

- 1.0Typowe technologie walcowania pierścieni łożyskowych
- 2.0Rozwój i zastosowanie technologii precyzyjnego walcowania pierścieni w produkcji pierścieni łożyskowych
- 2.1Precyzyjna technologia walcowania pierścieni na zimno dla małych i średnich pierścieni łożyskowych
- 2.2Precyzyjna technologia walcowania pierścieni promieniowych na gorąco do specjalistycznych pierścieni łożyskowych o dużych rozmiarach
- 2.3Precyzyjna technologia walcowania pierścieni promieniowo-osiowych na gorąco dla pierścieni łożyskowych o bardzo dużych rozmiarach
- 3.0Trendy rozwoju technologii precyzyjnego walcowania pierścieni w produkcji pierścieni łożyskowych
- 4.0Wniosek
- 5.0Często zadawane pytania (FAQ)
Łożyska o wysokiej wydajności są szeroko stosowane w kluczowych sektorach przemysłu, takich jak motoryzacja, precyzyjne obrabiarki i energetyka wiatrowa. Precyzyjne walcowanie pierścieni, zaawansowana technologia formowania obrotowego, jest stosowane w produkcji bezszwowych pierścieni łożyskowych, wydłużając tym samym ogólną żywotność łożysk.
W tym artykule opisano trzy precyzyjne metody walcowania pierścieni przeznaczone do łożysk o różnych zakresach rozmiarów:
- Walcowanie pierścieni na zimno:Stosowany do produkcji łożysk małych rozmiarów.
- Walcowanie pierścieni promieniowych na gorąco: Nadaje się do łożysk średniej wielkości.
- Gorące walcowanie pierścieni promieniowo-osiowe:Stosowany do łożysk o dużych rozmiarach.
0.1Wstęp
Łożyska to podstawowe elementy mechaniczne odpowiedzialne za przenoszenie obciążeń i przekazywanie mocy, szeroko stosowane w takich branżach jak obrabiarki, motoryzacja, kolejnictwo, przemysł stoczniowy, energetyka i lotnictwo. W zaawansowanych zastosowaniach – takich jak precyzyjne obrabiarki CNC, koleje dużych prędkości, energetyka wiatrowa i silniki lotnicze – łożyska muszą nie tylko osiągać wysoką dokładność wymiarową, ale także zapewniać długą żywotność i niezawodną pracę w trudnych warunkach pracy, takich jak wysoka prędkość, duże obciążenia, wysokie temperatury i siły uderzeniowe. Łożyska te są zazwyczaj definiowane jako łożyska o wysokiej wydajnościPoziom technologiczny łożysk o wysokiej wydajności nie tylko odzwierciedla podstawową wydajność produktów łożyskowych, ale także wskazuje, w pewnym stopniu, na możliwości przemysłowe danego regionu produkcyjnego.
Konstrukcyjnie łożyska zazwyczaj składają się z pierścieni łożyskowych, elementów tocznych i koszyków. Pierścień łożyskowy stanowi podstawowy element fundamentu, odpowiadający za… 60%–70% całkowitej masy i kosztu łożyskaW konsekwencji, precyzja i wydajność pierścieni łożyskowych bezpośrednio wpływają na ogólną jakość łożysk. Tradycyjna metoda produkcji pierścieni łożyskowych – „kucie półfabrykatów + obróbka skrawaniem” – wiąże się z typowymi wadami, takimi jak wysokie zużycie energii, niskie wykorzystanie materiału, niska wydajność produkcji, gruba i nierównomierna mikrostruktura, niepełny przepływ ziarna oraz gorsze właściwości mechaniczne. Ograniczenia te utrudniają spełnienie rygorystycznych wymagań stawianych łożyskom o wysokiej wydajności.
