

- 1.0Wybór materiałów na części tłoczone
- 2.0Zagadnienia dotyczące tolerancji w tłoczeniu metali
- 3.0Chemia materiałów: Unikaj nadmiernej specyfikacji
- 4.0Techniki wycinania, przycinania i perforowania
- 5.0Tolerancja wymiarowa otworów i elementów
- 6.0Tolerancje precyzyjnego rozmieszczenia otworów
- 7.0Wytyczne dotyczące projektowania narzędzi do tłoczenia metali
- 8.0Gięcie i formowanie w prasach
- 9.0Zarządzanie zniekształceniami i wadami zgięcia
- 10.0Wymiarowanie i tolerowanie kształtów
- 11.0Tłoczenie głębokie: wytyczne projektowe i procesowe
- 12.0Płaskość w wytłoczkach metalowych
- 13.0Zarządzanie kosmetyką powierzchni w częściach tłoczonych
- 14.0Obsługa i ochrona powierzchni
- 15.0Ostatnie myśli
- 16.0Często zadawane pytania (FAQ) dotyczące projektowania tłoczeń metalowych
Tłoczenie metali to ekonomiczna metoda produkcji trwałych, wysoce wytrzymałych i odpornych na zużycie elementów o stabilnej i stałej wydajności.
W tym przewodniku dzielimy się kompleksowymi spostrzeżeniami i najlepszymi praktykami, które pomogą Ci projektować elementy tłoczone, maksymalizując możliwości produkcyjne, powtarzalność i efektywność wykorzystania materiałów.
1.0Wybór materiałów na części tłoczone
Wybór odpowiedniej blachy lub taśmy jest kluczowy. Materiały różnią się znacznie ceną, dostępnością i parametrami użytkowymi. Zawsze należy brać pod uwagę zarówno właściwości mechaniczne, jak i czynniki związane z pozyskiwaniem:
- Dostępność magazynowa a niestandardowa:Standardowe rozmiary są powszechnie dostępne i należy je zamawiać priorytetowo w przypadku zastosowań, w których liczy się oszczędność lub szybka dostawa.
- Minimalne ilości: Huty stali zazwyczaj potrzebują ilości całopojazdowych dla niestandardowych grubości lub stopów. Jeśli Twoje zapotrzebowanie jest mniejsze, zaopatrzenie w magazynach może być pomocne, ale dostępność będzie zmienna.
- Opcje ponownego rzutu:Specjalistyczne firmy zajmujące się ponownym zwijaniem mogą realizować zamówienia na niewielkie ilości, ale koszty są wówczas znacznie wyższe.
Porównanie popularnych materiałów stemplowych
| Rodzaj materiału | Wytrzymałość | Formowalność | Koszt względny | Typowe zastosowania |
|---|---|---|---|---|
| Stal miękka | Średni | Wysoki | Niski | Uchwyty, obudowy, części ogólne |
| Stal nierdzewna | Wysoki | Średni | Wysoki | Narzędzia medyczne, sprzęt |
| Aluminium | Niski | Bardzo wysoki | Średni | Obudowy, radiatory |
| Mosiądz | Średni | Wysoki | Średnio-wysoki | Kontakty elektryczne, dekoracyjne |
2.0Zagadnienia dotyczące tolerancji w tłoczeniu metali
Standardowe gatunki stali występują w grubościach o stałej grubości i określonych tolerancjach. Chociaż tolerancje można zawęzić, zazwyczaj wiąże się to ze wzrostem kosztów. Podczas określania tolerancji materiałów:
- Trzymaj się grubości zgodne ze standardami branżowymigdzie to możliwe.
- Zrozum, że wąskie tolerancje mogą ograniczać opcje zaopatrzenia, szczególnie w przypadku niestandardowych specyfikacji materiałów.
- Luźny tolerancje może pozwolić na wykorzystanie zapasów magazynowych, co pozwala na obniżenie kosztów i skrócenie czasu realizacji.
