

- 1.0Dlaczego stemple pękają lub łuszczą się?
- 2.0Najczęstsze przyczyny pękania/odpryskiwania stempli i zalecane rozwiązania
- 3.0Typowe awarie stempli, przyczyny i rozwiązania
- 4.0Prawidłowy wygląd ślimaka i typowe wskaźniki awarii
- 5.0Typowe rodzaje sprzętu do dziurkaczy
- 6.0Przypomnienia dotyczące bezpieczeństwa
- 7.0Często zadawane pytania (FAQ)
1.0Dlaczego stemple pękają lub łuszczą się?
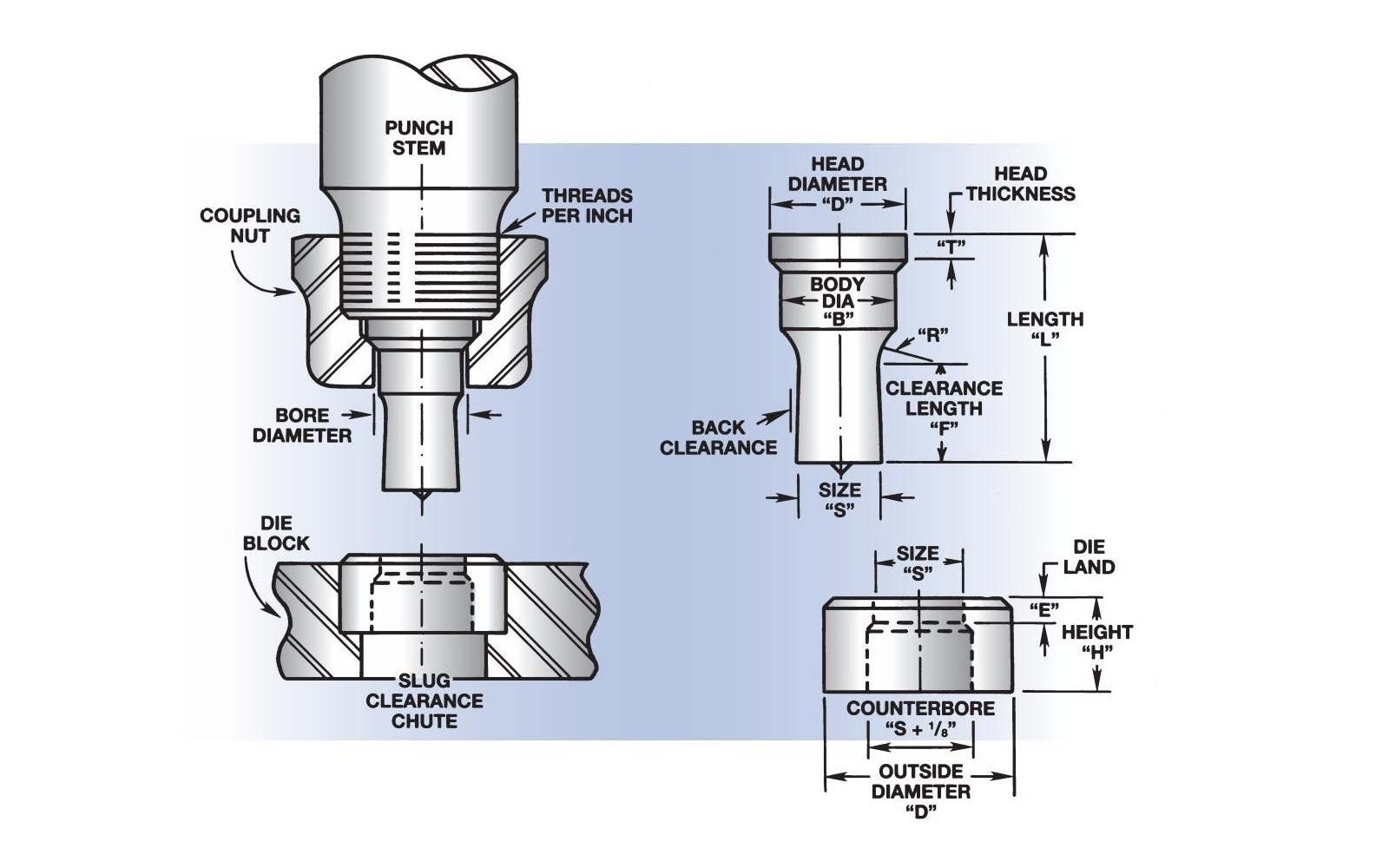
Stempel to element narzędzia o wysokiej wytrzymałości, montowany w urządzeniach do tłoczenia, używany głównie do cięcia blach lub innych materiałów w określone kształty. Podczas operacji wykrawania musi on wytrzymywać znaczne siły ścinające i obciążenia udarowe, co stawia surowe wymagania dotyczące jego właściwości materiałowych, konstrukcji i warunków użytkowania.
