

1.0Czym jest blacha w zwojach i jak się ją stosuje?
Blacha w rolkach jest produkowana w różnych szerokościach i grubościach. Zazwyczaj jest zwijana w zwoje, co ułatwia jej transport, transport i dalszą obróbkę. Obróbka blachy w zwojach odbywa się na kilka sposobów:
- Można go pociąć na kilka pojedynczych zwojów o mniejszej szerokości
- Można go pociąć na prostokątne lub nieregularne kształty w celu dalszej obróbki
- Można go podawać bezpośrednio do prasy tłoczącej lub innych maszyn do produkcji części

2.0Czym jest cięcie wzdłużne cewek?
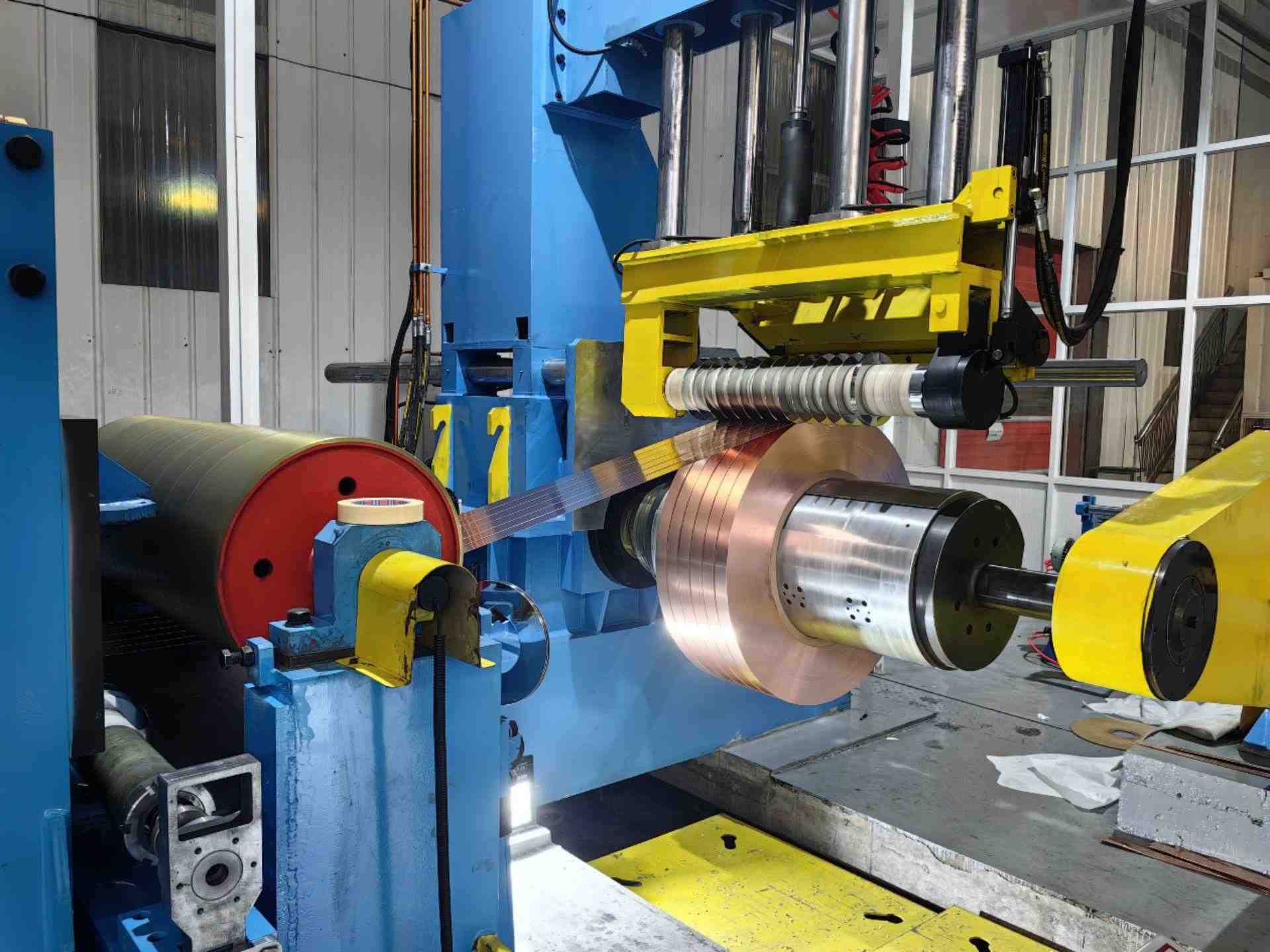
Cięcie wzdłużne to proces ścinania, w którym szerokość zwoju oryginalnego, czyli matrycy, jest zmniejszana do wielu węższych zwojów. Cięciu można poddawać szeroki zakres materiałów o różnych grubościach, od cienkich folii po grube płyty. Zazwyczaj zewnętrzne krawędzie zwoju matrycy są przycinane. Pozwala to uzyskać precyzyjne cięcie pasowe, stanowiące punkt odniesienia dla kolejnych cięć.
