
- 1.0Środki ostrożności
- 2.0Wybór wierteł i ich zastosowanie
- 3.0Przygotowanie przed wierceniem
- 4.0Etapy wiercenia rdzeniowego
- 5.0Specjalne scenariusze wierceń
- 6.0Zalecenia dotyczące modernizacji sprzętu (wiertarka stołowa)
- 7.0Wideo: Jak wiercić w metalu
- 8.0Często zadawane pytania (FAQ)
- 8.1Jakie wiertło do metalu jest najlepsze?
- 8.2Czy zawsze muszę używać oleju chłodząco-smarującego podczas wiercenia?
- 8.3Jak mogę zapobiec przegrzewaniu się wierteł?
- 8.4Czy standardowe wiertła HSS nadają się do cięcia stali nierdzewnej?
- 8.5Jak wybrać odpowiednie wiertło?
- 8.6Jaką prędkość wiertła należy ustawić?
- 8.7O czym należy pamiętać wiercąc duże otwory lub grube płyty stalowe?
Wiercenie w metalu wymaga czegoś więcej niż tylko odpowiednich narzędzi – wymaga również odpowiedniej techniki i przygotowania. Bez odpowiedniego wiertła, ustawienia prędkości i środków bezpieczeństwa, nawet prosty otwór może uszkodzić sprzęt, skrócić żywotność narzędzia lub spowodować obrażenia.
W tym przewodniku wyjaśniono najważniejsze kroki, od wyboru odpowiedniego wiertła i ustawienia obrabianego przedmiotu, po obsługę nietypowych scenariuszy wiercenia. Niezależnie od tego, czy pracujesz z cienką blachą, grubymi płytami stalowymi, czy otworami o dużej średnicy, poniższe instrukcje pomogą Ci uzyskać czyste, dokładne rezultaty, bezpiecznie i wydajnie.
1.0Środki ostrożności
1.1Środki ochrony osobistej
- Zawsze należy nosić okulary ochronne, aby zapobiec obrażeniom oczu spowodowanym przez odpryski metalu.
- Aby chronić dłonie przed ostrymi krawędziami i gorącymi powierzchniami, należy używać wytrzymałych, antypoślizgowych rękawic roboczych.
- Unikaj luźnej odzieży, zwisającej biżuterii, a długie włosy zwiąż, aby zapobiec ich zaplątaniu się w obracające się części.
- Jeśli w miejscu pracy panuje hałas, należy stosować ochronę słuchu, np. nauszniki.
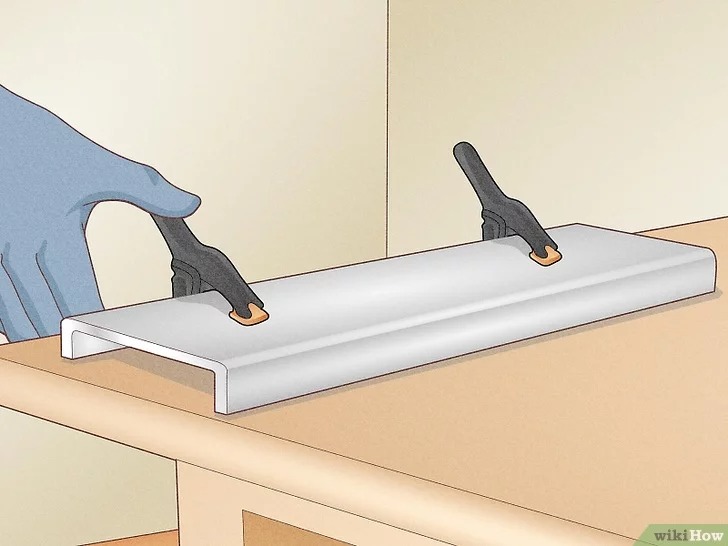
1.2Wymagania dotyczące mocowania przedmiotu obrabianego
- Nigdy nie trzymaj metalowego elementu jedną ręką i nie obsługuj wiertarki jedną ręką.
- Zawsze mocuj obrabiany przedmiot do stołu warsztatowego lub stabilnej podstawy za pomocą co najmniej dwóch odpowiednich zacisków. Zapobiega to zakleszczeniu się wiertła i obracaniu się przedmiotu obrabianego, co mogłoby spowodować skaleczenia lub obrażenia.
1.3Zarządzanie chipem i ciepłem
- Użyj szczotki warsztatowej do usunięcia wiórów metalowych. Nie usuwaj zanieczyszczeń rękami.