Chociaż współczesne stemple są zazwyczaj wykonane z odpornej na wstrząsy stali narzędziowej i poddawane precyzyjnej obróbce mechanicznej i cieplnej, różne czynniki występujące podczas użytkowania mogą powodować wykruszenia, złamania narożników lub pęknięcia. Awarie te nie tylko wpływają na jakość produktu i żywotność sprzętu, ale mogą również stanowić poważne zagrożenie dla bezpieczeństwa.
Niniejszy artykuł zawiera systematyczną analizę najczęstszych przyczyn pękania lub łamania stempli. W połączeniu z typowym sprzętem do wykrawania i praktykami operacyjnymi na miejscu, oferuje również praktyczne zalecenia, które pomogą wydłużyć żywotność stempli i zapewnić bezpieczną i stabilną produkcję.


2.0Najczęstsze przyczyny pękania/odpryskiwania stempli i zalecane rozwiązania
2.1Luźna nakrętka sprzęgająca
Wydanie: Niewielkie przemieszczenia podczas dziurkowania powodują nierównomierny rozkład siły
Rozwiązanie: Regularnie sprawdzaj i dokręcaj nakrętkę sprzęgającą, aby mieć pewność, że stempel jest bezpiecznie zamontowany
2.2Niewspółosiowość stempla i matrycy
Wydanie: Stempel nie jest prawidłowo wyrównany z otworem matrycy, co powoduje asymetryczne obciążenie
Rozwiązanie: Wyreguluj położenie matrycy, aby zapewnić współśrodkowe wyrównanie stempla i matrycy
2.3Nieprawidłowe ustawienie luzu
Standardowy numer referencyjny prześwitu:
- Grubość materiału 1/8″–1/2″: całkowity luz 1/32″
- Grubość materiału 1/2″–3/4″: całkowity luz 1/16″
- Materiał o grubości powyżej 3/4″: całkowity prześwit 3/32″
Rozwiązanie: Wybierz odpowiedni prześwit na podstawie grubości materiału, aby uniknąć uszkodzenia stempla lub matrycy
2.4Nierówne usuwanie
Wydanie: Podczas ruchu w górę arkusz nie jest odpowiednio dociskany, co powoduje koncentrację naprężeń po jednej stronie
Rozwiązanie: Sprawdź i wyreguluj mechanizm zdzierający, aby zapewnić równomierny nacisk na powierzchnię roboczą
3.0Typowe awarie stempli, przyczyny i rozwiązania
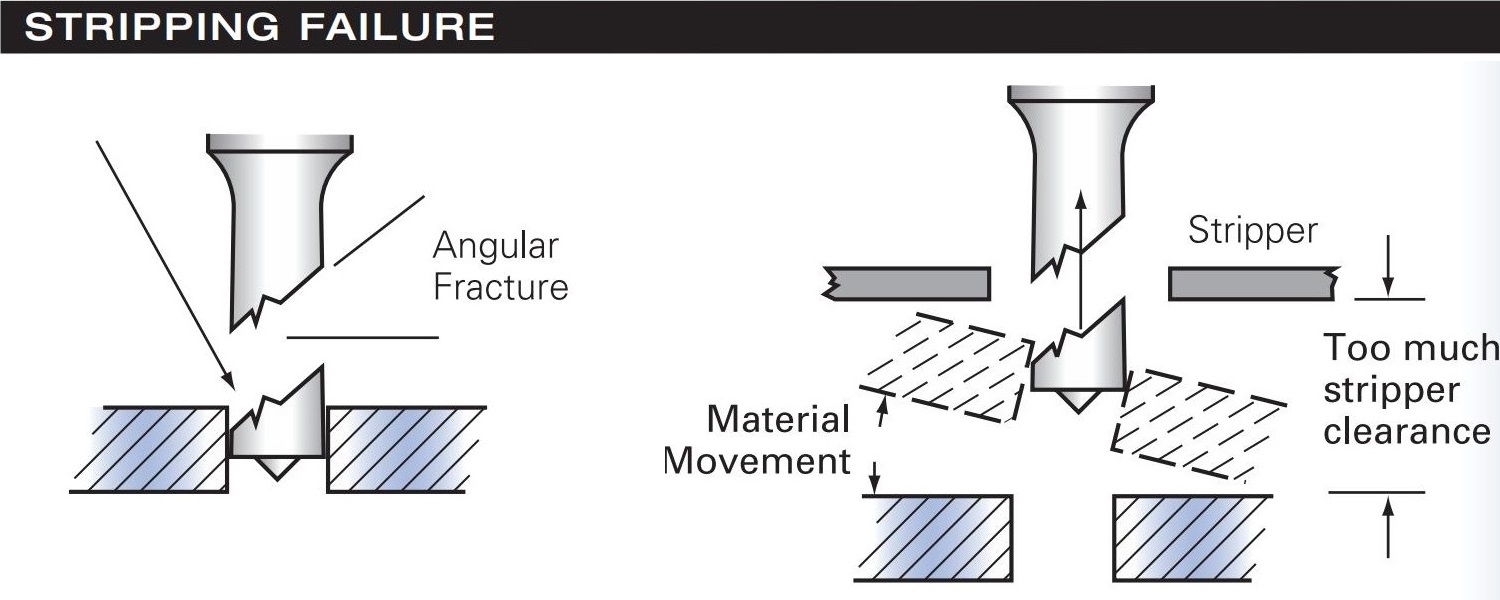
3.1Złamana końcówka stempla
- Awaria:Część stempla odłamuje się i pozostaje w materiale.
- Prawdopodobna przyczyna: Nadmierny luz ściągacza.
- Rozwiązanie: Dostosuj położenie strippera bliżej powierzchni materiału, aby zapewnić równomierne ciśnienie trzymania.
