

- 1.0Zrozumienie nośności na ścinanie w oparciu o normy dotyczące stali miękkiej
- 2.0Kluczowe czynniki wpływające na siłę ścinającą
- 3.0Rola kąta natarcia w ścinaniu metalu
- 4.0Jak właściwości materiału wpływają na wydajność ścinania
- 5.0Siła ścinająca i grubość metalu: jaki jest związek?
- 6.0Minimalna grubość ścinania według typu maszyny
- 7.0Dlaczego odstęp między nożami ma znaczenie podczas cięcia blachy
- 8.0Rodzaje noży tnących i ich zastosowania
- 9.0Podstawowe informacje o zużyciu, kontroli i konserwacji noży
- 10.0Zrozumienie utwardzania podczas ścinania metali
- 11.0Efekty utwardzania przez obróbkę
- 12.0Praktyki, których należy unikać
- 13.0Nożność ścinania a nożowa: jaka jest różnica?
- 14.0Ogólna tabela referencyjna nośności na ścinanie (fragment)
- 15.0Tabela referencyjna wytrzymałości stali na ścinanie
- 16.0Opcjonalne funkcje nożyc, które zwiększają dokładność cięcia
- 17.0Podsumowanie końcowe: Najlepsze praktyki zapewniające bezpieczne i wydajne strzyżenie
Przemysłowy Maszyny do cięcia blach Są niezbędne do precyzyjnego cięcia blach i płyt. Aby zapewnić optymalną wydajność i bezpieczeństwo pracy, kluczowe jest zrozumienie, jak oceniana jest nośność ścinania i jakie czynniki wpływają na wydajność cięcia. Niniejszy przewodnik zawiera kompleksowy przegląd podstawowych informacji na temat siły ścinania, kąta natarcia, doboru noża, właściwości materiałów i najlepszych praktyk konserwacyjnych.


1.0Zrozumienie nośności na ścinanie w oparciu o normy dotyczące stali miękkiej
Wartości wytrzymałości na ścinanie są zazwyczaj oparte na maksymalnej grubości cięcia stali miękkiej przy określonym kącie natarcia. Standardowe właściwości mechaniczne stali miękkiej obejmują:
| Nieruchomość | Wartość |
| Maksymalna wytrzymałość na ścinanie | 50 000 psi |
