
W tym wpisie na blogu wprowadzimy podstawową terminologię stosowaną w tłoczeniu metali i wyjaśnimy podstawowe funkcje operacji tłoczenia. Przyjrzymy się również popularnym typom matryc, porównamy różne konstrukcje zgarniaczy i przyjrzymy się bliżej podstawowym procesom tłoczenia stosowanym w produkcji.
1.0Matryce do tłoczenia metalu: proste, złożone i progresywne
Perforacja jest zazwyczaj najcięższą operacją wykonywaną w matrycy, ponieważ prasa dziurkująca Stosuje siły od kilku ton do ponad 1000 ton. Prawidłowe ustawienie prasy jest kluczowe. Chociaż zestaw matryc w pewnym stopniu przyczynia się do ustawienia prasy podczas pracy, nie jest w stanie zrekompensować nieprawidłowego ustawienia prasy.
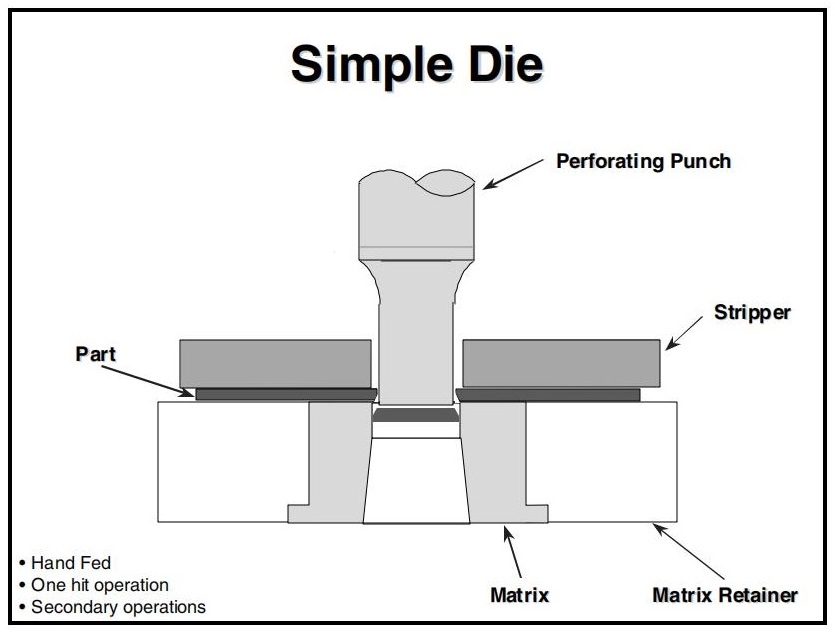
1.1Prosta kostka
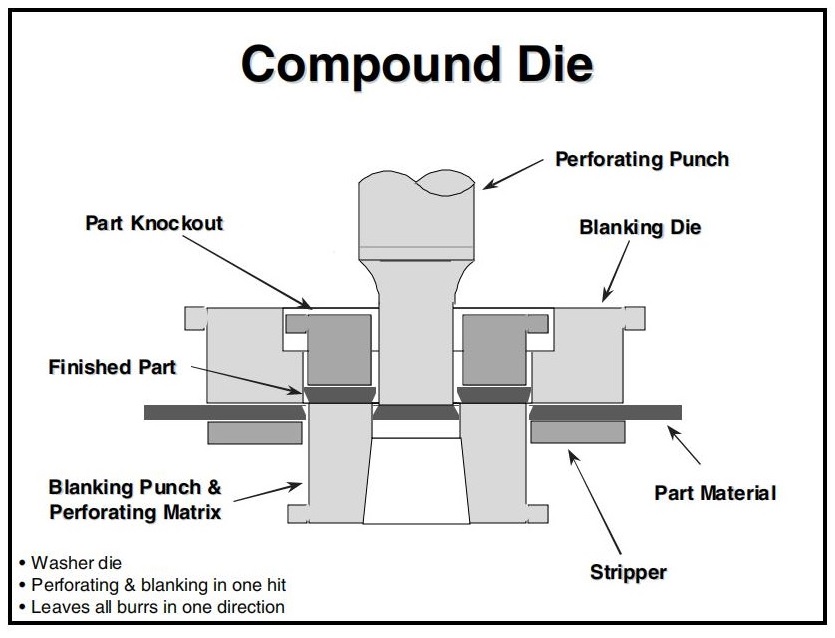
1.2Kostka złożona
Matryca złożona wykrawa i perforuje element jednocześnie na tym samym stanowisku. Zazwyczaj otwory są wykrawane w dół, a element wykrawany w górę, co pozwala na przedostanie się zanieczyszczeń przez matrycę. Ponieważ element pozostaje w matrycy, konieczne jest zastosowanie metody jego wyjmowania.
Matryce łączone to zazwyczaj matryce jednopunktowe, choć mogą pracować w trybie ciągłym z podajnikiem, jeśli usuwanie detali jest odpowiednio zarządzane. Używanie matrycy uchylnej z otwartym tyłem (OBI) naciskać w pozycji pochylonej z przedmuchem powietrza ułatwiającym wyjmowanie części.
Zalety matryc kompozytowych:
- Wymaga minimalnej przestrzeni na prasę
- Wszystkie zadziory skierowane są w jednym kierunku
- Doskonała dokładność pomiędzy otworami i krawędziami wykończeniowymi
- Bardziej ekonomiczne w budowie niż matryce progresywne
Wady:
- Ograniczona przestrzeń wewnętrzna sprawia, że elementy matrycy są cienkie i słabe
- Skoncentrowane obciążenie i wstrząsy zwiększają ryzyko awarii narzędzi (uszkodzenia stempla i matrycy)
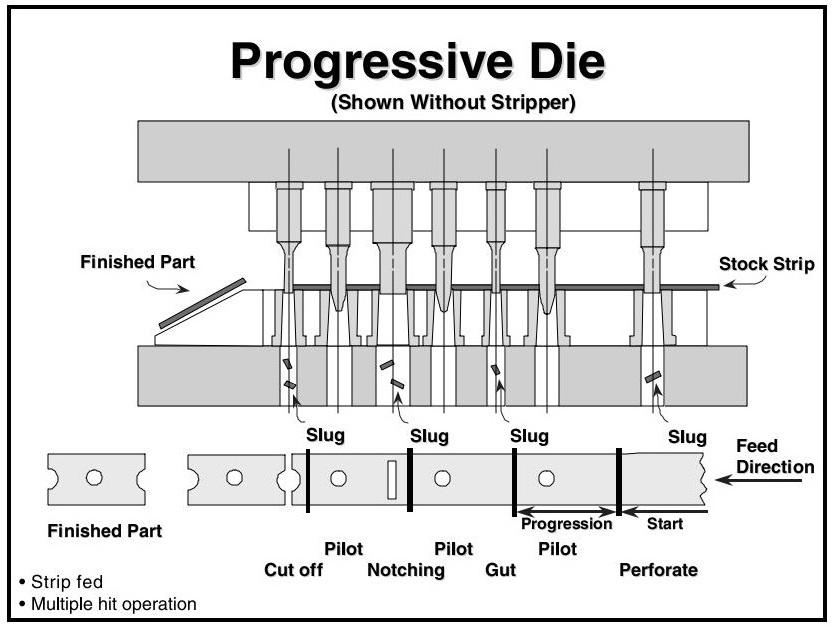
1.3Kostka progresywna
Matryce progresywne to wydajna metoda przetwarzania surowego materiału w kręgach na gotowe elementy, wymagająca minimalnej obsługi. Materiał jest stopniowo formowany w produkt końcowy, gdy przechodzi przez matrycę. Matryce progresywne zazwyczaj poruszają się od prawej do lewej, przesuwając taśmę o jeden element.
postęp w każdym cyklu prasy. Wczesne stacje zazwyczaj wycinają otwory pilotażowe, aby zapewnić prawidłowe wyrównanie na późniejszych etapach.
Istnieje wiele odmian konstrukcji matryc progresywnych; ta przedstawiona tutaj ilustruje powszechnie stosowane działania i terminologię.
2.0 Zdzieraki do tłoczenia metalu: stałe, poliuretanowe i sprężynowe
Oderwanie części od końcówki stempla po perforacji jest niezbędne. Typowe typy odbarczaczy to:
- Naprawił
- Uretan
- Wiosna
Siła zdzierania zależy od rodzaju materiału, grubości oraz odstępu między stemplem a matrycą. Waha się ona od niemal zera do nawet 25% siły perforacji. Większość zastosowań wymaga nie więcej niż 10%.
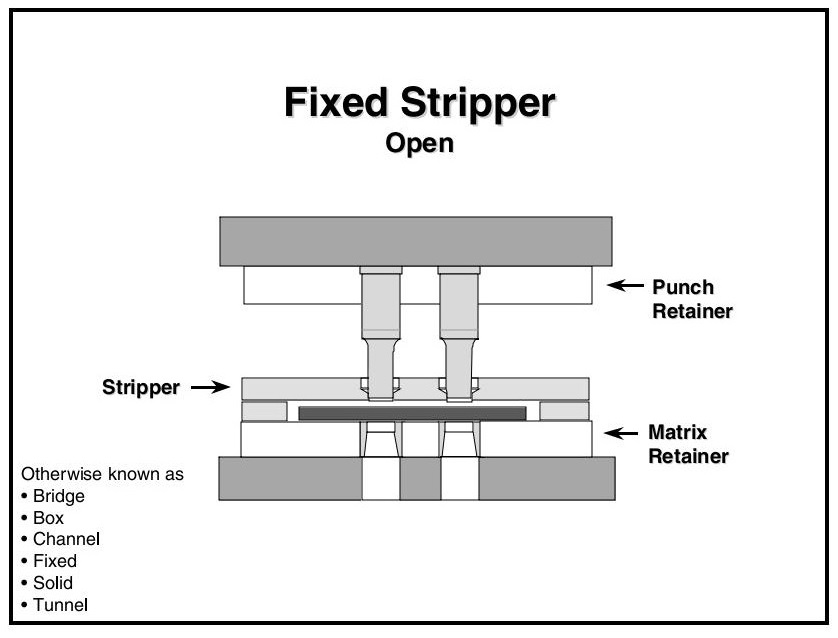
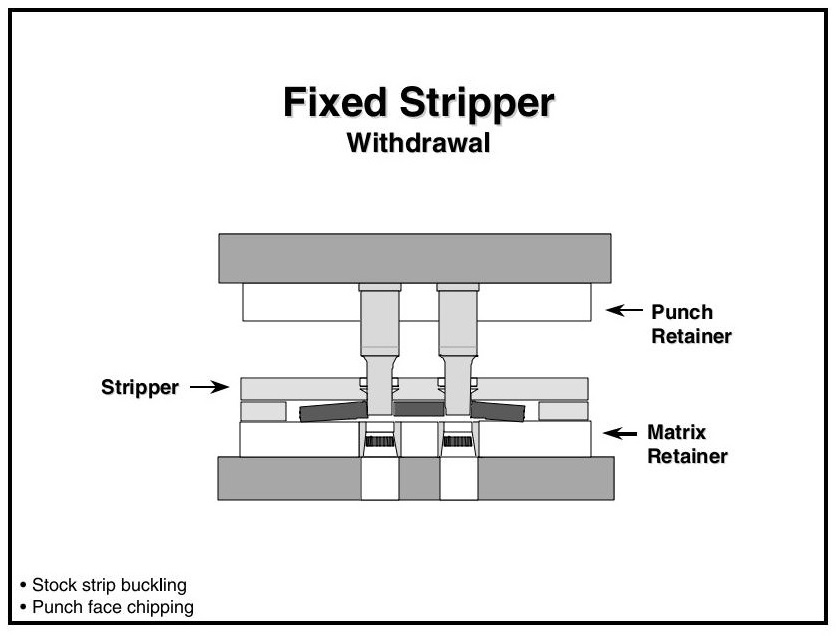
2.1Stały Stripper
Znany również jako:
- Skrzynka
- Kanał
- Solidny
- Most
- Pozytywny
- Tunel
Stały ściągacz to stalowa płyta z rowkiem, zamontowana w stałej pozycji na uchwycie matrycy. Zawiera otwory umożliwiające bezproblemowe przejście stempli. Gdy matryca się otwiera, ściągacz dociska materiał i usuwa go ze stempli.
