

- 1.0Jakie są normalne formy zużycia narzędzi skrawających metal?
- 2.0Na czym polega proces zużycia narzędzi skrawających metal?
- 3.0Jakie jest kryterium zużycia (stępienia) narzędzi skrawających do metalu?
- 4.0Jaka jest trwałość narzędzi skrawających do metalu?
- 5.0Jakie czynniki wpływają na żywotność narzędzi skrawających?
- 6.0Jak racjonalnie określić żywotność narzędzi skrawających do metalu?
- 7.0Często zadawane pytania (FAQ)
Wstęp
Obróbka skrawaniem metali stanowi fundament nowoczesnej produkcji, a narzędzia do obróbki metali stanowią jej podstawowy element. Od podzespołów samochodowych po konstrukcje lotnicze, od precyzyjnych form po ogólne części mechaniczne – produkcja niemal wszystkich wyrobów metalowych opiera się na wydajnych i niezawodnych narzędziach skrawających.
Jednak podczas ciągłych operacji skrawania zużycie narzędzi jest nieuniknione. Bezpośrednio wpływa ono na trwałość narzędzi, a co za tym idzie, na wydajność produkcji, koszty obróbki i stabilność jakości produktu.
1.0Jakie są normalne formy zużycia narzędzi skrawających metal?
Klasyfikacja awarii narzędzi:
Awarie narzędzi można podzielić na dwie główne kategorie: normalne zużycie i uszkodzenie narzędzia. Zużycie normalne obejmuje głównie następujące formy.
1.1Noszenie odzieży Rake Face:
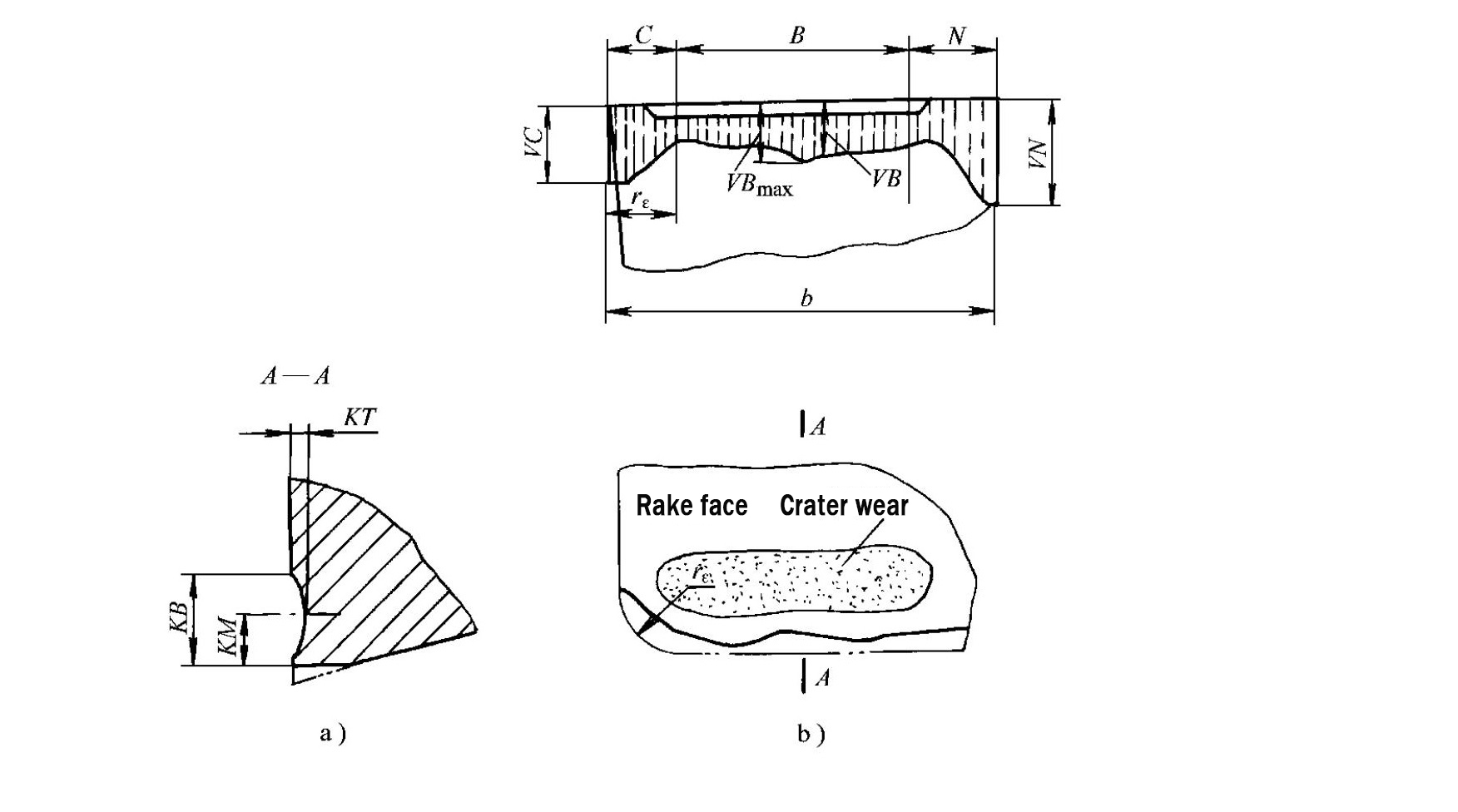
Podczas skrawania z dużą prędkością i dużą grubością materiału, zwłaszcza podczas obróbki metali ciągliwych o wysokiej temperaturze topnienia, takich jak stal, intensywne tarcie na powierzchni natarcia powoduje powstanie krateru w kształcie półksiężyca.
