

Ręczne kucie noża to tradycyjne rzemiosło, które łączy kontrolę temperatury, kształtowanie metalu i obróbkę cieplną. Niezależnie od tego, czy używasz odzyskanej stali sprężynowej (wysokowęglowej) z branży motoryzacyjnej, czy standardowej stali narzędziowej O1, główny proces obejmuje trzy kluczowe etapy: podgrzewanie – kształtowanie – hartowanieDzięki zrozumieniu tych kroków możesz zamienić surowy stalowy nóż w funkcjonalny nóż.
1.0Wybór stali: właściwości i przygotowanie
Wybór stali decyduje zarówno o przebiegu pracy, jak i ostateczną wydajność noża. Stal wysokowęglowa (taka jak stal sprężynowa do samochodów) i stal narzędziowa O1 to opcje przyjazne dla początkujących, ale różnią się właściwościami i etapami przygotowania:
| Rodzaj stali | Źródło / Funkcje | Notatki przygotowawcze | Najlepszy przypadek użycia |
| Stal wysokowęglowa (stal sprężynowa) | Odzyskany ze sprężyn śrubowych lub piórowych samochodów; zawartość węgla 0,6%–1,0% | Sprężyny śrubowe wymagają wyżarzania (podgrzewania w ogniu do czerwoności, a następnie schładzania na powietrzu). Resory piórowe można stosować bezpośrednio. | Przyjazny dla budżetu; dobry do odkrywania kucia |
| Stal narzędziowa O1 (hartowana olejem) | Wlewki dostępne komercyjnie; zawartość węgla 0,9%–1,0%; zrównoważona wytrzymałość | Gotowe do kucia, nie wymaga wyżarzania | Stałe wyniki; idealne do ćwiczeń |
Zasady przygotowania:
- Stal sprężynowa jest fabrycznie hartowana. Sprężyny śrubowe należy wyżarzać przed cięciem (po zmiękczeniu należy użyć szlifierki lub piły do metalu). Resory piórowe są płaskie i zazwyczaj można je kuć bez wyżarzania.
- Stal O1 jest stosunkowo miękka w stanie dostawy i można ją od razu poddawać procesowi nagrzewania i kucia.


2.0Niezbędne narzędzia: Sprzęt ogólny i narzędzia specjalistyczne
Wykucie noża nie wymaga zbyt skomplikowanego sprzętu, ale posiadanie odpowiednich narzędzi zapewnia zarówno bezpieczeństwo, jak i wydajność. Narzędzia można podzielić według bezpieczeństwo – ogrzewanie – kucie – obróbka, z pewnymi różnicami w zależności od stali.
2.1Sprzęt bezpieczeństwa (wymagany na wszystkich etapach):
- Okulary ochronne odporne na uderzenia: Należy całkowicie zakryć oczy, aby zapobiec przedostawaniu się iskier i odłamków metalu (zwykłe okulary nie wystarczą).
- Rękawice odporne na ciepło: Zalecane są rękawice skórzane, które zapewniają izolację i zręczność (nigdy nie dotykaj gorącej stali gołymi rękami).
- Osłony termiczne lub koce gaśnicze: Umieścić w pobliżu kuźni, aby zapobiec zapłonowi pobliskich materiałów spowodowanym przez iskry.
2.2Podstawowe narzędzia kuźnicze (ogólne):
- Źródło ciepła: Kuźnia, piec domowej roboty lub palenisko z węgla drzewnego (w celu osiągnięcia temperatury kucia należy użyć dmuchawy).
- Kowadło: Dowolny płaski blok żelazny; do użytku domowego dobrze sprawdzi się małe kowadło (10–20 kg).
- Młotek: Młotek zaokrąglający o wadze 1–2 funtów do nadawania kształtu; młotek krzyżowy do drobniejszych regulacji (końcówka ostrza, ścięcie krawędzi).
- Szczypce: Specjalnie zaprojektowane szczypce kuźnicze o odpowiedniej wielkości, które pozwalają na pewny chwyt materiału (zmniejszają ryzyko poślizgu i oparzenia).