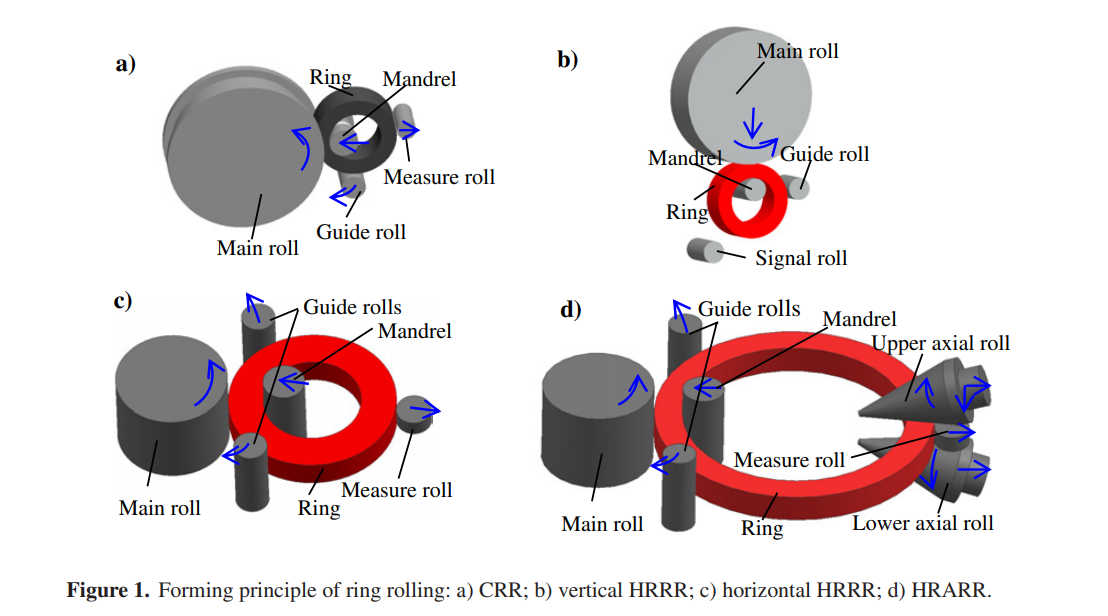
Rysunek 1 – Schematyczny diagram zasad toczenia pierścieni: a) Walcowanie pierścieniowe na zimno (CRR); b) Pionowe walcowanie pierścieniowe na gorąco, promieniowe (HRRR); c) Poziome walcowanie pierścieniowe na gorąco, promieniowe (HRRR); d) Walcowanie pierścieniowe na gorąco, promieniowo-osiowe (HRARR).
Technologia walcowania pierścieni, precyzyjna metoda formowania obrotowego pierścieni bezszwowych, opiera się na zasadzie lokalnego odkształcenia plastycznego napędzanego obrotem rolek w połączeniu z posuwem liniowym. Proces ten umożliwia redukcję grubości ścianek, zwiększenie średnicy i kształtowanie profili pierścieni, ostatecznie uzyskując pożądaną geometrię i właściwości mikrostrukturalne. Zastosowanie walcowania pierścieni w produkcji pierścieni łożyskowych pozwala na redukcję zużycia energii i kosztów materiałów, a jednocześnie poprawia wydajność produkcji i parametry mechaniczne, co przekłada się na wydłużenie żywotności łożysk. Pierścienie łożyskowe walcowane pierścieniowo charakteryzują się gęstszą mikrostrukturą i przepływem ziaren zgodnym z kierunkiem bieżni. Obecnie walcowanie pierścieni jest powszechnie stosowane w produkcji pierścieni łożyskowych, stając się jedną z niezbędnych zaawansowanych technologii formowania łożysk o wysokiej wydajności.
1.0Typowe technologie walcowania pierścieni łożyskowych
1.1Walcowanie pierścieni na zimno (CRR) pierścieni łożyskowych o małych rozmiarach
Walcowanie pierścieni na zimno (CRR) to zaawansowany proces formowania obrotowego, wykonywany w temperaturze pokojowej z użyciem specjalistycznych walcarek CRR. Pod wpływem promieniowego przejścia walcowego pierścień ulega ciągłemu, lokalnemu ściskaniu, co powoduje stopniowe zmniejszanie grubości promieniowej, jednoczesne zwiększanie średnicy i stopniowe formowanie docelowego kształtu przekroju poprzecznego.