Środek krateru odpowiada najwyższej temperaturze skrawania na powierzchni natarcia. Pomiędzy kraterem a główną krawędzią skrawającą pozostaje niewielka szczelina. W miarę postępu skrawania, krater stopniowo zwiększa swoją szerokość i głębokość, szczelina zwęża się, a w końcu dochodzi do wykruszania krawędzi.
Odległość od środka krateru do głównej krawędzi skrawającej (\(K_M\)) wynosi zazwyczaj około 1–3 mm, a stopień zużycia jest wyrażony przez maksymalną głębokość krateru \(K_T\).
1.2Ochraniacz na bok twarzy:
Między powierzchnią boczną narzędzia skrawającego a obrabianą powierzchnią występuje silne tarcie, wskutek którego szybko tworzy się wąska strefa zużycia o zerowym kącie przyłożenia w pobliżu głównej krawędzi skrawającej.
Tego typu zużycie występuje przy niskich prędkościach skrawania i małych grubościach cięcia, niezależnie od tego, czy obrabiane są metale kruche, czy ciągliwe.
Typowe cechy zużycia powierzchni bocznej:
- Obszar czoła narzędzia (strefa C): Doświadcza największego zużycia ze względu na niską wytrzymałość i słabe odprowadzanie ciepła; maksymalna wartość wyrażona jako \(V_C\).
- Powierzchnia boczna blisko powierzchni przedmiotu obrabianego (strefa N): Podatne na głębokie rowki (zużycie graniczne); głębokość reprezentowana przez \(V_N\).
- Środkowa część opaski ochronnej (strefa B): Wykazuje stosunkowo równomierne zużycie; maksymalna szerokość zużycia oznaczona jako \(V_{B\text{max}}\).
1.3Jednoczesne zużycie krawędzi i boków:
Podczas obróbki metali ciągliwych o wysokiej temperaturze topnienia przy umiarkowanych prędkościach skrawania i posuwach często równocześnie występuje zużycie kraterowe na powierzchni natarcia i zużycie na powierzchni bocznej.
2.0Na czym polega proces zużycia narzędzi skrawających metal?