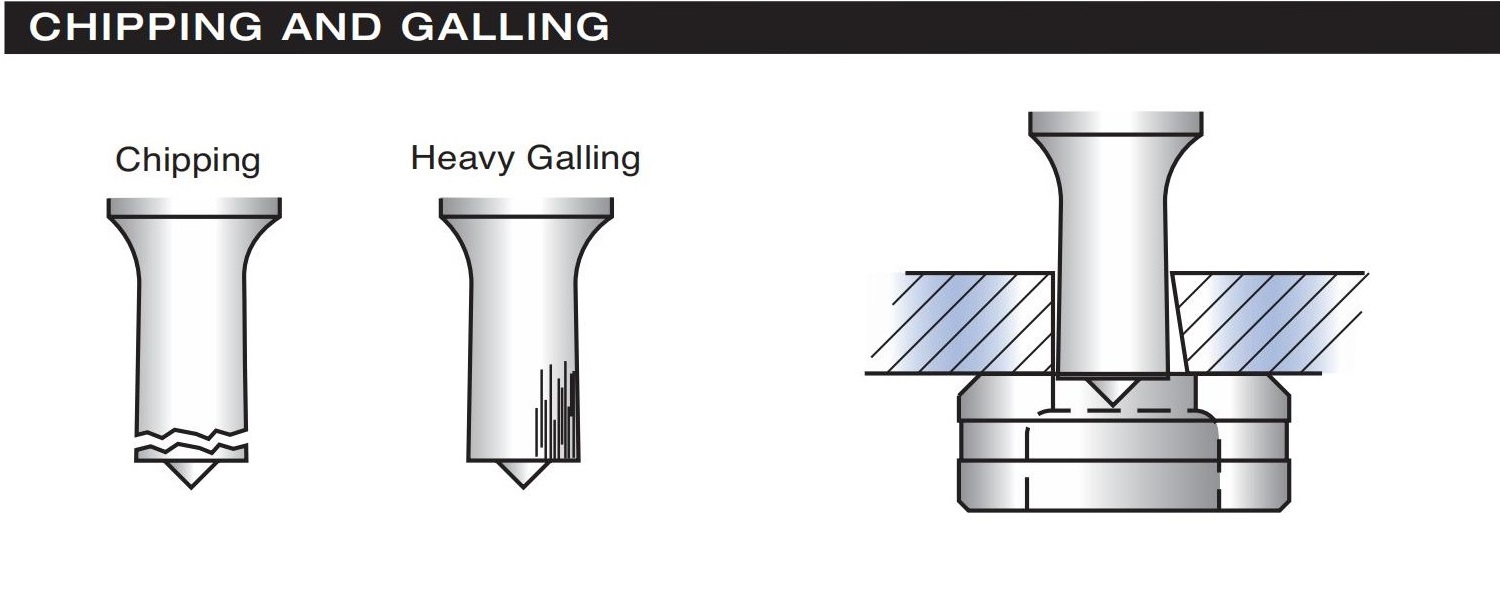
3.2Odpryski lub zatarcia na powierzchni stempla
- Awaria:Na powierzchni stempla widoczne są miejscowe odpryski lub silne zatarcia.
- Prawdopodobna przyczyna:Niewspółosiowość stempla i matrycy powodująca opór.