- Metal nagrzewa się podczas wiercenia z powodu tarcia. Pozostaw go do naturalnego ostygnięcia lub użyj szczypiec lub rękawic, aby uniknąć oparzeń.
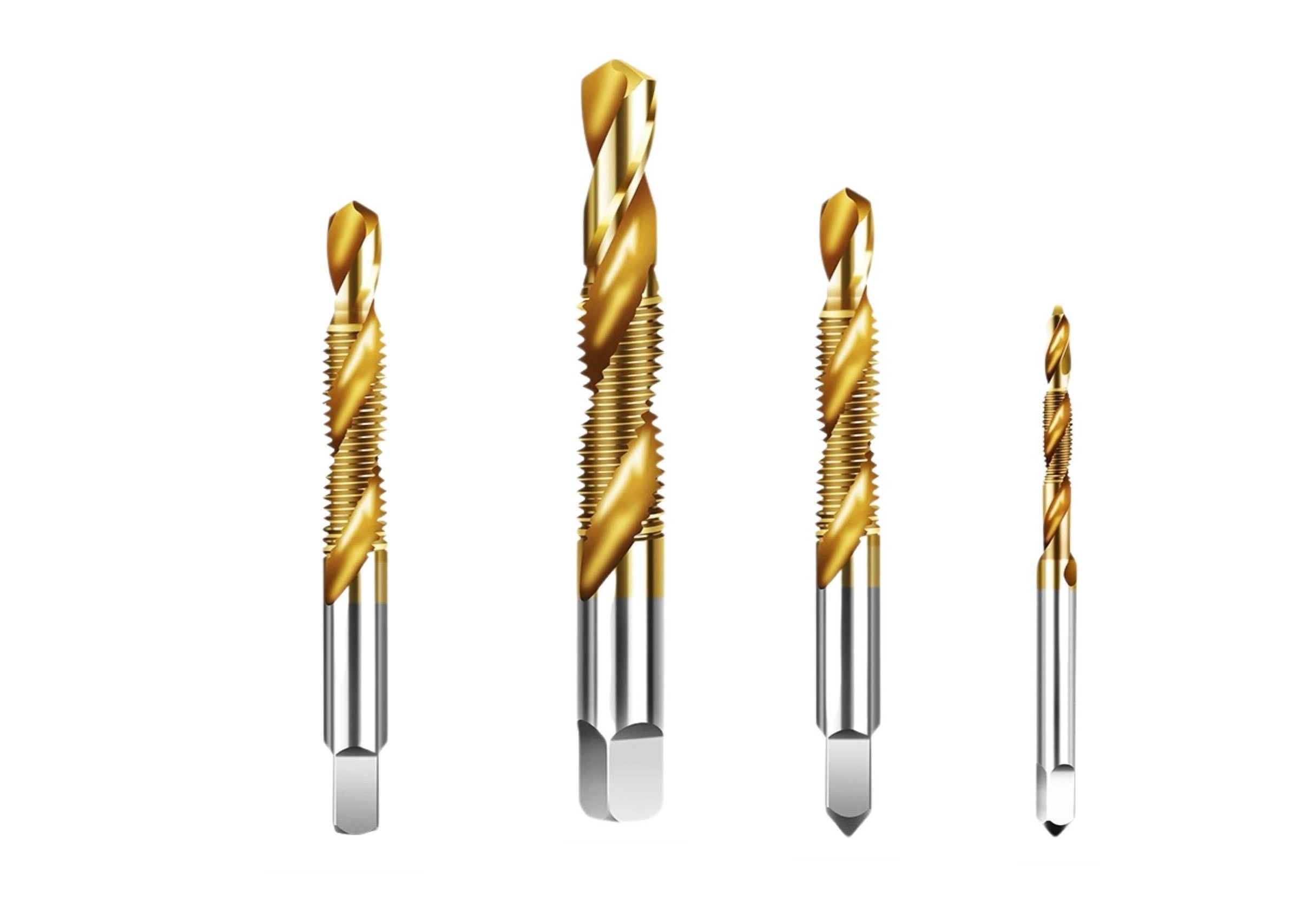
2.0Wybór wierteł i ich zastosowanie
Różne metale i potrzeby wiertnicze wymagają odpowiedniego rodzaju wiertła. Poniższa tabela przedstawia odpowiednie opcje:
| Typ wiertła | Główne funkcje | Najlepsze do zastosowań |
| Stal szybkotnąca (HSS) | Niskobudżetowy, uniwersalny | Miękkie metale, takie jak aluminium, mosiądz, żeliwo; wiercenie pojedyncze lub okazjonalne |
| Wiertła kobaltowe | Wysoka twardość, odporność na ciepło, długa żywotność | Twarde metale, takie jak stal nierdzewna, stal hartowana; częste prace wiertnicze |
| Powłoka azotku tytanu (TiN) | Odporny na tarcie i ciepło, wytrzymuje nawet 6 razy dłużej niż HSS | Różne metale, idealne, gdy priorytetem jest trwałość narzędzia |
