

- 1.0Wybór odpowiedniego narzędzia do cięcia prętów zbrojeniowych
- 2.0Jak używać ręcznej przecinarki do prętów zbrojeniowych (zastosowania awaryjne / do prętów o małej średnicy)
- 3.0Jak używać piły do cięcia (standardowa metoda na miejscu)
- 4.0Jak używać maszyny do cięcia prętów zbrojeniowych (przetwarzanie wsadowe)
- 5.0Jak używać piły taśmowej do metalu (precyzyjne/układanie w partiach)
- 6.0Bezpieczeństwo przede wszystkim: podstawowe wytyczne operacyjne
- 7.0Rozwiązywanie problemów: typowe problemy i rozwiązania
- 8.0Wniosek
- 9.0FAQ: Często zadawane pytania dotyczące cięcia prętów zbrojeniowych
Cięcie prętów zbrojeniowych to podstawowy proces w budownictwie, produkcji maszyn i innych branżach. Kluczem jest dobór odpowiedniego narzędzia w oparciu o średnicę pręta zbrojeniowego, wielkość produkcji, wymagania dotyczące precyzji i warunki na miejscu pracy – przy jednoczesnym przestrzeganiu odpowiednich procedur, aby zapewnić wydajność cięcia, jakość cięcia i bezpieczeństwo operatora.
1.0Wybór odpowiedniego narzędzia do cięcia prętów zbrojeniowych
Różne narzędzia różnią się znacznie pod względem wydajności i zastosowania. Wybór odpowiedniego narzędzia do swoich potrzeb jest kluczowy, aby uniknąć niskiej wydajności lub niskiej jakości cięć.
1.1Ręczne narzędzia do cięcia prętów zbrojeniowych (zastosowania awaryjne / do małych średnic)
- Narzędzia podstawowe:Ręczne przecinaki do prętów zbrojeniowych (rozwarcie szczęk ≤ 18 mm), wytrzymałe przecinaki do śrub
- Najlepszy dla: Pręty proste lub zdeformowane ≤ 16 mm, cięcia pojedyncze/sporadycznie lub prace awaryjne bez zasilania
- Zalety:Przenośny, nie wymaga zasilania, łatwy w obsłudze
- Ograniczenia: Pracochłonne, powolne (30–60 sekund na cięcie), nieodpowiednie do prętów zbrojeniowych o dużej średnicy
1.2Przenośne przecinarki elektryczne (elastyczność na miejscu)
- Narzędzia podstawowe:Piła tarczowa (z tarczą ścierną 350 mm), szlifierka kątowa (z tarczą tnącą 125 mm)
- Najlepszy dla: Pręty zbrojeniowe ≤ 25 mm, regulacja długości na miejscu lub rozproszone zadania przetwarzania
- Zalety: Mobilne, szybkie cięcie (5–10 sekund na pasek), niskie koszty sprzętu
- Ograniczenia:Ostre krawędzie (wymagają szlifowania po cięciu), wysoki poziom hałasu (100–120 dB), wytwarzanie iskier i ciepła
1.3Maszyny do cięcia prętów zbrojeniowych (obróbka wielkoseryjna)
- Narzędzia podstawowe: Hydrauliczne przecinarki do prętów zbrojeniowych, stołowe lub montowane na statywie (maks. wydajność ≤ 60 mm)
- Najlepszy dla: Cięcie wsadowe (≥ 50 prętów/godzinę), pręty zbrojeniowe o dużej średnicy lub wysokiej wytrzymałości (np. HRB400/HRB500), typowe dla składów zbrojeniowych lub zakładów prefabrykatów
- Zalety: Niezwykle szybki (1–2 sekundy na takt), płynne cięcia, wysoki poziom automatyzacji
- Ograniczenia:Duże i stałe (wymaga dedykowanej przestrzeni), nieodpowiednie do profili prętów zbrojeniowych o kształcie innym niż okrągły
1.4Piły taśmowe do metalu (precyzyjne / do zastosowań o dużej średnicy)
- Narzędzia podstawowe: Piły taśmowe do metalu poziome lub pionowe (szerokość ostrza: 27–41 mm; podziałka zębów: 3–6 mm)
- Najlepszy dla: Pręty zbrojeniowe o dużej średnicy (≥ 30 mm), pręty zbrojeniowe ze stopów lub zadania wymagające wysokiej precyzji (błąd prostopadłości ≤ 0,1 mm)
- Zalety: Niskie naprężenia podczas cięcia (zapobiegają odkształceniu prętów zbrojeniowych), czyste cięcia (brak konieczności obróbki końcowej), obsługa nieregularnych przekrojów
- Ograniczenia: Wolny (15–30 sekund na cięcie), wyższy koszt sprzętu, wymaga chłodziwa, nie nadaje się do szybkich prac na miejscu




2.0Jak używać ręcznej przecinarki do prętów zbrojeniowych (zastosowania awaryjne / do prętów o małej średnicy)
Najlepiej nadaje się do prętów zbrojeniowych prostych i odkształconych o średnicy do 16 mm — szczególnie w przypadku braku dostępu do zasilania.
