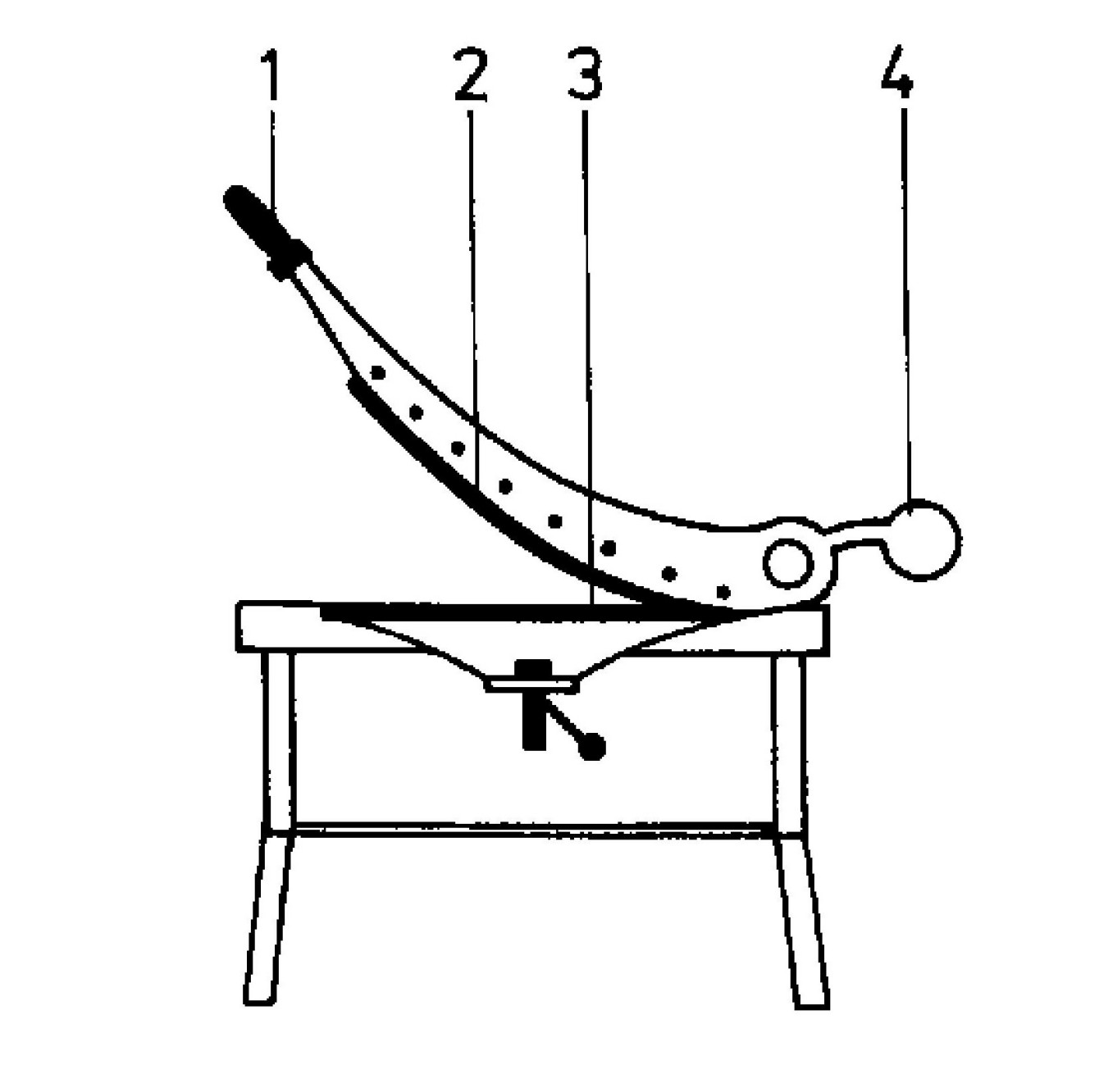
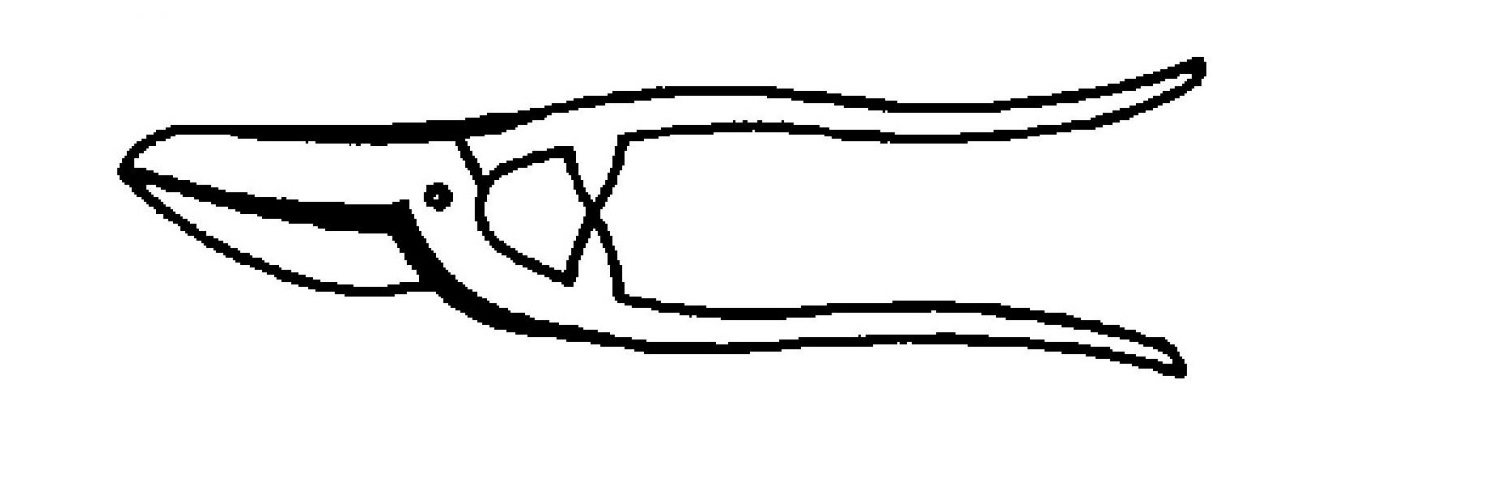
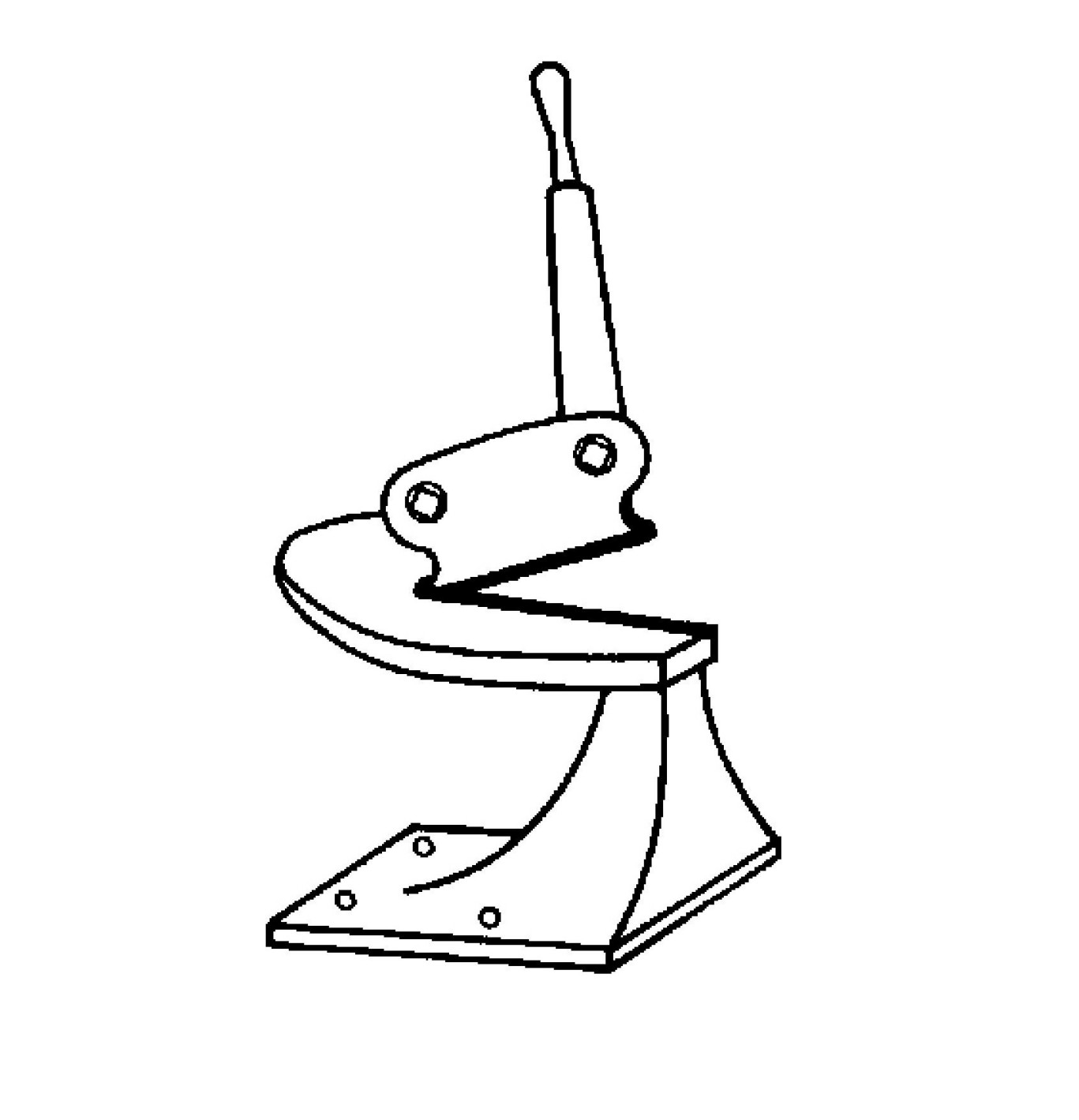
2.6Nożyce dźwigniowe
Wykonuje krótkie, proste lub zakrzywione cięcia w blachach lub profilach stalowych o średniej grubości. Górne ostrze obraca się w dół za pomocą dźwigni. Blokada zapobiega niezamierzonemu ruchowi ostrza.
2.7Nożyce krążkowe (nożyce rolkowe)
Stosowany do długich, krzywoliniowych cięć cienkich lub grubych arkuszy. Posiada obrotowe ostrza w kształcie koła. W przypadku grubych materiałów może być konieczne wielokrotne przejście.