| Wytrzymałość na rozciąganie (UTS) | 55 000–70 000 psi |
| Granica plastyczności (YS) | 35 000–50 000 psi |
| Wydłużenie (w 2″) | 20–35% |
Uwaga: Podane wartości uwzględniają tolerancje dla typowych przekroczeń grubości. Na przykład, blacha o grubości 0,250 cala może być w rzeczywistości nawet o 0,030 cala grubsza i nadal mieścić się w zakresie nominalnej wytrzymałości.
2.0Kluczowe czynniki wpływające na siłę ścinającą
Siła ścinająca musi być większa niż siła wymagana do przecięcia materiału. Główne czynniki wpływające to:
- Wytrzymałość materiału na ścinanie
- Kąt natarcia i grubość materiału
- Ciągliwość i umocnienie przez zgniot
- Stan i czystość noża
- Głębokość oparcia i systemy podparcia
3.0Rola kąta natarcia w ścinaniu metalu
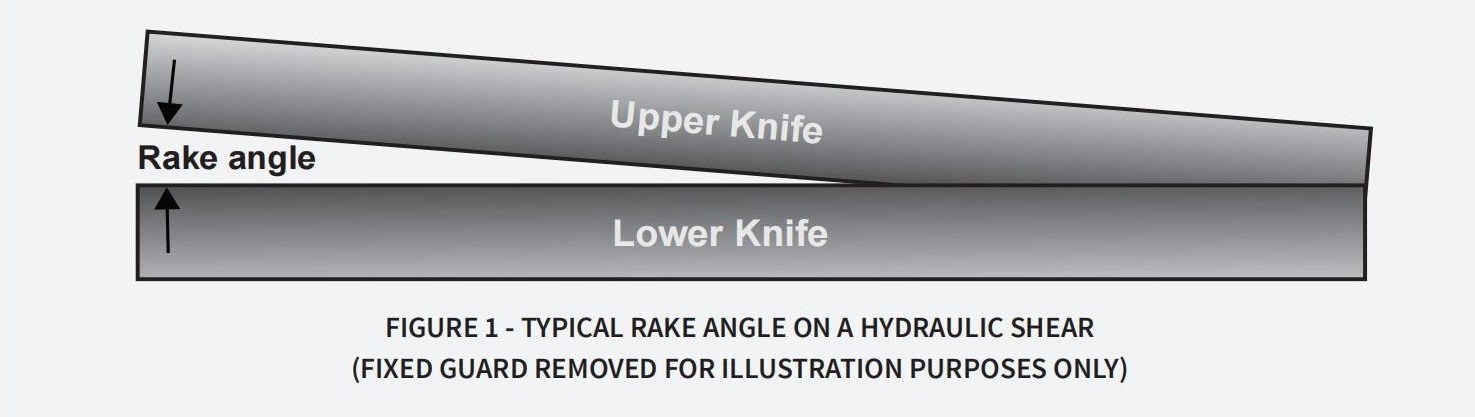
Kąt natarcia to nachylenie między górnym a dolnym ostrzem noża. Ma ono znaczący wpływ na siłę cięcia i zachowanie materiału podczas ścinania:
- A większe grabie kąt zmniejsza wymaganą siłę
- Nadmierny kąt natarcia może powodować odkształcenie części lub dłuższy skok noża
3.1Kąt natarcia w praktyce: redukcja siły i wpływ na jakość:
Jeśli R₂ = 2R₁ → wtedy Siła₂ = ½ Siły₁
Najlepsza praktyka: Stosuj minimalny kąt natarcia, który zapewnia akceptowalną jakość cięcia bez przekraczania limitów maszyny. Większe kąty natarcia są szczególnie korzystne w przypadku stali nierdzewnej i materiałów o wysokiej ciągliwości.
4.0Jak właściwości materiału wpływają na wydajność ścinania
4.1Wytrzymałość materiału i jej wpływ na nośność na ścinanie
Materiały mocniejsze niż stal miękka (wyższy UTS/YS) wymagają obniżona pojemność.
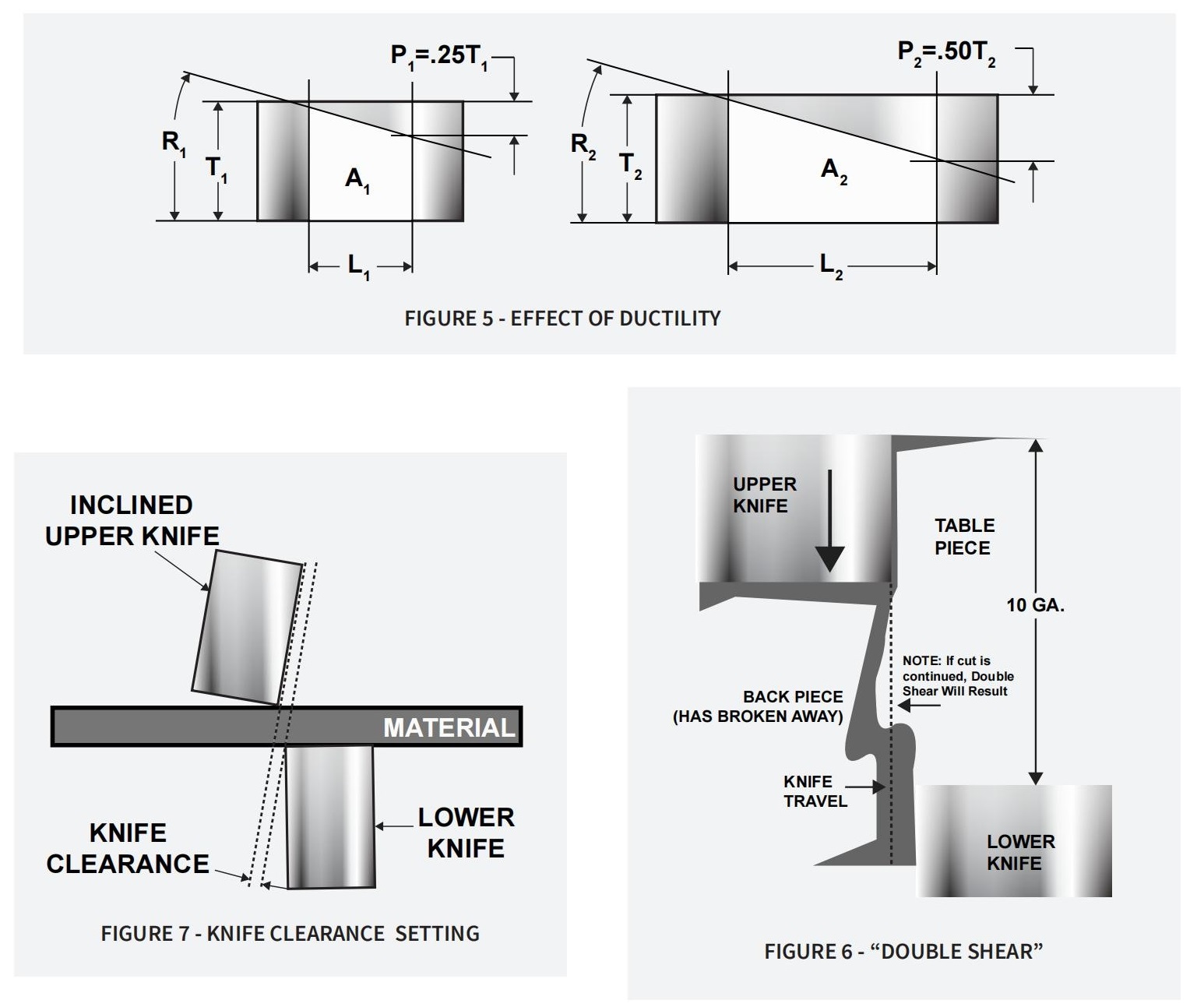
4.2Ciągliwość i penetracja noża podczas cięcia blachy
Materiały o wydłużeniu powyżej 35% mają gorszą wytrzymałość na ścinanie ze względu na głębszą penetrację noża.
Przykłady obejmują:
- Stale węglowe 1006, 1008, a czasami 1010/1012
- ASTM A283 klasy A, A285 klasy A, A570 klasy 30 (gdy wydłużenie przekracza 35%)
5.0Siła ścinająca i grubość metalu: jaki jest związek?
Siła ścinająca rośnie kwadratowo wraz z grubością:
Siła ∝ Grubość²
→ Jeśli T₂ = 2T₁ → Siła₂ = 4 × Siła₁
6.0Minimalna grubość ścinania według typu maszyny
Minimalne limity zależą od prześwitu i ostrości noża. Przykłady:
| Model | Miernik | Cal | mm |
| 375 HS | 26 GA | 0.018″ | 0.45 |
| 500 HS | 22 GA | 0.030″ | 0.76 |
| 750 HS | 20 GA | 0.036″ | 0.91 |
| Seria SE | 16 GA | 0.060″ | 1.52 |
7.0Dlaczego odstęp między nożami ma znaczenie podczas cięcia blachy
Właściwy odstęp między nożami gwarantuje czyste i równe cięcia.
- Za mało: Podwójne ścinanie, zadziory, szybkie zużycie
- Za dużo:Niedokładne cięcia, składanie
7.1Zalecane ustawienia odstępu między nożami w zależności od typu nożyc:
- Nożyce mechaniczne: 7%grubości materiału
- Nożyce hydrauliczne: 7–15%, regulowany za pomocą podkładek stołowych
W przypadku stali nierdzewnej należy zachować minimalny odstęp, aby zapobiec powstawaniu zadziorów i utwardzaniu się materiału.
8.0Rodzaje noży tnących i ich zastosowania
Wybór odpowiedniego materiału noża odporność na zużycie I odporność na wstrząsy.
| Typ | Odporność na zużycie | Odporność na wstrząsy | Idealne zastosowanie |
| A | Najwyższy | Najniższy | Cienka stal miękka/nierdzewna |
| B | Wysoki | Niski | Lekka stal nierdzewna lub aluminium |
| C | Średni | Średni | Cięcie uniwersalne |
| D | Niski | Wysoki | Zastosowania o wysokim wstrząsie |
| mi | Najniższy | Najwyższy | Materiały ścierne, kruche lub odporne na uderzenia |
| S | Umiarkowany | Bardzo wysoki | Stal nierdzewna, Inconel, Hastelloy, stopy ciągliwe |
Do częstego cięcia stali nierdzewnej (szczególnie przy zastosowaniu >50%) zaleca się typ S.