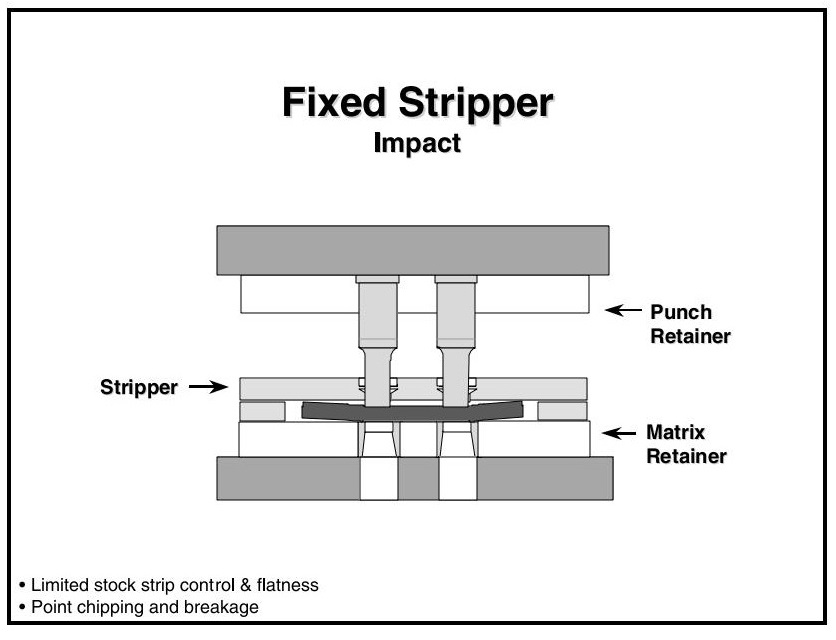
Wady stałych striptizerek:
- Nie trzymaj paska płasko
- Nie może absorbować wstrząsów przebijających
- Powoduje to słabą płaskość części i przedwczesne uszkodzenie stempla
- Typowy luz wynosi 1,5× grubości materiału (zwykle 1/16″–1/8″)
- Odkształcenie materiału pod punktem uderzenia może prowadzić do:
- Odpryskiwanie stempla
- Ruch boczny zarówno części, jak i stempla
- Niska jakość części
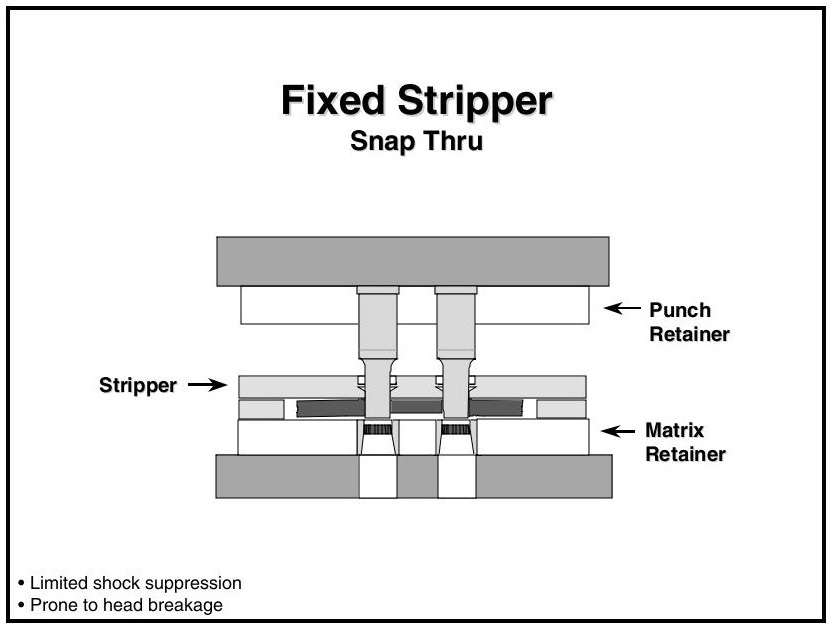
Przebicie powoduje nagłe rozładowanie, powodując wstrząs, który może uszkodzić głowice stempla. Wyboczenie materiału podczas cyklu powoduje przytwierdzenie części do końców stempla, zwiększając siłę zrywającą i ryzykując uszkodzenie powierzchni stempla.
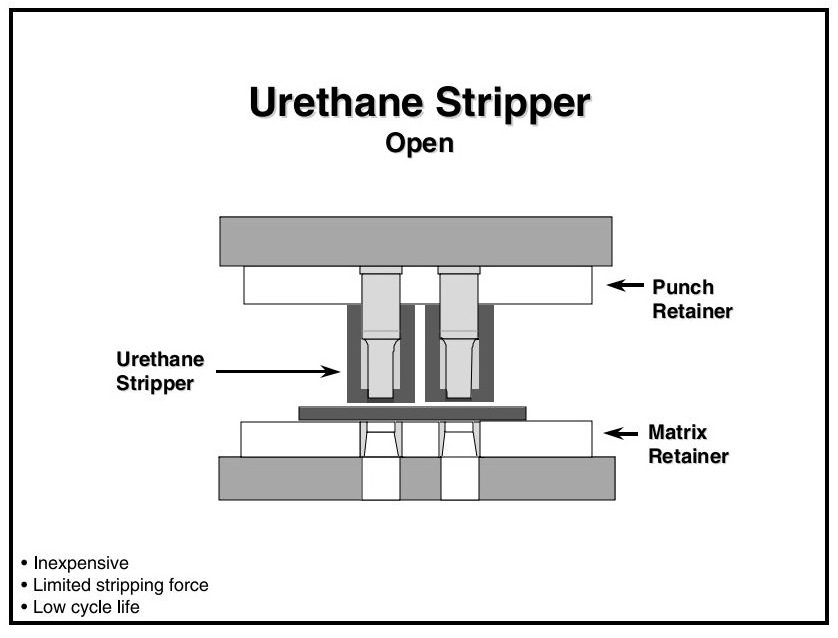
2.2Stripper uretanowy
Zdzieraki poliuretanowe są ekonomiczne i proste w użyciu. Wciska się je na stemple, zapobiegając ich wpadaniu do matrycy.
Ostrzeżenia:
- Z biegiem czasu poliuretan ulega zmęczeniu i może się poluzować
- Może wpaść do kostki i spowodować uszkodzenia
- Formowane główki poprawiają retencję i trwałość
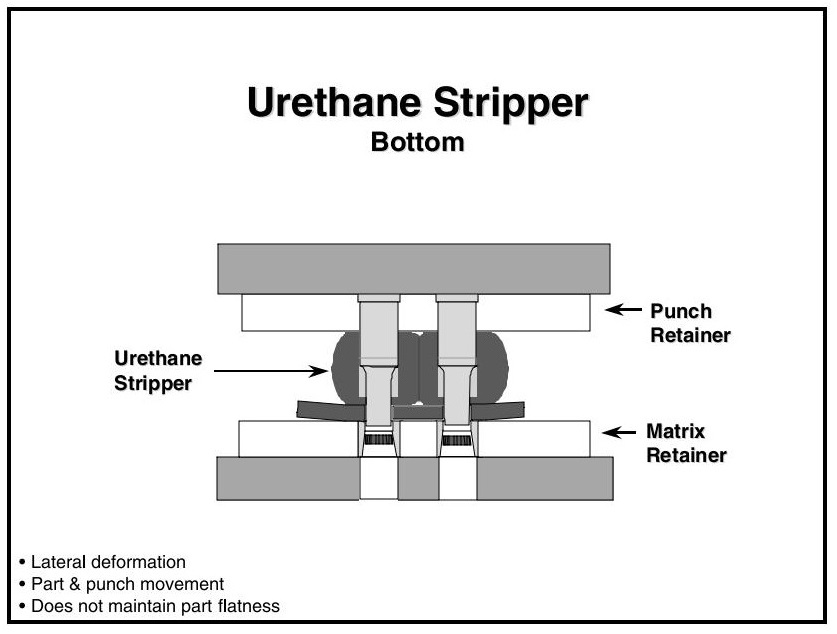
Zagadnienia dotyczące wydajności:
- Uretan odkształca się, a nie ściska. Jeśli nie ma wystarczająco dużo miejsca na przemieszczenie objętości, elementy narzędzi mogą ulec przemieszczeniu lub uszkodzeniu.