Kluczowe elementy walcarki CRR obejmują: system walców głównych, system trzpieni, system prowadzenia, system pomiarowy, ramę maszyny oraz układ napędowo-sterujący. Podczas walcowania walec główny zapewnia aktywny obrót, podczas gdy trzpień przesuwa się liniowo w ustalonym kierunku. Rolki prowadzące dostosowują położenie w miarę rozszerzania się średnicy pierścienia, a rolka pomiarowa stale monitoruje zmiany średnicy. Po osiągnięciu zadanej średnicy proces walcowania zostaje zakończony.
Zakres zastosowania: CRR nadaje się przede wszystkim do produkcji małych pierścieni łożyskowych o średnicy poniżej 250 mm.
1.2Toczenie pierścieni promieniowych na gorąco (HRRR) dla pierścieni łożyskowych średniej wielkości
Walcowanie pierścieni promieniowych na gorąco (HRRR) to precyzyjny proces formowania przeprowadzany w podwyższonych temperaturach z użyciem walcarek HRRR. Podobnie jak CRR, HRRR wykorzystuje promieniowe przejścia walcowe w celu uzyskania miejscowego ściskania, zmniejszenia grubości promieniowej, zwiększenia średnicy i ukształtowania przekroju poprzecznego.
Na podstawie względnego zorientowania osi walców i kierunku poziomego, walcarki HRRR klasyfikuje się na:
- Młyn pionowy HRRR: Osie rolek są równoległe do płaszczyzny poziomej. Podczas walcowania rolka główna wykonuje aktywny obrót połączony z posuwem liniowym, podczas gdy trzpień obraca się pasywnie. Rolka prowadząca znajduje się po stronie wylotowej rolki głównej, a rolka sygnałowa znajduje się naprzeciwko rolki prowadzącej. Walcowanie zatrzymuje się, gdy średnica pierścienia rozszerzy się i zetknie z rolką sygnałową.
- Młyn poziomy HRRR: Osie walców są prostopadłe do płaszczyzny poziomej. Walec główny obraca się aktywnie, podczas gdy trzpień wykonuje posuw liniowy. Dwie rolki prowadzące są symetrycznie rozmieszczone po obu stronach walca głównego, regulując położenie wraz ze wzrostem średnicy. Rolka sygnałowa jest umieszczona naprzeciwko walca głównego, aby monitorować średnicę w czasie rzeczywistym. Walcowanie kończy się po osiągnięciu zadanej średnicy.
Zakres zastosowania: Technologia HRRR jest stosowana głównie do produkcji pierścieni łożyskowych średniej wielkości o średnicach od 50 mm do 1000 mm.
1.3Toczenie pierścieni na gorąco promieniowo-osiowe (HRARR) dla pierścieni łożyskowych o dużych rozmiarach
Walcowanie pierścieni promieniowo-osiowe na gorąco (HRARR) to zaawansowany proces formowania obrotowego, przeprowadzany w wysokich temperaturach z użyciem walcarek HRARR. W przeciwieństwie do walcowania wyłącznie promieniowego, HRARR łączy w sobie walcowanie promieniowe i osiowe, umożliwiając jednoczesną redukcję grubości promieniowej i wysokości osiowej oraz zwiększenie średnicy, ostatecznie formując pożądany profil przekroju poprzecznego.
Kluczowa różnica między walcarkami HRARR a walcarkami poziomymi HRRR polega na dodaniu pary walców osiowych do regulacji wysokości pierścienia. Podczas walcowania górny wałek osiowy wykonuje aktywną rotację połączoną z liniowym posuwem w dół, podczas gdy dolny wałek osiowy Obraca się aktywnie bez podawania. Obie rolki osiowe są zamontowane na ramie osiowej i poruszają się na zewnątrz synchronicznie z rozszerzającą się średnicą pierścienia.