2.1Przygotowanie i pozycjonowanie
- Zmierz długość pręta zbrojeniowego i wyraźnie zaznacz linię cięcia markerem.
- Umieść pręt zbrojeniowy w szczękach przecinaka, wyrównując zaznaczoną linię z ostrzami szczęk. Upewnij się, że oś pręta zbrojeniowego jest prostopadła do szczęk, aby uniknąć cięć pod kątem.
2.2Stosowanie siły
- Mocno chwyć oba uchwyty przecinaka i wywieraj stały, równomierny nacisk (unikaj nagłego, nadmiernego nacisku, ponieważ może to spowodować wygięcie uchwytów lub nieprzewidywalne pęknięcie pręta zbrojeniowego).
- W przypadku grubszych prętów zbrojeniowych (14–16 mm) naciskaj w 2–3 etapach: naciskaj lekko, odczekaj chwilę, a następnie kontynuuj, aż pręt zbrojeniowy pęknie płynnie.
2.3Kroki po cięciu
- Usuń przecięty pręt zbrojeniowy i wyczyść zadziory z przeciętej krawędzi za pomocą szczotki drucianej (zapobiega to zadrapaniom dłoni podczas przenoszenia).
- Sprawdź szczęki tnące pod kątem zużycia, stępienia lub wyszczerbienia. W razie potrzeby naostrz ostrza tarczą szlifierską, aby utrzymać wydajność cięcia.

3.0Jak używać piły do cięcia (standardowa metoda na miejscu)
Najlepiej nadaje się do cięcia prętów zbrojeniowych o średnicy do 25 mm — szeroko stosowane do elastycznego cięcia na miejscu.
3.1Wstępne sprawdzenie i przygotowanie
- Sprawdź przewód zasilający pod kątem uszkodzenia izolacji i upewnij się, że piła jest prawidłowo uziemiona (aby zapobiec porażeniu prądem elektrycznym).
- Sprawdź, czy na tarczy ściernej nie ma pęknięć, odprysków lub śladów zużycia; dokręć nakrętkę kołnierzową momentem 5–8 N·m, aby uniknąć mimośrodowego obrotu.
- Usuń materiały łatwopalne (np. puszki z farbą, butle z acetylenem) z odległości 1,5 m od miejsca pracy; zamocuj pręty zbrojeniowe za pomocą zacisku V.
3.2Zabezpieczanie i znakowanie
- Umieść pręt zbrojeniowy w zacisku V, dostosowując jego położenie tak, aby linia cięcia pokrywała się ze ścieżką tarczy ściernej.
- Dokręcaj zacisk tak mocno, aby pręt zbrojeniowy nie mógł się przesuwać poziomo (zapobiega to odchyleniu się pręta podczas cięcia).
3.3Rozpoczęcie cięcia
- Mocno trzymaj główny uchwyt piły (kontrola mocy) i dodatkowy uchwyt (stabilizacja). Włącz piłę i poczekaj, aż koło osiągnie pełną prędkość (≈ 2800 obr./min, 3 sekundy bezczynności dla potwierdzenia stabilności).
- Wsuwaj tarczę w pręt zbrojeniowy ze stałą prędkością (5–8 mm/s); nie używaj siły przy piłowaniu (zapobiegnie to przegrzaniu tarczy lub jej pęknięciu).
- Zwolnij posuw, gdy cięcie osiągnie 1/5 średnicy pręta zbrojeniowego (zapobiegnie to gwałtownemu pęknięciu pręta). Natychmiast przerwij, jeśli pojawią się nietypowe iskry (np. nagłe rozjaśnienie lub nierównomierne rozłożenie).