| Wiertła stopniowe | Stożkowa konstrukcja umożliwia wiercenie otworów o różnych rozmiarach | Cienkie arkusze metalu (np. skrzynki stalowe, zlewy ze stali nierdzewnej) wymagające otworów o różnych średnicach |
| Piły otworowe do metalu | Cięcie w kształcie pierścienia, gładkie krawędzie | Duże otwory o średnicy powyżej 12,7 mm (0,5 cala) w cienkiej blasze |
Uwaga: Zalecane są wiertła z końcówką 135° z łbem krzyżowym. Zmniejsza to ryzyko „wędrowania” materiału i zmniejsza siłę posuwu, co czyni je szczególnie skutecznymi w przypadku metali hartowanych.
3.0Przygotowanie przed wierceniem
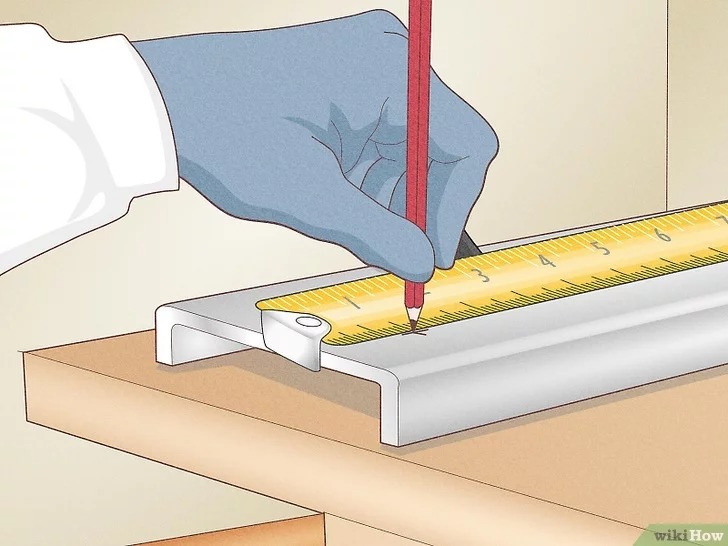
3.1Oznaczanie i pozycjonowanie
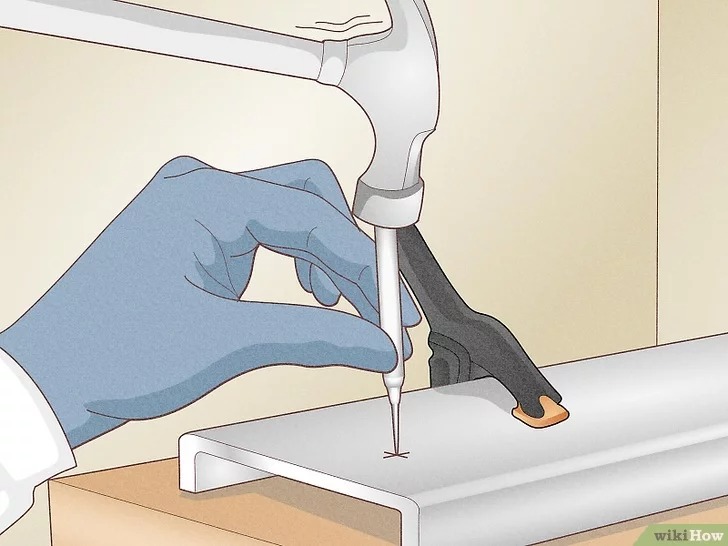
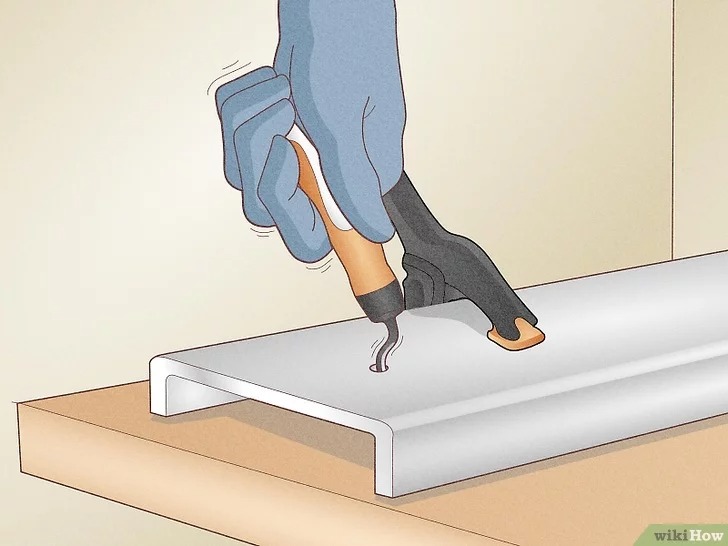
- Zmierz i zaznacz środek otworu zgodnie z wymaganiami.