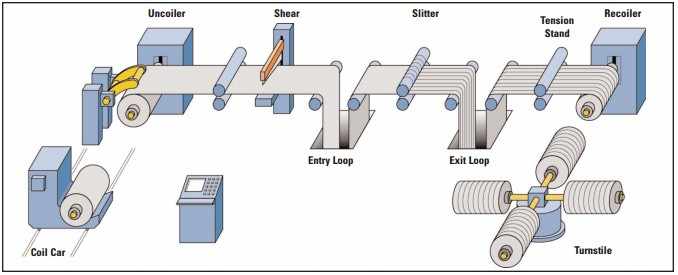
Cięcie wzdłużne wykonuje się na liniach tnących, które składają się z czterech podstawowych urządzeń:
- Rozwijarka lub maszyna do rozwijania, mocno chwyta zwój główny na jego wewnętrznej średnicy za pomocą rozprężnego trzpienia. Zwój jest podawany do maszyny poprzez obrót lub popychanie trzpienia.
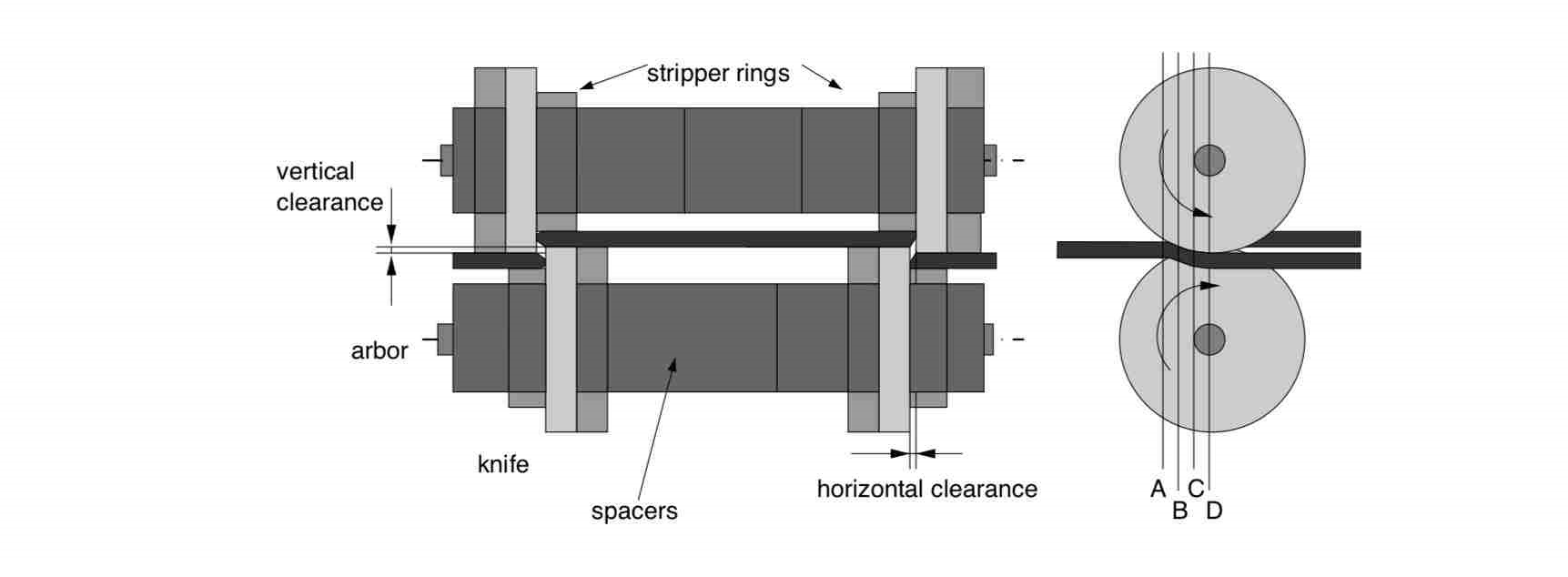
- Krajalnica Składa się z dwóch równoległych trzpieni z obrotowymi nożami tnącymi. Noże te częściowo penetrują materiał zwojowy, powodując pęknięcie lub złamanie po obu jego stronach, rozdzielając materiał.