3.4Czyszczenie po cięciu
- Wyłącz zasilanie i odczekaj, aż tarcza ścierna całkowicie się zatrzyma (ok. 10 sekund), zanim dotkniesz pręta zbrojeniowego.
- Usuń zadziory z krawędzi cięcia pilnikiem lub szczotką drucianą; zbierz wióry metalowe z obszaru roboczego (zapobiegnie to poślizgom). Sprawdź koło – wymień je, jeśli zużycie przekroczy 1/3 jego pierwotnej grubości.
4.0Jak używać maszyny do cięcia prętów zbrojeniowych (przetwarzanie wsadowe)
Najlepiej nadaje się do prętów zbrojeniowych zwykłych lub o wysokiej wytrzymałości (np. HRB400/HRB500) o średnicy ≥ 20 mm — idealny do zadań o dużej objętości.
4.1Konfiguracja maszyny
- Sprawdź poziom oleju hydraulicznego (musi sięgać 2/3 skali zbiornika) i jego temperaturę (≤ 45°C; niska lub wysoka temperatura oleju zmniejsza ciśnienie cięcia).
- Wykonaj test bez obciążenia: uruchom maszynę, aby wykonać 2 pełne cykle pracy ostrza, upewniając się, że ruch jest płynny, bez zacięć i nietypowych dźwięków.
- Skalibruj ogranicznik przy użyciu pręta zbrojeniowego o standardowej długości (błąd ± 0,5 mm), aby zapewnić spójne długości cięcia.
- Wyreguluj skok ostrza: ustaw maksymalną odległość w dół na (średnica pręta zbrojeniowego + 2 mm), aby uniknąć nadmiernego zużycia ostrza.
4.2Cięcie wsadowe
- Wprowadź pręt zbrojeniowy do maszyny, aż dotknie ogranicznika. Jeśli pręt zbrojeniowy jest wygięty (ugięcie > L/500, gdzie L = długość pręta zbrojeniowego), najpierw go wyprostuj, aby zapewnić prostopadłość do ostrza.
- Naciśnij przełącznik nożny, aby uruchomić ostrze; ostrze automatycznie powróci do swojej pierwotnej pozycji po zakończeniu cięcia.
- Przeprowadź kontrole jakości: sprawdź 3 losowe pręty zbrojeniowe na 50 cięć pod kątem dokładności długości (dopuszczalny błąd ± 1 mm). W przypadku wystąpienia odchyleń ponownie skalibruj ogranicznik.
- Zbieraj gotowe pręty zbrojeniowe na specjalnym regale (zapobiega to deformacjom spowodowanym kolizją).
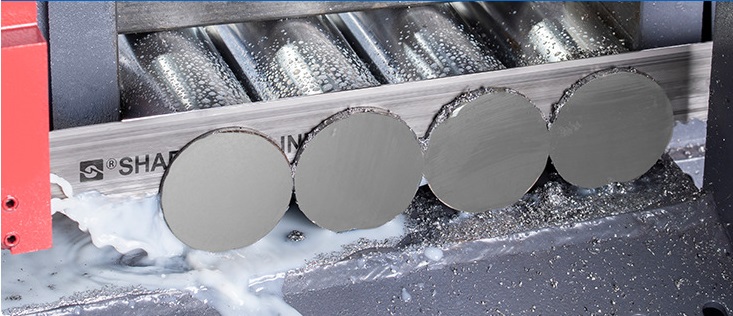
5.0Jak używać piły taśmowej do metalu (precyzyjne/układanie w partiach)
Najlepiej nadaje się do prętów zbrojeniowych o dużej średnicy (≥ 30 mm) lub prętów ze stopów — idealny do precyzyjnych cięć lub operacji układania w partiach.
5.1Przygotowanie maszyny
- Wybierz odpowiednie ostrze: ostrza ze stali szybkotnącej (HSS) do standardowego pręta zbrojeniowego (Q235B); ostrza z końcówkami z węglików spiekanych (WC-Co ≥ 94%) do pręta zbrojeniowego ze stopów (HRB500E).