W przypadku stali nierdzewnej o małej grubości (≤10 GA) wystarczający może być typ A.
9.0Podstawowe informacje o zużyciu, kontroli i konserwacji noży
Tępe lub uszkodzone noże zwiększają siłę cięcia i mogą uszkodzić maszyny.
9.1Typowe wskaźniki zużycia noży
- Bańki
- Jasne strefy (oznaczają podwójne ścinanie)
- Słabe wykończenie krawędzi
9.2Czynniki przyspieszające zużycie noża:
- Materiały cięte płomieniowo lub hartowane
- Arkusze wzorzyste (np. blacha ryflowana)
- Niewłaściwy prześwit
- Materiały tnące >300 BHN
9.3Wpływ głębokości tylnej części na siłę ścinającą:
- Regularnie obracaj i ostrz noże
- Monitoruj zużycie w pobliżu kwadratowych ramion
- Unikaj cięcia płyt AR >360 BHN

10.0Zrozumienie utwardzania podczas ścinania metali
Głębokość tylnej części to odległość od ostrza do tylnej krawędzi materiału:
- Większa głębokość → wymagana większa siła
- Do podtrzymywania ciężkich lub ciągliwych materiałów należy używać stołów pneumatycznych lub ramion narożnych.
11.0Efekty utwardzania przez obróbkę
Materiały utwardzane przez zgniot, takie jak stal nierdzewna i stopy niklu, wymagają większej siły ścinania ze względu na zwiększoną twardość powierzchni. Aby temu zapobiec, należy używać noży o wysokiej odporności na wstrząsy i odpowiednich ustawieniach kąta natarcia.
12.0Praktyki, których należy unikać
| Praktyka | Ryzyko |
| Przycinanie < 0,125″ | Zwiększone obciążenie, uwięzienie materiału |
| Duży prześwit noża na cienkich arkuszach | Wycieranie zamiast czystych ran |
| Cięcie wielowarstwowe | Słaba jakość cięcia, przeciążenie maszyny |
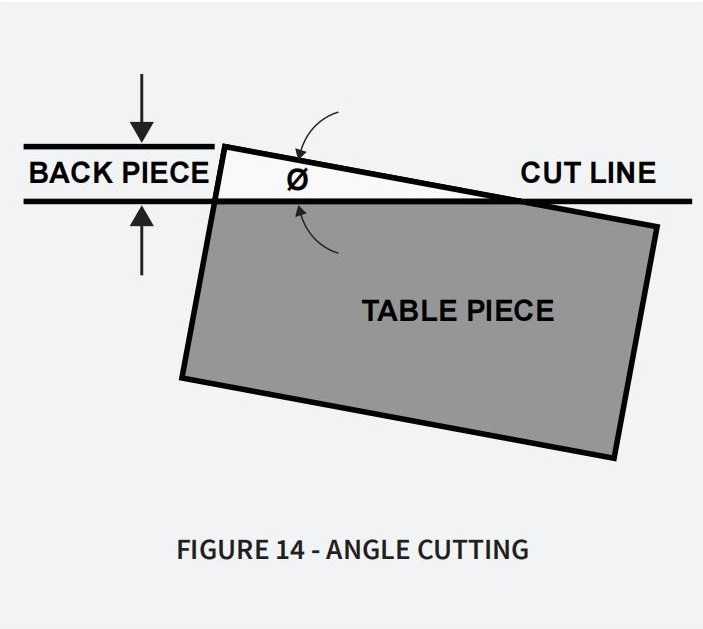
| Cięcia kątowe < 20° | Odłamki, ścinanie |
13.0Nożność ścinania a nożowa: jaka jest różnica?
Zrozumienie tej różnicy zapobiega przedwczesnym awariom:
| Parametr | Rządzi | Zależy od |
| Nośność ścinania | Maszyna | Grubość² × Wytrzymałość na ścinanie × Kąt natarcia |
| Pojemność noża | Materiał noża | Grubość × Wytrzymałość na ścinanie (niezależnie od kąta nachylenia) |
Modele hydrauliczne często posiadają zabezpieczenie przed przeciążeniem. Jednak zacięcie się silnika zwiększa zużycie noża.