- Użyj punktaka i młotka, aby wykonać wgłębienie („dołek”) o grubości 1–2 mm (0,04–0,08 cala). Dzięki temu końcówka wiertła będzie pewnie osadzona i nie będzie się przesuwać.
- W nagłych przypadkach zamiast dziurkacza można użyć gwoździa, ale należy ponownie sprawdzić jego dokładność.
3.2Smarowanie i chłodzenie
- Podczas wiercenia stali o grubości ≥ 3,175 mm (1/8 cala) zawsze stosuj płyn chłodząco-smarujący lub olej uniwersalny w miejscu wiercenia. Zmniejsza to ciepło generowane przez tarcie i wydłuża żywotność wiertła.
- W przypadku metali miękkich, takich jak aluminium, mosiądz czy żeliwo, można pominąć smarowanie. Jeśli jednak średnica otworu przekracza 12,7 mm (0,5 cala), nadal zaleca się nałożenie niewielkiej ilości smaru.
3.3Kontrola sprzętu
- Użyj wiertarki o zmiennej prędkości i sprawdź, czy regulacja prędkości działa prawidłowo.
- W przypadku stosowania nowego wiertła należy ustawić prędkość odpowiednio do rozmiaru wiertła i twardości metalu (patrz następna sekcja „Etapy wiercenia rdzeniowego”).
4.0Etapy wiercenia rdzeniowego
4.1Ustawienia prędkości
- Małe wiertła kręte (1,588–4,763 mm / 1/16–3/16 cala): 2800–3200 obr./min.
- Duże wiertła kręte (17,463–25,4 mm / 11/16–1 cala): 350–1000 obr./min.
- W przypadku twardych metali, takich jak stal nierdzewna, należy zmniejszyć prędkość o 10–15 TP3T, aby zapobiec przegrzaniu i stępieniu wiertła.
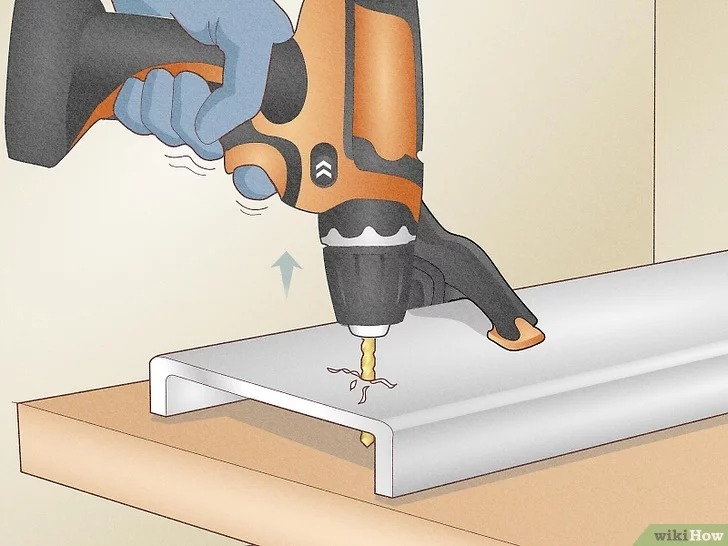
4.2Technika wiercenia
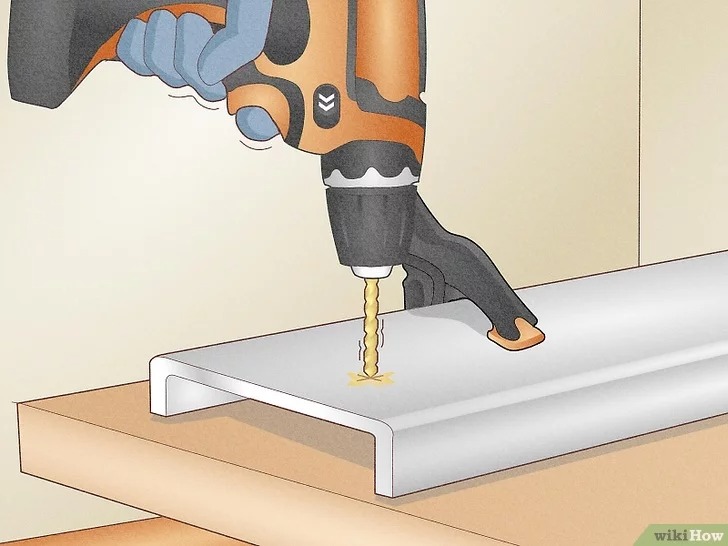
- Przed rozpoczęciem pracy należy upewnić się, że końcówka wiertła jest wyrównana z wgłębieniem, a wiertło jest ustawione prostopadle do obrabianego przedmiotu.