- Nie można utrzymać paska płasko
- Może powodować uwięzienie powietrza wokół punktów uderzenia, co może prowadzić do wyciągania ślimaka
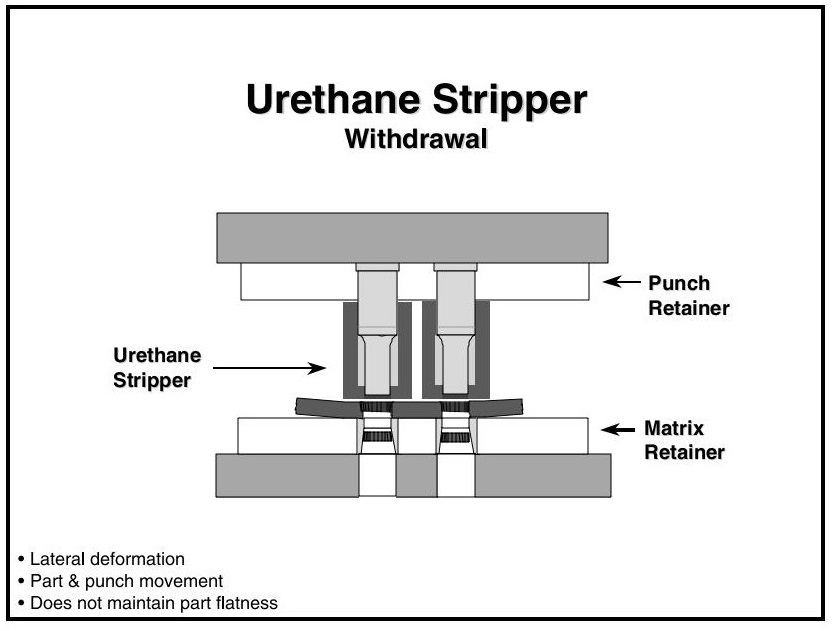
- Ruch boczny podczas odkształcania może powodować problemy z ustawieniem. Podczas wycofywania poliuretan powraca do pierwotnego kształtu i odkształca element, ale może go odkształcać.
- Niektóre zdzieraki poliuretanowe są wyposażone w stalowe podkładki, które redukują odkształcenia. Może to jednak być niebezpieczne w przypadku stempli kształtowych lub przy dużym obciążeniu wstępnym, ponieważ kontakt z podkładką może spowodować uszkodzenie stempla.
Zalecany projekt: Dwuskładnikowy poliuretan – o dużej twardości na powierzchni czołowej i średniej twardości na powierzchni głównej – zapewnia najlepszą równowagę między płaskością a trwałością.
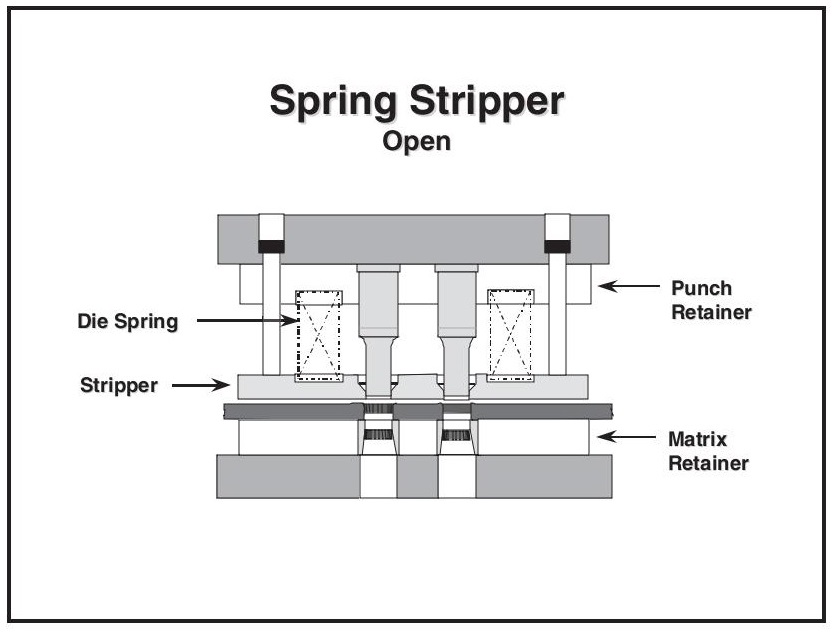
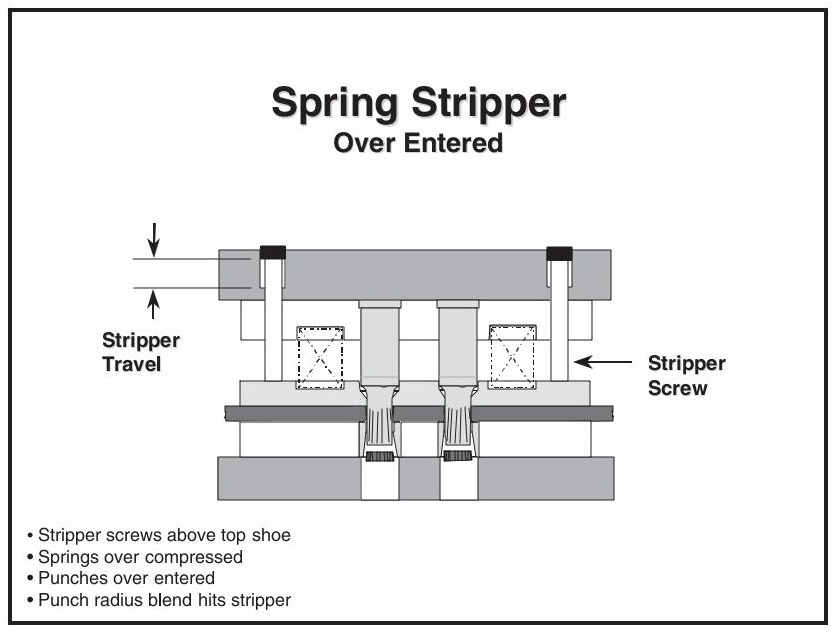
2.3Spring Stripper
Zgarniacze sprężynowe zapewniają doskonałą wydajność.
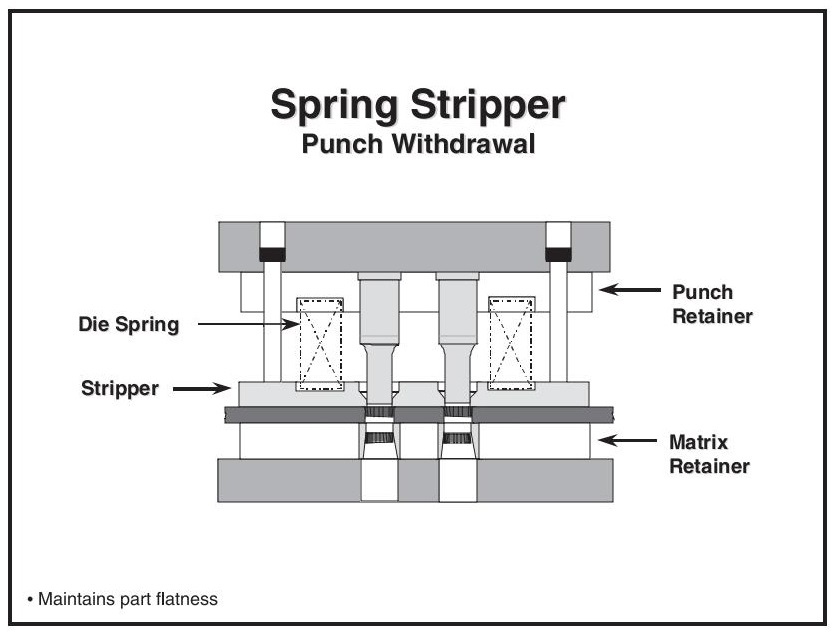
- Podczas perforowania należy trzymać taśmę lub jej część płasko
- Unikaj podnoszenia lub wieszania na uderzeniach
- Umożliwia wizualne monitorowanie pracy matrycy po każdym uderzeniu
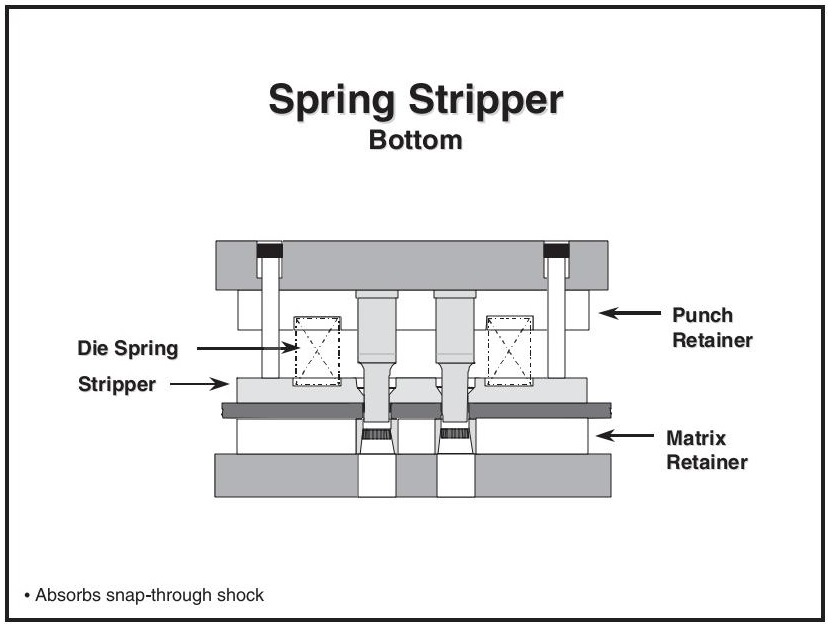
- Absorbuje wstrząsy przy przechodzeniu i eliminuje wstrząsy przy wyciąganiu, wydłużając żywotność narzędzi i prasy
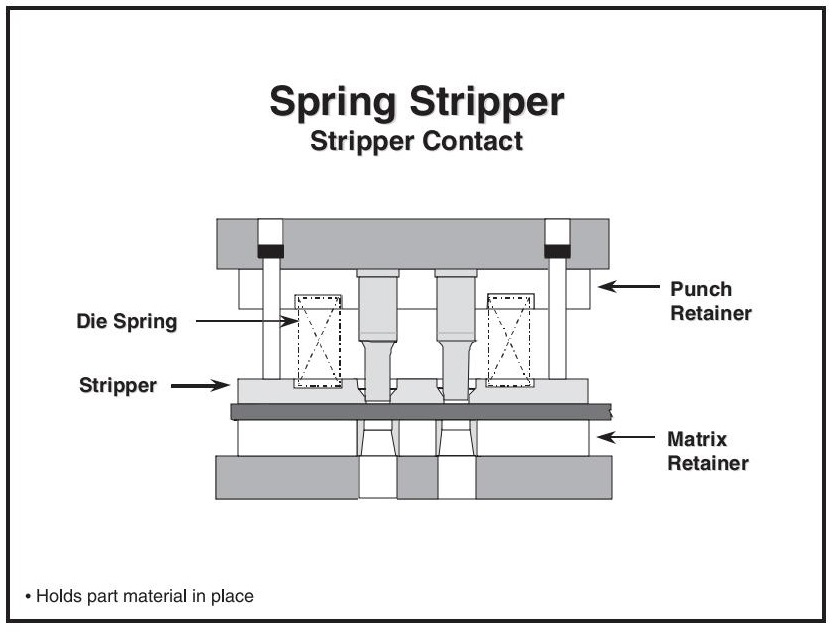
Znajdują się one pod końcówkami stempli i jako pierwsze stykają się z częścią, utrzymując ją w miejscu przez cały cykl.