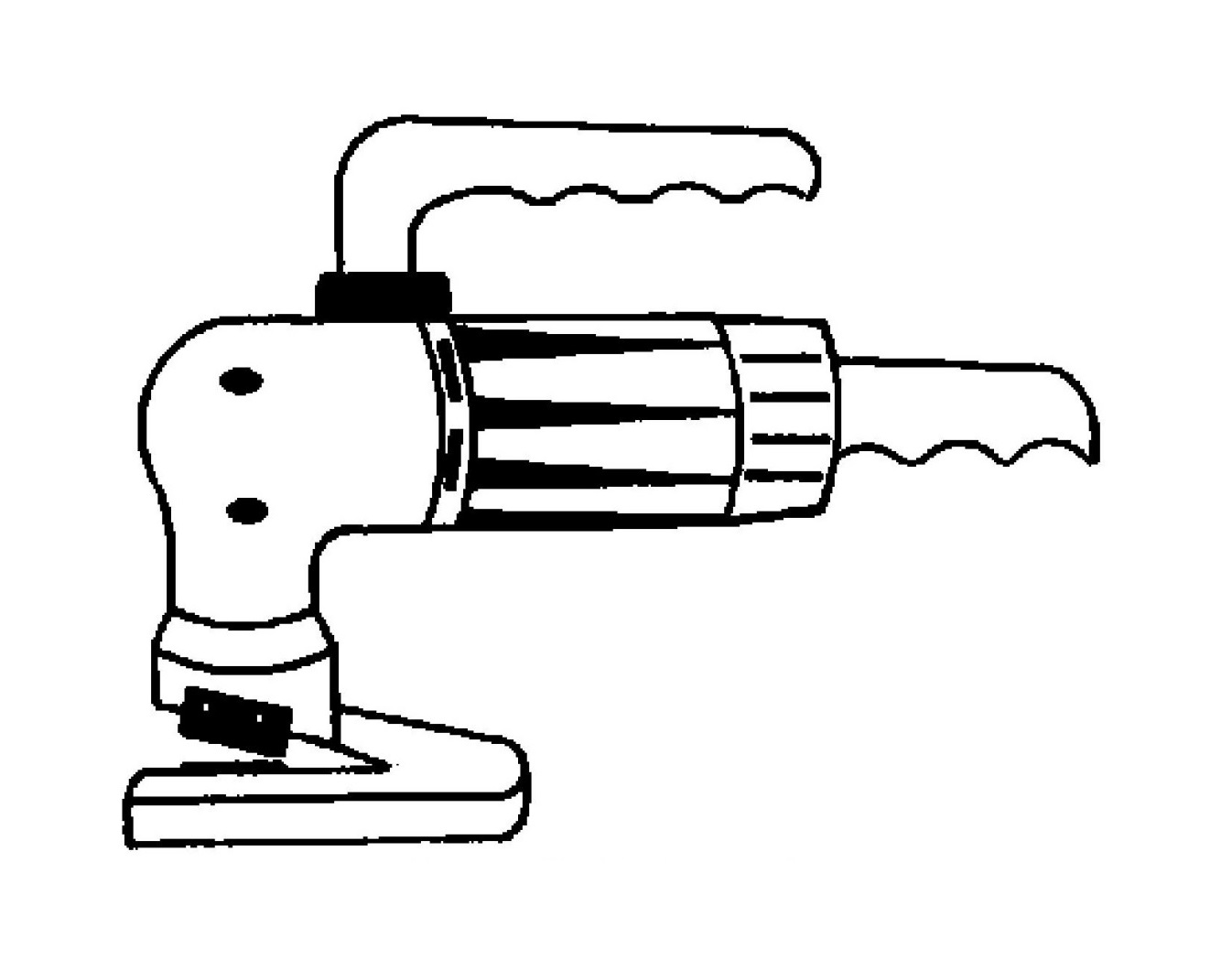
2.8Elektryczne nożyce blacharskie
Służy do cięcia cienkich arkuszy po zakrzywionych ścieżkach. Górne ostrze porusza się szybko w górę i w dół za pomocą silnika, podczas gdy operator prowadzi arkusz.
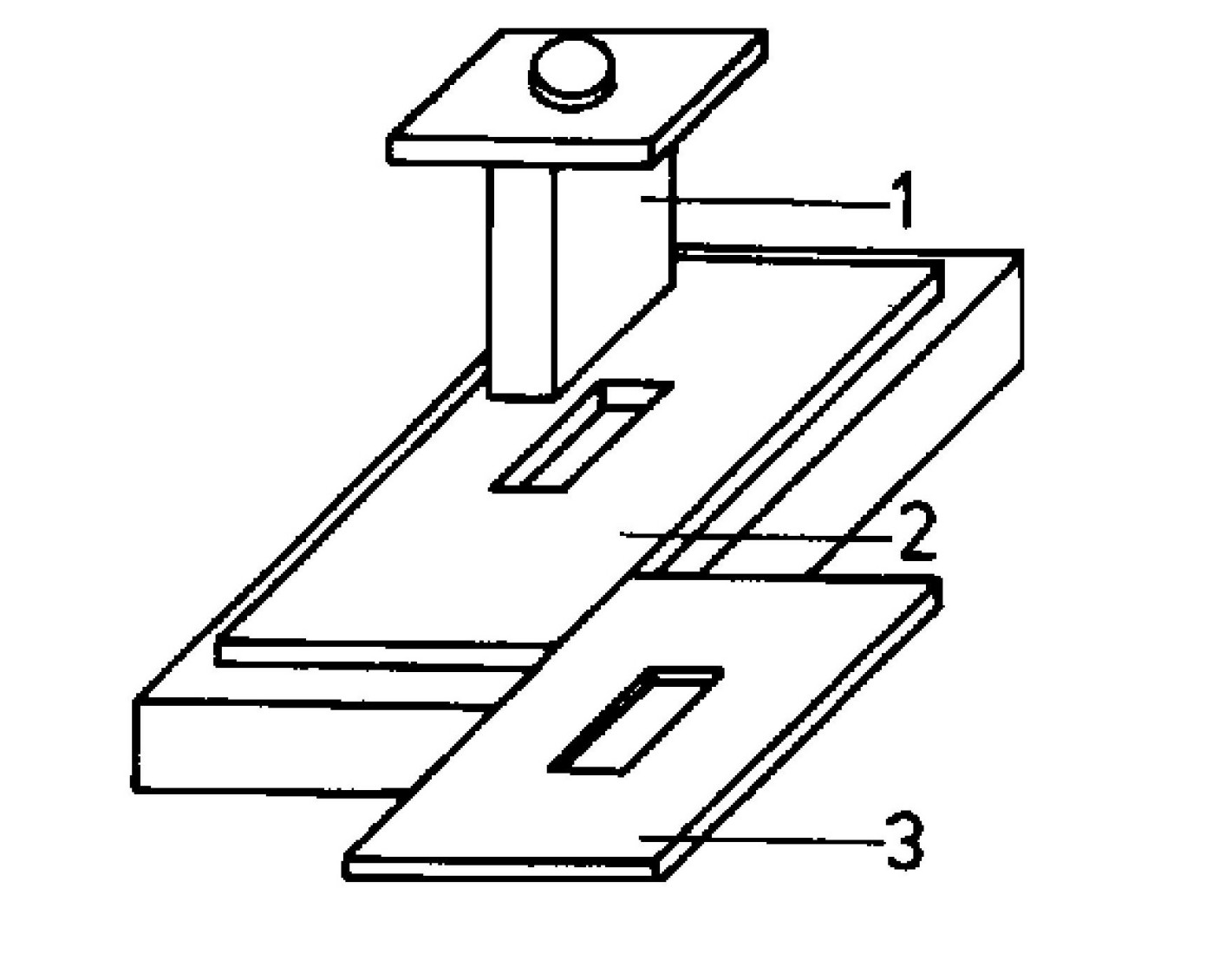
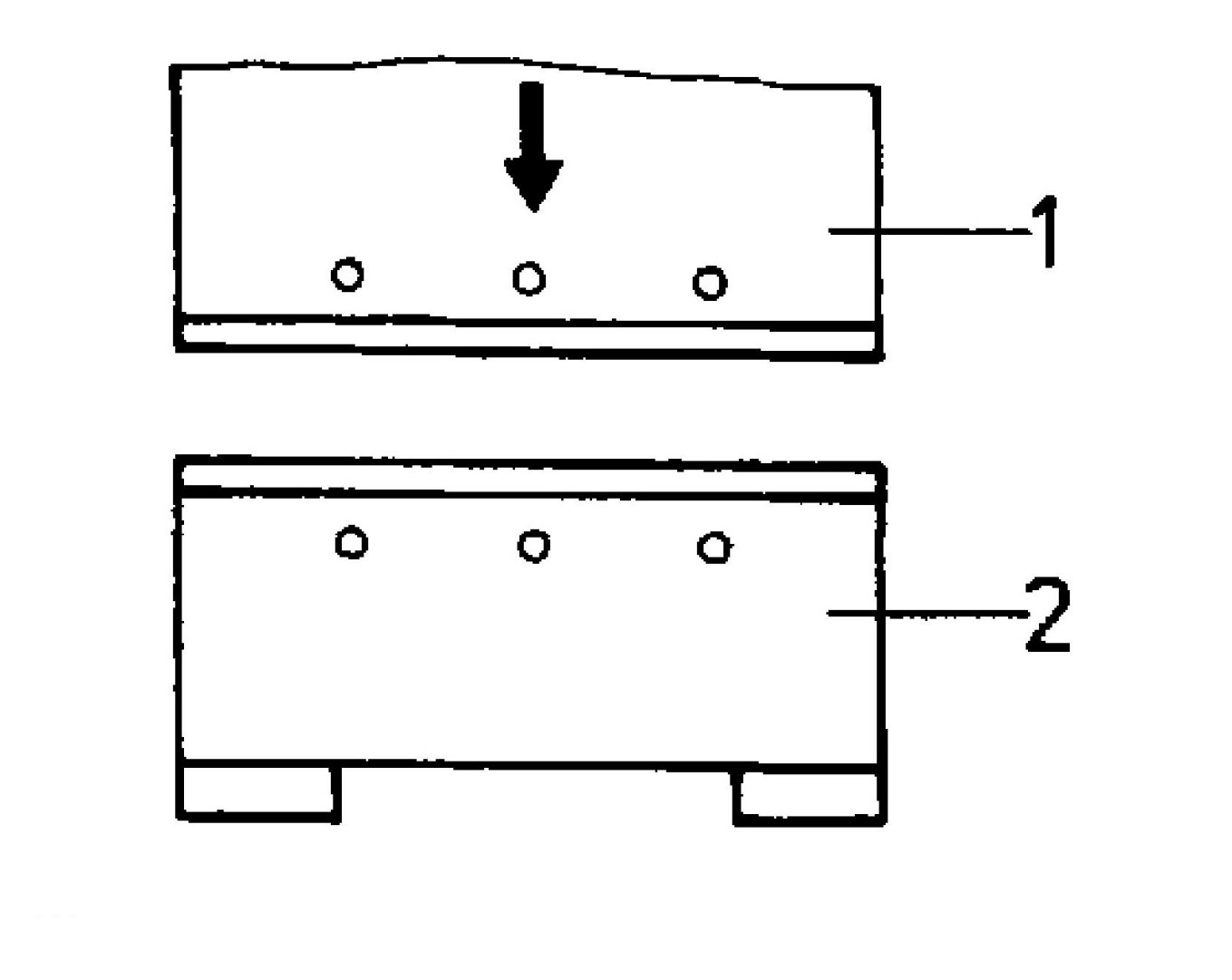
2.9Narzędzia tnące (dziurkacze i matryce)
Stosowany do powtarzalnych, identycznych cięć w produkcji. Stempel idealnie pasuje do płyty tnącej z luzem od 0,05 do 0,1 mm, w zależności od grubości blachy.