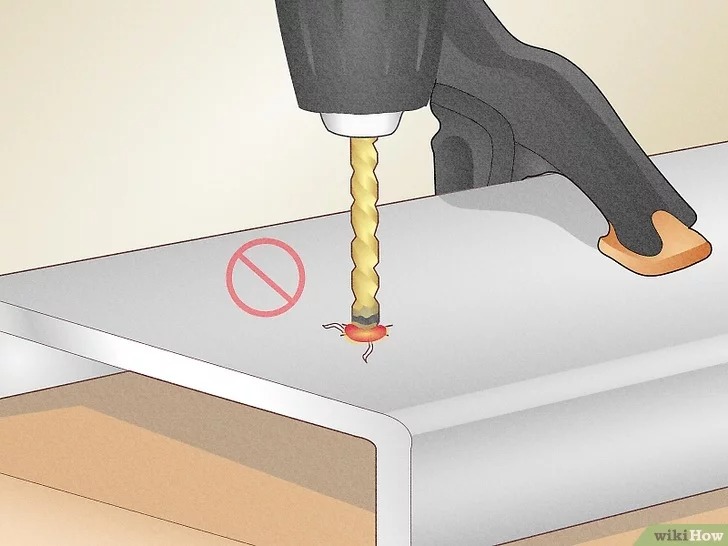
- Podczas podawania należy stosować stały, lekki nacisk. Nie należy wkładać wiertła na siłę, ponieważ może to spowodować jego wygięcie lub pęknięcie.
- W przypadku wiercenia głębokich otworów należy co 10 sekund robić przerwę, aby wyjąć wiertło, usunąć wióry i odczekać, aż wiertło ostygnie, a następnie kontynuować wiercenie.
4.3Powiększanie otworów i gratowanie
- W przypadku otworów o średnicy większej niż 6,35 mm (1/4 cala) należy najpierw wywiercić otwór pilotażowy o średnicy 3–4 mm (1/8 cala), a następnie stopniowo zwiększać średnicę wierteł.
- Po wywierceniu otworu użyj narzędzia do gratowania lub wiertła nieco większego niż średnica otworu. Obróć je ręcznie wokół krawędzi, aby usunąć ostre zadziory.
5.0Specjalne scenariusze wierceń
5.1Cienkie blachy (grubość < 3 mm)
- Zastosuj metodę „warstwowej sklejki”: zaciśnij arkusz blachy między dwoma kawałkami sklejki i zabezpiecz stos przed wierceniem. Zapobiega to odkształceniom i przemieszczaniu się wiertła.
5.2Grube blachy stalowe (grubość > 6,35 mm / 1/4 cala)
- Zmniejsz prędkość wrzeciona do około 80% prędkości standardowej i użyj więcej płynu chłodząco-smarującego.
- Aby uzyskać najlepsze rezultaty, wywierć otwór do połowy z jednej strony, a następnie obróć obrabiany przedmiot i dokończ otwór z drugiej strony. Zmniejsza to naprężenie wiertła i poprawia dokładność otworu.