2.3Narzędzia do obróbki (specyficzne dla stali):
| Krok | Stal wysokowęglowa (stal sprężynowa) | Stal narzędziowa O1 |
| Cięcie | Szlifierka kątowa (tarcza gruba) lub piła ręczna | Tak samo jak stal sprężynowa (O1 jest bardziej miękka, łatwiejsza do cięcia) |
| Hartowanie | Hartowanie: Olej (zalecane dla stali sprężynowej w celu uniknięcia pęknięć) | Olej (wolniejsze chłodzenie, zapobiega pękaniu) |
| Ruszenie | Piekarnik (204–260°C / 400–500°F) lub stały ogień węglowy | Ta sama metoda, ale kontrola temperatury jest bardziej krytyczna (250–350°F / 120–175°C) |
3.0Kucie kształtu: od blanku do ostrza
Podstawą kucia jest kierowanie przepływem gorącego metalu. Niezależnie od rodzaju stali, zawsze należy przestrzegać zasad pracując progresywnie i kształtując symetrycznie. Zapobiega to miejscowemu naprężeniu lub przepracowaniu, które może osłabić ostrze.
3.1Kontrola temperatury: ocena temperatury na podstawie koloru
| Kolor | Zakres temperatur (°C) | Znaczenie w procesie |
| Ciemnoczerwony | 650–730°C | Blisko punktu krytycznego; stosowany w celu normalizacji i łagodzenia stresu |
| Wiśniowo-czerwony | 760–850°C | Typowe ciepło hartowania dla stali wysokowęglowej |
| Pomarańczowo-czerwony | 850–950°C | Standardowy zakres kucia |
| Jasnożółty | 1000–1100°C | Wysoka temperatura kucia; ryzyko poparzenia w przypadku przegrzania |
| Słomkowożółty | 150–230°C | Temperowanie koloru (niski zakres temperowania) |
3.2Rodzaje stali i parametry obróbki cieplnej
| Rodzaj stali | Temperatura kucia (kolor) | Minimalna temperatura kucia | Temperatura wyżarzania (metoda) | Ciepło gaszenia (kolor) | Zalecany środek chłodzący |
| Stal wysokowęglowa (np. stal sprężynowa 5160) | 900–1050°C (od pomarańczowego do jasnopomarańczowego) | ≥800°C | 800–820°C, utrzymać, a następnie powoli schłodzić poniżej 650°C | 820–840°C (od wiśniowego do pomarańczowo-czerwonego) | Hartowanie olejem (woda może powodować pęknięcia) |
| Stal narzędziowa O1 | Temperatura podgrzewania: wiśniowo-czerwona (790–820°C) | ≥815°C | 800–850°C, utrzymać, a następnie schłodzić w piecu w temperaturze poniżej 650°C | 790–820°C (wiśniowy) | Hartowanie oleju |
Kluczowe praktyki:
- Podgrzej stal równomiernie w całym—unikaj gorących punktów, które mogą powodować utlenianie i przypalanie.
- Podczas wyjmowania stali z kuźni należy ją pewnie chwycić szczypcami w punkcie równowagi. Zapobiega to wypadkom i zapewnia lepszą kontrolę nad młotem.


3.3Kucie końcówki i korpusu ostrza: krok po kroku
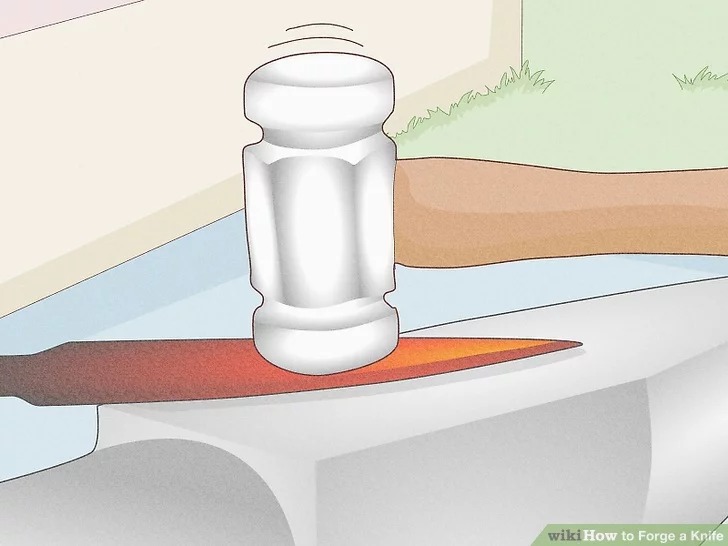
(1) Kucie końcówki
Umieść jeden koniec rozgrzanego wykroju na kowadle. Użyj młotka do zaokrąglania, aby stopniowo zwężać końcówkę:
- Stal wysokowęglowa: Pracuj z lżejsze, szybsze uderzenia aby uniknąć pęknięć wynikających z większej twardości.