Zakres zastosowania: HRARR stosowany jest przede wszystkim do produkcji dużych pierścieni łożyskowych o średnicy przekraczającej 1000 mm.
2.0Rozwój i zastosowanie technologii precyzyjnego walcowania pierścieni w produkcji pierścieni łożyskowych
Z globalnej perspektywy, niektóre regiony Azji stanowią kluczowe rynki międzynarodowe i bazy produkcyjne łożysk. Rynek łożysk w tym regionie stanowi około 10% całkowitej globalnej, przy zbliżającej się rocznej produkcji 20 miliardów jednostek i roczną wartość produkcji przekraczającą $30 miliardówW odpowiedzi na trendy globalizacji i zrównoważonego rozwoju w sektorze wytwórczym, region ten przechodzi transformację swojego przemysłu łożyskowego z modelu „zorientowanego na skalę” na model „zorientowany na technologię”, stopniowo zwiększając krajowe możliwości produkcji łożysk wysokiej klasy.
W tym kontekście lokalni producenci łożysk, uniwersytety i instytuty badawcze przeprowadziły wspólne badania skupione na niezależne opracowywanie precyzyjnych technologii walcowania pierścieni do produkcji łożysk o wysokiej wydajności. W kluczowych obszarach, takich jak: walcowanie pierścieni na zimno, walcowanie pierścieni promieniowe na gorąco i walcowanie pierścieni promieniowo-osiowe na gorąco, a wyniki zostały już wdrożone w praktyce produkcyjnej.
2.1Precyzyjna technologia walcowania pierścieni na zimno dla małych i średnich pierścieni łożyskowych
Precyzyjny proces walcowania pierścieni na zimno
Opierając się na międzynarodowej technologii półprecyzyjnego walcowania pierścieni na zimno, zespoły badawcze opracowały innowacyjnie precyzyjny proces walcowania pierścieni na zimno Dostosowane do produkcji pierścieni łożyskowych. Podstawowy przebieg procesu wygląda następująco:
Cięcie prętów → Kucie na gorąco półfabrykatów → Obróbka wstępna → Toczenie zgrubne → Precyzyjne walcowanie pierścieni na zimno → Hartowanie → Szlifowanie
Proces ten kładzie nacisk na ścisłą kontrolę dokładności wykroju w celu poprawy jakości formowania, co ostatecznie osiąga pierścienie łożyskowe o kształcie zbliżonym do nettoZalety techniczne tego procesu obejmują:
- Poprawiona dokładność formowania: Geometria pierścienia może osiągnąć stopień 7–8, przy kontrolowanej chropowatości powierzchni Ra 0,8–1,6 μm, co stanowi poprawę o 1–2 stopnie w porównaniu do konwencjonalnego półprecyzyjnego walcowania pierścieni na zimno.
- Zoptymalizowana efektywność wykorzystania zasobów: Bieżnie mogą być formowane bezpośrednio przez walcowanie pierścieni, bez późniejszego toczenia, co skutecznie redukuje ilość odpadów materiałowych i czas obróbki.
- Lepsza wydajność mechaniczna: Bieżnie utworzone w procesie precyzyjnego walcowania pierścieni na zimno zachowują gęste mikrostruktury i ciągłe linie przepływu metalu, zapobiegając degradacji właściwości mechanicznych wywołanej toczeniem.


Rysunek 2. a) Nowa elektromechaniczna precyzyjna frezarka CRR sterowana numerycznie (NC); b) pierścienie łożyskowe obrabiarek i samochodów
Precyzyjny sprzęt do walcowania pierścieni na zimno
Zespoły badawcze niezależnie opracowały nowe precyzyjne walcownie pierścieniowe na zimno CNC, charakteryzujący się innowacją układ napędowo-posuwowy „silnik serwo – reduktor – śruba kulowa o dużej wytrzymałości” który zastępuje tradycyjne hydrauliczne układy serwomechanizmów jako główny mechanizm napędowo-posuwowy. Taka konstrukcja umożliwia precyzyjne podawanie w warunkach obciążenia 50 ton, osiągając dokładność podawania 0,005 mm i dokładność obróbki φ100 ± 0,02 mmprzewyższając wiele porównywalnych międzynarodowych precyzyjnych maszyn do walcowania pierścieni na zimno (typowo φ100 ± 0,1 mm).