- Dopasuj podziałkę zębów ostrza do rozmiaru pręta zbrojeniowego lub wysokości stosu (np. podziałka 3 mm dla prętów zbrojeniowych o średnicy Φ30–50 mm; podziałka 4,5 mm dla prętów zbrojeniowych lub stosów o średnicy Φ50–80 mm).
- Zamontuj poszerzony blok V (szerokość ≥ 200 mm) i ograniczniki boczne, aby zabezpieczyć ułożone pręty zbrojeniowe (zapobiega to przesuwaniu się na boki).
5.2Regulacja parametrów
- Ustaw napięcie ostrza na 25–30 N/mm²; zwiększ o 10–15% w przypadku cięcia warstwowego (zwiększa sztywność ostrza, zapobiegając odkształceniom).
- Dostosuj prędkość cięcia: 6–10 m/min dla standardowych prętów zbrojeniowych; 4–6 m/min dla prętów zbrojeniowych ze stopów (zmniejsza to obciążenie podczas cięcia i zużycie ostrza).
- Zoptymalizuj układ chłodzenia: zwiększ stężenie do 10–12% i szybkość przepływu do ≥ 8 l/min; dodaj dyszę 分流, aby zapewnić równomierne pokrycie chłodziwem wszystkich krawędzi cięcia (zapobiegnie to przegrzaniu i przywieraniu materiału).
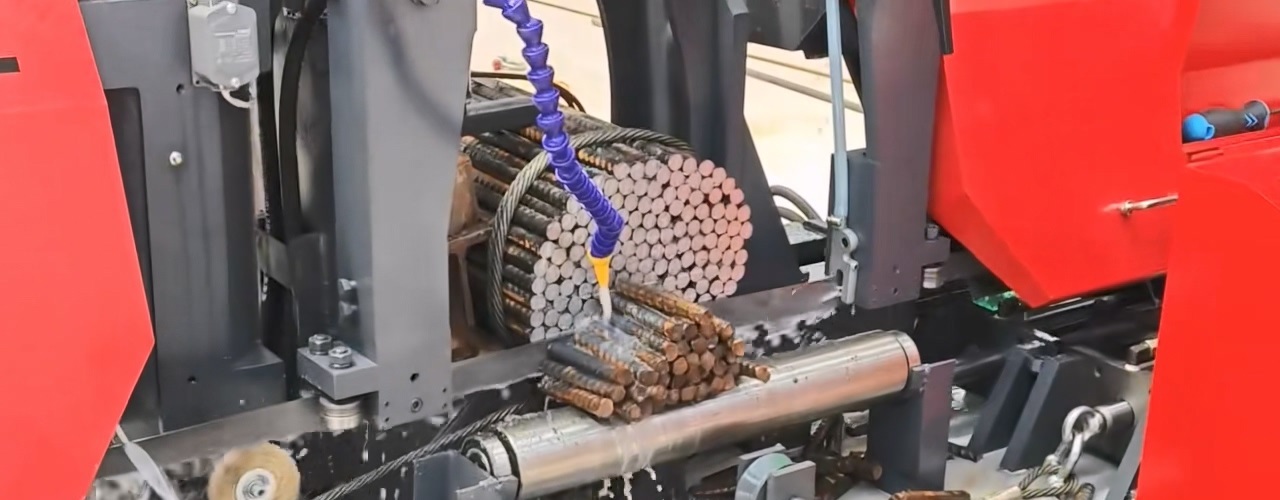
5.3Procedura cięcia wsadowego
- Stosuj pręty zbrojeniowe o tej samej średnicy i wykonane z tego samego materiału (aby uniknąć nierównomiernej siły cięcia). Zaciskaj stos z początkowym naciskiem 5–8 MPa, sprawdź wyrównanie, a następnie zwiększ do 12–15 MPa (aby uniknąć poślizgu).
- W przypadku prętów zbrojeniowych o długości powyżej 2 m należy zamontować rolki podporowe wielopunktowe (rozstaw ≤ 1,5 m), aby zapobiec ich ugięciu i odchyleniu od linii cięcia.
- Wykonaj cięcie próbne (głębokość 5 mm): zatrzymaj maszynę, sprawdź prostopadłość cięcia (≤ 0,1°) i płaskość (błąd ≤ 0,05 mm). W razie potrzeby wyreguluj zacisk lub naciąg ostrza przed rozpoczęciem cięcia seryjnego.
