1.0Wybór materiału ostrza
1.1Ostrza ze stali węglowej
Ostrza ze stali węglowej są podstawowe i niedrogie, idealne do cięcia miękkich metali, takich jak aluminium, miedź, mosiądz, brąz i inne metale nieżelazne. Nadają się do warsztatów, w których piła taśmowa jest używana sporadycznie.
1.2Ostrza bimetaliczne
Ostrza bimetaliczne to standard branżowy do wszechstronnych zadań cięcia. Wyposażone w ostrze ze stali szybkotnącej (HSS) przyspawane do elastycznego grzbietu ze stali stopowej, łączą twardość z elastycznością. Są trwałe i nadają się do cięcia szerokiej gamy materiałów, w tym stali nierdzewnej.
1.3Ostrza z węglików spiekanych
Ostrza z węglików spiekanych najlepiej nadają się do cięcia twardych lub ściernych materiałów, w tym stali hartowanych i stopów egzotycznych. Zęby z węglika wolframu, lutowane na elastycznej taśmie stalowej, zapewniają wyjątkową trwałość, szczególnie w przypadku produkcji wielkoseryjnej.



2.0Podziałka zębów (TPI) i jej znaczenie
2.1Dlaczego TPI ma znaczenie
TPI (liczba zębów na cal) wpływa na prędkość cięcia, wykończenie powierzchni i wibracje. Wyższa wartość TPI zapewnia dokładniejsze cięcie, ale wolniejszy posuw. Niższa wartość TPI umożliwia szybsze cięcie, ale skutkuje bardziej szorstką powierzchnią.
2.2TPI i grubość materiału
TPI jest odwrotnie proporcjonalne do grubości materiału. Cienkie materiały wymagają wysokiego TPI, aby ograniczyć wibracje i wykruszanie się zębów. Grube materiały wymagają niższego TPI, aby zapewnić agresywne skrawanie i efektywne usuwanie wiórów.

2.3Zalecana tabela TPI (materiały stałe)
| Grubość materiału | Zalecany TPI |
| < 3 mm | 24 – 32 TPI |
| 3 – 6 mm | 18 – 24 TPI |
| 6 – 12 mm | 14 – 18 zębów na cal |
| 12 – 25 mm | 10 – 14 zębów na cal |
| > 25 mm | 6 – 10 zębów na cal |
2.4TPI dla rur i profili
W przypadku rur i profili kluczowe znaczenie ma zarówno grubość ścianki, jak i średnica maksymalna. W przypadku rur i profili cienkościennych priorytetem jest grubość ścianki. W przypadku grubszych materiałów średnica ma większe znaczenie.
Przybliżony TPI dla Profile (Grubość ścianki do 100 mm)
| Grubość ścianki (mm) | Ø 25 mm | Ø 50 mm | Ø 100 mm | Ø 200 mm | Ø 500 mm |
| 2 | 14 | 14 | 10-14 | 10-14 | 8-12 |
| 5 | 14 | 10-14 | 6-10 | 5-8 | 4-6 |
| 10 | 6-10 | 6-10 | 5-8 | 4-6 | 3-4 |
| 20 | 4-6 | 4-6 | 3-4 | 3-4 | 2-3 |
| 50 | 2-3 | 2-3 | 2-3 | 2-3 | 1.4-2 |
| 100 | 1.4-2 | 1.4-2 | 1-1.3 | 1-1.3 | 0.75-1.25 |
Przy małych średnicach zalecana gęstość ostrzy (TPI) jest zbliżona do gęstości materiałów litych, co pozwala uniknąć wibracji i uszkodzeń zębów podczas cięcia cienkościennych krawędzi. W przypadku większych profili wytrzymałość materiału zmniejsza ten problem, umożliwiając zastosowanie mniejszej liczby zębów, co przekłada się na płynniejsze cięcie.
2.5Zalecana gęstość optyczna (TPI) według materiału ostrza
Poniżej przedstawiono zalecane wartości TPI dla ostrzy ze stali węglowej, stali stopowej i stali szybkotnącej, w zależności od rodzaju i grubości materiału. Wartości te stanowią szybki przewodnik po wyborze odpowiedniego ostrza.