Zalecana lektura:Rozwiązywanie problemów z awarią stempla: wskazówki dotyczące ustawienia, luzu i bezpieczeństwa
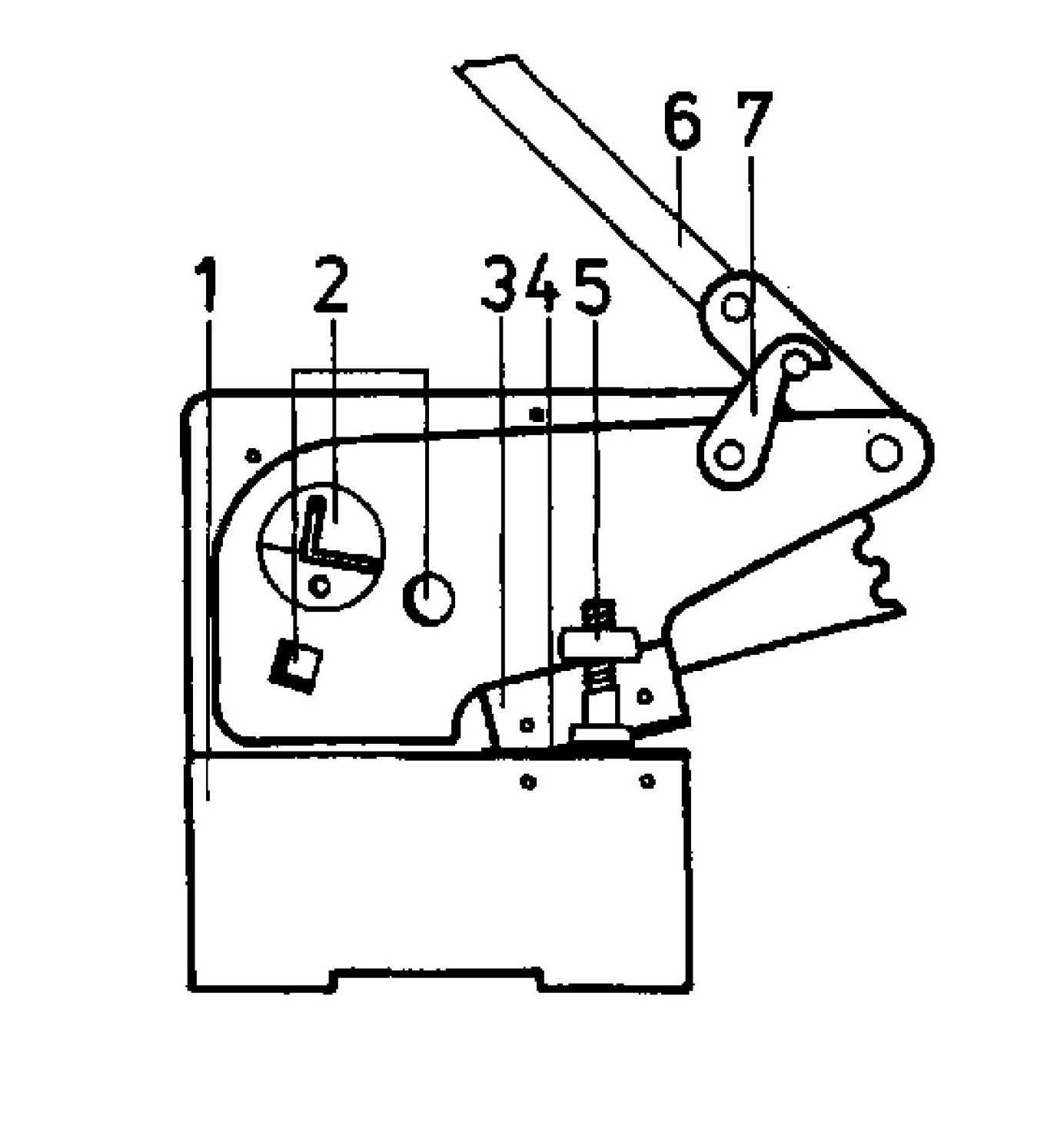
2.10Maszyna do ścinania z napędem mechanicznym
Do bardzo długich lub grubych blach (powyżej 10 mm) i mocnych profili. Wyposażone w mocny napęd, hydrauliczny dociskacz i regulację szczeliny między ostrzami.

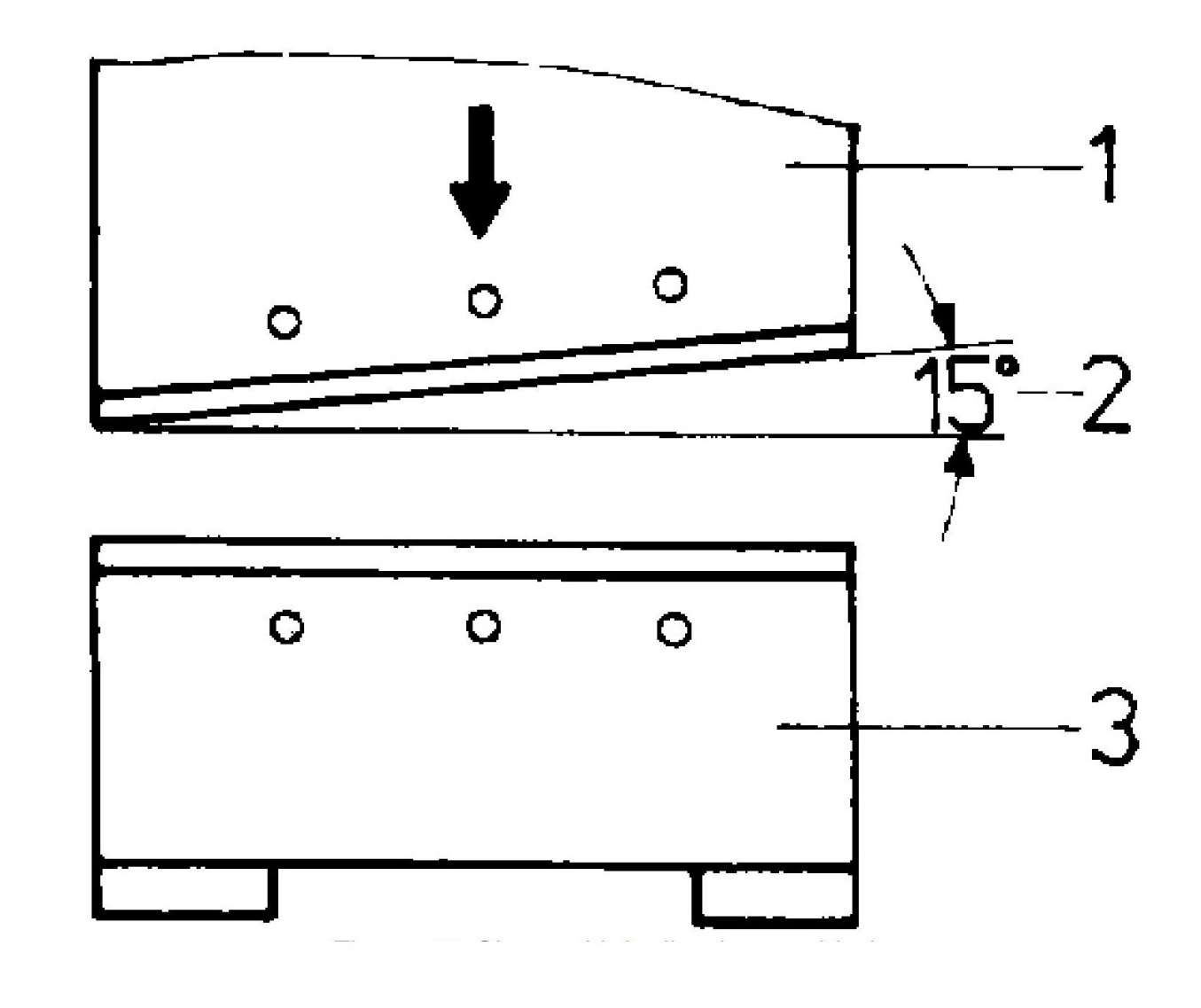
3.0Budowa i zasady działania nożyc
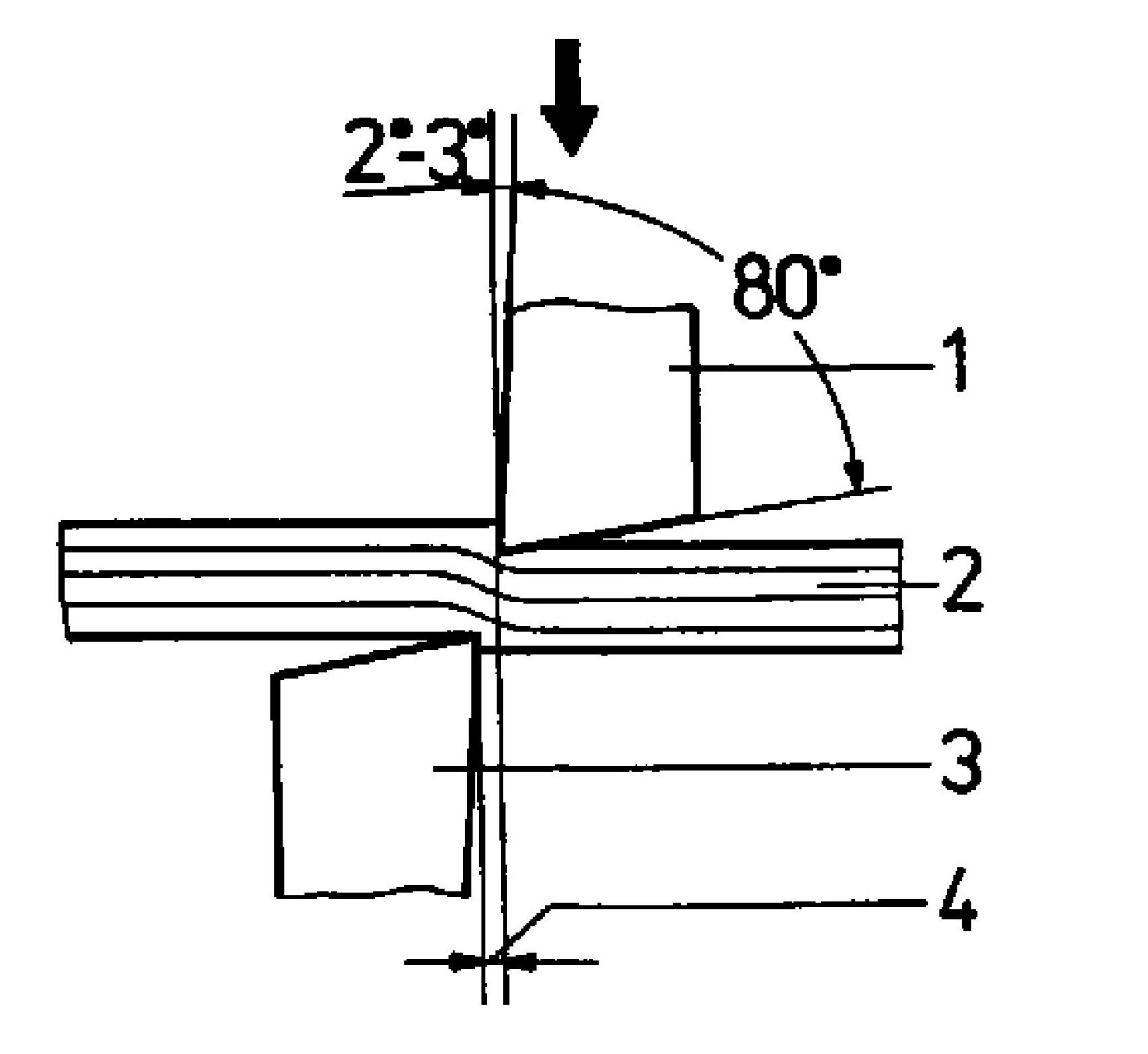
Nożyce są zbudowane tak, aby wytrzymywały duże siły cięcia. Kluczowe kwestie techniczne obejmują:
- Kąt klina ostrza: ok. 80°, zapewniający stabilność
- Kąt przyłożenia: 2°–3°, zmniejsza tarcie
- Odstęp między ostrzami: 0,05–0,1 mm × grubość arkusza, aby zapewnić czyste cięcia
Nieprawidłowy odstęp między ostrzami może powodować nierówne krawędzie lub wygięcie arkuszy.