- Monitoruj ostrze w trakcie pracy: zatrzymaj je i zeszlifuj drobne wióry za pomocą drobnej ściernicy; wymień ostrze, jeśli głębokość wiórów przekroczy 1 mm.
5.4Ostatnie kroki
- Przeprowadź losowe kontrole: sprawdź 3 grupy prętów na partię (1 górny i 1 dolny pręt zbrojeniowy na grupę) pod kątem dokładności długości (± 1 mm) i jakości cięcia.
- Wyłącz układ chłodzenia, zwolnij zacisk i wyjmij docięte pręty zbrojeniowe. Wydmuchaj resztki chłodziwa sprężonym powietrzem pod wysokim ciśnieniem, usuń zadziory z krawędzi i posortuj pręty zbrojeniowe według specyfikacji.

6.0Bezpieczeństwo przede wszystkim: podstawowe wytyczne operacyjne
6.1Środki ochrony indywidualnej (PPE)
- Zawsze nośokulary ochronne odporne na uderzenia (chroni przed odpryskami i iskrami) i rękawice odporne na przecięcia (zapobiega zarysowaniom i urazom spowodowanym wibracjami).
- Używaćzatyczki do uszu lub nauszniki gdy hałas przekracza 85 dB (np. praca piły taśmowej lub przecinarki).
- Zwiąż długie włosy i unikaj luźnej odzieży/biżuterii (zapobiega to zaplątaniu się w ruchome części).
6.2Ograniczenia dotyczące sprzętu
- Nie należy używać brzeszczotów do obróbki drewna lub muru do cięcia prętów zbrojeniowych (niewystarczająca twardość — podatne na pękanie i odrzucanie odłamków).
- Nie przecinaj hartowanych prętów zbrojeniowych (np. prętów sprężonych o twardości > HRC30) hydraulicznymi przecinarkami do prętów zbrojeniowych (ryzyko wyszczerbienia ostrza lub uszkodzenia maszyny).
- Nie przecinaj prętów zbrojeniowych ze stopów za pomocą piły taśmowej bez chłodziwa (powoduje to szybkie przegrzanie się ostrza i jego uszkodzenie).
6.3Procedury awaryjne
- Złamanie ostrza: Natychmiast zatrzymaj maszynę, odejdź na odległość co najmniej 5 m (aby uniknąć rozrzucania odłamków) i posprzątaj dopiero wtedy, gdy wszystkie ruchome części się zatrzymają.
- Wyciek prądu: Przed ponownym uruchomieniem należy wyłączyć główne zasilanie, odłączyć przewód za pomocą izolowanych narzędzi i sprawdzić układ uziemienia (rezystancja ≤ 4Ω).
- Cięcia ręczne: Przepłucz ranę roztworem soli fizjologicznej, zdezynfekuj ją jodyną, a w przypadku głębokich skaleczeń zasięgnij porady lekarza (w celu podania szczepionki przeciw tężcowi).
7.0Rozwiązywanie problemów: typowe problemy i rozwiązania
| Problem | Prawdopodobna przyczyna | Rozwiązanie |
| Cięcie nie jest prostopadłe (> 0,5°) | Luźne mocowanie, niewspółosiowe ostrze, nierównomierny posuw | Ponownie zaciśnij pręt zbrojeniowy, skalibruj ustawienie ostrza, użyj regulatora prędkości, aby zapewnić stałe podawanie |
| Piła taśmowa/ostrze zużywa się zbyt szybko | Niewłaściwy typ ostrza, nadmierna prędkość, słabe chłodzenie | Wymień na ostrze przeznaczone do prętów zbrojeniowych, zmniejsz prędkość, dostosuj stężenie/przepływ chłodziwa |
| Pręt zbrojeniowy odkształca się po przecięciu | Tępe szczęki, nadmierna siła cięcia | Wyostrz szczęki, zmniejsz siłę posuwu, sprawdź materiał prętów zbrojeniowych pod kątem nierównomiernej twardości |
| Stanowiska do cięcia piłą taśmową | Słabe napięcie ostrza, zbyt mocne zaciskanie, niskie ciśnienie hydrauliczne | Zwiększ napięcie ostrza, zmniejsz nacisk zacisku, uzupełnij olej hydrauliczny i sprawdź ciśnienie pompy |
8.0Wniosek
Kluczem do udanego cięcia prętów zbrojeniowych jest zgodność narzędzia, osoby i zadania + standardowe procedury:
- Cięcie awaryjne prętów o małej średnicy → Ręczna przecinarka do prętów zbrojeniowych
- Elastyczna praca na miejscu → Piła tarczowa
- Przetwarzanie wielkoseryjne → Maszyna do cięcia prętów zbrojeniowych
- Precyzyjne/dużej średnicy/pręty zbrojeniowe ze stopów → Piła taśmowa do metalu
Niezależnie od narzędzia, zawsze przeprowadzaj kontrole przed rozpoczęciem pracy, ściśle monitoruj proces i zakończ czyszczenie po zakończeniu pracy. Zawsze priorytetowo traktuj bezpieczeństwo, aby zapewnić wydajność, jakość i dobre samopoczucie operatora.