- Urządzenie napinające jest umieszczany pomiędzy urządzeniem do cięcia a kolejnym nawijakiem. Urządzenie napinające jest niezbędne, ponieważ zwój główny ma wypukłą lub większą średnicę w środku szerokości niż na krawędziach. Bez urządzenia napinającego, materiał cięty ze środka zwoju głównego nabierałby szybciej, podczas gdy zewnętrzne paski zwisałyby luźno.
- Odrzutnik, który nawija nacięte zwoje na napędzany, rozsuwany trzpień. Trzpień nawijacza jest wyposażony w tarcze rozdzielające, które zapobiegają przeplataniu się węższych zwojów.
Dodatkowe wyposażenie linii do cięcia wzdłużnego może obejmować:
- Maszyny do utylizacji złomu
- Sprzęt do kondycjonowania krawędzi
- Urządzenia pakujące
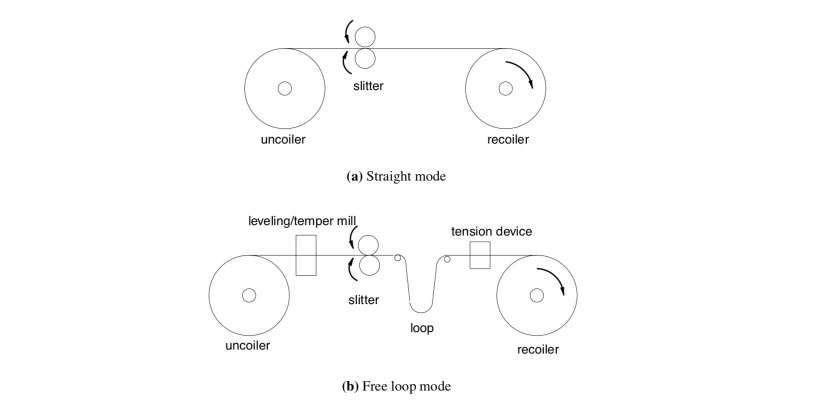
Istnieją dwa podstawowe typy linie do cięcia wzdłużnego:
- Linia do cięcia wzdłużnego
- Linia do cięcia pętli
3.0Jakie są rodzaje linii do cięcia wzdłużnego kręgów?
NA linie do cięcia przelotowego, odwijak zapewnia moc, aby wyciągnąć materiał w kręgu z rozwijarki, przepuścić go przez maszynę do cięcia wzdłużnego i odwinąć przetworzone paski.
W linie do cięcia pętelkowegoW linii znajduje się zagłębienie. Przetworzone paski zwoju są wprowadzane do zagłębienia, co pomaga w kompensacji różnicy długości pasów w rozciętych zwojach. Urządzenie do cięcia wzdłużnego zazwyczaj zapewnia moc zarówno do rozwijania, jak i cięcia materiału, natomiast nawijarka zapewnia moc do przewijania materiału.


4.0Czym jest zaślepianie cewek?
Średnie i duże elementy z blachy produkowane są z ułożonych w stosy wykrojów podawanych do prasy tłoczącej. Wykroje te powstają z materiału w zwojach przy użyciu: linie do cięcia na wymiar Lub prasy do wykrawania.
- Kluczowe dla dalszego przetwarzania jest konieczność spłaszczyć naturalnie występującą krzywiznęlub ustawić głównego materiału zwojowego. Aby to osiągnąć, zwinięty materiał jest podawany przez prostownica lub prostownicaPodczas przesuwania blachy przez prostownicę lub prostownicę, ulega ona wygięciu pomiędzy przeciwległymi, regulowanymi rolkami. To wygięcie powoduje spłaszczenie materiału.
- Prostownice wyjmij tylko zestaw cewek
- Niwelatory wyjmij zestaw cewek i napraw typowe usterki, takie jak:
- Faliste krawędziegdzie zewnętrzne krawędzie paska są dłuższe niż krawędzie środkowe paska
- Wyboczenie środkowe(metoda „puszkowania oleju”), w której środek paska jest dłuższy od krawędzi
Po wyprostowaniu i wypoziomowaniu, wykroje są cięte na wymiar. Najczęściej wykonuje się to za pomocą:
- Stacjonarne ścinanie Lub linie cięte na wymiar w kształcie pętligdzie cewka jest zatrzymywana podczas ścinania
- Linie do cięcia na wymiar z wykorzystaniem nożyc latającychgdzie nożyce przemieszczają się i tną materiał cewki w ciągłym ruchu
Wykroje o regularnych kształtach powstają w procesie bezpośredniego ścinania, podczas gdy złożone i nieregularne kształty są produkowane z prasy do wykrawania, który może być mimośrodowy lub hydrauliczny o dużej prędkości, z maksymalnie 80 suwami na minutę. Otwory i szczeliny mogą być również wytwarzane w trakcie podstawowej operacji wykrawania.