Podział stopnia zużycia:
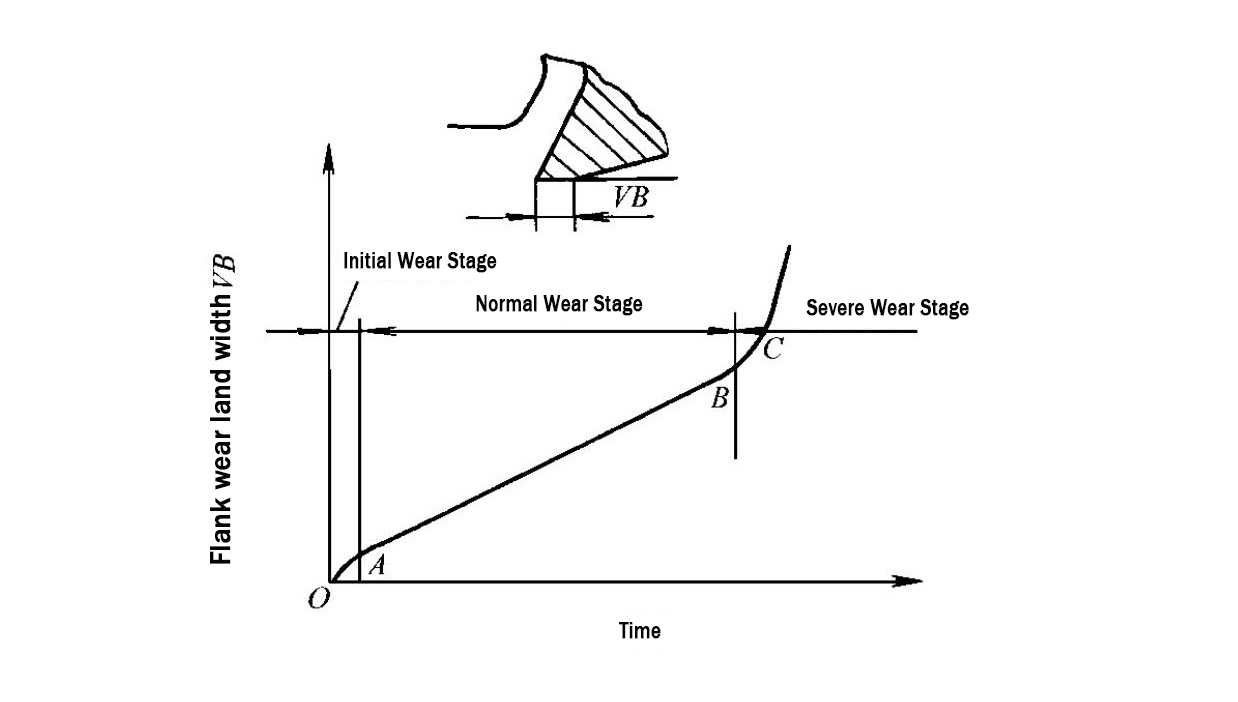
W danych warunkach skrawania, niezależnie od formy zużycia, zużycie narzędzia zwiększa się wraz z czasem skrawania i na ogół przebiega w trzech etapach.
2.1Początkowy etap zużycia:
Świeżo szlifowane narzędzia skrawające do metalu mają chropowatą powierzchnię i mikroskopijne defekty, takie jak mikropęknięcia na powierzchni przyłożenia. Krawędź skrawająca jest ostra, a powierzchnia styku między powierzchnią przyłożenia a powierzchnią obrobioną jest niewielka.
W rezultacie naprężenia ściskające i temperatura skrawania koncentrują się w dużym stopniu na krawędzi skrawającej, co powoduje stosunkowo dużą szybkość zużycia.
2.2Normalny etap zużycia:
Po początkowym okresie zużycia, chropowata powierzchnia przyłożenia staje się gładsza, powierzchnia nośna zwiększa się, naprężenia ściskające maleją, a tempo zużycia znacznie spada i stabilizuje się. Narzędzie skrawające wchodzi następnie w fazę normalnego zużycia.
2.3Etap silnego zużycia:
Gdy szerokość zużycia powierzchni bocznej (V_B) osiągnie granicę krytyczną, tarcie gwałtownie wzrasta, siły skrawania i temperatura skrawania gwałtownie rosną, a tempo zużycia drastycznie wzrasta. Narzędzie skrawające szybko ulega awarii i traci zdolność skrawania.
3.0Jakie jest kryterium zużycia (stępienia) narzędzi skrawających do metalu?
Podstawa osądu stępiającego:
Gdy narzędzie tnące do metalu zużyje się do pewnego stopnia, występują następujące zjawiska:
- Siła cięcia i temperatura cięcia znacznie wzrastają
- Obrobiona powierzchnia staje się szorstka, a dokładność wymiarowa wykracza poza tolerancję
- Kolor i kształt chipa stają się nienormalne, możliwe są drgania lub hałas
Zjawiska te świadczą o stępieniu się narzędzia.
Definicja kryterium stępienia:
Maksymalną dopuszczalną wartość zużycia należy określić zgodnie z wymogami obróbki — wartość ta jest znana jako kryterium zużycia (stępienia) narzędzia.
Powód wyboru kryterium:
Ponieważ zużycie powierzchni bocznej jest najczęstsze i najłatwiejsze do zmierzenia, jako kryterium zużycia narzędzi skrawających do metalu zwykle stosuje się średnią wartość zużycia w środkowej części powierzchni bocznej, \(V_B\).