Nowa walcownia pierścieniowa na zimno eliminuje ograniczenia tradycyjnych walcowni, które do napędu i podawania wykorzystują głównie siłowniki hydrauliczne, zapewniając stabilne formowanie podczas precyzyjnego walcowania pierścieni na zimno i napędzanie udoskonaleń w projektowaniu konstrukcji młynów i metodach produkcji. W oparciu o tę technologię i sprzęt, firmy osiągnęły masowa produkcja pierścieni łożysk kulkowych, pierścieni łożysk wałeczkowych i pierścieni łożysk przegubowych, z produktami szeroko stosowanymi w wysokowydajne łożyska do obrabiarek i łożyska samochodowei eksportowane do wiodących międzynarodowych producentów łożysk, takich jak SKF, FAG, NSK i TIMKEN.
Kluczowe technologie precyzyjnego walcowania pierścieni na zimno
Podstawowe technologie precyzyjnego walcowania na zimno pierścieni łożyskowych o wysokiej wydajności obejmują:
- Wysokoplastyczna obróbka wstępna do odkształcania na zimno stali łożyskowej w temperaturze pokojowej.
- Projektowanie i produkcja profili walcowanych o długiej żywotności.
- Zoptymalizowane parametry procesu dla precyzyjnego walcowania pierścieni na zimno.
- Precyzyjny pomiar online i sterowanie w pętli zamkniętej podczas walcowania pierścieni na zimno.
2.2Precyzyjna technologia walcowania pierścieni promieniowych na gorąco do specjalistycznych pierścieni łożyskowych o dużych rozmiarach
Precyzyjny proces walcowania pierścieni promieniowych na gorąco
W przypadku dużych pierścieni łożysk stożkowych stosowanych w lokomotywach kolei dużych prędkości i ciężkich wagonach towarowych, tradycyjne procesy walcowania pierścieni na gorąco wymagają wstępnego walcowania pierścienia do uproszczonego przekroju poprzecznego, a następnie obróbki mechanicznej w celu uzyskania pełnego profilu, co skutkuje niską efektywnością techniczną i ekonomiczną. Aby temu zaradzić, zespoły badawcze opracowały metodę precyzyjny proces walcowania pierścieni promieniowych na gorąco (HRRR) specjalnie dla takich pierścieni. Podstawowy przebieg procesu wygląda następująco:
Cięcie prętów → Wytłaczanie na gorąco półfabrykatów → Precyzyjne walcowanie pierścieni promieniowych na gorąco → Obróbka skrawaniem → Obróbka cieplna → Szlifowanie
Dzięki poprawie dokładności wymiarowej wykroju i optymalizacji kontroli procesu walcowania pierścieni promieniowych na gorąco metoda ta umożliwia bezpośrednie formowanie złożonych przekrojów poprzecznych, znacznie redukując późniejszą obróbkę i poprawiając wydajność produktu. W porównaniu z tradycyjnym walcowaniem pierścieni promieniowych na gorąco, proces ten zapewnia:
- Poprawa wykorzystania materiałów:Wzrost 15%–20%.
- Efektywność produkcji:3× wyżej.
- Obniżenie kosztów produkcji: Około 20%.


Rysunek 3. a) Nowa elektromechaniczna, precyzyjna frezarka HRRR sterowana numerycznie; b) pierścienie łożysk szynowych o dużej prędkości utworzone przez precyzyjną frezarkę HRRR
Precyzyjny sprzęt do walcowania pierścieni promieniowych na gorąco
Opierając się na badaniach precyzyjnych walcowni pierścieniowych na zimno sterowanych numerycznie, zespół rozwinął dalej Precyzyjne walcownie pierścieni promieniowych na gorąco CNCDo najważniejszych innowacji należą:
- Wymiana tradycyjnych układów serwomechanizmów hydraulicznych na elektromechaniczne systemy serwo jako główny mechanizm napędowo-posuwowy, osiągając dokładność podawania 0,01 mm i formowanie dokładności kontrolowane w ramach φ100 ± 0,25 mm.