5.0Czym są linie przetwarzania kręgów?
Obróbka zwojów znacząco zwiększa wydajność operacji tłoczenia blach, jak również innych linii przetwórczych, takich jak: walcowanie I produkcja kanałów wentylacyjnychPonieważ cewka jest stale zasilana w systemie, produkcja jest nieprzerwana.
Ponadto linie przetwarzania cewek mogą wyeliminować potrzebę stosowania oddzielnych pras wykrawających i zmniejszyć wymagania dotyczące przechowywania i obsługi.
Podstawowe elementy linii do obróbki cewek obejmują:
- A rozwijarka, prostownica i podajnik jednostka łącząca w sobie rozwijanie zwojów, spłaszczanie i podawanie materiału w ramach jednego zintegrowanego systemu.
- Sprzęt do prostowania lub poziomowania aby upewnić się, że cewka jest płaska.
- Automatyczne mechanizmy podawania materiału w kręgach, takie jak suwak, rolka lub chwytak maszyny podające, służą do przesuwania blachy w zwojach do prasy lub systemu cięcia wzdłużnego
- niezależnie zasilane rolki podające napędzane cyfrowo sterowanymi serwomotorami.
6.0Jak spawa się cewki w celu ciągłego przetwarzania?
Każda produkcja kręgów generuje pewną ilość złomu. W niektórych przypadkach przetwarzanie złomu może być funkcją wykrojnik Najczęściej złom jest przetwarzany przez oddzielne mechanizmy, co może być uruchamiany za pomocą nacisku Lub niezależnie zasilany.
Dla operacje cewek o dużej wydajności, potrzebny jest ciągły i nieprzerwany przepływ materiału w kręgach. Aby to osiągnąć, stacje spawalnicze typu „cewka do cewki” są umieszczone tak, aby przednia krawędź nowej cewki mogła zostać przyspawana do tylnej krawędzi poprzedniej cewki, eliminując konieczność wkręcania nowej cewki do linii.
Aby ułatwić spawanie, akumulator cewkowy lub paskowy służy do utrzymania wystarczającej ilości cewki, aby utrzymać linię w ruchu podczas spawania.
WniosekLinie do obróbki blach w kręgach oferują zoptymalizowaną, wydajną i skalowalną metodę obróbki blachy w przemysłowych środowiskach produkcyjnych. Od cięcia wzdłużnego i wykrawania, po systemy spawania i podawania, każda część odgrywa kluczową rolę w zapewnieniu maksymalnej wydajności i precyzji.
7.0Często zadawane pytania (FAQ)
P1: Jaka jest różnica pomiędzy cięciem wzdłużnym a wycinaniem cewek?
A: Cięcie wzdłużne kręgów polega na cięciu szerokiego kręgu głównego na kilka węższych kręgów, natomiast wykrawanie kręgów polega na cięciu materiału na pojedyncze płaskie wykroje lub kształty do tłoczenia. Cięcie wzdłużne polega na zmniejszaniu szerokości, a wykrawanie – na wytwarzaniu elementów o określonych rozmiarach.
P2: Dlaczego poziomowanie jest ważne w obróbce cewek?
A: Poziomowanie usuwa nagromadzenie zwojów i koryguje wady kształtu, takie jak faliste krawędzie czy wyboczenie w środku. Dzięki temu materiał leży płasko, co jest kluczowe dla precyzyjnego tłoczenia i formowania.
P3: Jakie są zalety stosowania linii do przetwarzania cewek?
A: Linie do obróbki blachy w kręgach zwiększają wydajność produkcji, umożliwiając ciągłe podawanie, redukując ilość odpadów materiałowych, minimalizując ręczną obsługę oraz integrując cięcie, poziomowanie i podawanie w jednym usprawnionym systemie.
P4: Jakie rodzaje materiałów można przetwarzać na liniach do cięcia wzdłużnego?
A: Linie do cięcia wzdłużnego mogą obsługiwać szeroką gamę materiałów, w tym aluminium, stal nierdzewną, stal węglową, miedź i metale powlekane, od cienkich folii po grube blachy.
P5: Czy można przetwarzać cewki bez zatrzymywania linii?
O: Tak. Zastosowanie stanowiska do spawania kręgów i akumulatora pozwala na łączenie nowych kręgów bez zatrzymywania linii, co zapewnia ciągłą i nieprzerwaną produkcję.