2.6Ostrza ze stali węglowej
| Aplikacja | Grubość metalu | TPI ostrza |
| Do aluminium, mosiądzu, miedzi, miękkiego brązu, magnezu, drewna, miękkiej stali, twardszych stali (niska prędkość) | 1/2″ do 3-3/8″ | 6 |
| Tak samo jak powyżej | 3/8″ do 1″ | 8 |
| Do aluminium, kątowników, żeliwa, brązu, mosiądzu, miedzi, rur ocynkowanych, stali miękkiej, stali twardszych (niska prędkość) | 3/16″ do 3/4″ | 10 |
| Tak jak wyżej, plus kable elektryczne | 5/32″ do 1/2″ | 14 |
| Do rur cienkościennych i cienkich profili | 1/8″ do 1/4″ | 18 |
| Do materiałów bardzo cienkich | od 3/32″ do 1/8″ | 18 |
2.7Ostrza ze stali stopowej
| Aplikacja | Grubość metalu | TPI ostrza |
| Do aluminium, żeliwa, brązu, mosiądzu, miedzi, rur ocynkowanych, stali miękkiej, stali twardszych (chrom, wolfram) | 3/16″ do 1″ | 10 |
| Tak samo jak powyżej, łącznie z kablami elektrycznymi | 5/32″ do 3/4″ | 14 |
| Do rur cienkościennych i miękkich materiałów | 1/8″ do 1/2″ | 18 |
| Do materiałów bardzo cienkich | od 3/32″ do 1/8″ | 24 |
2.8Ostrza ze stali szybkotnącej (HSS)
| Aplikacja | Grubość metalu | TPI ostrza |
| Do aluminium, kątowników, brązu, mosiądzu, miedzi, rur ocynkowanych, stali miękkiej, stali twardszych (nierdzewnych, chromowych, wolframowych) | 7/32″ do 7/8″ | 10 |
| Tak samo jak powyżej | od 3/16″ do 5/8″ | 14 |
| Do cieńszych przekrojów | 5/32″ do 3/8″ | 18 |
Wskazówka: Do cięcia trudnych materiałów, np. stali nierdzewnej i wolframowej, zaleca się stosowanie ostrzy HSS przy niższych prędkościach i odpowiednim smarowaniu.
3.0Konfiguracja zębów
3.1Ostrza o regularnych zębach
- Proste zęby
- Równe odstępy z głębokimi wrębami
- Kąt natarcia 0°
- Nadaje się do ogólnego cięcia i cięcia konturowego cienkich blach.
3.2Ostrza z zębami haczykowatymi
- Duże, szeroko rozstawione zęby
- Głębokie gardła
- Dodatni kąt natarcia 10°
- Idealne do szybkiego, zgrubnego cięcia grubych i twardych metali.
3.3Ostrza z przeskokiem zębów
- Szeroko rozstawione zęby z płytkimi wrębami
- Kąt natarcia 0° z kształtem zęba 90°
- Nadaje się do metali nieżelaznych i miękkich materiałów, zapobiega zatykaniu.
4.0Wzory zębów
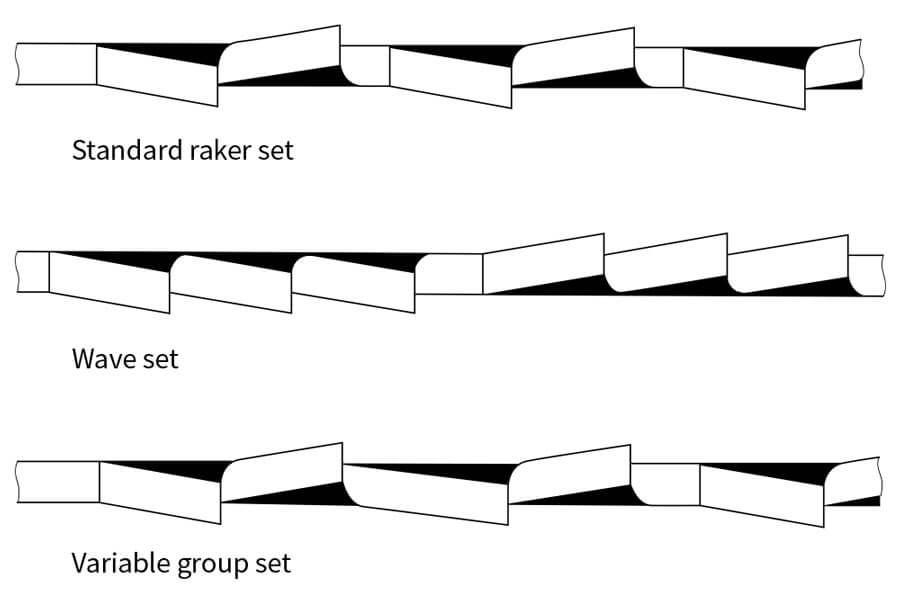
4.1Standardowy zestaw zębów
- Naprzemienne przesunięcia w lewo i w prawo
- Do cięcia ogólnego z umiarkowaną szerokością nacięcia.