Ciągłe ciśnienie podczas suwu roboczego poprawia:
- Niezawodność narzędzi
- Jakość części
- Długowieczność prasy
Ważny: Nadmierne wejście (zamknięcie matrycy poniżej zalecanej wysokości zamknięcia) może spowodować:
- Śruby ściągające do zerwania lub wygięcia
- Nadmierne ściskanie sprężyny matrycy
- Zakłócenie strippera z promieniami stempla
- Zatarcia i zużycie spowodowane dziurkowaniem
3.0Tłoczenie metalu Techniki dziurkowania: perforowanie, pilotowanie, nacinanie i inne
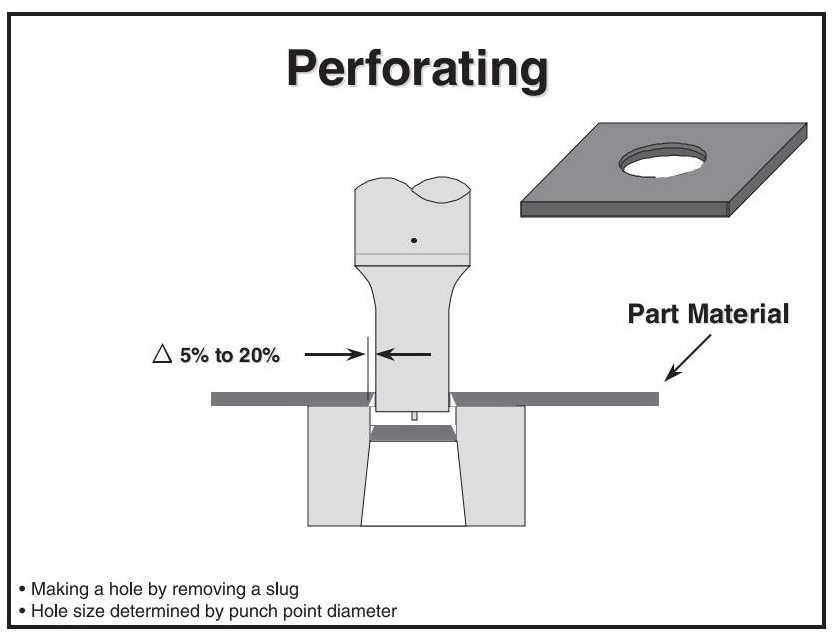
3.1Perforowanie
Perforacja tworzy otwór poprzez wybicie otworu. Stempel ścina otwór i przepycha go przez otwór matrycy (matrycę), który jest nieco większy niż czubek stempla. Stały luz wokół stempla zapewnia dokładne rezultaty.
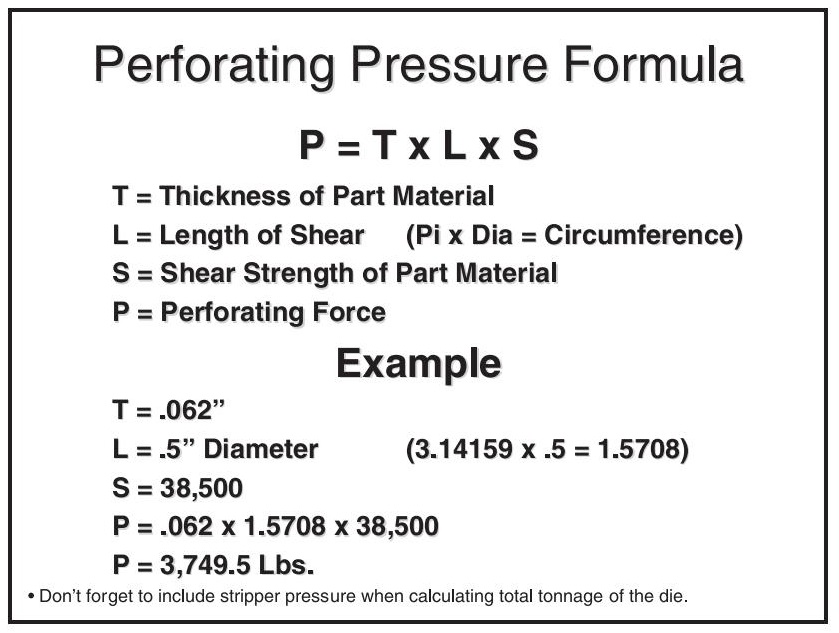
Wymagania dotyczące tonażu:
Pomnóż grubość materiału × długość cięcia (lub obwód otworu) × wytrzymałość materiału na ścinanie
Do otworów okrągłych:
Obwód = π × Średnica
Typowe wytrzymałości materiałów na ścinanie:
- Aluminium: ~50% wytrzymałości na rozciąganie
- Stal walcowana na zimno: ~80% wytrzymałości na rozciąganie
- Stal nierdzewna: ~90% wytrzymałości na rozciąganie
Spychacz Ciśnienie
Ciśnienie strippera należy uwzględnić przy obliczaniu tonażu matrycy.
- Minimum = 8% siły perforującej
- Niektórzy producenci narzędzi wymagają nawet 25%
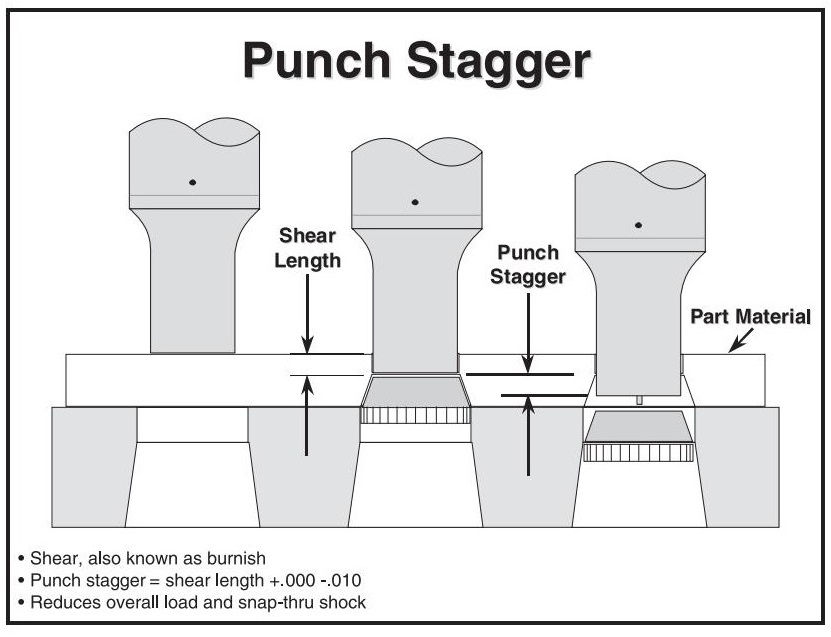
3.2Oszałamiający cios
Zadawaj ciosy naprzemiennie, aby zmniejszyć siłę uderzenia i wstrząs. Podziel ciosy na 2–3 grupy:
- Każda grupa redukuje szok o połowę lub jedną trzecią
- Typowa ilość porażająca = grubość materiału
Lepsze podejście: użyj polerowanej długości
- Przesunięcie równe lub nieznacznie mniejsze od długości polerowanej znacznie redukuje wstrząsy i uderzenia
- Następna grupa stempli styka się z materiałem przed przebiciem się pierwszej grupy
- Energia przebicia pierwszej grupy wspomaga drugą
Jest to szczególnie istotne w przypadku tłoczenia z dużą prędkością:
- Zmniejsza ilość wprowadzanych dziurek
- Minimalizuje zużycie i ciągnięcie ślimaka
- Zwiększa czas karmienia
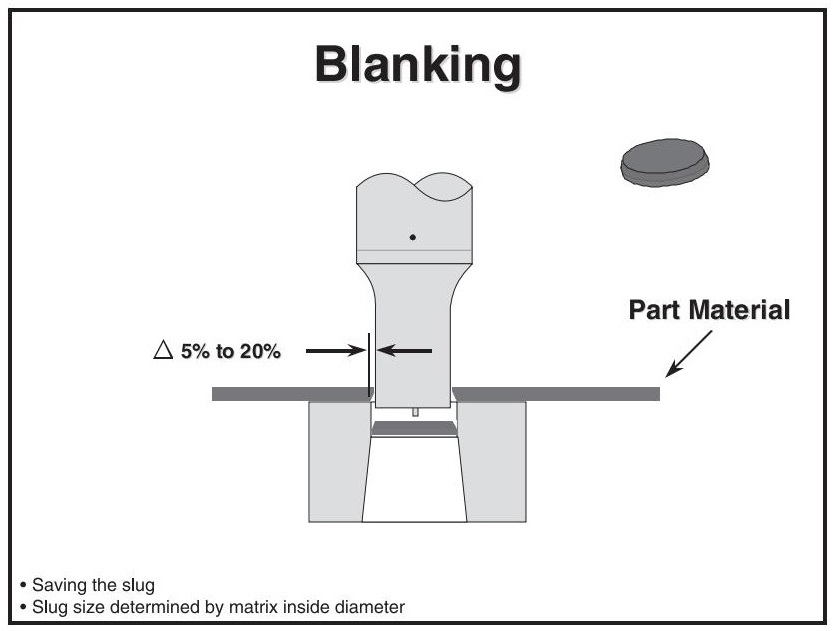
3.3Zaślepianie
- Wykrawanie polega na wycięciu całego zewnętrznego profilu części w jednej operacji.