- Stal O1: Łatwiejsze do kształtowania; możliwe są nieco mocniejsze uderzenia, ale obracaj stal co 3–4 uderzenia, aby zachować symetrię.
- Cechowanie: Przed kształtowaniem wyznacz jedną stronę na krawędź, a drugą na grzbiet. To zminimalizuje późniejsze poprawki.
(2) Opuszczanie Tang
Trzpień to część ostrza, która mocuje rękojeść. Określ ją na wczesnym etapie:
- Długość: Pozostaw co najmniej 5 cm (2 cale). W przypadku dłuższych uchwytów zaleca się 7,5–10 cm.
- Cechowanie: Uderzaj młotkiem, aby wyciąć nacięcie w miejscu, gdzie zaczyna się trzpień, zapobiegając przypadkowemu przerzedzeniu tego obszaru. Słaby trzpień osłabia wytrzymałość rękojeści.
(3) Spłaszczanie i kucie faz
Ostrze powinno stopniowo zwężać się od trzpienia do czubka, jednocześnie tworząc fazę (wczesna krawędź tnąca):
- Przerzedzanie ogólne: Rozgrzej, a następnie delikatnie uderz młotkiem w obie strony ostrza, równomiernie naprzemiennie od trzpienia do czubka. Zachowaj odchylenie poniżej 1 mm. Jeśli to możliwe, Młot pneumatyczny do kucia może być stosowany do szybszego i bardziej równomiernego wykonywania tych uderzeń, zmniejszając zmęczenie i pomagając zachować symetrię.
- Kucie skośne: Uderzaj głównie wzdłuż zamierzonej krawędzi, aby utworzyć kąt nachylenia (około 20–25°). Odwróć i natychmiast powtórz po przeciwnej stronie, aby zapobiec odkształceniu.
- Typowe problemy:
- Wybrzuszenia lub fałdy: Podgrzej i spłaszcz młotkiem; w razie potrzeby usuń większe zagięcia.
- Zakrzywiony kręgosłup: Niewielkie zakrzywienie jest normalne. Skoryguj później, stosując niską temperaturę (ciemnoczerwony kolor) i delikatnie uderzając.



4.0Obróbka cieplna: kontrola twardości i wytrzymałości
Obróbka cieplna to kluczowy etap, który pozwala na uzyskanie ostrza miękki do twardegoSkłada się z trzech odrębnych etapów – wyżarzania, hartowania i odpuszczania. Każdy rodzaj stali wymaga określonych parametrów, a ich prawidłowe dobranie bezpośrednio decyduje o ostatecznej wydajności noża.
4.1Wyżarzanie: łagodzenie naprężeń i zmiękczanie
Zamiar:
Zmiękcza stal, uwalniając naprężenia wewnętrzne powstające podczas kucia oraz ułatwiając szlifowanie i kształtowanie ostrza.
Proces:
- Rozgrzej ostrze do matowego, czerwonego koloru (800–820°C dla stali wysokowęglowej; 870–980°C dla stali O1). Wyjmij ostrze i pozostaw do ostygnięcia na powietrzu, aż czerwony kolor zblaknie.
- Powtórz ten cykl trzy razy.
- Podczas trzeciego ogrzewania umieść stal w izolowanym środowisku (np. zakopanym w węglu lub popiele) i pozostaw do ostygnięcia na noc. To powolne chłodzenie zapewnia maksymalne zmiękczenie.
4.2Hartowanie: Hartowanie stali
Hartowanie zmienia strukturę krystaliczną stali, co powoduje jej dużą twardość — cechę decydującą o funkcjonalności ostrza.
| Krok | Stal wysokowęglowa (stal sprężynowa) | Stal narzędziowa O1 |
| Temperatura ogrzewania | Pomarańczowo-czerwony (850–950°C) | Jasnożółty do słomkowego (1150–1200°C) |
| Medium do gaszenia | Woda (zanurzyć w pozycji pionowej, 30–60 sekund) | Olej (zanurzać w pozycji pionowej przez 30–60 sekund, unikać powstawania pęcherzyków powietrza) |
| Notatki kluczowe | Wszelką hartowaną stal należy natychmiast odpuścić.