Nadmierna szczelina prowadzi do słabego wykończenia powierzchni i odkształcenia arkusza.
Zastosowanie odpowiednio wyregulowanej listwy dociskowej zapobiega przesuwaniu się arkusza.
Ostrza równoległe tną całą krawędź jednocześnie, co wymaga większej siły. Większość maszyn wykorzystuje nachylone ostrze górne, aby zmniejszyć wymaganą siłę cięcia.
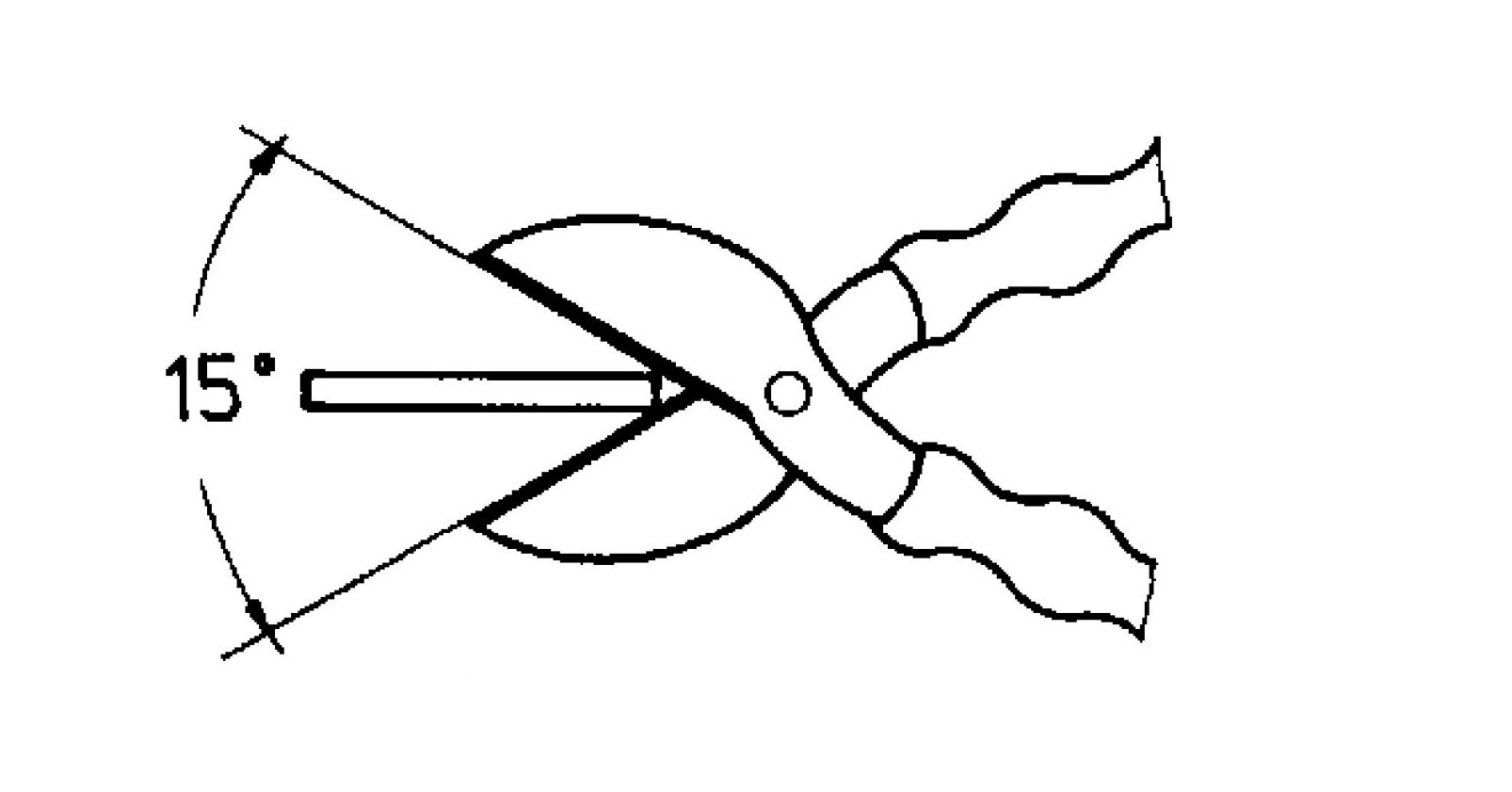
Głębokie wprowadzenie przedmiotu obrabianego do nożyc zwiększa dźwignię, ale jednocześnie zwiększa ryzyko poślizgu. Kąt natarcia ostrza (~15°) jest niezbędny do utrzymania jakości cięcia.
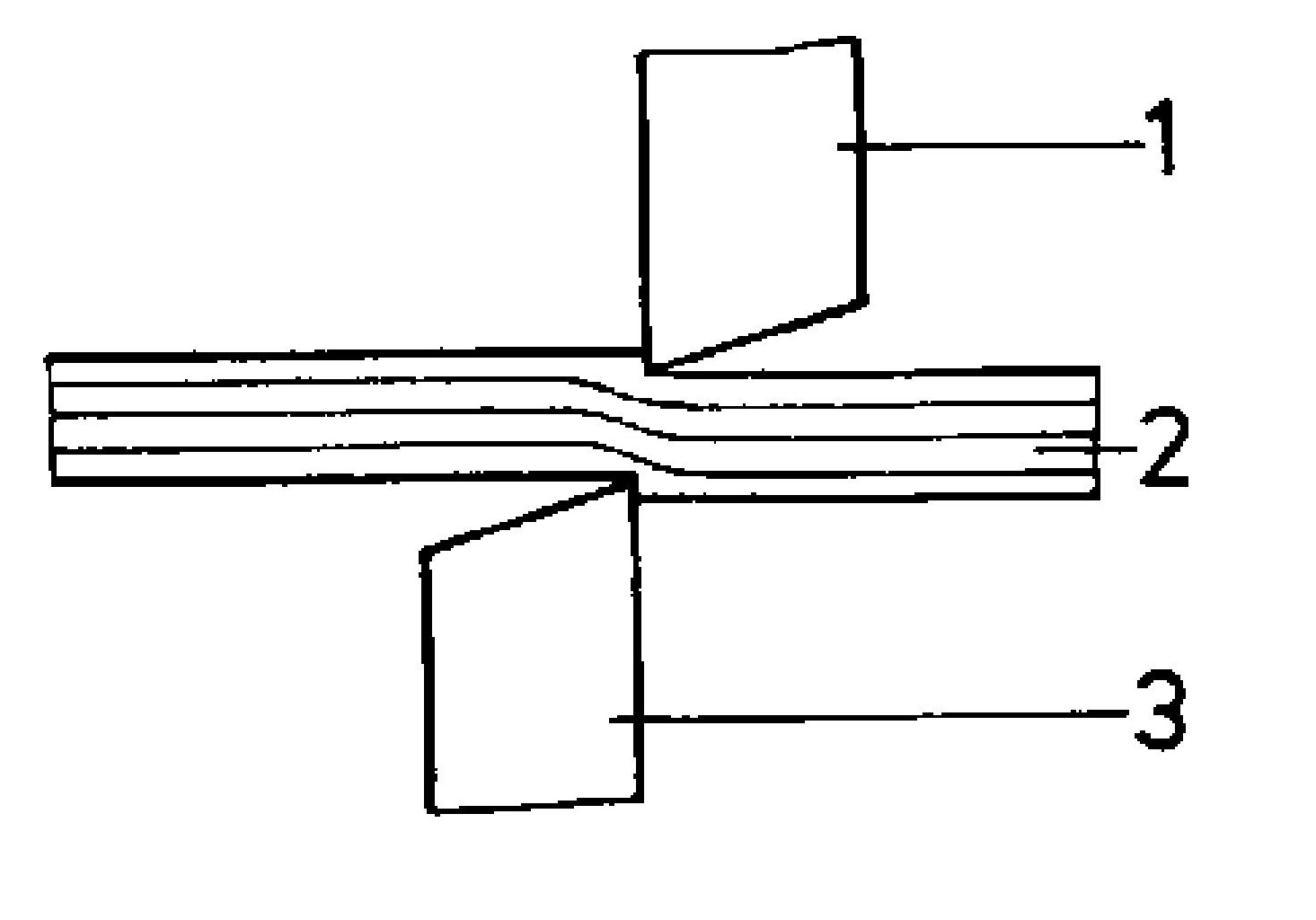
4.0Proces strzyżenia: operacja krok po kroku
Proces strzyżenia składa się z trzech głównych etapów:
4.1Nacinanie
Początkowe wgniecenie materiału w momencie zetknięcia się ostrzy z arkuszem.