9.0FAQ: Często zadawane pytania dotyczące cięcia prętów zbrojeniowych
P: Jak wybrać właściwe narzędzie tnące do odpowiedniej średnicy pręta zbrojeniowego?
A: Dobierz narzędzie do rozmiaru pręta zbrojeniowego: użyj przecinarek ręcznych do prętów zbrojeniowych o średnicy ≤16 mm (w sytuacjach awaryjnych/małych partiach); przenośnych elektrycznych pił tarczowych/szlifierek kątowych do prętów zbrojeniowych o średnicy ≤25 mm (praca na miejscu); hydraulicznych przecinarek do prętów zbrojeniowych o średnicy ≥20 mm (obróbka wielkoseryjna); i taśmówek metalowych do prętów zbrojeniowych o średnicy ≥30 mm lub prętów ze stopów (wymagana precyzja).
P: Co powinienem zrobić, jeśli podczas używania piły tarczowej iskry wyglądają nietypowo?
A: Natychmiast zatrzymaj maszynę. Nieprawidłowe iskrzenie (np. nagłe rozjaśnienie, nierównomierne rozłożenie) zazwyczaj oznacza, że tarcza ścierna jest źle ustawiona, zużyta lub niedopasowana (np. w przypadku użycia tarczy do obróbki drewna). Przed ponownym uruchomieniem sprawdź tarczę pod kątem pęknięć, dokręć nakrętkę kołnierzową i upewnij się, że używasz tarczy ściernej przeznaczonej do konkretnego metalu.
P: Dlaczego moja taśmowa piła do metalu zatrzymuje się podczas cięcia i jak temu zaradzić?
A: Zatrzymanie się maszyny wynika zazwyczaj z trzech przyczyn: zbyt niskiego naprężenia ostrza (zwiększ je do 25–32 N/mm², dostosowując do cięć warstwowych); zbyt mocnego zacisku (zmniejsz ciśnienie do 5–8 MPa w przypadku wstępnego zacisku, a następnie do 12–15 MPa w przypadku cięcia); lub niskiego ciśnienia hydraulicznego (uzupełnij olej hydrauliczny i sprawdź ciśnienie pompy).
P: Jak mogę zagwarantować powtarzalne długości cięcia, gdy używam przecinarki do prętów zbrojeniowych do pracy wsadowej?
A: Najpierw skalibruj ogranicznik za pomocą próbki o standardowej długości (błąd ±0,5 mm). Podczas cięcia upewnij się, że każdy pręt zbrojeniowy jest całkowicie dociśnięty do ogranicznika (bez szczelin). Co 50 cięć losowo sprawdź 3 pręty zbrojeniowe pod kątem dokładności długości (dopuszczalny błąd ±1 mm) — w przypadku wystąpienia odchyleń ponownie skalibruj ogranicznik.
P: Czy mogę przecinać hartowane pręty zbrojeniowe (np. pręty sprężone) za pomocą hydraulicznej przecinarki do prętów zbrojeniowych?
O: Nie. Hartowane pręty zbrojeniowe mają wysoką twardość (>30 HRC), co może spowodować wyszczerbienie ostrza przecinarki lub uszkodzenie układu hydraulicznego. Zamiast tego należy użyć metalowej piły taśmowej z ostrzem z węglików spiekanych (WC-Co ≥94%) i odpowiedniej ilości chłodziwa do hartowanych/stopowych prętów zbrojeniowych.


