

Wstęp:
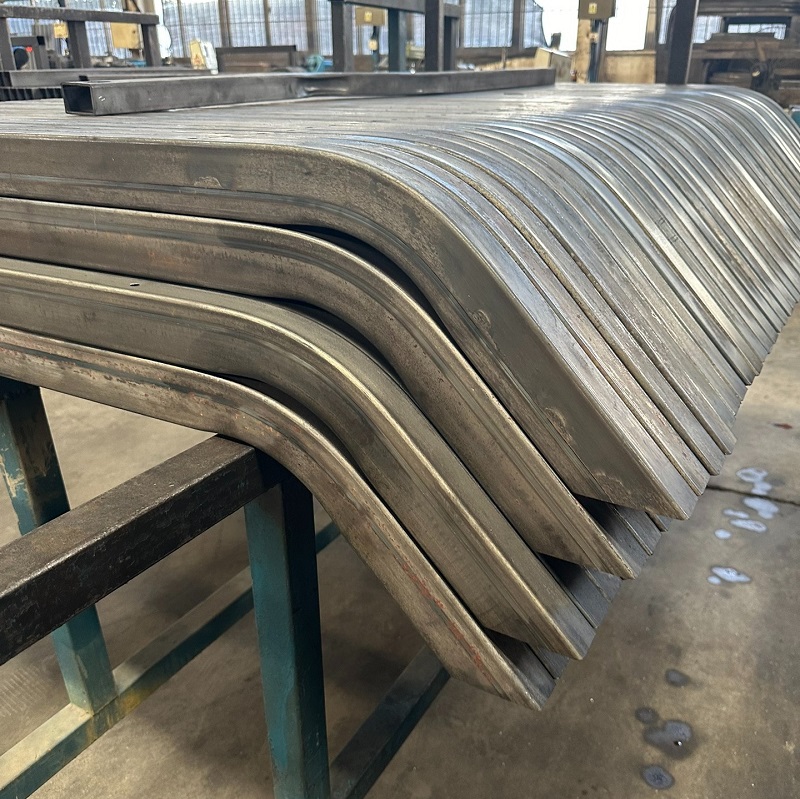
Rury gięte są kluczowymi elementami w różnych branżach, w tym w budownictwie, motoryzacji, lotnictwie i inżynierii chemicznej, ze względu na ich dużą ilość i różnorodność typów. Elementy te spełniają rosnące wymagania dotyczące lekkości produktów i wysokiej wytrzymałości, zarówno pod względem materiałowym, jak i konstrukcyjnym.
Jednak w trakcie procesu gięcia mogą pojawić się problemy związane z naprężeniami i odkształceniami, które mogą mieć wpływ na parametry użytkowe rur i potencjalnie prowadzić do problemów konstrukcyjnych i innych.
Celem niniejszego artykułu jest udzielenie odpowiedzi na pytania i odpowiedzi dotyczące naprężeń i odkształceń w rurach giętych ze stali nierdzewnej.
1.0Przyczyny naprężeń i odkształceń podczas gięcia rur
1.1Stres generowany podczas przetwarzania
Szybkość chłodzenia: W procesie gięcia nierównomierne tempo chłodzenia może powodować różnice temperatur w materiale rury, co prowadzi do zróżnicowanych właściwości mechanicznych w różnych obszarach i wywołuje naprężenia cieplne. W przypadku znacznej różnicy w tempie chłodzenia między obszarami, rozciąganie lub naprężenie ściskające Mogą powstawać w obszarach o wyższych i niższych temperaturach. Ten nierównomierny rozkład naprężeń może prowadzić do lokalnych odkształceń lub kumulacji naprężeń szczątkowych, co wpływa na jakość rury.