- Rozwiązanie:Wyrównaj ponownie stempel i matrycę, aby zapewnić jednakowy odstęp na całym obwodzie.
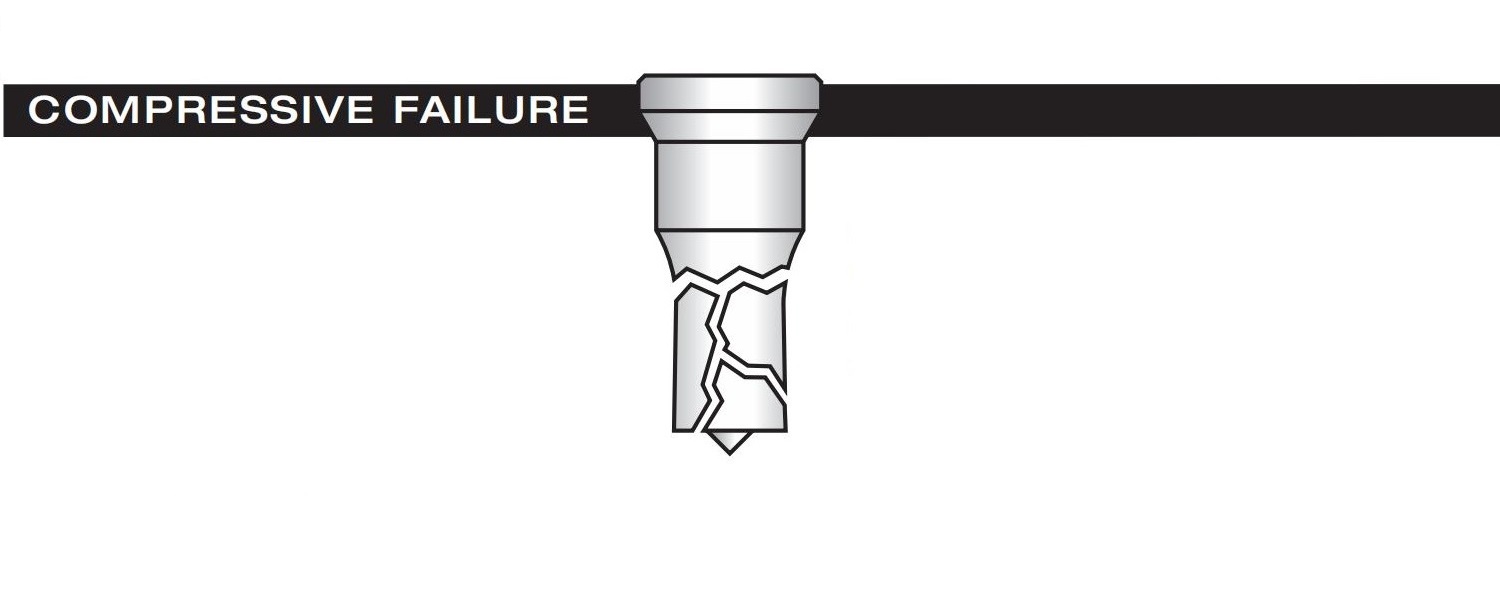
3.3Zniszczenie ściskające
- Awaria:Cała robocza końcówka stempla pęka.
- Prawdopodobna przyczyna:Wykrawanie wyjątkowo twardych lub grubych