3.0Chemia materiałów: Unikaj nadmiernej specyfikacji
Jedną z głównych przyczyn zawyżonych kosztów stemplowania jest przesadne określanie stopuChociaż istnieje wiele stopów żelaza i metali nieżelaznych, tylko kilka z nich jest powszechnie dostępnych. Stopy specjalistyczne często muszą być topione na zamówienie w dużych ilościach.
- Skorzystaj z nowoczesności odlewanie ciągłe, co znacznie poprawiło spójność i ciągliwość stopu.
- Rozważ użycie magazyn przybory jeśli tylko pozwalają na to tolerancje i zastosowanie.
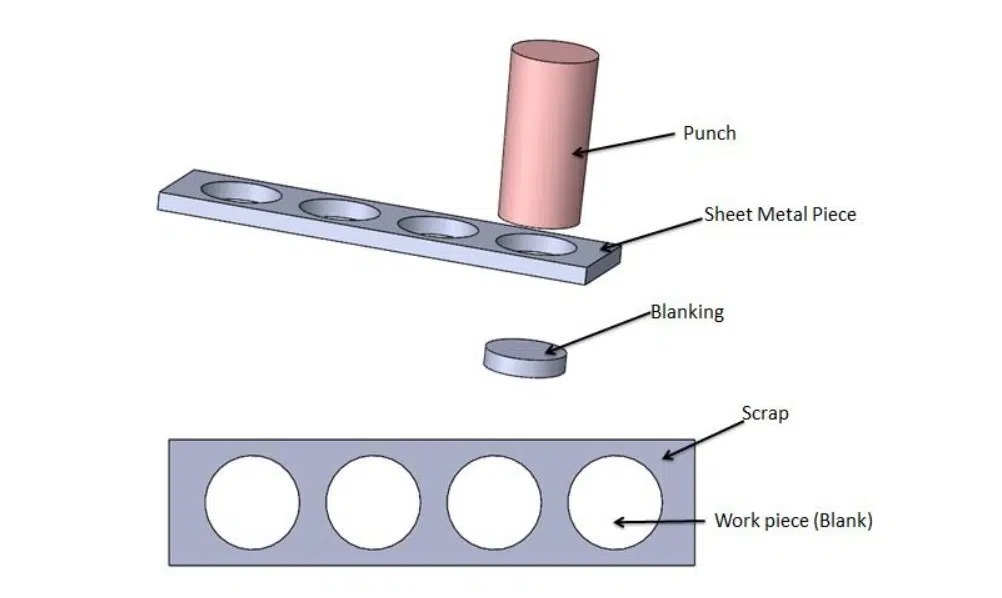
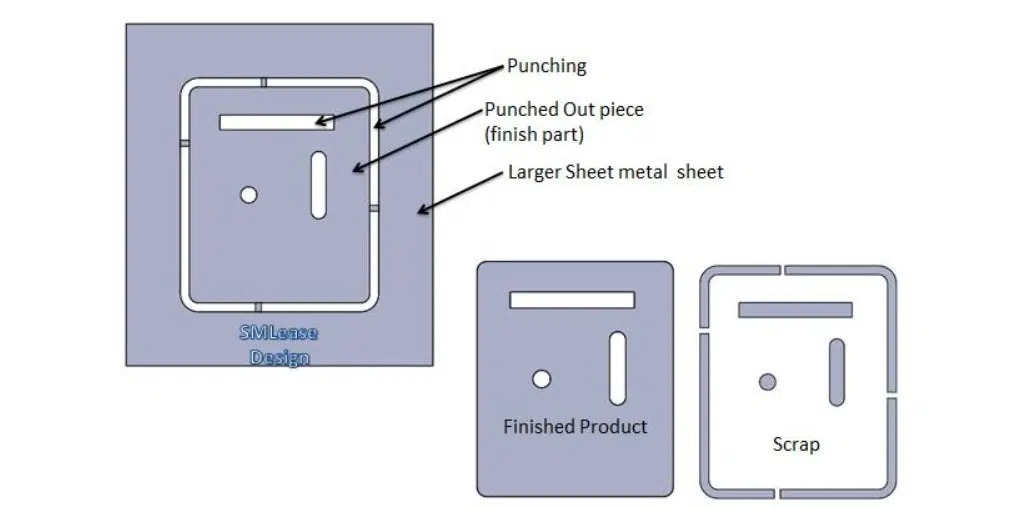
4.0Techniki wycinania, przycinania i perforowania
Zrozumienie powstawania otworów podczas tłoczenia
Operacje tłoczenia, takie jak wykrawanie i perforowanie, polegają na wciskaniu stalowego stempla narzędziowego przez metal do matrycy. Zapewnia to przewidywalną krawędź:
- A zwinięta lub zaokrąglona górna krawędź powstaje w momencie rozpoczęcia kompresji.