- Podobnie jak perforowanie, ale ślimak staje się produktem końcowym
- Kierunek zadziorów jest przeciwny do kierunku otworów wewnętrznych/nacięć (chyba że wykrawanie odbywa się w górę w złożonej matrycy wykrojowej)
- Obliczanie tonażu jest takie samo jak w przypadku perforacji
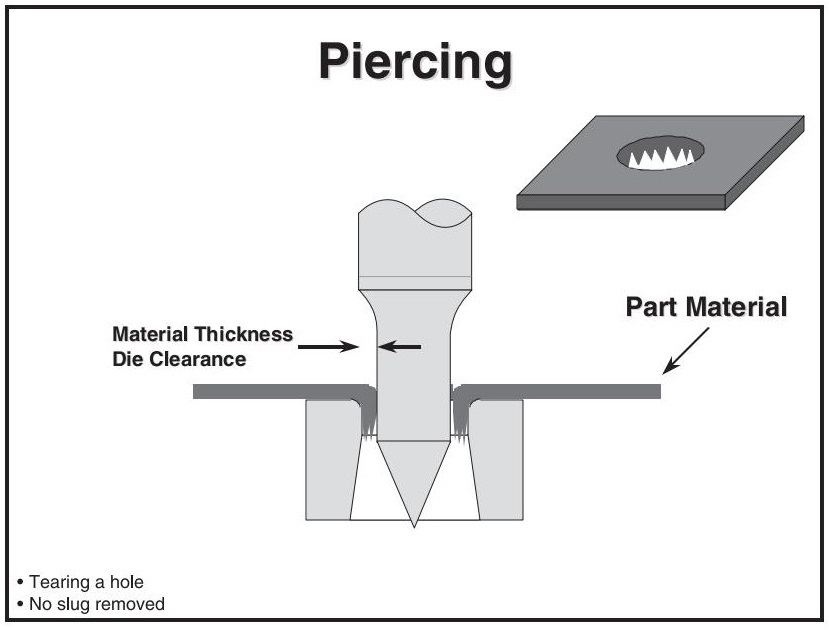
3.4Przeszywający
- Przebijanie tworzy otwory bez usuwania ślimaków
- Dziurkacz rozrywa materiał, tworząc poszarpaną krawędź
- Wyglądem przypominają otwory w tarce do żywności
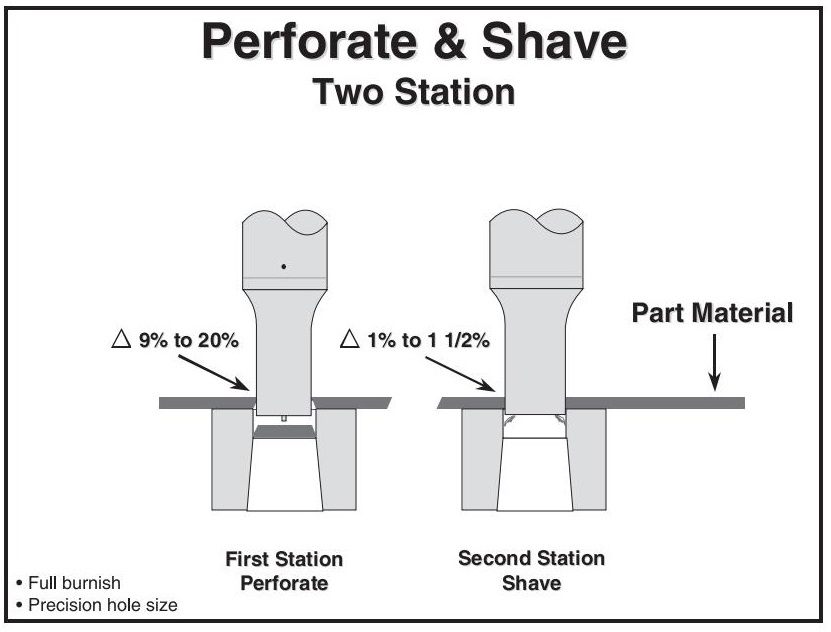
3.5Perforuj i gol
Golenie tworzy obszar o wysokim połysku (ścinaniu) wewnątrz otworu. Wykorzystuje dwa stanowiska:
- Pierwsza stacja: Standardowe perforowanie z optymalnym prześwitem, co zapewnia trwałość narzędzia i mniejsze utwardzanie podczas obróbki
- Druga stacja: wycina otwór o ostatecznym rozmiarze, zachowując ciasny prześwit
- Luz na stronę: 1–1,5% grubości materiału (łącznie 2–3%)
- Zbyt duży luz = ścięcie otworu i jego ponowne pęknięcie
Rozmiarowanie narzędzi:
- Dziurkacz do golenia = ostateczny rozmiar otworu
- Matryca goląca = 2–3% większa od stempla
- Dziurkacz perforujący = mniejszy niż dziurkacz ścinający, zmaksymalizowany prześwit bez nadmiernych zadziorów
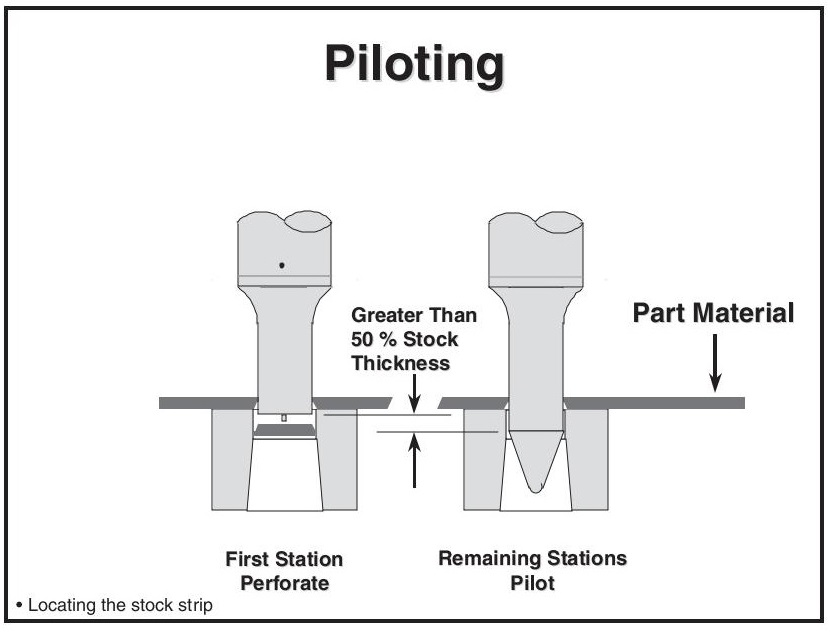
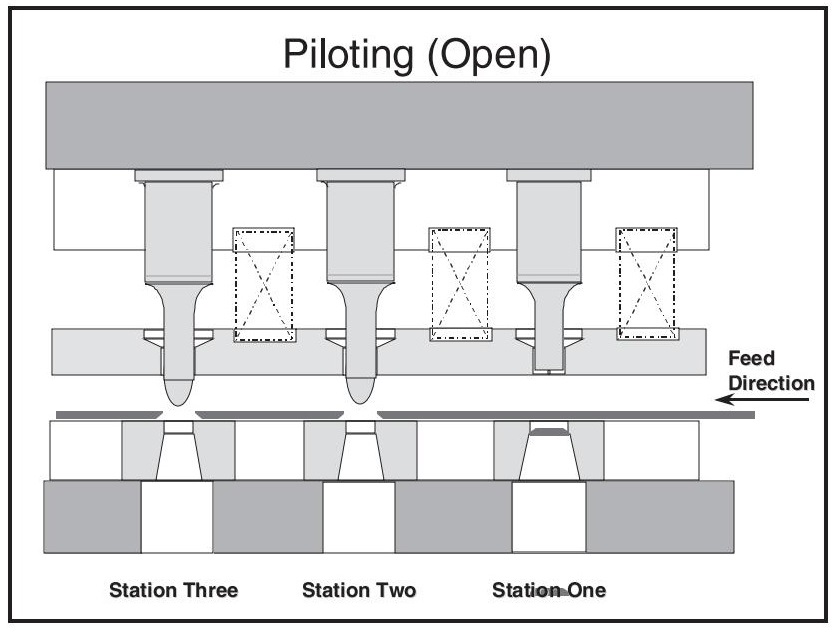
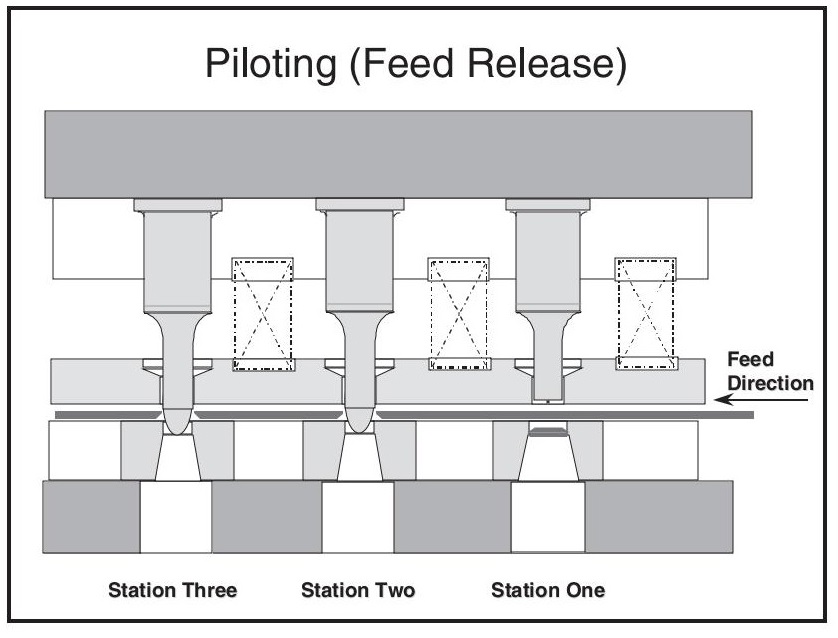
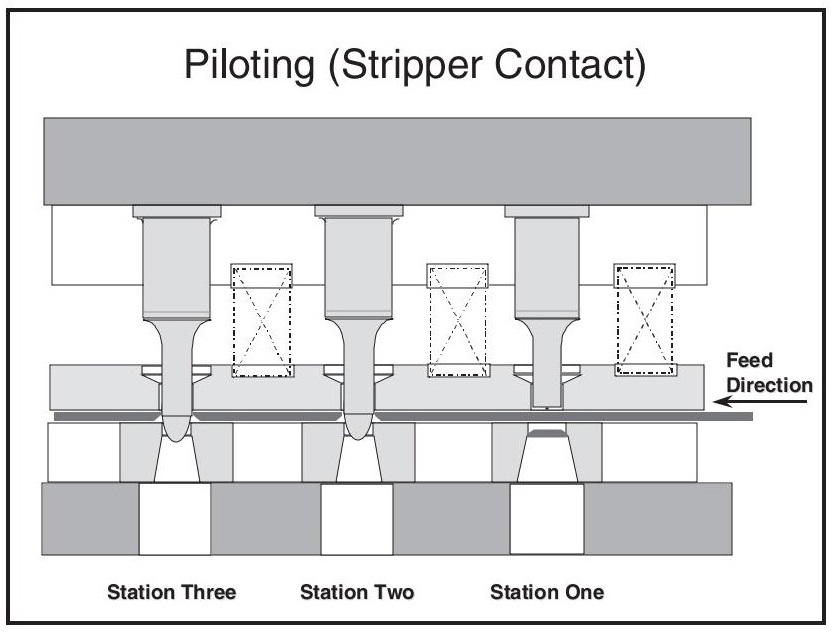
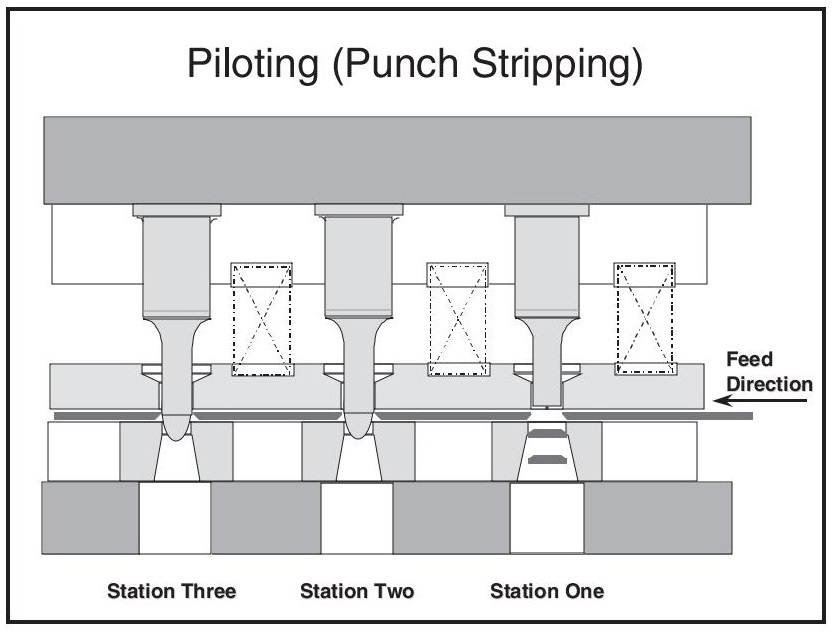
3.6Sterowanie
Piloty są kluczowe dla dokładnego umiejscowienia taśmy lub materiału części w narzędziu do tłoczenia. Zapewniają prawidłowe ustawienie przed rozpoczęciem każdej operacji.