3.1Zalecane wartości \(V_B\) w różnych warunkach obróbki
| Warunki obróbki | Zalecana wartość VB (mm) |
|---|---|
| Zakończ obracanie | 0,1–0,3 |
| Toczenie zgrubne stali stopowej lub toczenie zgrubne przedmiotów o małej sztywności | 0,4–0,5 |
| Toczenie zgrubne stali węglowej | 0,6–0,8 |
| Toczenie zgrubne części żeliwnych | 0,8–1,2 |
| Toczenie zgrubne dużych elementów stalowych i żeliwnych przy niskich prędkościach obrotowych | 1,0–1,5 |

4.0Jaka jest trwałość narzędzi skrawających do metalu?
Definicja trwałości narzędzia:
Trwałość narzędzia odnosi się do całkowitego efektywnego czasu skrawania od rozpoczęcia skrawania po szlifowaniu do momentu, gdy zużycie osiągnie określony poziom stępienia. Czasy bez skrawania, takie jak ustawianie narzędzia, pomiar, szybki posuw i ruch powrotny, nie są wliczane.
Żywotność narzędzia oznaczono symbolem \(T\) i mierzono w minutach.
Klasyfikacja trwałości narzędzia:
- Narzędzia tnące do metalu nadające się do ponownego ostrzenia: Trwałość narzędzia odnosi się do rzeczywistego czasu cięcia pomiędzy dwoma kolejnymi operacjami ostrzenia; całkowita trwałość narzędzia to czas cięcia od pierwszego użycia do całkowitego złomowania.
- Narzędzia skrawające do metalu nie nadające się do ostrzenia: Całkowita trwałość narzędzia jest równa trwałości narzędzia.
5.0Jakie czynniki wpływają na żywotność narzędzi skrawających?
5.1Parametry cięcia:
Parametry skrawania należą do najważniejszych czynników wpływających. Ogólna zależność między trwałością narzędzia (T) a parametrami skrawania jest następująca:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Gdzie:
- \(C_T\): Stała trwałości narzędzia związana z materiałem narzędzia, materiałem przedmiotu obrabianego i warunkami skrawania
- \(x, y, z\): wykładniki empiryczne, zwykle z \(x > y > z\)
Przykład:
Podczas toczenia stali węglowej z \(\sigma_b = 0,637\ \text{GPa}\) za pomocą noża tokarskiego z węglika spiekanego:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2,25} \cdot a_p^{0,75}}
$$
Reguła:
Wraz ze wzrostem v_c\, f\ i a_p\ żywotność narzędzia \(T\) maleje. Największy wpływ ma prędkość skrawania \(v_c\), a następnie posuw \(f\) i głębokość skrawania \(a_p\).
Aby zwiększyć wydajność przy jednoczesnym zapewnieniu trwałości narzędzia, najpierw wybierz większy \(a_p\), następnie większy \(f\) i na końcu rozsądny \(v_c\).
5.2Parametry geometrii narzędzia:
- Kąt natarcia (\(\gamma_o\)): Zwiększenie kąta natarcia zmniejsza siłę skrawania i temperaturę, wydłużając żywotność narzędzia. Zbyt duży kąt natarcia osłabia wytrzymałość narzędzia i odprowadzanie ciepła, zwiększając ryzyko pęknięcia.
- Główny kąt ostrza (\(\kappa_r\)): Zmniejszenie jej zwiększa wytrzymałość końcówki narzędzia i odprowadzanie ciepła. Zbyt mała wartość \(\kappa_r\) zwiększa siłę promieniową i może powodować drgania w układach o niskiej sztywności.
- Dodatkowe czynniki: Zmniejszenie mniejszego kąta krawędzi skrawającej \(\kappa_r\) i zwiększenie promienia ostrza narzędzia \(r_\varepsilon\) mają podobny pozytywny wpływ na trwałość narzędzia.
5.3Materiał narzędzia:
Wyższa wytrzymałość w wysokich temperaturach i odporność na zużycie wydłużają żywotność narzędzia. W warunkach udarności, intensywnej pracy lub trudnych warunkach obróbki, udarność i wytrzymałość na zginanie stają się czynnikami dominującymi.
5.4Materiał przedmiotu obrabianego:
- Większa wytrzymałość i twardość zwiększają temperaturę skrawania i skracają żywotność narzędzia
- Większa plastyczność i wytrzymałość w połączeniu z niską przewodnością cieplną powodują również wzrost temperatury skrawania i skrócenie żywotności narzędzia
6.0Jak racjonalnie określić żywotność narzędzi skrawających do metalu?