- Ulepszony automatyczne funkcje pomiaru i sterowania, zastępując obsługę ręczną stosowaną w pół-frezarkach CNC, zapewniając stabilną dokładność wymiarową pierścienia i zwiększając automatyzację procesu walcowania pierścieni na gorąco.
W oparciu o tę technologię i sprzęt firmy zrealizowały masowa produkcja łożysk stożkowych, łożysk walcowych i łożysk kulkowych, z zastosowaniami w produkcji łożysk o wysokiej wydajności kolej dużych prędkości, precyzyjne obrabiarki i ciężkie walcownie metalurgiczne.
Kluczowe technologie precyzyjnego walcowania pierścieni promieniowych na gorąco
Podstawowe technologie precyzyjnego walcowania pierścieni promieniowych na gorąco w przypadku pierścieni łożyskowych o wysokiej wydajności obejmują:
- Dopasowana konstrukcja procesu precyzyjnego wykrawania i procesu walcowania pierścieni promieniowych na gorąco.
- Precyzyjna kontrola chłodzenia podczas procesu walcowania pierścieni na gorąco.
- Precyzyjny pomiar online i dynamiczna kontrola procesu walcowania pierścieni promieniowych na gorąco.
2.3Precyzyjna technologia walcowania pierścieni promieniowo-osiowych na gorąco dla pierścieni łożyskowych o bardzo dużych rozmiarach
Precyzyjny proces walcowania pierścieni promieniowo-osiowych na gorąco
W przypadku bardzo dużych łożysk turbin wiatrowych o średnicy przekraczającej 1 metr tradycyjny proces produkcyjny zwykle obejmuje:
Cięcie prętów → Nagrzewanie prętów → Kucie swobodne półfabrykatów → Rozprężanie trzpieni → Obróbka skrawaniem
Etap rozszerzania trzpienia wymaga wielu cykli nagrzewania, co skutkuje wysokie zużycie energii, znaczne straty materiałów i długie cykle produkcyjneCo więcej, nie może w pełni uformować bieżni łożyska, co prowadzi do rozległa późniejsza obróbka i trudności z zapewnieniem wydajności produktu.
Aby rozwiązać te problemy, zespoły badawcze opracowały precyzyjny proces walcowania pierścieni promieniowo-osiowego na gorąco (HRARR) dla pierścieni łożyskowych o bardzo dużych rozmiarach. Zachowując początkowe kroki cięcie prętów → podgrzewanie prętów → kucie swobodne półfabrykatów, proces ten zastępuje tradycyjne rozszerzanie trzpienia precyzyjne walcowanie pierścieni promieniowo-osiowe na gorąco, włączając walcowanie z pojedynczym nagrzewaniem i bezpośrednie formowanie bieżniZastosowanie tego procesu pozwala na osiągnięcie:
- Oszczędność energii: Redukcja 30%–40%.
- Oszczędności materiałowe: Redukcja 25%–30%.
- Efektywność produkcji: Wzrost o ponad 5×.
- Obniżenie kosztów produkcji: Około 30%.
Ponadto proces ten pokonuje ograniczenia wielkościowe związane z rozszerzaniem trzpienia, umożliwiając formowanie bardzo dużych pierścieni łożyskowych o średnicach przekraczających 5 metrów.


Rysunek 4. a) Młyn HRARR o bardzo dużej skali RAM 9000; b) pierścień łożyskowy elektrowni wiatrowej o bardzo dużej skali uformowany przez precyzyjny młyn HRARR.