(Hartowanie w wodzie jest ryzykowne w przypadku stali sprężynowych i nie jest zalecane dla początkujących.) |
Hartowanie w oleju zapewnia równomierną twardość — precyzyjne odpuszczanie jest niezbędne |
Ważne wskazówki:
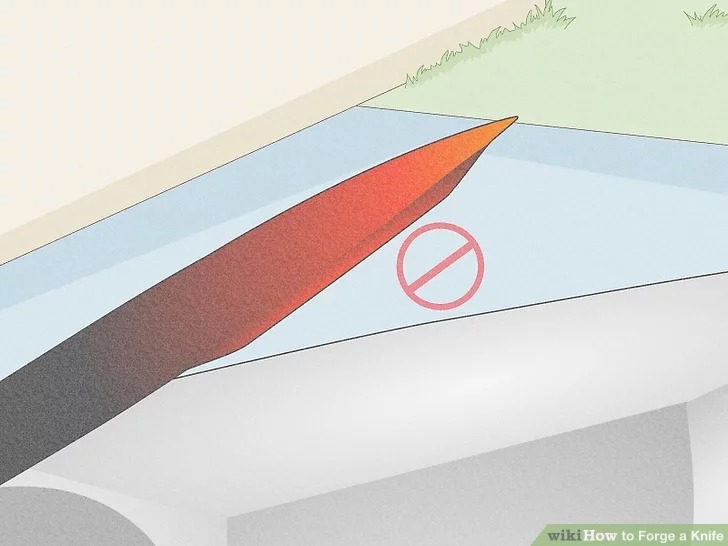
- Zawsze gasić ostrze pionowoPrzechylenie powoduje nierównomierne chłodzenie, co może spowodować wypaczenie ostrza. Korekta wymaga ponownego kucia i marnuje czas.
- Po zahartowaniu sprawdź twardość pilnikiem. Jeśli pilnik zsuwa się bez cięcia, twardość jest wystarczająca. Jeśli wgryza się w stal, podgrzej i ponownie zahartuj.
4.3Hartowanie: równoważenie twardości i wytrzymałości
Po zahartowaniu stal jest twarda, ale krucha. Odpuszczanie polega na kontrolowanym podgrzaniu do niskiej temperatury w celu odprężenia, co poprawia wytrzymałość przy jednoczesnym zachowaniu wytrzymałości krawędzi.
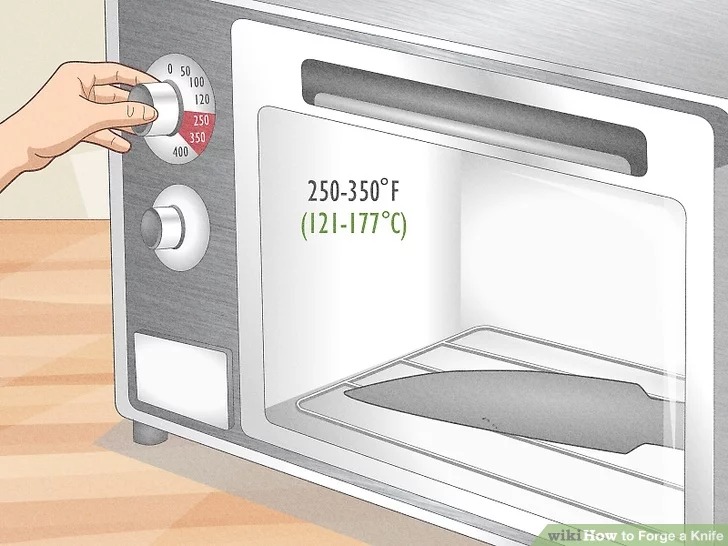
| Rodzaj stali | Temperatura odpuszczania (°C) | Temperatura odpuszczania (°F) | Odniesienie kolorów | Czas | Notatki |
| Stal wysokowęglowa (stal sprężynowa) | 180–230°C | 355–445°F | Słomkowożółty do ciemnoniebieskiego | 2 godz. (można powtarzać) | Zwiększa wytrzymałość; nadaje się do noży przeznaczonych do użytku na zewnątrz |
| Stal narzędziowa O1 | 150–230°C | 300–445°F | Od jasnożółtego do słomkowego | 1–2 godz. (zalecane 2 cykle) | Umożliwia precyzyjną kontrolę równowagi twardości i wytrzymałości |
Prosta alternatywa:
Jeśli nie masz dostępu do piekarnika, zbuduj małą, zamkniętą komorę z cegieł. Umieść w niej kilka węgli, aby utrzymać stałą temperaturę. Zawsze używaj termometru, aby kontrolować temperaturę i unikać przegrzania.