materiałów lub całkowita rozbieżność stempla i matrycy.
- Rozwiązanie:Do wymagających zastosowań należy używać stempli o wysokiej wytrzymałości.
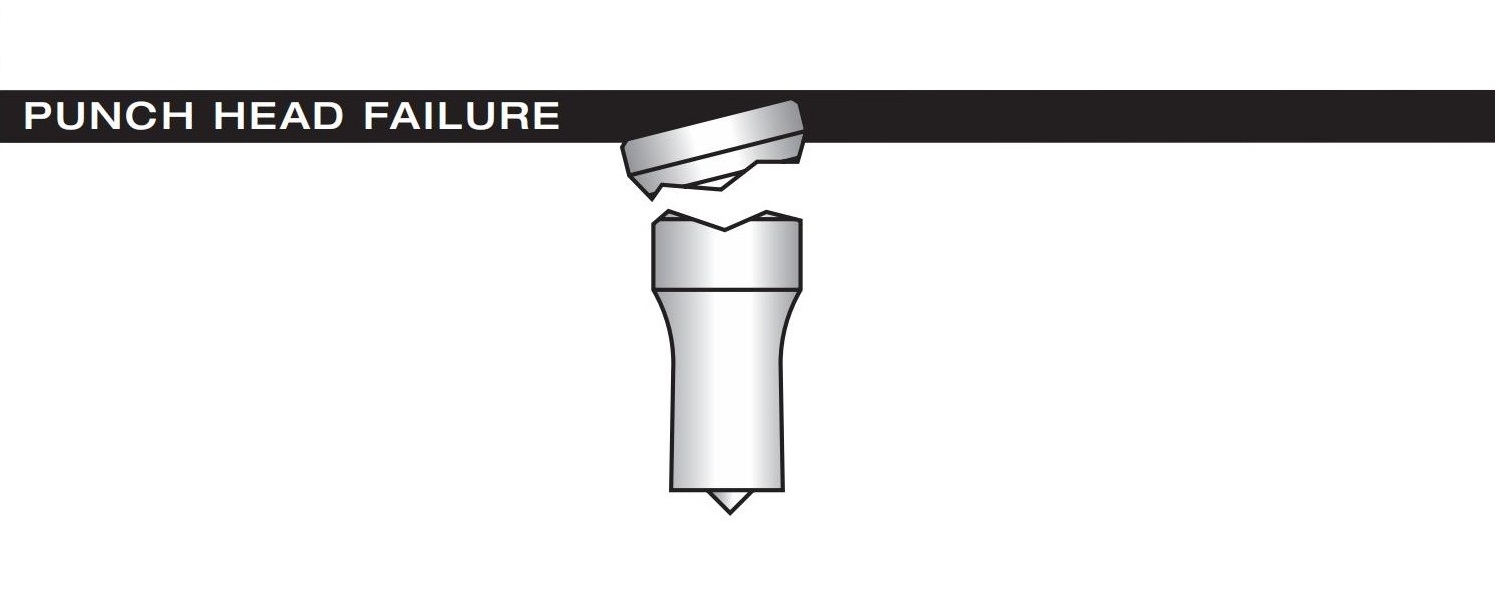
3.4Złamanie głowicy stempla
- Awaria:Głowica stempla pęka lub odłamuje się.