Precyzyjna walcownia pierścieni promieniowo-osiowych na gorąco
Zespół samodzielnie opracował ultra-duża precyzyjna maszyna CNC do walcowania pierścieni promieniowo-osiowych na gorąco(np. RAM 9000). Kluczowe parametry techniczne spełniają wymagania dla ultradużych pierścieni łożyskowych:
- Maksymalna średnica pierścienia: 10 metrów
- Maksymalna wysokość ringu: 1,7 metra
- Siła walcowania promieniowego: 800 ton
- Siła walcowania osiowego: 600 ton
W oparciu o tę technologię i sprzęt firmy osiągnęły masowa produkcja pierścieni łożysk kulkowych, pierścieni łożysk kół i innych bardzo dużych pierścieni łożyskowych o średnicy 1 metra lub większej, szeroko stosowane w wysokowydajne łożyska turbin wiatrowychi eksportowane do wiodących światowych firm zajmujących się energią wiatrową, takich jak General Electric (GE, USA) i Vestas (Dania).
Kluczowe technologie precyzyjnego walcowania pierścieni promieniowo-osiowego na gorąco
Podstawowe technologie stosowane do produkcji pierścieni łożyskowych o wysokiej wydajności, wytwarzanych metodą precyzyjnego walcowania pierścieni promieniowo-osiowego na gorąco, obejmują:
- Dopasowanie odkształceń promieniowych i osiowych pierścieni.
- Optymalizacja schematu procesu HRARR i etapów przejściowych.
- Kontrola stabilności procesu HRARR.
3.0Trendy rozwoju technologii precyzyjnego walcowania pierścieni w produkcji pierścieni łożyskowych
Łożyska o wysokiej wydajności, jako kluczowe komponenty zaawansowanego, dużego sprzętu, stanowią kluczowy kierunek rozwoju w globalnym przemyśle łożyskowym. Aby sprostać rosnącym wymaganiom w zakresie wysokowydajnych produktów łożyskowych, technologii i rynków, trendy rozwojowe w zakresie precyzyjnego walcowania pierścieni w produkcji pierścieni łożyskowych obejmują głównie trzy następujące aspekty:
3.1Rozwój technologii walcowania pierścieni na zimno dla dużych pierścieni łożyskowych:
Ze względu na właściwości stali łożyskowej z dużą zawartością węgla i chromu (GCr15) w temperaturze pokojowej średnica pierścieni łożyskowych produkowanych obecnie metodą walcowania pierścieni na zimno jest na ogół mniejsza niż φ250 mmW przyszłości badania powinny koncentrować się na rozwoju technologia walcowania pierścieni na zimno i specjalistyczny sprzęt do dużych pierścieni łożyskowych o średnicach od 250 mm do 500 mm, rozszerzając jednocześnie scenariusze zastosowań walcowania pierścieni na zimno dla różnych typów pierścieni łożyskowych.
3.2Technologia precyzyjnej kontroli w procesach walcowania pierścieni na gorąco:
Obecnie kluczowe warunki procesu podczas walcowania na gorąco, takie jak przygotowanie wykroju, walcowanie i chłodzenie, są podatne na wahania, co powoduje słabą stabilność wymiary geometryczne i właściwości mikrostrukturalne pierścieni łożyskowych walcowanych na gorąco. Przyszłe badania powinny wzmocnić technologie sterowania do walcowania pierścieni na gorąco, osiągając skoordynowana kontrola geometrii i mikrostruktury pierścienia poprzez precyzyjną regulację warunków wstępnego nagrzewania, parametrów odkształcenia podczas walcowania i szybkości chłodzenia po walcowaniu, co zapewnia stałą wydajność produktu.
3.3Innowacje w produkcji pierścieni łożyskowych w krótkim procesie:
Obecnie przygotowanie półfabrykatów pod duże pierścienie łożyskowe zwykle obejmuje kilka etapów: wytapianie → odlewanie wlewków → cięcie wlewków → spęczanie → dziurkowanie, co skutkuje długim cyklem produkcyjnym. Spęczanie i dziurkowanie prowadzą do znacznych strat materiału, a wielokrotne nagrzewanie w trakcie procesu zwiększa zużycie energii i spalanie materiałów, potencjalnie wpływając na jakość wewnętrznego blanku. Aby temu zaradzić, proces „kompozytu odlewniczo-walcowanego” zaproponowano, co pozwala bezpośrednie walcowanie odlewów, znacznie skracając proces produkcji, redukując straty półfabrykatów i poprawiając wydajność produkcji. Dzięki swoim istotnym zaletom technicznym, technologia odlewania i walcowania kompozytów ma szansę stać się ważnym kierunkiem w przyszłości w produkcji pierścieni łożyskowych.