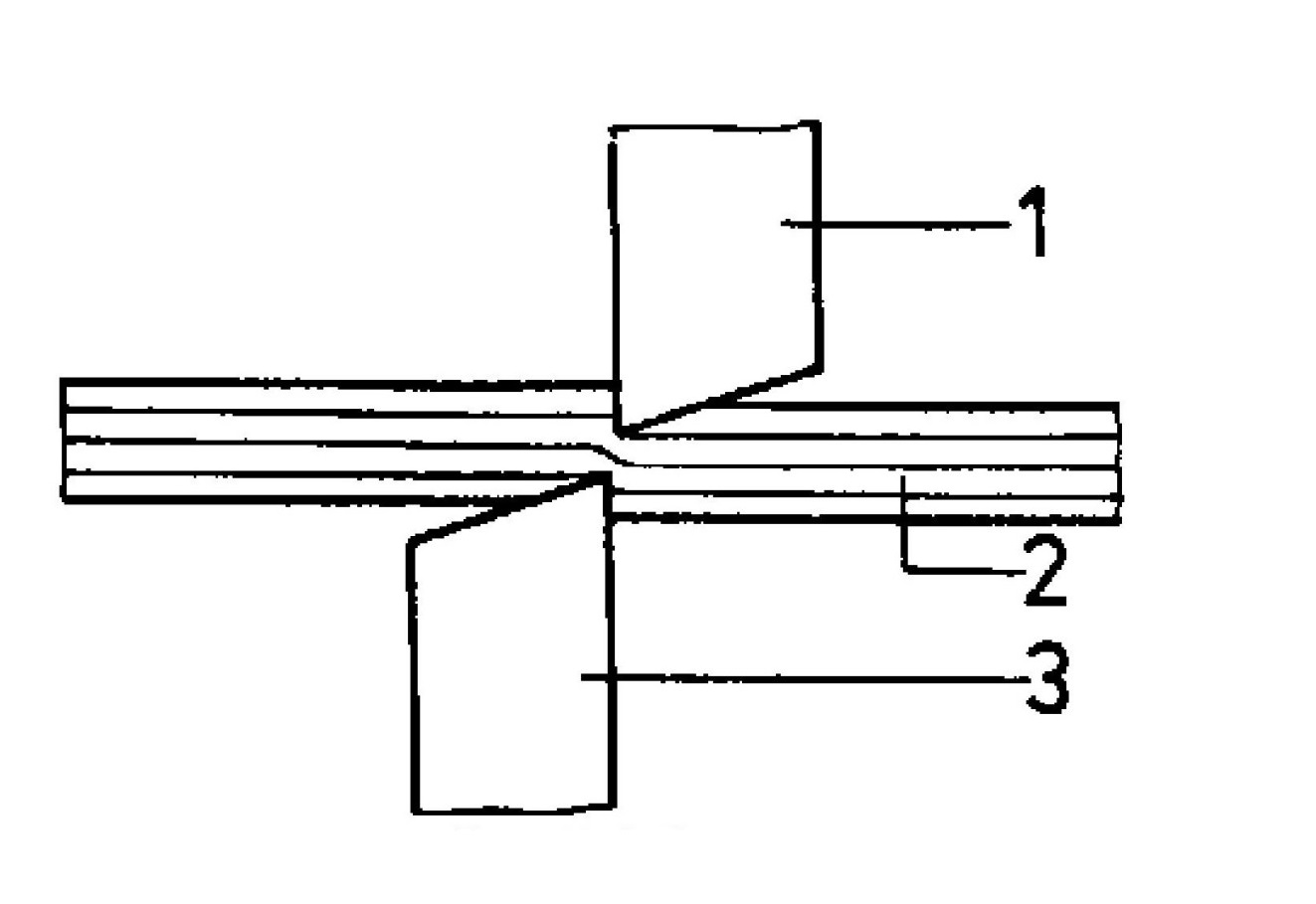
4.2Cięcie
Ostrza przebijają strukturę metalu.
4.3Rozdzierający
Ostateczne rozdzielenie materiału na skutek wewnętrznego napięcia i rozdarcia.
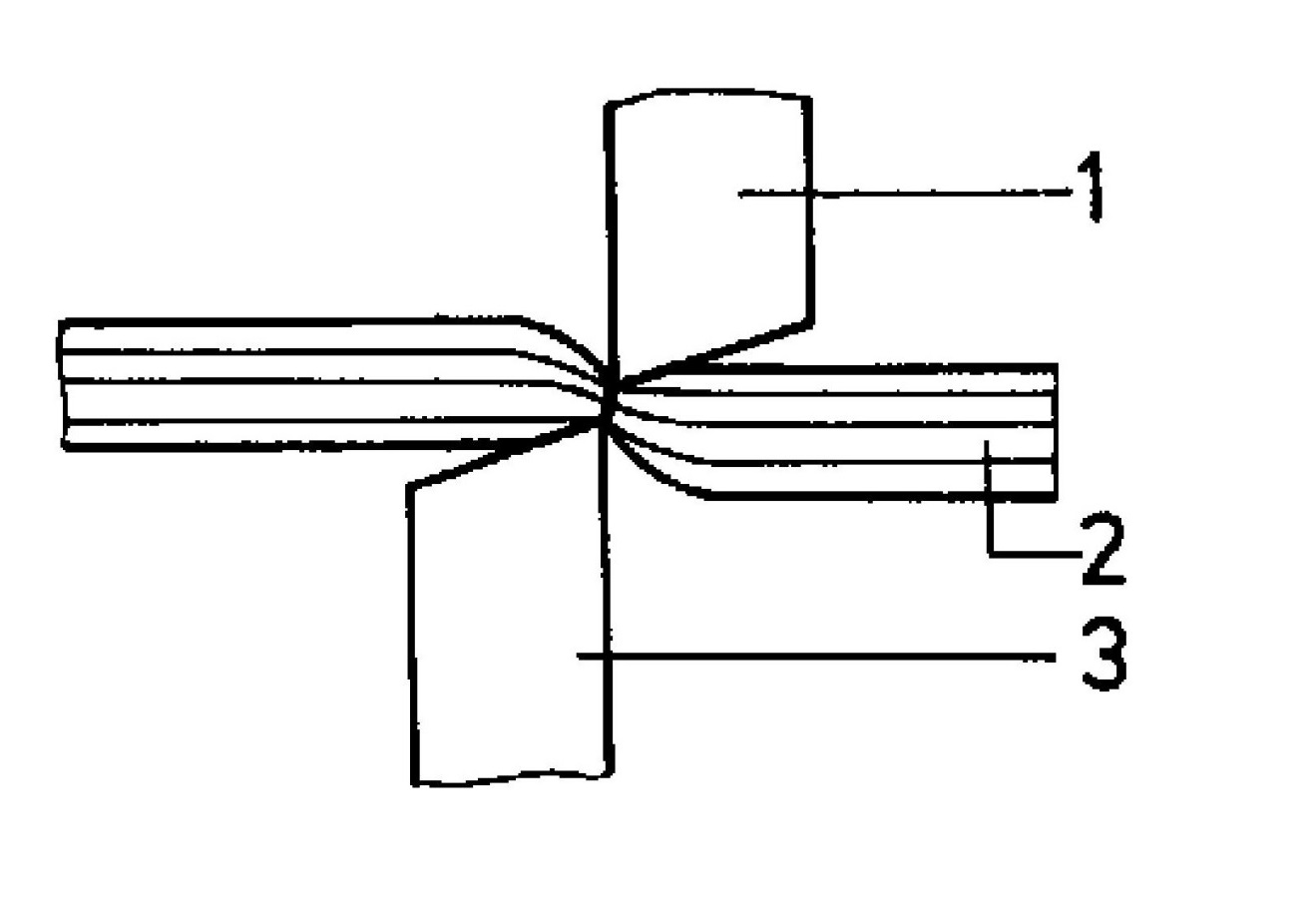
Etapy te pozostawiają rozpoznawalne strefy na powierzchniach ciętych grubych blach.
5.0Techniki strzyżenia: metody strzyżenia i ich zastosowanie
Ścinanie można klasyfikować według rodzaju i stopnia rozdzielenia materiału:
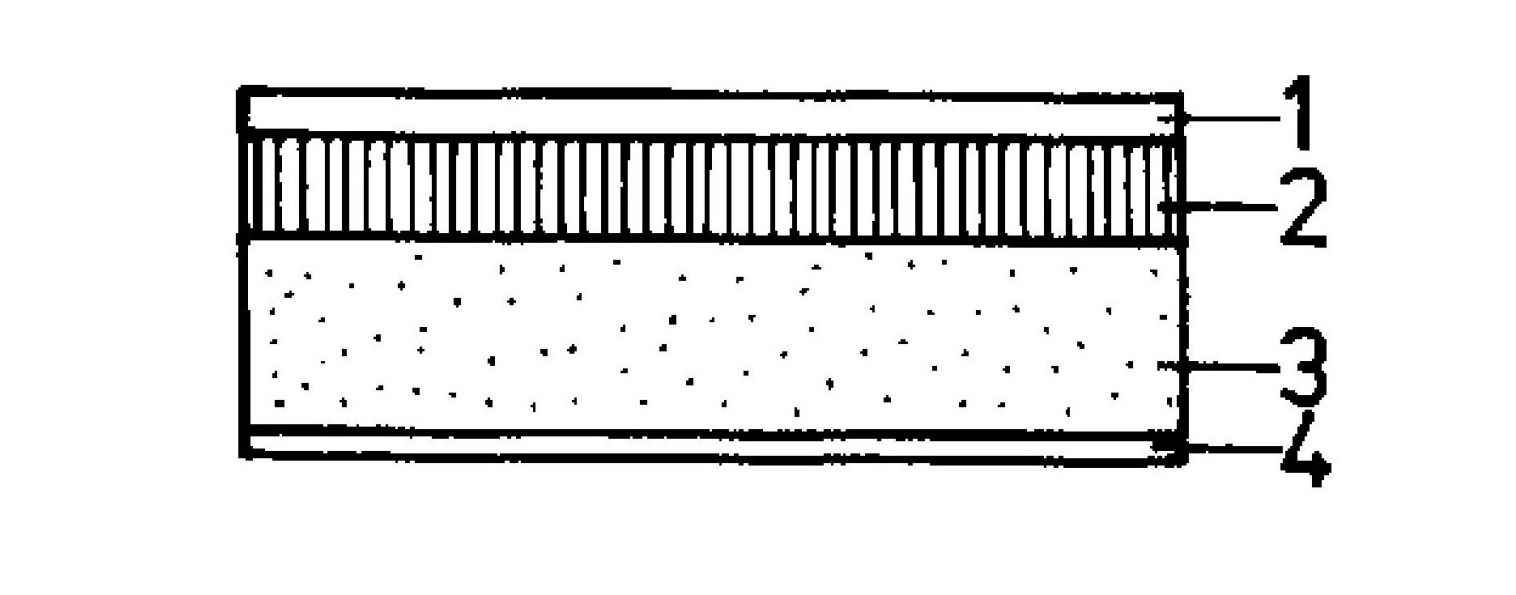
5.1Wcinanie
Częściowe nacięcia głębokości służą do przygotowania arkusza do późniejszego gięcia lub składania. Nacięcie nie przechodzi całkowicie przez materiał, lecz osłabia go wzdłuż linii, umożliwiając precyzyjne i kontrolowane odkształcanie.