- A polerowana, prosta ściana powstaje w miejscu ścinania materiału.
- Gdy naprężenie przekracza wytrzymałość materiału, odrywa się, tworząc bełkotaćtak na dole.
Zarządzanie zadziorami w częściach tłoczonych
Zadziory są naturalnym efektem tłoczenia, podobnym do linii podziału w formowaniu wtryskowym. Spodziewaj się wysokości zadziorów do 10% grubości materiałuMogą to być:
- Pozostawić bez zmian, do zastosowań innych niż kosmetyczne.
- Zmatowiałe lub REMOVED poprzez obróbkę masową lub procesy wtórne, jeśli zajdzie taka potrzeba.
5.0Tolerancja wymiarowa otworów i elementów
Luzy między stemplem a matrycą (zwykle 8–10% grubości materiału na stronę) powodują:
- Funkcje wewnętrzne(np. otwory) stożkowe szerszy u góry.
- Cechy zewnętrzne(np. zakładki) zwężać się węższe u dołu.
Projektanci powinni:
- Otwory wymiarowe w najmniejsza/ścinana średnica.
- Wymiar zewnętrzny elementów na największa/ścięta część.
- Używać golenie operacje na prostych krawędziach, jeśli to konieczne, za dodatkową opłatą.
Typowe tolerancje według materiału
| Rodzaj materiału | Tolerancja rozstawu | Możliwość tolerancji przebicia |
|---|---|---|
| Stal miękka | ±0,005″ | ±0,002″ |
| Stal nierdzewna | ±0,003″ | ±0,0025″ |
| Aluminium | ±0,004″ | ±0,002″ |
| Stopy o wysokiej wytrzymałości | ±0,006″ | ±0,003″ |
6.0Tolerancje precyzyjnego rozmieszczenia otworów
- Przebicie w tej samej płaszczyźnie jest niezwykle dokładny: tolerancja ±0,002″ między otworami jest powszechna.
- Jeśli są dziury bliżej niż 1,5× grubości materiałulub na różne płaszczyzny, tolerancje muszą zostać poluzowane, aby uwzględnić sprężystość i odchylenia od gięcia.
- Gęsto rozmieszczone otwory może wymagać oddzielnych operacji w celu zachowania dokładności.
| Rodzaj materiału | Tolerancja rozstawu | Możliwość tolerancji przebicia |
| Stal miękka | ±0,005″ | ±0,002″ |
| Stal nierdzewna | ±0,003″ | ±0,0025″ |
| Aluminium | ±0,004″ | ±0,002″ |
| Stopy o wysokiej wytrzymałości | ±0,006″ | ±0,003″ |
7.0Wytyczne dotyczące projektowania narzędzi do tłoczenia metali
Narzędzia muszą wytrzymywać ogromne siły:
- Do wybicia 0,5″ w miękkiej stali o grubości 0,062″ wymagane jest ciśnienie 2,5 tony, zwykle dostarczane przez maszyna do tłoczenia o dużej prędkości.
- Produkcja z wydajnością 80 części na minutę jest możliwa dzięki podajnik serwo system podający taśmę metalową do matrycy postępowej z dużą prędkością.