4.0Wniosek
Precyzyjna technologia walcowania pierścieni stała się kamieniem węgielnym w produkcji wysokowydajnych pierścieni łożyskowych, oferując znaczące korzyści w zakresie dokładności formowania, wykorzystania materiału, właściwości mechanicznych i wydajności produkcji. Od małych do ultradużych pierścieni łożyskowych, zaawansowane procesy, takie jak: walcowanie pierścieni na zimno, walcowanie pierścieni promieniowe na gorąco i walcowanie pierścieni promieniowo-osiowe na gorąco Umożliwiają bezpośrednie kształtowanie złożonych przekrojów poprzecznych, redukując jednocześnie późniejszą obróbkę. W połączeniu z innowacjami w zakresie urządzeń CNC, zautomatyzowanego sterowania i optymalizacji procesów, precyzyjne walcowanie pierścieni nie tylko zwiększa globalną konkurencyjność producentów łożysk, ale także napędza rozwój łożysk o wysokiej wydajności w przemyśle motoryzacyjnym, lotniczym, energetycznym, kolejowym i innych kluczowych sektorach przemysłu. Patrząc w przyszłość, integracja precyzyjna kontrola, produkcja w krótkich procesach i technologie odlewania i walcowania kompozytów będzie nadal poszerzać zakres zastosowania i wydajność walcowania pierścieni, umacniając jego rolę jako niezbędnej technologii w produkcji łożysk nowej generacji.
5.0Często zadawane pytania (FAQ)
P1: Czym jest precyzyjne walcowanie pierścieni?
A1: Precyzyjne walcowanie pierścieni to proces formowania obrotowego, w którym wykorzystuje się obracające się walce i posuw liniowy w celu zmniejszenia grubości ścianek, zwiększenia średnicy i ukształtowania przekroju poprzecznego bezszwowych pierścieni. W rezultacie powstają wysokiej jakości pierścienie łożyskowe o gęstej mikrostrukturze i zoptymalizowanych właściwościach mechanicznych.
P2: Jakie rodzaje pierścieni łożyskowych można wyprodukować metodą precyzyjnego walcowania pierścieni?
A2: Precyzyjne walcowanie pierścieni pozwala na produkcję małych, średnich, dużych i bardzo dużych pierścieni łożyskowych, w tym pierścieni łożysk kulkowych, pierścieni łożysk walcowych i stożkowych, a także specjalistycznych pierścieni do zastosowań w szybkich pociągach, turbinach wiatrowych i ciężkich maszynach.
P3: Jakie są główne zalety precyzyjnego walcowania pierścieni?
A3: Główne zalety obejmują:
- Wysoka dokładność formowania i produkcja o kształcie zbliżonym do kształtu gotowego produktu
- Lepsze wykorzystanie materiałów i zmniejszona obróbka
- Lepsze parametry mechaniczne dzięki zachowanej mikrostrukturze i ciągłemu przepływowi metalu
- Zwiększona wydajność produkcji i mniejsze zużycie energii
P4: Jakie są przyszłe trendy w produkcji pierścieni łożyskowych metodą precyzyjnego walcowania pierścieni?
A4: Główne trendy obejmują:
- Rozszerzenie walcowania pierścieni na zimno do większych średnic
- Precyzyjne technologie sterowania w walcowaniu pierścieni na gorąco
- Krótki proces produkcji i techniki odlewania-walcowania kompozytów w celu zwiększenia wydajności, zmniejszenia strat materiału i utrzymania stałej jakości produktu
Odniesienia
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