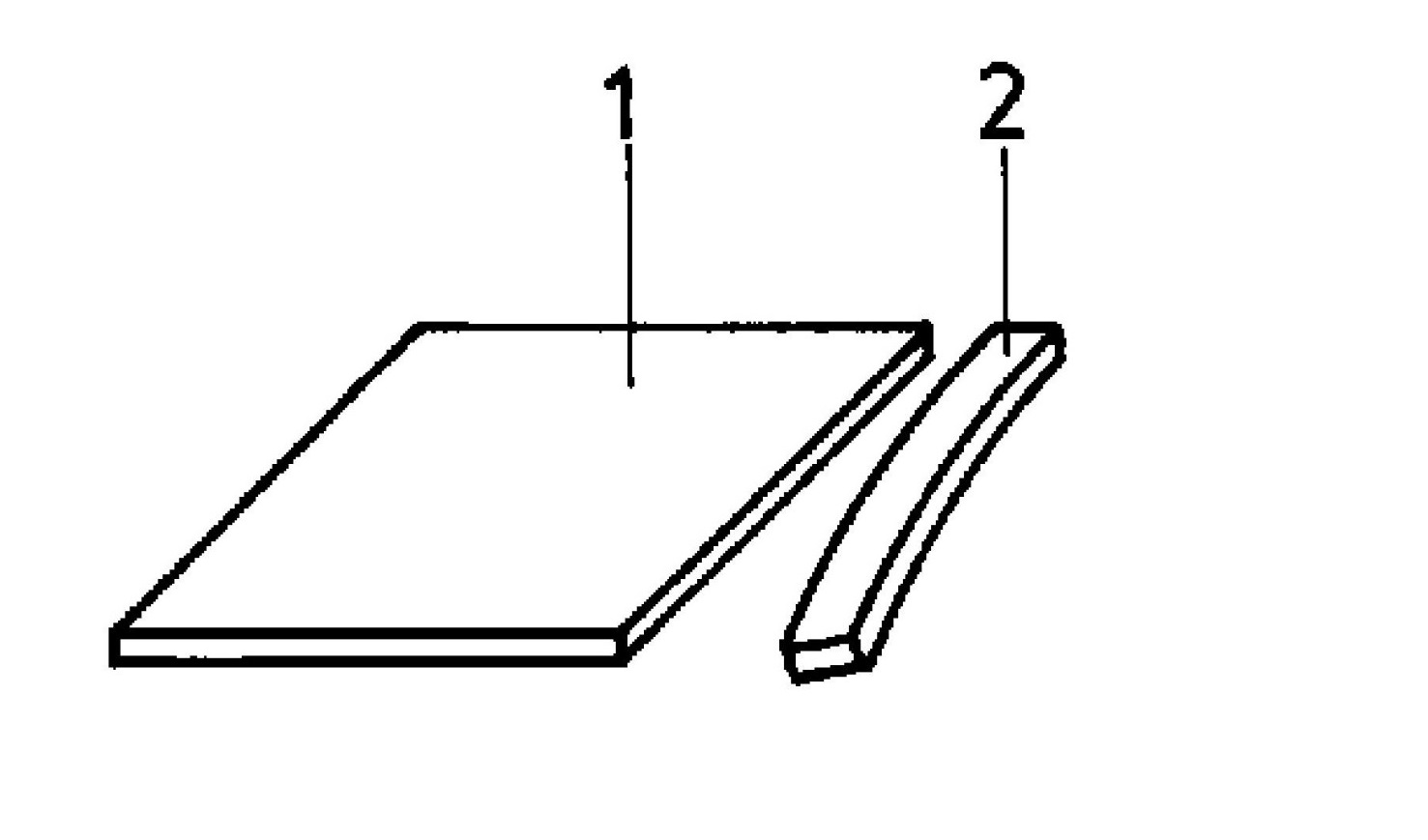
5.2Odcięcie
Całkowite cięcie przelotowe, które dzieli obrabiany przedmiot na dwie części, zazwyczaj w celu usunięcia zbędnego materiału jako odpadu. Jest to podstawowa czynność ścinania wykonywana za pomocą nożyc ręcznych lub maszynowych.
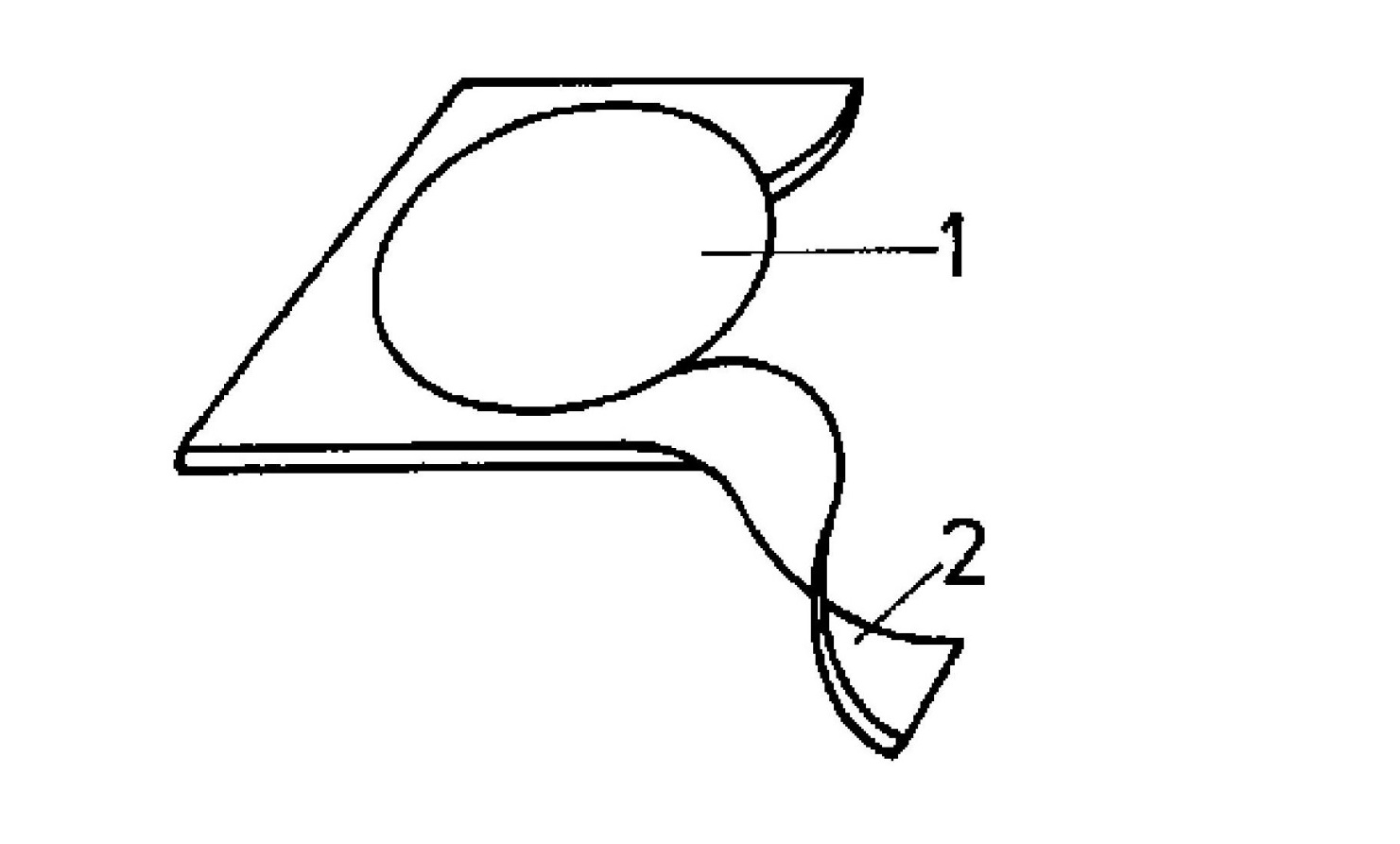
5.3Wycinanie
Technika ta polega na cięciu wzdłuż zamkniętego konturu, takiego jak okrąg lub prostokąt, gdzie część wewnętrzna stanowi pożądany element obrabiany, a część zewnętrzna jest odrzucana. Jest powszechnie stosowana do wydobywania funkcjonalnych kształtów z arkuszy materiału.