Aby uniknąć złamania stempla:
- Zaprojektuj otwory lub szczeliny za pomocą minimalny przekrój = grubość materiału.
- Unikaj ostrych narożników wewnętrznych i zbyt cienkich sekcji.
8.0Gięcie i formowanie w prasach
Formowanie metali w prasy tłoczące jest operacją liniową, pionową. Formowalność materiału zależy od jego stop i hartowanie:
- Niższa temperatura = większa ciągliwość, łatwiejsze do uformowania.
- Bardziej surowy charakter = większa sprężystość, wymagające nadmierne zginanie
Zasady tworzenia reguł praktycznych:
- Łuki 90° są standardowe; bardziej złożone formy mogą wymagać dodatkowych stanowisk matrycowych lub zostać przeniesione do Maszyna do gięcia CNC do operacji postformingowych.
- Ten uformowana noga powinno być ≥2,5× grubość materiału poza promień gięcia, aby zapewnić integralność strukturalną i powtarzalność.
9.0Zarządzanie zniekształceniami i wadami zgięcia
Gdy materiał się wygina:
- Ten wewnętrzna powierzchnia ulega ściśnięciu; ten rozciąganie się powierzchni zewnętrznej.
- Może to spowodować ścieńczenie ścianek, wypukły, Lub ściśnięte rogi.
Aby to zrobić:
- Dodać otwory reliefowe u podstawy przecinających się zakrętów (np. w narożnikach pudełka).
- Konturowe wykroje aby uniknąć wybrzuszeń w newralgicznych miejscach.
- Dodaj notatki, takie jak „W tym obszarze nie wolno wybrzuszać się” w razie potrzeby na rysunkach.
10.0Wymiarowanie i tolerowanie kształtów
Bends wprowadza wiele zmiennych:
- Tolerancja grubości materiału
- Tolerancja gięcia kątowego (typowo ±1°)
- Dokładność narzędzi między stacjami
Wytyczne projektowe:
- Wymiar od wewnętrznej strony zagięć, nie od zewnętrznej krawędzi.
- Gdy elementy są umieszczone daleko od zakrętu, zmiana kątowa może powodować duże przesunięcia wymiarowe. Należy to uwzględnić przy ustalaniu tolerancji.
- Złożone formularze mogą wymagać operacje kwalifikowania lub określania wielkości aby zachować dokładność.
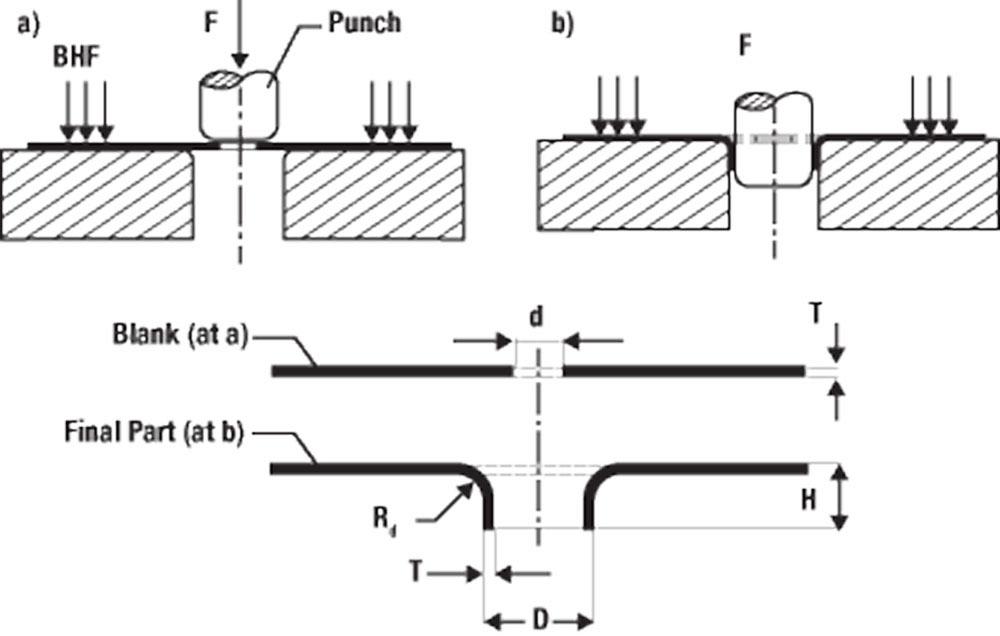
11.0Tłoczenie głębokie: wytyczne projektowe i procesowe
Czym jest Deep Draw?