Funkcja i czas:
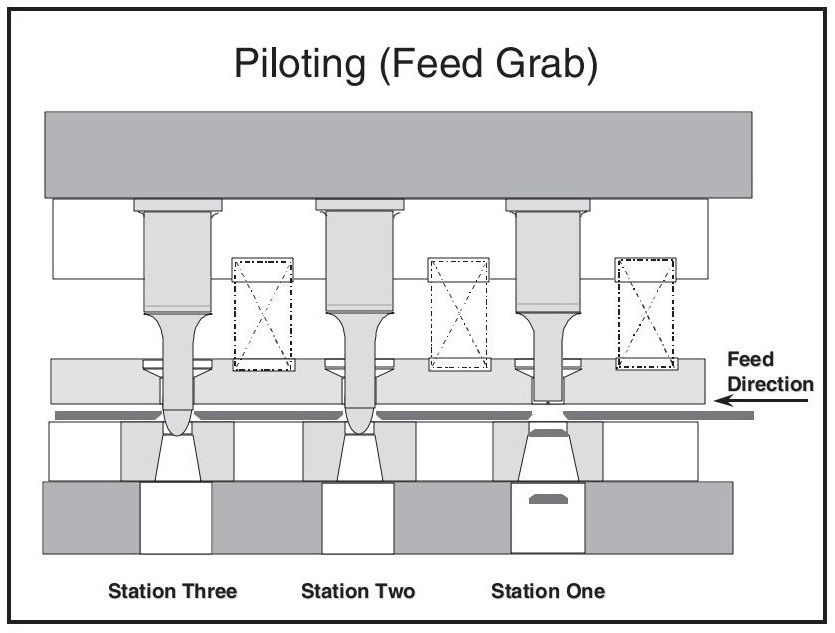
- Piloci angażują już istniejące otwory w pasie lub części przed nawiązaniem kontaktu przez osobę zdejmującą
- Gdy pilot zacznie wsuwać materiał, podajnik zwalnia go, umożliwiając pilotowi wciągnięcie materiału do właściwej pozycji
- Następnie striptizer zaciska materiał, blokując go na miejscu
- Dziurkacze perforujące powinny być ostatnimi elementami mającymi kontakt z materiałem, po pilocie i zdzieraczu
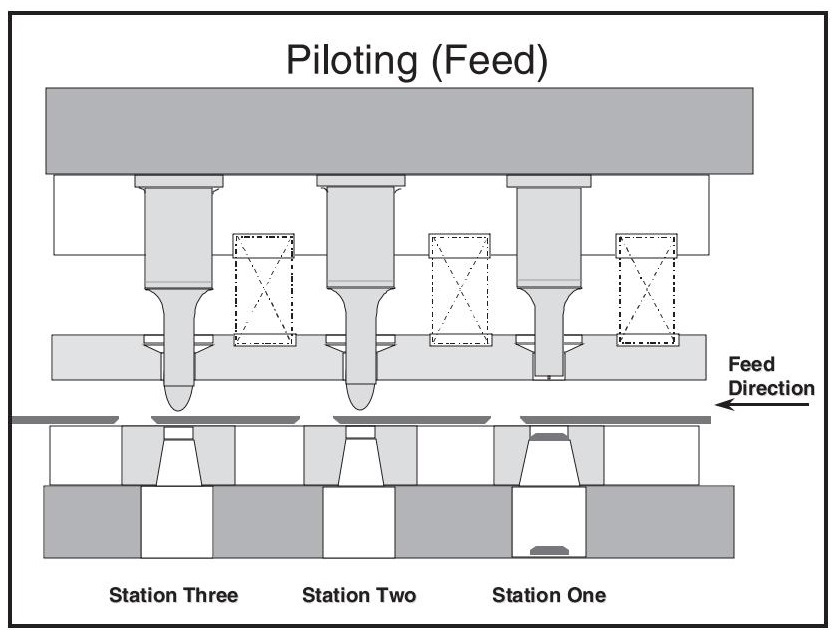
Projekt pilotażowy:
Noski pilotów są zazwyczaj zaokrąglone lub zwężane, aby ułatwić wejście bez odkształcania materiału
Średnica punktu pilota jest zwykle o 0,001” mniejsza niż średnica stempla użytego do utworzenia otworu ustalającego, aby zapobiec przywieraniu podczas wprowadzania
Długość robocza:
W większości prostych zastosowań matryc, długości robocze pilota są od 0,080” do 0,125” dłuższe niż długość stempli perforujących
Wejście i wycięcie matrycy:
Projektanci różnią się w kwestii strategii wyprzedaży:
- Niewielki prześwit (≤ 0,0005 cala) pod częścią zapewnia boczne wsparcie i precyzyjną lokalizację — idealny do formowania lub obróbki grubych materiałów
- Wada: W przypadku nieprawidłowego podawania, ciasny luz może spowodować nadmierną siłę zrywania, zatarcie lub nawet wyciągnięcie pilota, szczególnie w przypadku pilotów z blokadą kulkową
- Grubość materiału po każdej stronie: zapewnia miejsce na wytłaczanie materiału w dół bez chwytania pilota
- Wada: Sprężynowanie może zwiększyć siłę odrywania po wytłaczaniu
Zalecane, jeżeli zacięcia zdarzają się często: Użyj standardowego prześwitu perforacyjnego, aby zrównoważyć wsparcie i zwolnienie
Zagadnienia dotyczące usuwania izolacji:
- Ponieważ piloty wystają poza całkowicie rozciągnięty stripper, mogą one zakłócać zdejmowanie części
- Aby zmniejszyć to ryzyko, piloty nie powinny wystawać poza stripper na więcej niż 1/3 do 1/2 grubości materiału
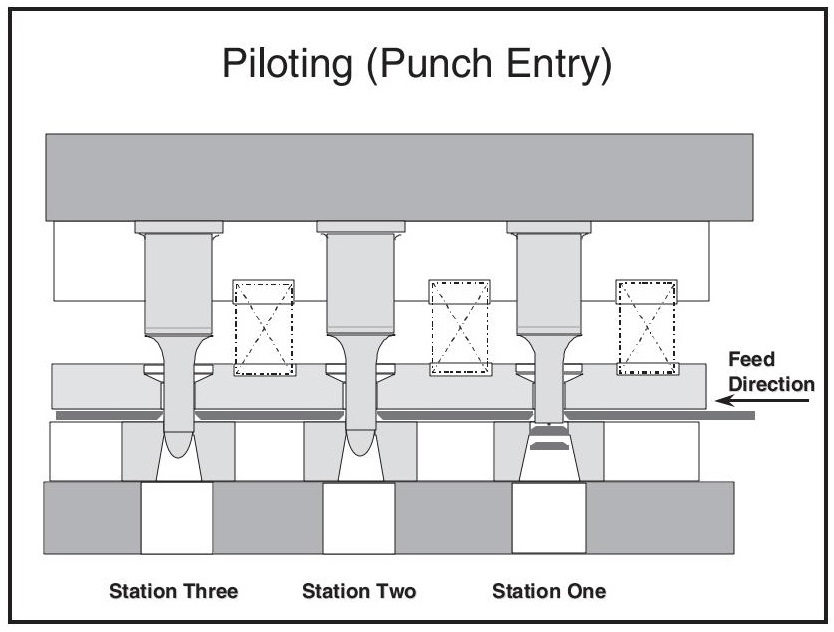
Kolejność karmienia:
- Pilot wchodzi do otworu lokalizacyjnego
- Podajnik uwalnia materiał
- Pilot wyrównuje część
- Stripper zaciska część na miejscu
- Dziurkacze wbijają się w materiał
- Po całkowitym wycofaniu pilota podajnik przesuwa materiał do następnej stacji.
- Cykl się powtarza
Wskazówka: Zawsze ustawiaj czas podawania tak, aby podajnik wszedł w taśmę, zanim ściągacz oderwie materiał. Zapewni to płynny postęp i zmniejszy ryzyko zacięć lub przesunięcia części.