- Prawdopodobna przyczyna: Luźna lub zużyta nakrętka sprzęgająca lub nierówny styk trzpienia stempla.
- Rozwiązanie: Regularnie sprawdzaj i dokręcaj nakrętkę sprzęgającą; upewnij się, że powierzchnia trzpienia stempla jest gładka i płaska.
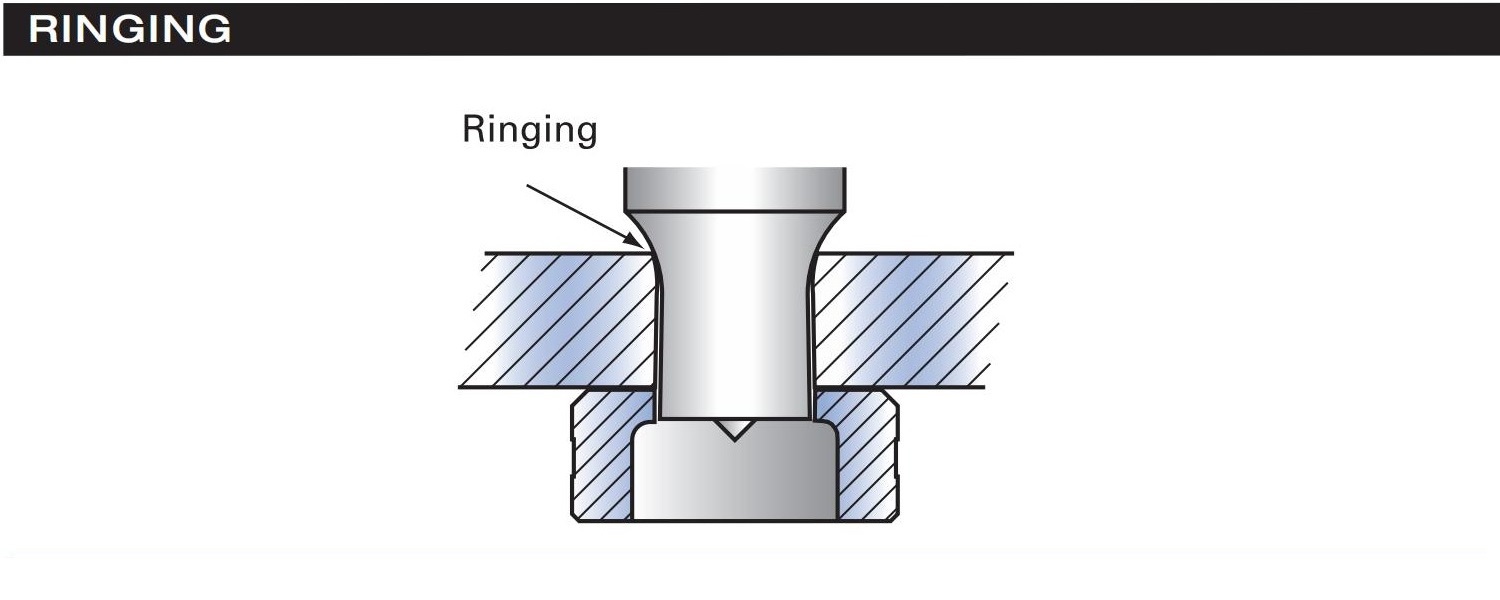
3.5Odkształcenie materiału (dzwonienie)
- Awaria:Materiał wykazuje oznaki odkształcania się lub wybrzuszania przy każdym pociągnięciu pędzla.