5.0Szlifowanie, obróbka i ostrzenie: od noża gotowego do użycia
Po obróbce cieplnej ostrze osiąga wymaganą twardość, ale nadal wymaga uszlachetnienia. Szlifowanie udoskonala kształt, dopasowanie rękojeści poprawia chwyt, a ostrzenie tworzy krawędź tnącą.
5.1Szlifowanie i kształtowanie
Używaj papieru ściernego etapami, od grubego do drobnego (gradacja 80 → 120 → 240 → 400):
- Obszary zainteresowania: Usuń ślady kucia, zgorzelinę i asymetrię. Upewnij się, że ostrze jest płaskie, a kąty ścięcia są jednakowe.
- Używanie szlifierki taśmowej: Jeśli dostępne, szlifierka taśmowa może przyspieszyć kształtowanie i pomóc zachować równe ścięcia, szczególnie na większych obszarach ostrza.
- Wskazówka dotycząca chłodzenia: Podczas używania szlifierki zanurzaj ostrze w wodzie co 1–2 sekundy, aby zapobiec przegrzaniu, które mogłoby uszkodzić szlifierkę.
5.2Montaż klamki: trzy praktyczne opcje
Dokonaj wyboru w oparciu o dostępne materiały — nie potrzebujesz specjalistycznych narzędzi:
- Uchwyt z łuski drewnianej: Wywierć otwory w trzpieniu, przymocuj okładziny z twardego drewna (np. orzecha włoskiego lub klonu) za pomocą mosiężnych kołków. Wykończ olejem woskowym do drewna dla ochrony.
- Uchwyt do owijania przewodu: Owiń ciasno trzpień paracordem lub sznurkiem bawełnianym, zawiązując oba końce. Zapewnia dobrą przyczepność i antypoślizgowość, idealny do użytku na zewnątrz.
- Uchwyt z litego drewna: Zwęż trzpień i włóż go w drewniany klocek. Uformuj klocek pilnikiem, aż będzie wygodnie leżał w dłoni.


5.3Ostrzenie: trzyetapowa metoda na uzyskanie ostrej krawędzi
Stopniowo przechodź od grubego do cienkiego ostrza, aż ostrze będzie wystarczająco ostre, aby golić włosy:
- Drobne formowanie pilnika: Użyj pilnika (o gradacji 400 lub wyższej) wzdłuż faz, aby poprawić profil krawędzi. Unikaj zbyt agresywnego piłowania, ponieważ może to spowodować odpryski.
- Kamień do ostrzenia:
- Gruba strona: Trzymaj ostrze pod kątem 22° i przesuń je po kamieniu 10 razy z każdej strony. Zachowaj stały kąt.
- Dobra strona: Ten sam kąt, 15 przejść na stronę. Usuwa to grube ślady i wygładza krawędź.
- Paskowanie skóry: Przeciągnij krawędź po skórzanym pasku pokrytym pastą polerską. To usunie zadziory i wypoleruje krawędź.
- Test końcowy: Ostrze powinno z łatwością przecinać papier i golić włosy.
5.4Podsumowanie: Podstawowe zasady dla początkujących kowali
Piękno kucia tkwi w obserwując proces przetwarzania surowej stali własnymi rękamiNiezależnie od wyboru stali, pamiętaj o trzech podstawowych zasadach:
- Temperatura jest duszą: Naucz się oceniać temperaturę po kolorze (np. słomkowożółty w przypadku stali O1), zamiast polegać na domysłach.
- Bezpieczeństwo przede wszystkim: Zawsze noś okulary ochronne i rękawice. Używaj szczypiec do gorącej stali – nigdy nie ryzykuj.
- Cierpliwość ponad siłą: Kucie, szlifowanie i ostrzenie powinno odbywać się w małe, powtarzane krokiSymetria i precyzja decydują o końcowej jakości.
Od surowego kawałka drewna po użyteczny nóż, każda regulacja buduje doświadczenie. Nawet jeśli pierwsza próba ma wady, poczucie tworzenie własnymi rękami jest prawdziwą nagrodą za kowalstwo.
5.5Wideo – Jak wykuć nóż krok po kroku, tylko młotek i kowadło, bez elektronarzędzi
Odniesienia
https://www.wikihow.com/Forge-a-Knife