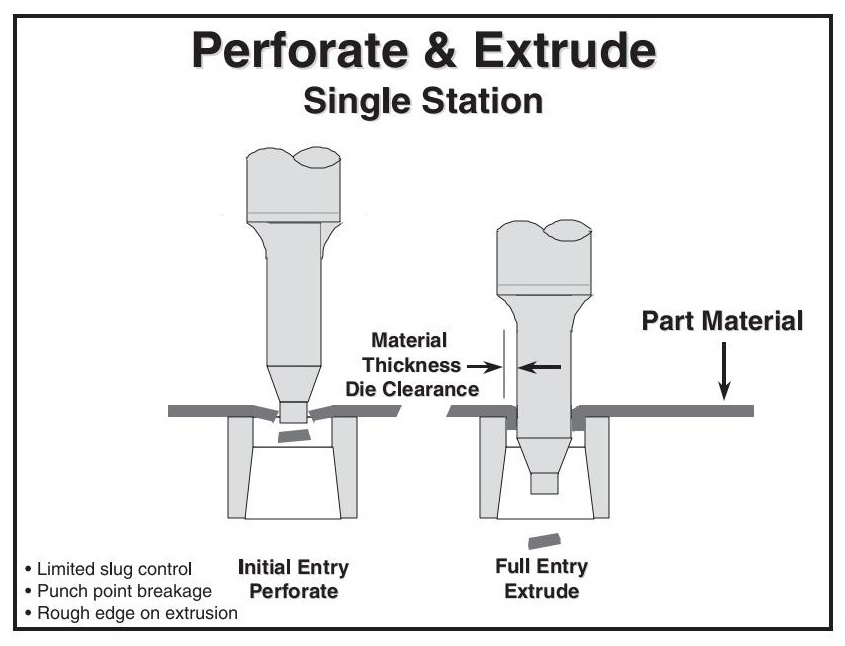
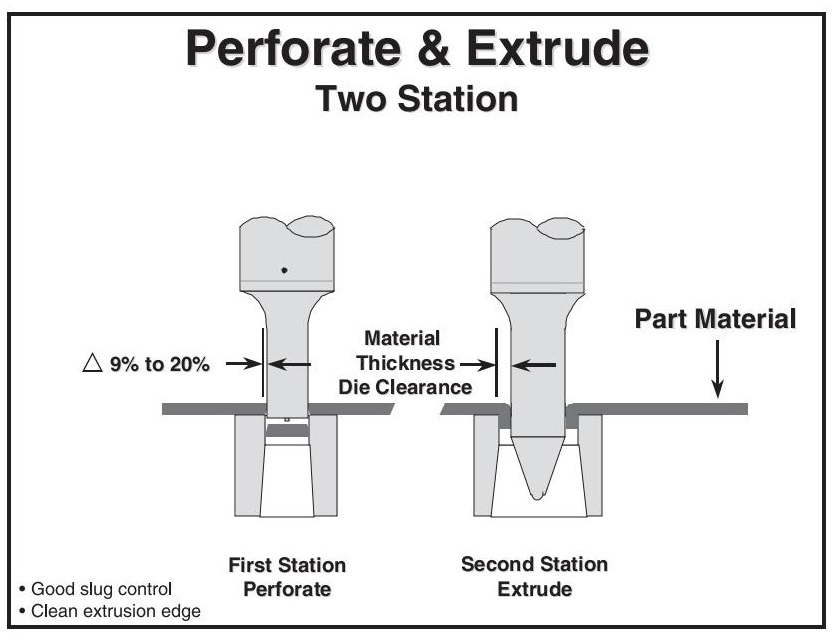
3.7Perforuj i wytłaczaj
Pojedyncza stacja (niezalecane):
- Szorstka krawędź wytłaczania
- Złamanie nosa po uderzeniu
- Ślimak potyka się lub zacina
Dwie stacje (zalecane):
- 1. stacja: Perforacje
- 2. stacja: Wytłoczenia
Zalety:
- Czysta krawędź wytłaczania
- Dobra kontrola ślimaków
- Lepsza niezawodność narzędzi
Uwaga: Standardowe piloty mogą służyć jako stemple wytłaczające. Aby uzyskać najlepszą wydajność, należy je wypolerować i wypolerować.
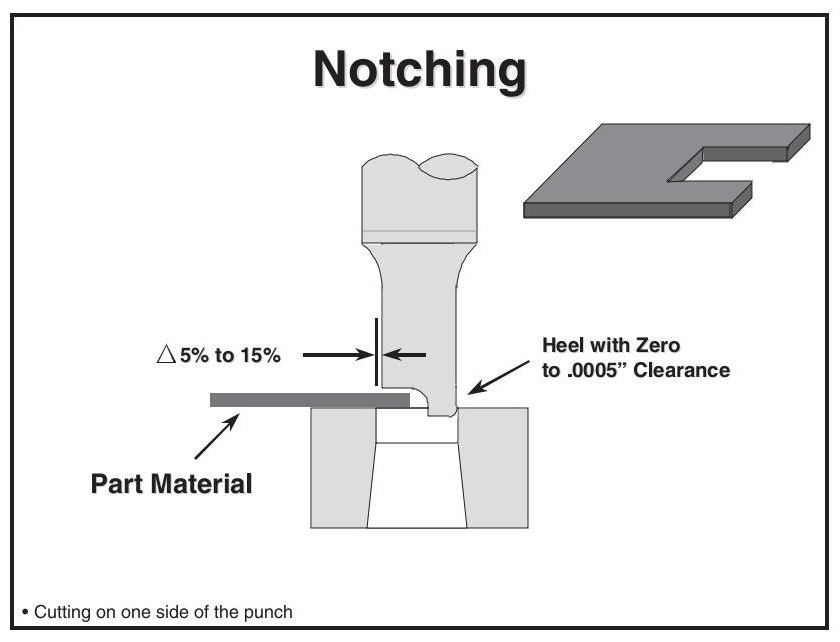
3.8Nacinanie
Nacinanie polega na usunięciu części otworu na krawędzi elementu.
- Cięcie odbywa się tylko po jednej stronie stempla
- Powoduje ugięcie boczne → wymaga pięty naprzeciwko krawędzi tnącej
- Pięta powinna najpierw zazębić się z matrycą
- Mały promień na pięcie zapobiega uszkodzeniom matrycy
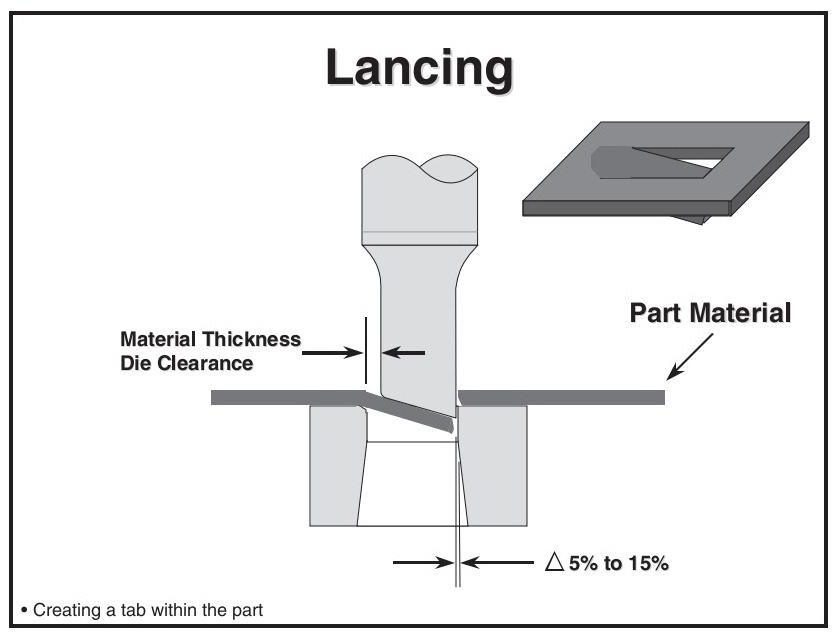
3.9Lancing
Nacinanie powoduje utworzenie zakładki wewnątrz przedmiotu, bez konieczności usuwania ślimaka.
- Zwykle obejmuje pojedynczy kąt ścinania
- Do krawędzi cięcia stosuje się luz normalny
- Połączona krawędź jest wygięta nad matrycą
- Luz pod promieniem gięcia = grubość materiału
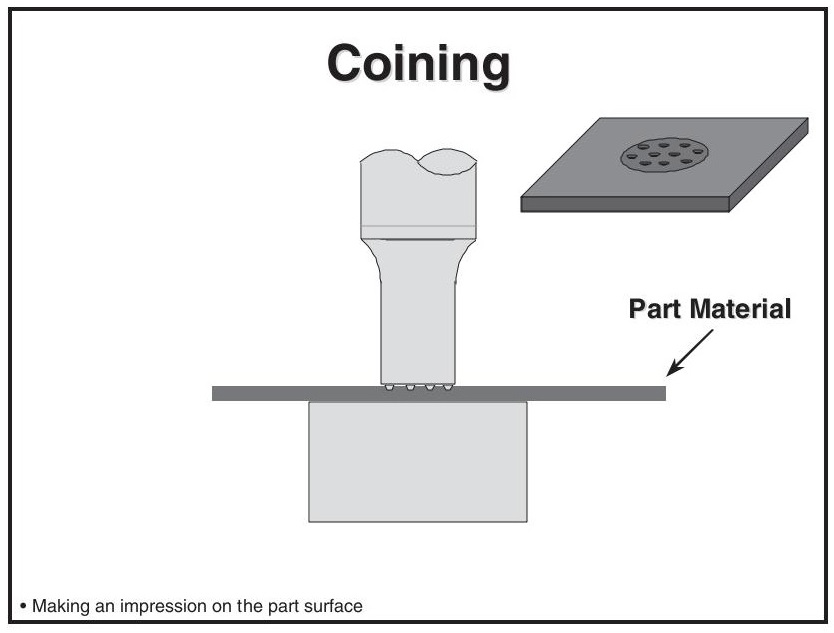
3.10Wybijanie monet
Wybijanie otworów tworzy odcisk na powierzchni przedmiotu, po jednej lub obu stronach.