14.0Ogólna tabela referencyjna nośności na ścinanie (fragment)
| Klasa ASTM | Wytrzymałość na rozciąganie (ksi) | Granica plastyczności (ksi) | Minimalne wydłużenie (% na 2 cale) | Oceniono grubość stali miękkiej | Maksymalna pojemność równoważna (cale) |
|---|---|---|---|---|---|
| A36 | 58–80 | 36–51 | 23 | 0,188″ (ok. 7 GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| A514 | 110–130 | ≥110 | 18 | 0,188″ (ok. 7 GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 Klasa 50 | ≥65 | ≥50 | 21 | 0,188″ (ok. 5 GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
Uwagi dotyczące użytkowania:
Niniejsza tabela ma na celu umożliwienie oszacowania maksymalnej grubości ścinania dla różnych gatunków stali ASTM w maszynach do cięcia metalu, w tym nożycach hydraulicznych, nożycach mechanicznych i systemach cięcia sterowanych numerycznie (CNC).
„Maksymalna nośność równoważna” odzwierciedla typową wartość ścinania w oparciu o stal miękką jako materiał bazowy.
14.1Przykład:
- 250″ A572 gatunek 65→ Wymagane jest ścinanie o wytrzymałości na ścinanie 0,375″ stal miękka
- T-1 (ASTM A514)na Nożyce 750″ → Maksymalna pojemność: 0.625″
15.0Tabela referencyjna wytrzymałości stali na ścinanie
| Gatunek stali | Wytrzymałość na rozciąganie (ksi) | Granica plastyczności (ksi) | Min. wydłużenie (%) | 12 GA (0,1046 cala) | 10 GA (0,1345 cala) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS Typ A/B/C | NS | 20–40 | 30 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 DDS | NS | 17–29 | 38 | 14 GA | 12 GA | 10 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 SS klasy 40 | 52 MIN | 40 MIN | 20 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS klasa 50 kl. 1 | 65 MIN | 50 MIN | 20 | 13 GA | 11 GA | 8 GA | 5 GA | – | – | – | – | – | – | – |
| A1011 SS klasy 36 typ 2 | 58–80 | 36–51 | 21 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS klasa 70 kl. 1 | 85 MIN | 70 MIN | 14 | 14 GA | 12 GA | 9 GA | 7 GA | – | – | – | – | – | – | – |
| A1011 HSLAS-F Klasa 80 | 90 MIN | 80 MIN | 18 | 14 GA | 12 GA | 10 GA | 7 GA | 0.281 | 0.375 | 0.500 | – | – | – | – |
Notatki:
W tabeli podano ogólne wytyczne dotyczące szacunkowej grubości ścinanej na podstawie właściwości mechanicznych materiału.
Podane wartości są nominalne i należy je sprawdzić, sprawdzając ich nośność i konfigurację ostrza konkretnej maszyny tnącej.
Odniesienia GA (wzorców) są przybliżone i mogą się różnić w zależności od normy (np. amerykański wzorzec stali w porównaniu ze specyfikacją producenta).
Na wydajność cięcia wpływa kąt natarcia, luz ostrza, stan ostrza i twardość materiału.
16.0Opcjonalne funkcje nożyc, które zwiększają dokładność cięcia
- Podkładki do stołów zamkniętych do szybkiej regulacji odstępu między nożami
- Prześwit noża elektrycznego(modele automatyczne)
- Arkusz pneumatyczny wspiera do obsługi dużych lub elastycznych materiałów
- Tylny róg wspiera aby zapobiec odkształceniom grubego lub ciągliwego materiału
17.0Podsumowanie końcowe: Najlepsze praktyki zapewniające bezpieczne i wydajne strzyżenie
- Zacznij od maksymalnego kąta natarcia, a następnie zmniejsz go w zależności od jakości cięcia
- Zawsze dobieraj rodzaj noża do materiału i grubości
- Monitoruj zużycie, utrzymuj odstęp i regularnie wymieniaj noże
- Nigdy nie przekraczaj znamionowej nośności nożyc lub noży
Stosując te zasady i rozumiejąc prawa fizyki stojące za strzyżeniem, operatorzy mogą zapewnić bezpieczną, precyzyjną i długotrwałą pracę swojego sprzętu tnącego.