Tłoczenie głębokie polega na przeciąganiu płaskiego wykroju przez zaokrągloną matrycę do wnęki, tworząc skorupa z zamkniętym dnem Lub kubek cylindrycznyW przeciwieństwie do formowania rozciąganego, materiał jest pociągnięty, nie rozciągnięte.
Mechanika głębokiego ciągnienia
Proces ten składa się z dwóch etapów:
- Bańki:Dziurka styka się z wykrojem i rozciąga materiał, tworząc linia szoku(widoczne przerzedzenie wokół dolnego promienia).
- Rysunek:Materiał ścian gęstnieć(do +10% oryginalnej grubości) w miarę jak przepływa do wewnątrz i w dół.
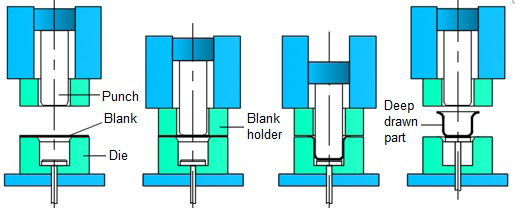
Implikacje projektowe dla głębokiego rysowania
- Ten dziurkacz musi być stożkowy, umożliwiając usunięcie części.
- Muszle będą miały naturalne zwężenie od dołu (wąsko) do góry (szeroko).
- Kierunek włókien materiału może powodować muszle nieokrągłe. A kołnierz może pomóc zachować okrągłość.
- Szczypta obcios Pozostaw częściowy promień wewnętrzny i ostrą krawędź zewnętrzną. Obróbka skrawaniem jest wymagana, jeśli cięcie na równo z powierzchnią jest kluczowe.
Określanie narysowanych powłok
Ponieważ grubość zmienia się w trakcie naciągania:
Użyj jednego z następujących:
- Początkowa grubość materiału
- Minimalna grubość ścianki
- Maksymalna grubość ścianki
Wymiar ID (średnica wewnętrzna) podczas odwoływania się do wymiarów wykrojnika.
Wymiar OD (średnica zewnętrzna) odnosząc się do produktu finalnego, należy zwrócić uwagę na naddatek na zwężenie.
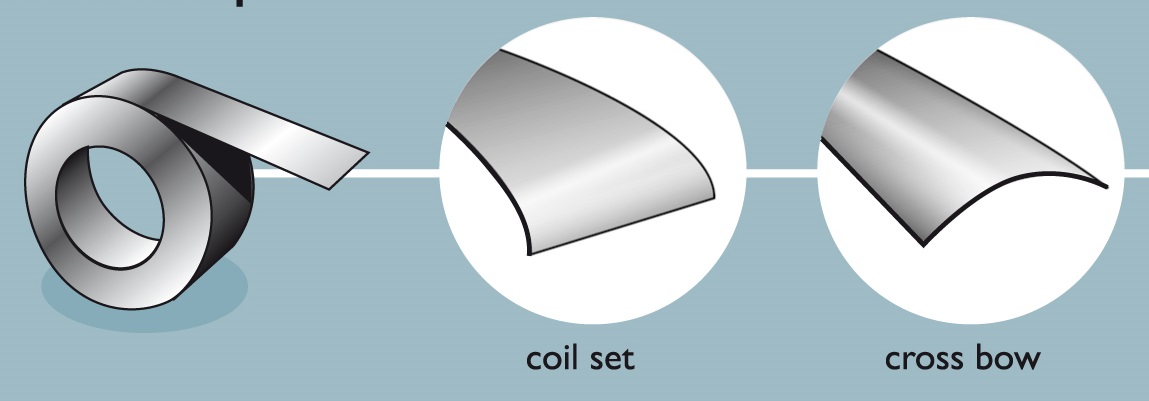
12.0Płaskość w wytłoczkach metalowych
Zniekształcenia związane z materiałem
W przypadku taśm metalowych podawanych w zwojach występują dwa główne problemy:
- Zestaw cewek(wygięte wzdłużnie): często można je wyprostować przy użyciu precyzyjnej maszyny prostującej lub systemu spłaszczania wałkowego w celu skorygowania podłużnej krzywizny zwoju.