Często używane do:
- Lokalne obszary o małej grubości
- Przemieszczanie materiału (nie usuwa się ślimaka)
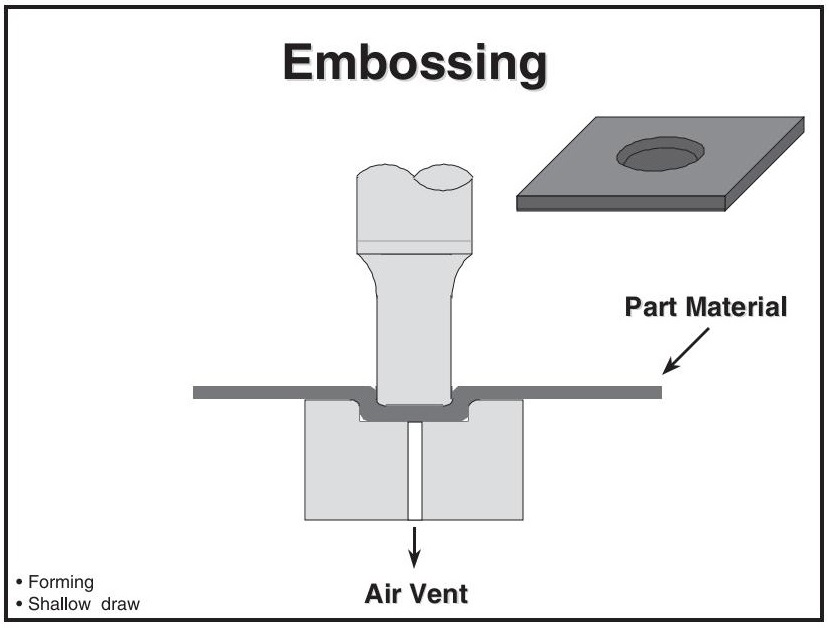
3.11Tłoczenie
Tłoczenie pozwala nadać materiałowi pożądany kształt, nie powodując jego ścieńczenia.
- Używa dziurkacza do stworzenia ślepej wnęki
- Dolna część tworzy płaską powierzchnię
- Otwory wentylacyjne są niezbędne, aby zapobiec wybrzuszeniu się części lub uszkodzeniu narzędzia
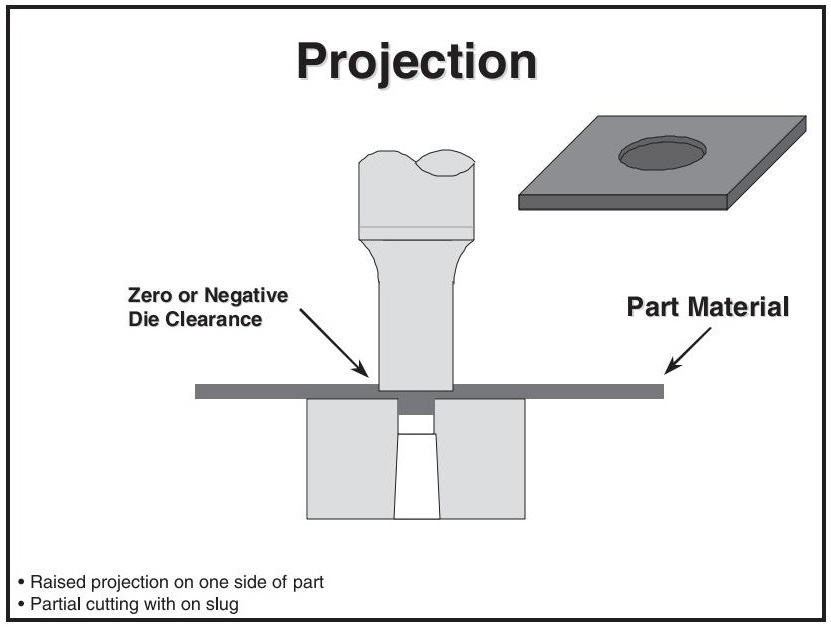
3.12Występ
Projekcja tworzy wypukłą strukturę na stronie matrycy materiału.
Osiągnięto poprzez zerowy lub ujemny luz
Stosowane do:
- Styki spawalnicze
- Lokalizatory części współpracujących
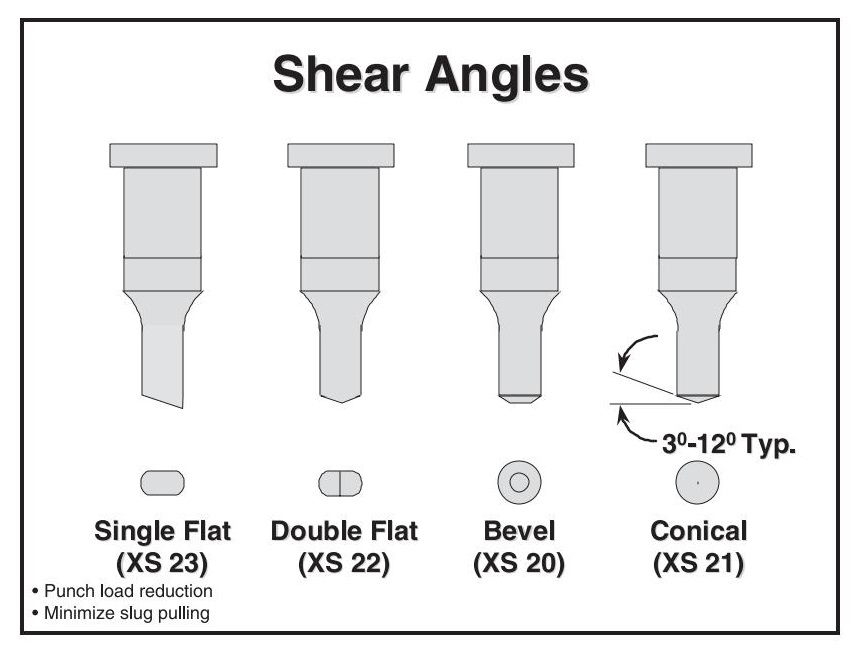
3.13Kąty ścinania
Kąty ścinania redukują obciążenie stempla i poprawiają kontrolę ślimaka.
| Typ | Przypadek użycia i notatki |
| Mieszkanie jednopokojowe | Zmniejsza obciążenie, ale może powodować boczne ugięcie stempla, zużycie i pękanie; stosowany w stemplach kształtowych |
| Pokój dwuosobowy typu „flat” (na dachu) | Najlepiej nadaje się do dziurek prostokątnych/podłużnych; należy unikać kształtów wklęsłych |
| Ukos | Dobra redukcja obciążenia i odporność na odpryski; większa podatność na zużycie |
| Stożkowy | Najlepiej nadaje się do okrągłych ciosów; równomiernie rozprowadza zużycie i minimalizuje ciągnięcie pocisku |
4.0Streszczenie
Tłoczenie metali to fundamentalny proces w nowoczesnym przemyśle, umożliwiający szybką i precyzyjną produkcję części metalowych. W tym artykule omówiliśmy podstawowe koncepcje i operacje, które napędzają ten proces:
- Rola różnych typów kostek do gry — prostych, złożonych i progresywnych — i kiedy używać każdego z nich.
- Znaczenie prasa dziurkująca i właściwe dostosowanie w celu osiągnięcia spójnych rezultatów.
- Funkcje i konstrukcja różnych typów stripperów: stałych, poliuretanowych i sprężynowych.
- Do najważniejszych operacji tłoczenia zalicza się perforowanie, wycinanie, wycinanie, nacinanie, nacinanie, wybijanie, tłoczenie i inne.
- Terminologia i najlepsze praktyki, takie jak obliczanie tonażu, rozstawianie stempli i projektowanie pilotażowe.
Zrozumienie tych zasad nie tylko pomaga zoptymalizować jakość produkcji, ale także wydłuża żywotność narzędzi i obniża koszty. Niezależnie od tego, czy dopiero zaczynasz, czy chcesz pogłębić swoją wiedzę, opanowanie podstaw tłoczenia metali stanowi solidny fundament dla zaawansowanego projektowania matryc i precyzyjnej produkcji.
5.0Często zadawane pytania
Jaka jest różnica pomiędzy matrycami prostymi, kompozytowymi i progresywnymi?
- Prosta kostka:Wykonuje jedną operację na każdy skok prasy (np. dziurkowanie lub wykrawanie).
- Kostka złożona:Wykonuje wiele operacji na jednym stanowisku w jednym cyklu.
- Kostka progresywna:Wykonuje sekwencyjne operacje na wielu stacjach w miarę przesuwania się pasa do przodu.
Dlaczego Czy ustawienie prasy wykrawającej jest tak ważne w procesie tłoczenia?
Niewłaściwe wyrównanie może prowadzić do przedwczesnego zużycia narzędzi, wad części, a nawet uszkodzenia prasy. Zestaw matryc nie jest w stanie w pełni skorygować problemów z niewspółosiowością prasy.
Jakie są zalety i wady matryc złożonych?
- Zalety:Kompaktowy, ekonomiczny, dokładny, ze wszystkimi zadziorami skierowanymi na jedną stronę.
- Wady:Ograniczona przestrzeń wewnętrzna, ryzyko awarii narzędzia z powodu skoncentrowanego obciążenia udarowego.
Co Jest rola striptizera w matrycy tłoczącej?
Zdzierak zdejmuje element z końcówki stempla po perforacji. Pomaga kontrolować siłę zdzierania, płaskość elementu i ogólną wydajność narzędzia.
Który spychacz jaki typ jest najlepszy: stały, uretanowy czy sprężynowy?
- Naprawił:Niski koszt, ale mniejsza kontrola; podatność na wstrząsy i problemy z płaskością.
- Uretan:Opłacalne, ale z czasem ulega degradacji; może powodować rozbieżności.
- Wiosna:Najlepsza wydajność i niezawodność; pochłania wstrząsy i utrzymuje część płasko.
Jak się masz? I obliczyć siłę perforacji (tonaż)?
Użyj wzoru:
Grubość materiału × długość cięcia (lub obwód otworu) × wytrzymałość na ścinanie
Przykład dla otworów okrągłych:
Obwód = π × Średnica
Co Czy Punch jest oszałamiający i dlaczego jest ważny?
Zróżnicowane długości dziurkaczy redukują wstrząsy podczas przebijania, chronią narzędzia i poprawiają wydajność tłoczenia z dużą prędkością.
Co jest jaka jest różnica pomiędzy perforowaniem, wycinaniem i przekłuwaniem?
- Perforowanie:Usuwa ślimaki, tworząc dziury.
- Zaślepianie:Odcina zewnętrzny profil; ślimak jest ostatnią częścią.
- Przeszywający: Tworzy otwory bez usuwania materiału (rozrywa lub otwiera).
Co Jaki jest cel pilotowania w matrycach tłoczących?
Piloty zapewniają dokładne pozycjonowanie taśmy przed wykrawaniem. Wchodzą one poprzez otwory, aby precyzyjnie wyrównać materiał w każdym cyklu prasy.
Co to jest wybijanie czy tłoczenie?
- Wybijanie monet: Przemieszcza materiał w celu uzyskania drobnych szczegółów powierzchni lub zmniejszenia grubości.
- Tłoczenie:Formuje wypukłe lub wgłębione kształty bez ścieńczenia materiału.