- Prawdopodobna przyczyna:Stempel wchodzi zbyt głęboko w matrycę lub materiał jest zbyt gruby w stosunku do długości stempla.
- Rozwiązanie: Dostosuj głębokość skoku tak, aby ograniczyć głębokość wnikania stempla w matrycę do wartości nie większej niż 1/16″.
4.0Prawidłowy wygląd ślimaka i typowe wskaźniki awarii
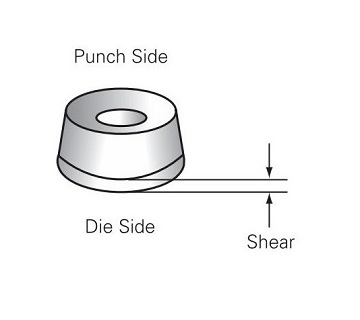
4.1Prawidłowy wygląd ślimaka (standardowa konfiguracja)
- Punch Side: Powinien być widoczny wgłębienie w środku i delikatne zadziory.
- Strona matrycy (przy wykrawaniu stali miękkiej o grubości 1/8” lub większej): Typowo wklęsły kształt.
- Ściana boczna ślimaka: Na grubości materiału od 10% do 20% powinna być widoczna czysta, błyszcząca powierzchnia ścinania.
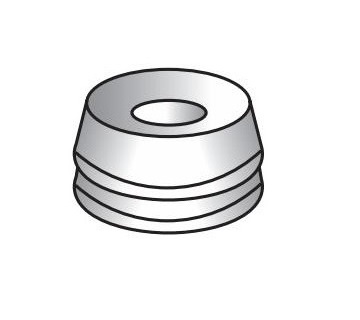
4.2Podwójne ścinanie
- Wskaźnik awarii:Dwie płaszczyzny ścinania na ślimaku.
- Przyczyna: Niewystarczający luz między stemplem a matrycą.
- Rozwiązanie: Zwiększ odstęp między stemplem a matrycą.
4.3Nierówny zadzior
- Wskaźnik awarii: Zadziory wokół ślimaka pojawiają się nieregularnie i niejednolicie.
- Przyczyna:Zużyte narzędzia lub nieprawidłowe ustawienie stempla i matrycy.
- Rozwiązanie:Sprawdź stan narzędzi, wyreguluj lub wymień zużyte elementy.
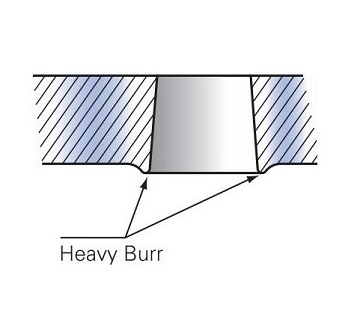
4.4Ciężki zadzior
- Wskaźnik awarii:Duży zadzior na stronie matrycy ślimaka.
- Przyczyna: Nadmierny luz pomiędzy stemplem i matrycą.
- Rozwiązanie: Zmniejsz luz matrycy, aby dopasować go do grubości materiału.