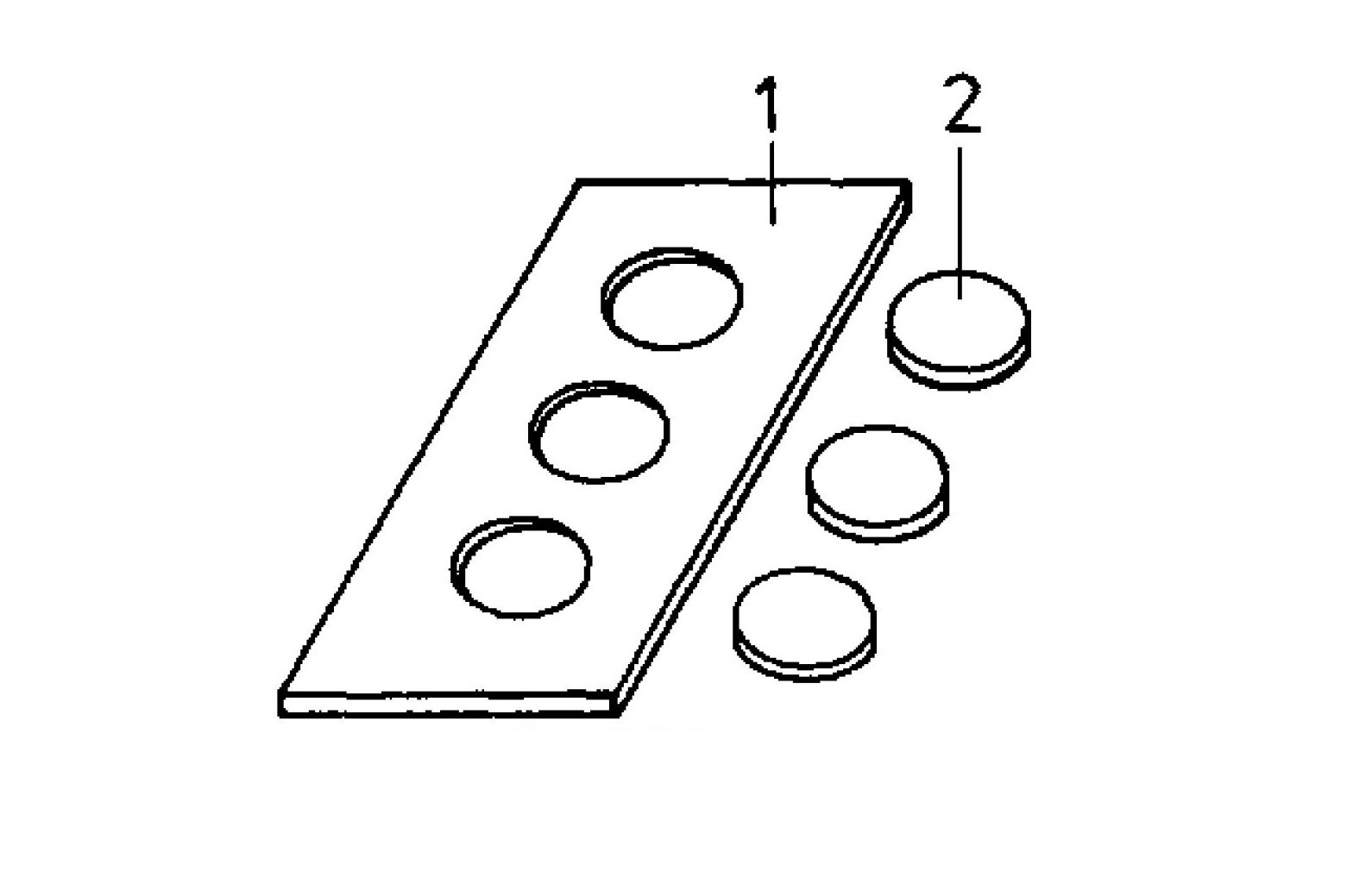
5.4Uderzenie
Podobnie jak wycinanie, wykrawanie również odbywa się po linii zamkniętej. Jednak podczas wykrawania usunięta wewnętrzna część jest traktowana jako odpad, a pozostały otaczający arkusz stanowi właściwy przedmiot obrabiany. Jest to jedna z najczęstszych operacji w przemysłowym przetwarzaniu blach.
5.5Zintegrowane Prasowanie w Nowoczesnej Produkcji
W nowoczesnych procesach produkcyjnych prasy umożliwiają wykonywanie wszystkich powyższych technik cięcia – wcinania, odcinania, wycinania i wykrawania – przy użyciu niestandardowych zestawów stempli i matryc. Maszyny te są powszechnie stosowane w tłoczeniu progresywnym. prasy hydrauliczne, I Prasy ramowe typu C stosowane w produkcji masowej.
Maszyny prasowe oferują:
- Wysoka powtarzalność i spójność
- Skrócone czasy cykli
- Złożone, wieloetapowe cięcie w jednym pociągnięciu
- Integracja z systemami żywienia i automatyzacji
Integracja ta uczyniła z nich niezbędne narzędzia w takich sektorach jak motoryzacja, produkcja sprzętu AGD i elektroniki.
6.0Procedury operacyjne: wykonywanie zadań strzyżenia
6.1Wcinanie nożyczkami blaszanymi
- Dokładnie oznacz arkusz
- Rozchyl szczęki pod kątem ok. 15°, wyrównaj je z linią
- Częściowo zamknij nacięcie, unikając rozdarcia
- Postęp krok po kroku do pełnej długości
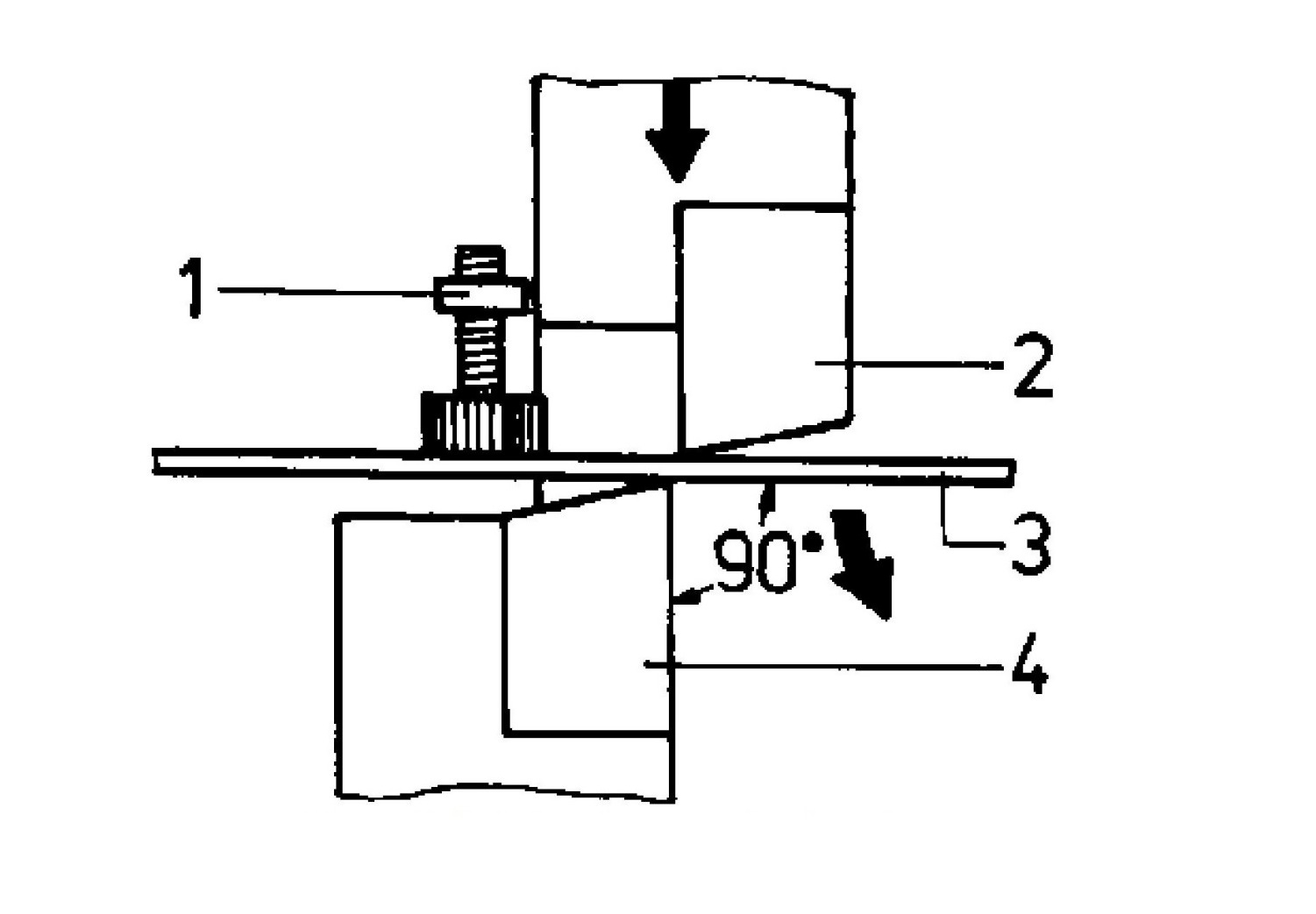
6.2Odcinanie nożycami dźwigniowymi
- Zaznacz i wyrównaj arkusz
- W razie potrzeby wyreguluj prześwit ostrza
- Załącz drążek dociskowy i odblokuj dźwignię
- Płynnie opuszczaj ostrze, unikaj pełnego skoku, aby zapobiec pękaniu
- Po przecięciu zablokuj dźwignię i usuń odpad
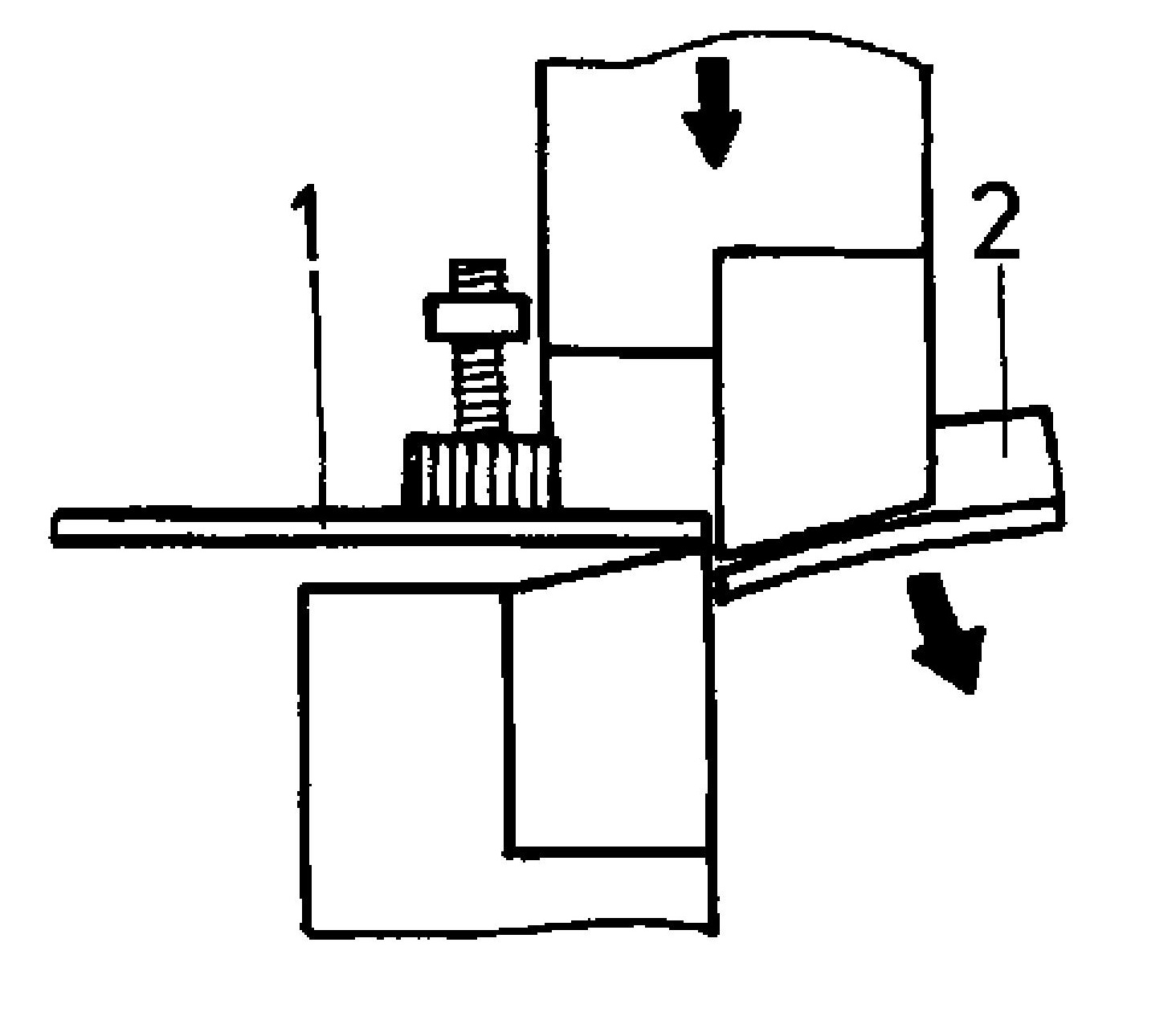
Zawsze umieszczaj stronę przeznaczoną do złomu po prawej stronie linii wzroku.