4.2 Zestaw zmienny (falisty)
- Stopniowe zmiany przesunięć w lewo i w prawo
- Zmniejsza drgania, idealny do cienkich materiałów i profili pustych.
4.3Zestaw prosty (grabie)
- Minimalne lub żadne przesunięcie
- Tworzy drobne, wąskie szczeliny, ale zwiększa ryzyko zakleszczenia.
5.0Dodatkowe uwagi
5.1 Szerokość nacięcia i naprężenie cięcia
Ostrza z węglików spiekanych tworzą szerszą szczelinę, zwiększając naprężenia w obrabianym przedmiocie i potencjalnie deformując cienkie materiały. Ostrza bimetaliczne i ze stali węglowej tworzą węższą szczelinę, lepszą w przypadku cienkich lub delikatnych materiałów.
Jest to szczególnie ważne dla ręczne piły taśmowe, gdzie prędkość posuwu operatora może się zmieniać, zwiększając ryzyko zużycia ostrza.
5.2Kontrola wibracji
Unikaj odstępów między zębami szerszych niż grubość materiału, aby zminimalizować wibracje i zużycie. Upewnij się, że podczas cięcia zazębia się wiele zębów.
5.3Chłodzenie i smarowanie
Ostrza bimetaliczne i z węglikami spiekanymi są wrażliwe na przegrzanie. Aby wydłużyć żywotność ostrza i poprawić wydajność cięcia, należy zastosować odpowiednie chłodzenie.
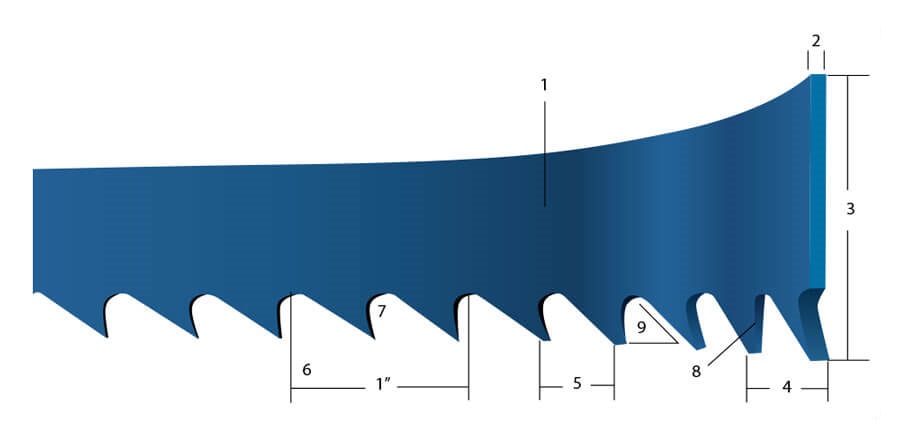
6.0Terminologia brzeszczotów taśmowych
- Z powrotem:Nie tnąca krawędź ostrza
- Szerokość/Wysokość: Odległość od czubka zęba do tyłu
- Ustawić:Ilość zębów przesuniętych od linii środkowej ostrza
- Podziałka zębów: Odległość między końcami zębów (służy do obliczenia TPI)
- Przełyk:Zakrzywiony obszar między zębami służący do usuwania wiórów
- Twarz zębata:Przednia powierzchnia zęba
- Kąt nachylenia:Kąt powierzchni zęba względem linii prostopadłej do kierunku ostrza
7.0Streszczenie
Aby uzyskać optymalną wydajność, wybierz brzeszczot do piły taśmowej na podstawie:
- Rodzaj materiału (bryła, rura lub profil)
- Pożądane wykończenie powierzchni
- Prędkość i wydajność cięcia
- Materiał ostrza i konfiguracja zębów
- Prawidłowy współczynnik TPI uwzględniający grubość i kształt materiału
Zawsze należy zapoznać się z zaleceniami producenta ostrza lub katalogiem, aby wybrać ostrze najbardziej odpowiednie do danego zastosowania.
Odnośnik: https://rongfu.com/news/comparing-carbon-steel-bimetal-carbide-tipped-metal-cutting-bandsaw-blades/
https://www.nortonabrasives.com/en-gb/resources/expertise/ultimate-saw-blade-teeth-guide