5.0Typowe rodzaje sprzętu do dziurkaczy
Dziurkacze są powszechnie stosowane w następujących typach urządzeń:
- Prasa dziurkująca
Do ogólnych operacji tłoczenia używa się tradycyjnych pras mechanicznych lub hydraulicznych. - Prasa rewolwerowa CNC
Nadaje się do skomplikowanych kształtów i dziurkowania wielu otworów. Wyposażony w automatyczną wymianę narzędzi, co zapewnia wysoką wydajność. - Prasa progresywna
Idealne do progresywnego tłoczenia z wykorzystaniem wielu stacji, gdzie każdy krok jest automatycznie połączony w celu zapewnienia ciągłego formowania. - Hydrauliczna maszyna dziurkująca
Używane powszechnie do wykrawania w takich gałęziach przemysłu, jak produkcja konstrukcji stalowych, kątowników stalowych i obudów elektrycznych. - Maszyna do obróbki żelaza
Wszechstronna maszyna używana w zakładach obróbki metali do wykrawania, cięcia, nacinania i gięcia blach i profili stalowych. Szczególnie przydatna do konstrukcji stalowych i produkcji małoseryjnej.
6.0Przypomnienia dotyczące bezpieczeństwa
Operatorzy są odpowiedzialni za przestrzeganie przepisów OSHA i ANSI B11.5 przestrzeganie norm bezpieczeństwa poprzez używanie odpowiednich narzędzi i postępowanie zgodnie ze standardowymi procedurami operacyjnymi w celu zagwarantowania bezpieczeństwa ludzi i sprzętu.
- Przed rozpoczęciem pracy należy zawsze sprawdzić, czy stemple i matryce są solidnie zamontowane.
- Nigdy nie wkładaj rąk do wnętrza matrycy, gdy maszyna pracuje.
- Podczas pracy należy nosić okulary ochronne, obuwie ochronne i rękawice ochronne.
- Przed użyciem należy sprawdzić, czy urządzenia zabezpieczające (np. kurtyny świetlne) działają prawidłowo.
- Przed wymianą lub serwisowaniem stempli należy odłączyć zasilanie.
- Regularnie sprawdzaj nakrętki sprzęgające, urządzenia ściągające i luz między stemplem a matrycą.
- Tylko przeszkolony personel może obsługiwać sprzęt do dziurkowania.
- Natychmiast zatrzymaj maszynę, aby sprawdzić, czy nie słychać nietypowych dźwięków lub czy jakość dziurkowania jest słaba.
7.0Często zadawane pytania (FAQ)
P1: Dlaczego stemple pękają lub łuszczą się?
A1: Odpryskiwanie lub pękanie stempla zwykle jest spowodowane luźnymi nakrętkami sprzęgającymi, złym ustawieniem względem matrycy, niewłaściwym luzem lub nierównomiernym zdzieraniem, co powoduje nierównomierne siły działające na stempel.
P2: Jak mogę zapobiec odpryskiwaniu i pękaniu stempli?
A2: Regularnie dokręcaj nakrętki sprzęgające, upewnij się, że stempel i matryca są prawidłowo ustawione, ustaw odpowiedni luz na podstawie grubości materiału i wyreguluj ściągacz, aby wywierać równomierny nacisk.
P3: Czym jest luz między stemplem a matrycą i jak należy go ustawić?
A3: Luz to szczelina między stemplem a matrycą. Zalecane standardy to: luz całkowity 1/32″ dla materiałów o grubości 1/8″–1/2″, 1/16″ dla materiałów o grubości 1/2″–3/4″ i 3/32″ dla materiałów o grubości powyżej 3/4″.
P4: Co powinienem zrobić, jeśli stemple często się łamią?
A4: Zbierz uszkodzone stemple i próbki materiałów, prześlij je do dostawcy lub producenta w celu przeprowadzenia analizy i rozważ użycie mocniejszych stempli lub dostosowanie parametrów procesu.
P5: Jakie środki ostrożności należy zachować podczas obsługi sprzętu do dziurkowania?
A5: Upewnij się, że narzędzia są bezpiecznie zamontowane, noś odpowiedni sprzęt ochrony osobistej, trzymaj ręce z dala od obszaru matrycy podczas pracy, regularnie sprawdzaj urządzenia zabezpieczające i odłącz zasilanie przed konserwacją.