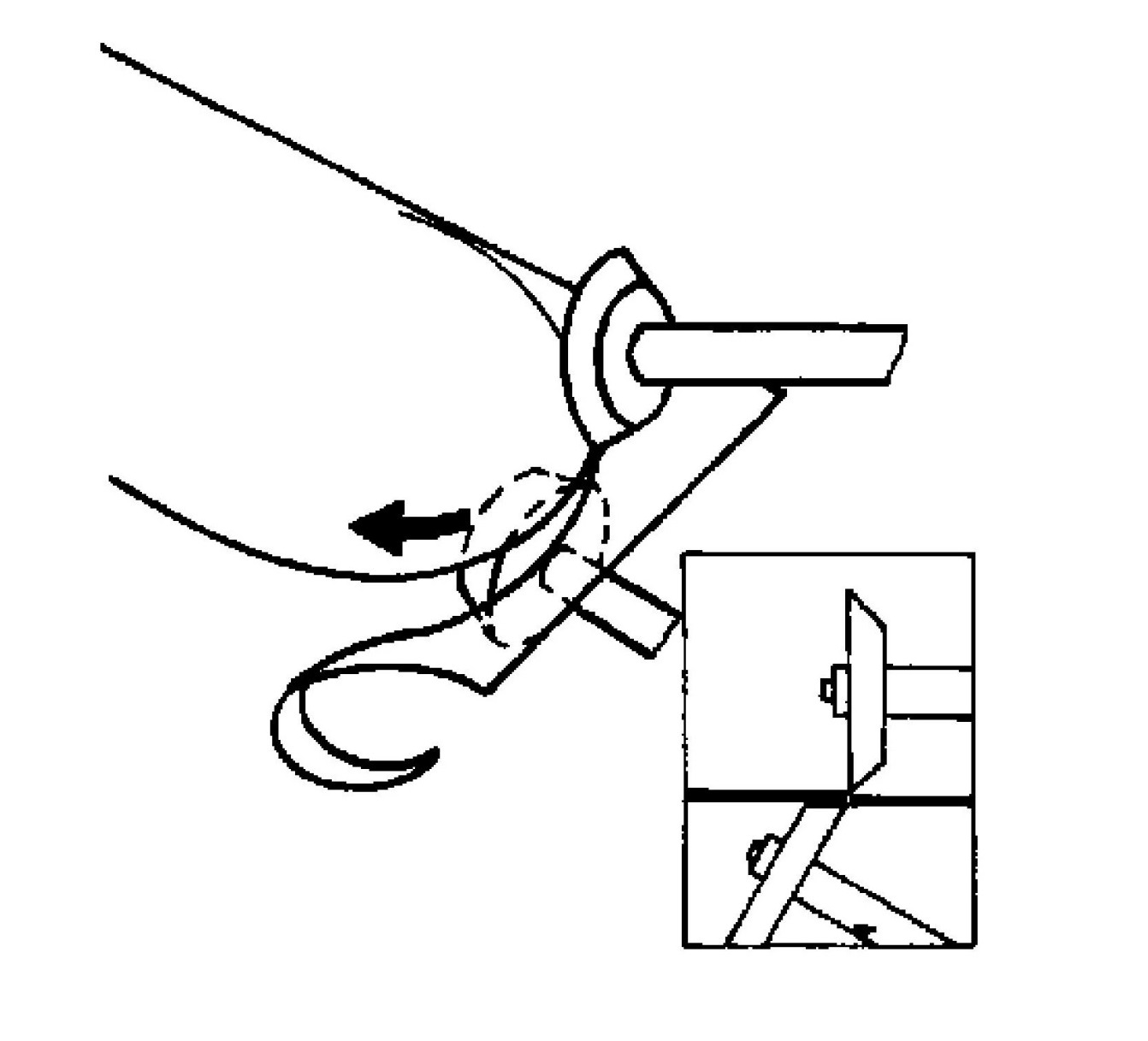
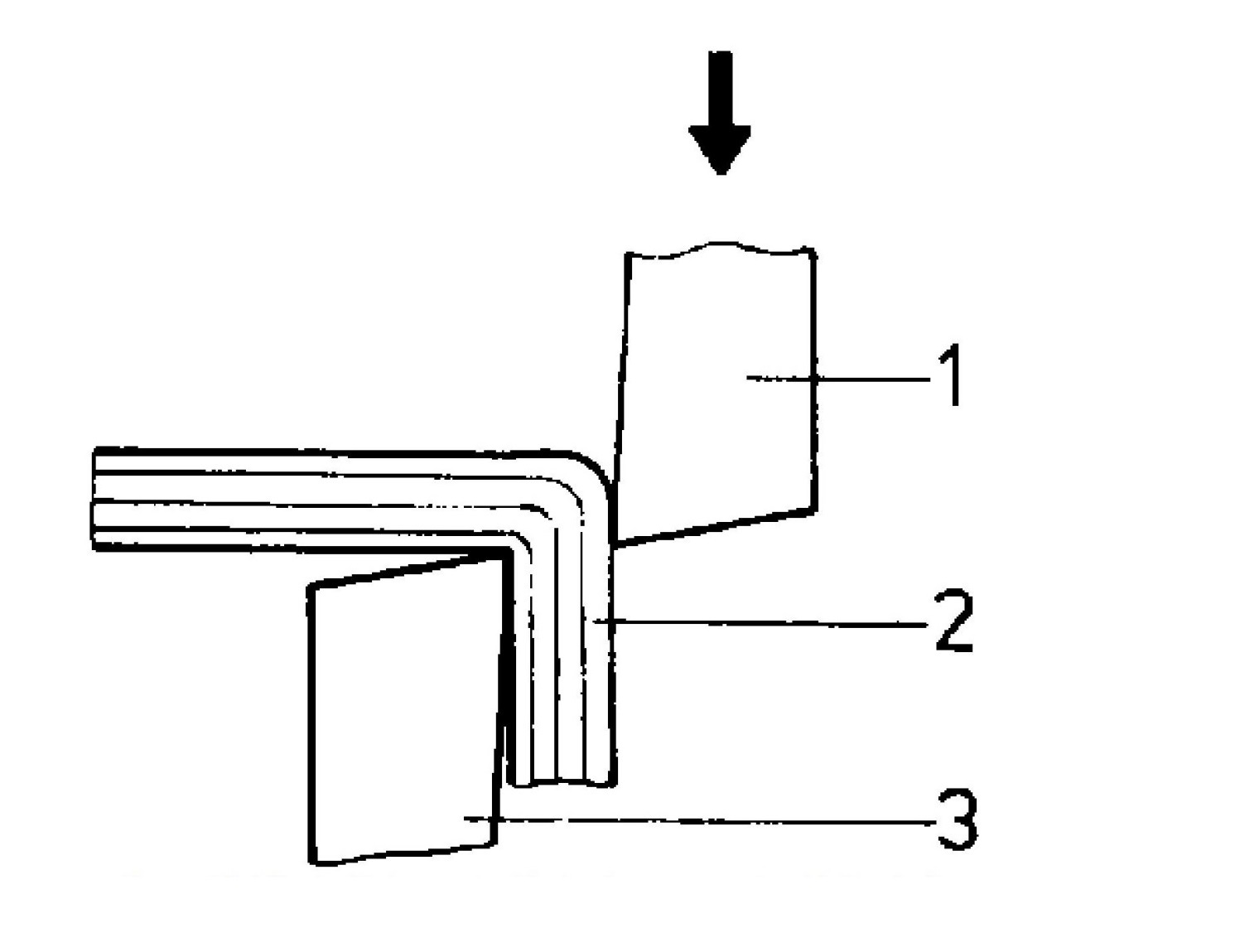
6.3Cięcie kątowników nożycami dźwigniowymi
- Zaznacz wewnętrzną powierzchnię
- Włóż uchwyt ostrza do wyprofilowanej sekcji
- Dostosuj się do najnowocześniejszych rozwiązań
- Odblokuj i pociągnij dźwignię w dół siłą
- Natychmiast wyrzuć odpady

7.0Wytyczne bezpieczeństwa dla operacji strzyżenia
- Podczas pracy z blachą należy nosić rękawice.
- Trzymaj ręce z dala od obszaru ostrza
- Używaj wyłącznie narzędzi o właściwej konserwacji
- Po przecięciu zabezpiecz dźwignie ręczne
- Do profili konstrukcyjnych należy używać noży sekcyjnych
- Postępuj zgodnie ze wszystkimi instrukcjami producenta sprzętu
- Natychmiast pozbądź się zgiętych lub ostrych przedmiotów, aby uniknąć obrażeń
8.0Często zadawane pytania
Co się stanie, jeśli prześwit między ostrzami będzie zbyt duży?
Słaba jakość powierzchni, zadziory i gięcie blachy.
Dlaczego kąt klina ostrza jest tak duży?
Aby zapewnić stabilność i trwałość krawędzi tnącej.
Jaka jest różnica pomiędzy wycinaniem a dziurkowaniem?
Podczas wycinania wewnętrzna część zostaje zachowana, podczas dziurkowania staje się ona odpadem.
Dlaczego kąt natarcia 15° jest ważny?
Obniża wymaganą siłę cięcia i poprawia jakość cięcia.
Dlaczego przekroje konstrukcyjne należy ciąć nożami do cięcia?
Płaskie ostrza mogą się wyszczerbić lub złamać podczas cięcia litych elementów.
9.0Wniosek
Nożyce to szybka, wydajna i niezawodna metoda obróbki blach i profili stalowych. Znajomość doboru narzędzi, regulacji maszyn i procedur bezpieczeństwa gwarantuje wysoką jakość rezultatów i minimalizuje ryzyko w obróbce metali.