Zasada podstawowa:
Rozsądny dobór trwałości narzędzia poprawia wydajność i obniża koszty. Zbyt długa żywotność narzędzia wymaga stosowania małych parametrów skrawania i obniża wydajność usuwania materiału. Zbyt krótka żywotność narzędzia wydłuża czas wymiany i ostrzenia, co podnosi koszty ogólne.
6.1Zalecane wartości trwałości narzędzi dla typowych narzędzi
| Typ narzędzia | Zalecana żywotność narzędzia (min) |
|---|---|
| Narzędzia tokarskie ze stali szybkotnącej | 60–90 |
| Wiertła ze stali szybkotnącej | 80–120 |
| Narzędzia tokarskie z węglika lutowanego | 60 |
| Narzędzia tokarskie z węglika spiekanego | 15–30 |
| Frezy czołowe z węglika spiekanego | 120–180 |
| Narzędzia do obróbki kół zębatych | 200–300 |
| Narzędzia tokarskie ze stali szybkotnącej do maszyn automatycznych | 180–200 |
6.2Dodatkowe uwagi:
- Złożoność i precyzja narzędzi: Złożone, wysoce precyzyjne narzędzia wieloostrzowe wymagają dłuższej żywotności niż proste, mało precyzyjne narzędzia jednoostrzowe.
- Narzędzia indeksowane: Szybka wymiana płytek skraca żywotność narzędzia i pozwala zachować ostre krawędzie skrawające.
- Obróbka wykańczająca a zgrubna: Narzędzia wykańczające wymagają dłuższej żywotności ze względu na mniejsze obciążenia skrawaniem i wyższe wymagania dotyczące dokładności.
- Wykańczanie dużych elementów: Dłuższa żywotność narzędzi pozwala uniknąć konieczności ich wymiany w trakcie procesu.
- Obróbka CNC: Żywotność narzędzia powinna być większa niż jedna zmiana robocza i dłuższa niż czas skrawania pojedynczej części.
7.0Często zadawane pytania (FAQ)
P: Dlaczego zużycie powierzchni przyłożenia jest najczęściej stosowanym kryterium stępiania narzędzi?
A: Zużycie powierzchni przyłożenia jest najpowszechniejszą formą zużycia w obróbce skrawaniem metali, występującą zarówno w przypadku metali kruchych, jak i ciągliwych, przy niskich i średnich prędkościach skrawania. Pasmo zużycia ma regularny kształt, z równomiernym zużyciem w części środkowej (strefa B), a średnia wartość zużycia \(V_B\) jest łatwa do zmierzenia i kontroli. Dlatego \(V_B\) jest powszechnie przyjmowane jako standardowe kryterium stępienia.
P: Który parametr skrawania ma największy wpływ na trwałość narzędzia?
A: Największy wpływ ma prędkość skrawania (\(v_c\)), następnie posuw (\(f\)), a najmniejszy głębokość skrawania (\(a_p\)). Potwierdza to równanie trwałości narzędzia, gdzie większe wykładniki oznaczają większy wpływ.
P: Jakie są różnice w doborze trwałości narzędzia dla operacji wykańczających i zgrubnych?
A: Operacje wykańczające wymagają mniejszych obciążeń skrawania i dłuższej żywotności narzędzia, aby zapewnić jakość powierzchni i dokładność wymiarową. Operacje obróbki zgrubnej koncentrują się na szybkim usuwaniu materiału i mogą wykorzystywać krótszą żywotność narzędzia przy wyższych parametrach skrawania.
P: Dlaczego narzędzia wymienne mają krótszą żywotność niż narzędzia lutowane?
A: Narzędzia wieloostrzowe umożliwiają szybką wymianę płytek bez konieczności ponownego ostrzenia, dzięki czemu krawędzie skrawające pozostają ostre. Krótsza żywotność narzędzia przekłada się na wyższą wydajność skrawania przy jednoczesnym zachowaniu równowagi kosztów narzędzi.
P: Czy w obróbce CNC istnieją jakieś specjalne wymagania dotyczące trwałości narzędzi?
A: Tak. Obróbka CNC jest zazwyczaj zautomatyzowana i ciągła. Żywotność narzędzia powinna przekraczać jedną zmianę roboczą i być dłuższa niż czas cięcia wymagany dla pojedynczego elementu, aby zapewnić stabilną i nieprzerwaną produkcję.