- Kusza(wygięte na szerokość): znacznie trudniejsze do usunięcia i często wpływające na ostateczną płaskość.
Zniekształcenie wywołane procesem
Naprężenia wykrawające i formujące powodują zginanie lub walcowanie krawędzi materiału, szczególnie w:
- Grubsze materiały
- Twardsze stopy (np. stal nierdzewna, stal o wysokiej wytrzymałości)
Aby zminimalizować zniekształcenia:
- Unikaj umieszczania perforacji zbyt blisko siebie Lub blisko krawędzi—pozostaw grubość ≥1,5×.
- Zachowaj dziury ≥2× grubość z dala od zagięć lub form.
- Jeśli nie jest to możliwe, zwiększ tolerancję otworu aby uwzględnić zniekształcenia.
13.0Zarządzanie kosmetyką powierzchni w częściach tłoczonych
Ślady narzędzi
Ze względu na duże siły, ślady narzędzi są nieuniknione w wielu przypadkach:
- Formowanie wycieraniapozostawia rysy na zewnętrznych zagięciach.
- Rysunek powoduje linie szokowe.
- Wybijanie i tłoczenie pozostawiają widoczne ślady nacisku.
Kreatywne projektowanie matryc i precyzyjne powierzchnie narzędziowe można je zminimalizować, szczególnie tam, gdzie wygląd kosmetyczny ma znaczenie.
14.0Obsługa i ochrona powierzchni
Większość stempli to:
- Masowo obsługiwane przez linie produkcyjne.
- Masowe wykończenie(bębnowanie, gratowanie, itp.).
- Pakowane luzem, często bez ochrony indywidualnej.
W przypadku części wrażliwych:
- Określić kosmetyk wymagania na rysunku.
- Rozważać opakowania indywidualne Lub ostateczne operacje wykończeniowe jeśli integralność powierzchni ma kluczowe znaczenie.
15.0Ostatnie myśli
Dzięki zrozumieniu i zastosowaniu tych zasad projektowania tłoczenia metali można znacząco poprawić jakość detali, obniżyć koszty produkcji i zapewnić powtarzalność procesu produkcyjnego. Niezależnie od tego, czy chodzi o wybór odpowiedniego materiału, tolerancję głębokiego tłoczenia, czy projektowanie elementów o formowalnych, współpraca z doświadczonymi inżynierami narzędziowymi i producentami przyniesie najlepsze rezultaty.
16.0Często zadawane pytania (FAQ) dotyczące projektowania tłoczeń metalowych
1. Jakie materiały najlepiej nadają się do tłoczenia metali?
Materiały powszechnie stosowane w tłoczeniu metali to stale węglowe, stale nierdzewne, aluminium, miedź i mosiądz. Najlepszy wybór zależy od wymagań danego zastosowania w zakresie wytrzymałości, formowalności, przewodności, odporności na korozję i opłacalności.
2Jak zminimalizować zadziory w metalowych elementach tłoczonych?