5.3Duże otwory (średnica > 25,4 mm / 1 cal)
- Użyj piły otwornicy przeznaczonej do metalu, z podkładem ze sklejki, aby chronić powierzchnię roboczą i stabilizować prowadnicę piły.
- Często wyjmuj piłę otwornicową, aby usunąć wióry i zapobiec zakleszczeniu.
6.0Zalecenia dotyczące modernizacji sprzętu (wiertarka stołowa)
Do wiercenia metali o wysokiej precyzji lub dużej objętości, wymagane jest dedykowane wiertarka stołowa jest zalecane. Korzyści obejmują:
- Zapewnia stabilny posuw pionowy, eliminując chybotanie wiertła ręcznego i gwarantując dokładność otworu.
- Wyposażony w żeliwny stół roboczy z regulacją wysokości i nachylenia, umożliwiający pracę z przedmiotami o różnych rozmiarach.
- Łatwa regulacja prędkości poprzez wymianę kół pasowych, co zapewnia kompatybilność z różnymi metalami.
- Wymaga odpowiednich zacisków metalowych do zabezpieczenia obrabianego przedmiotu — nigdy nie reguluj obrabianego przedmiotu ani wiertarki stołowej podczas pracy.
Uwaga: Wiertarki stołowe kosztują około $200. Modele wolnostojące lepiej nadają się do obróbki większych elementów – wybierz w zależności od skali projektu.
7.0Wideo: Jak wiercić w metalu
8.0Często zadawane pytania (FAQ)
8.1Jakie wiertło do metalu jest najlepsze?
- W przypadku metali miękkich, takich jak aluminium lub mosiądz: należy stosować wiertła ze stali szybkotnącej (HSS).
- W przypadku twardych metali, takich jak stal nierdzewna lub stal hartowana, lub w przypadku wielokrotnego wiercenia należy stosować wiertła kobaltowe.
- W przypadku cienkich blach z otworami o różnych rozmiarach: należy stosować wiertła stopniowe.
8.2Czy zawsze muszę używać oleju chłodząco-smarującego podczas wiercenia?
- W przypadku stali o grubości ≥ 3,175 mm (1/8 cala) konieczne jest stosowanie oleju do cięcia.
- W przypadku miękkich metali, takich jak aluminium lub mosiądz, stosowanie oleju chłodząco-smarującego jest opcjonalne, ale zalecane jest stosowanie go w przypadku dużych otworów lub twardych metali, aby wydłużyć żywotność wiertła.
8.3Jak mogę zapobiec przegrzewaniu się wierteł?
- Biegaj z odpowiednio niską prędkością.
- W razie potrzeby zastosuj olej chłodząco-smarujący.
- Zawsze używaj ostrych końcówek.
- Karm powoli i bez zmuszania.
- W przypadku wiercenia głębokich otworów należy okresowo wyjmować wiertło, aby usunąć wióry i ostygnąć.
8.4Czy standardowe wiertła HSS nadają się do cięcia stali nierdzewnej?
- Jest to możliwe, ale trudne. Wiertła HSS mają tendencję do szybkiego przegrzewania się i tępienia.
- Zaleca się stosowanie wiertła kobaltowego z olejem chłodząco-smarującym i zmniejszenie prędkości o 10–15%.
8.5Jak wybrać odpowiednie wiertło?
- Do metali miękkich (aluminium, mosiądz): wiertła HSS.
- Do metali twardych (stali nierdzewnej): wiertła pokryte kobaltem lub TiN.
- Do cienkich blach: wiertła stopniowe.
- Do dużych otworów: należy użyć piły otwornicy przeznaczonej do metalu.
8.6Jaką prędkość wiertła należy ustawić?
- Wiertła o małej średnicy (1/16–3/16 cala): duża prędkość, ok. 2800–3200 obr./min.
- Wiertła o dużej średnicy (11/16–1 cala): mniejsza prędkość, około 350–1000 obr./min.
- W przypadku twardych metali, np. stali nierdzewnej: należy zmniejszyć prędkość o 10–15%.
8.7O czym należy pamiętać wiercąc duże otwory lub grube płyty stalowe?
- W przypadku dużych otworów (> 25,4 mm / 1 cal): należy używać piły otwornicy i regularnie usuwać wióry.
- W przypadku grubych płyt stalowych: zmniejsz prędkość, zwiększ ilość płynu chłodząco-smarującego i, jeśli to konieczne, wierć z obu stron, aby zmniejszyć obciążenie wiertła.
Odniesienie
https://www.wikihow.com/Drill-Metal