Zadziory są normalnym efektem ubocznym wykrawania i przekłuwania. Aby zminimalizować wysokość zadziorów:
- Użyj optymalnego odstępu między stemplem a matrycą (~8–10% grubości materiału na stronę)
- Zapewnij ostrość i konserwację narzędzi
- W przypadku zastosowań kosmetycznych należy rozważyć wtórne usuwanie zadziorów lub polerowanie
3. Jakiej typowej tolerancji mogę się spodziewać w przypadku tłoczonych części metalowych?
Standardowe tolerancje wymiarowe otworów i krawędzi często mieszczą się w granicach ±0,002 cala w zastosowaniach wymagających wysokiej precyzji. Jednak tolerancje mogą się różnić w zależności od:
- Grubość i twardość materiału
- Zużycie narzędzia i prędkość skoku
- Lokalizacja obiektów (płaskie i uformowane płaszczyzny)
4. Czy tłoczenie metali pozwala na uzyskanie złożonych kształtów 3D?
Tak. Używając matryc progresywnych i narzędzi złożonych, można uzyskać skomplikowane kształty, w tym zagięcia, przesunięcia, żaluzje i płytkie wytłoczenia. W przypadku głębszych kształtów, tłoczenie głębokie jest stosowany, chociaż powoduje pogrubienie i zwężenie ścianek.
5. Jak sprężystość materiału wpływa na dokładność gięcia?
Sprężystość jest bardziej widoczna w twardszych materiałach i przy ciasnych zagięciach. Aby to skompensować:
- Nieznacznie przegiąć kąty
- Weź pod uwagę kierunek ziarna i stopień utwardzenia materiału
- Stosuj narzędzia formujące przeznaczone do przeciwdziałania efektowi sprężynowania
6. Jaki jest minimalny odstęp między otworami w częściach tłoczonych?
Aby uniknąć zniekształceń, otwory powinny być rozmieszczone w odstępach co najmniej 1,5× grubość materiału od siebie. W przypadku otworów w pobliżu zakrętu, należy je zachować 2× grubość materiału od promienia gięcia.
7. Dlaczego moja wytłoczona część nie jest idealnie płaska?
Problemy z płaskością mogą wynikać z:
- Zestaw cewek i kusza w surowym pasku
- Nadmierne przerzedzenie materiału w pobliżu przebitych elementów
- Operacje formowania w pobliżu niepodpartych krawędzi
Zmiana narzędzi lub operacje spłaszczania wtórnego mogą pomóc złagodzić ten problem.
8Czy części tłoczone z metalu mogą mieć jakość kosmetyczną?
Tak, ale wymagania estetyczne muszą być jasno określone na rysunku. Projekt oprzyrządowania, metody obróbki i obróbka końcowa (np. bębnowanie lub opakowanie ochronne) – wszystkie te elementy można dostosować do standardów jakości wizualnej.
9. Jaka jest różnica pomiędzy tłoczeniem głębokim a formowaniem z rozciąganiem?
- Głębokie tłoczenie wciąga materiał do wnęki powodując pogrubienie ścianek i zamknięcie dna.
- Formowanie rozciągające rozciąga arkusz na matrycy, zmniejszając grubość ścianek i zazwyczaj otwierając dno.
Tłoczenie głębokie jest idealne do produkcji przedmiotów o dużej wytrzymałości, o zamkniętych kształtach przypominających pojemniki.
10. Jak mogę obniżyć koszty projektowania tłoczeń metalowych?
- Używaj standardowych wskaźników i powszechnie stosowanych stopów.
- Unikaj zbyt ścisłych tolerancji, chyba że jest to konieczne.
- Cechy konstrukcyjne uwzględniające możliwość produkcji (np. odstępy, promienie, długości nóg)
- Skonsultuj się z firmą zajmującą się tłoczeniem już na wczesnym etapie projektowania.
Odniesienia
https://www.researchgate.net/figure/Schematic-presentation-of-the-conventional-deep-drawing-process_fig1_283671332
https://www.thefabricator.com/thefabricator/article/bending/r-d-update-edge-fracture-in-hole-extrusion-and-flanging-part-i
https://aminds.com/understanding-sheet-metal-stamping-guideline-for-buyers/