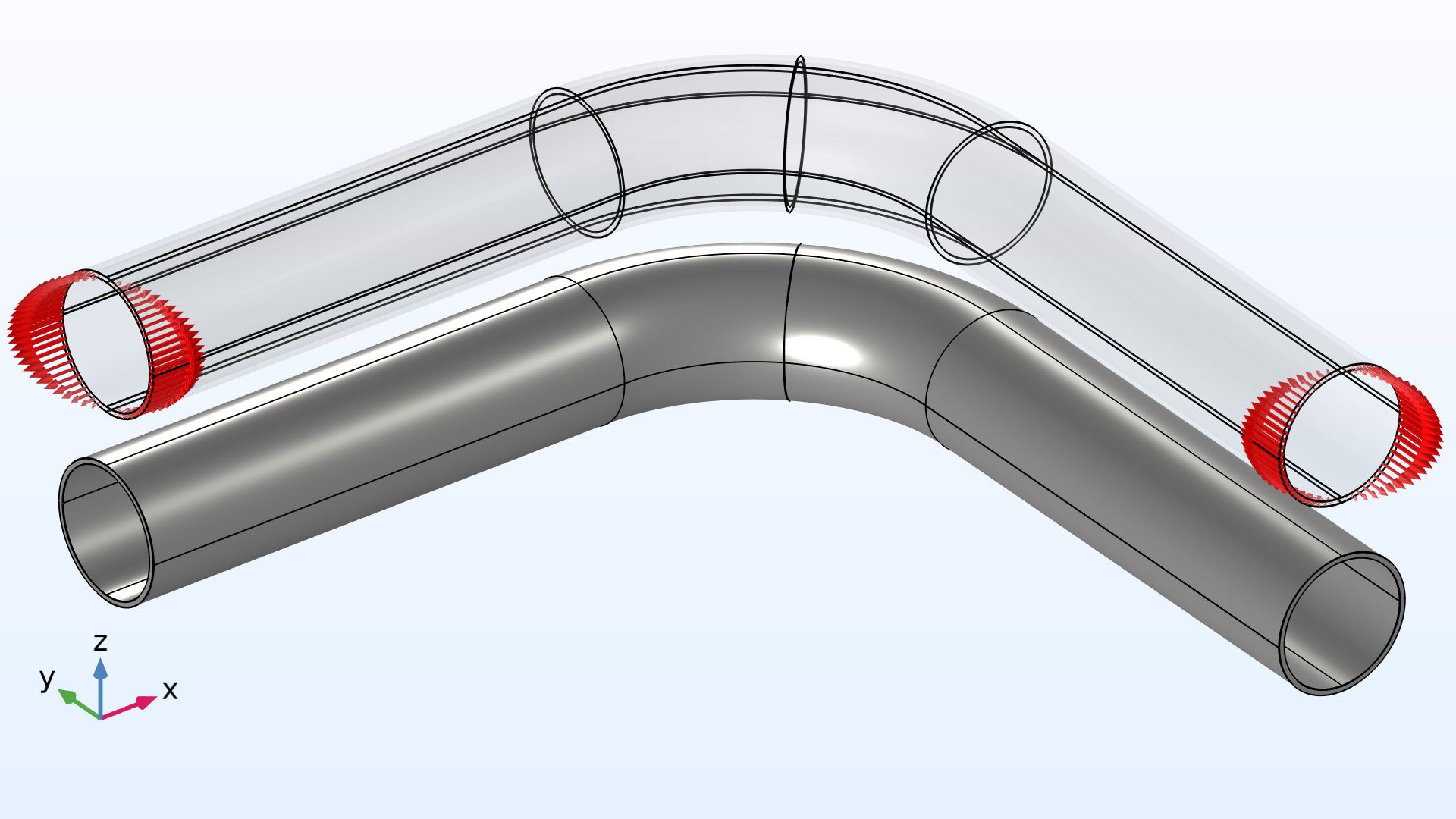
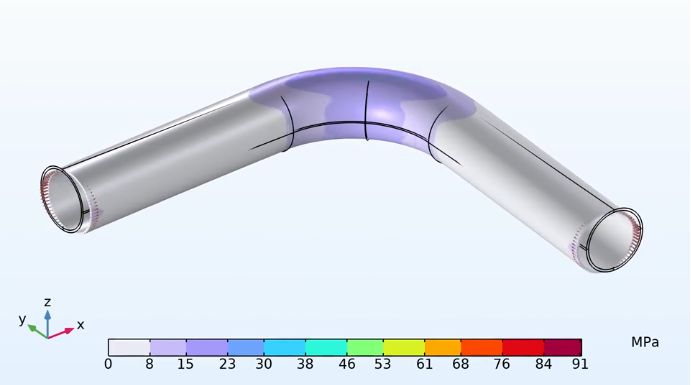
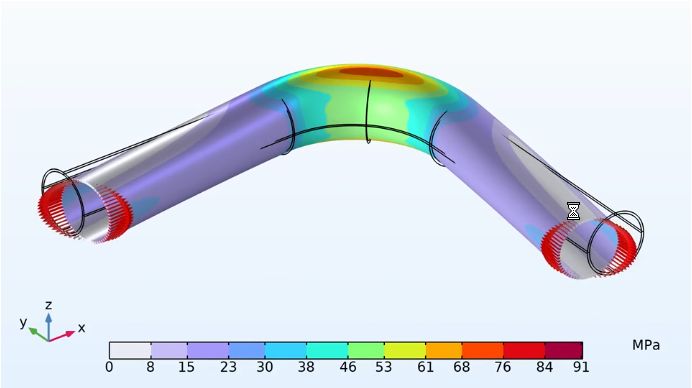
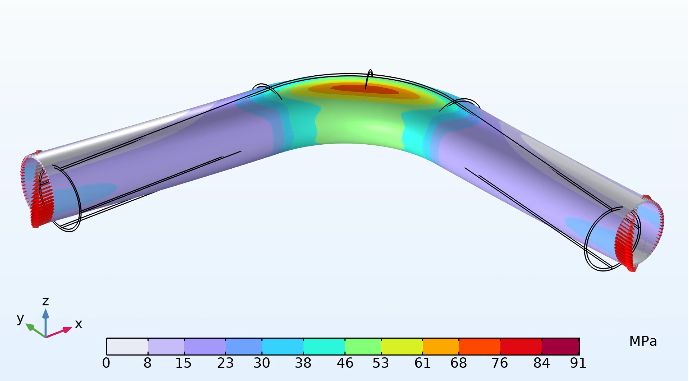
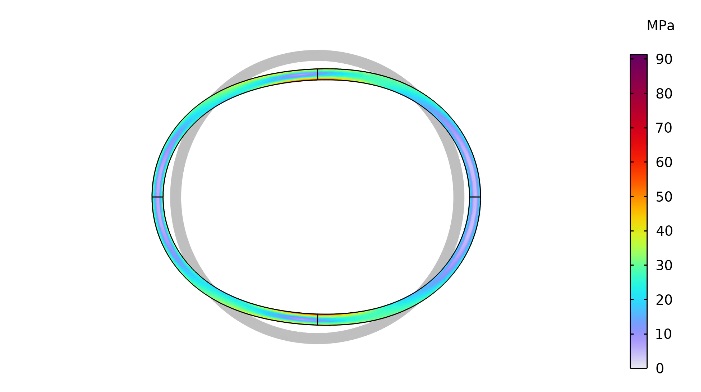
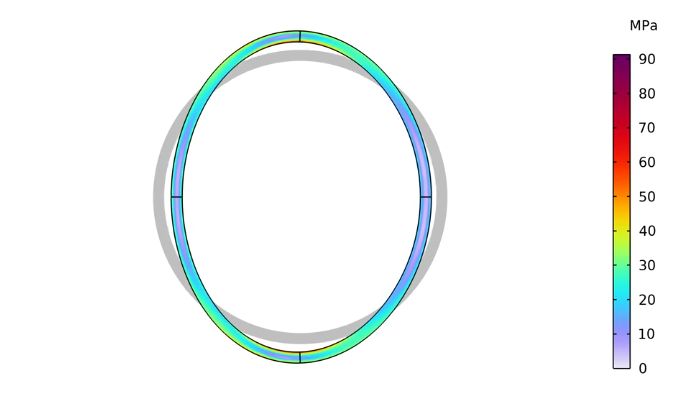
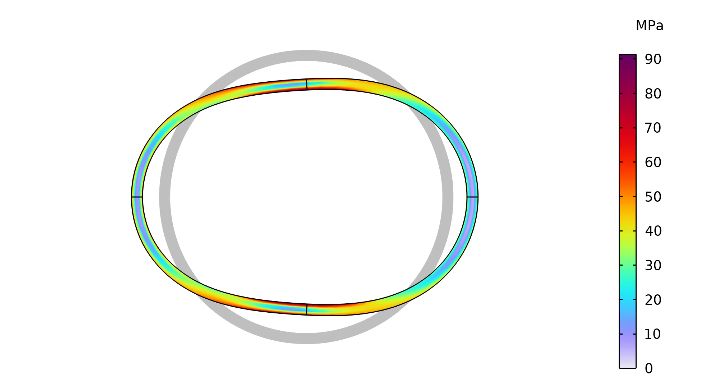
Proces gięcia: Podczas gięcia rur ze stali nierdzewnej naprężenia rozciągające występują po stronie zewnętrznej, a naprężenia ściskające po stronie wewnętrznej. Nierównomierny rozkład naprężeń w różnych częściach może powodować odkształcenia, takie jak owalizacja lub marszczenie podczas procesu gięcia.
Niewłaściwe przetwarzanie: Stosowanie nieodpowiednich form lub giętarek, niewłaściwych ustawień CNC, nadmiernej prędkości obróbki lub niedostatecznego smarowania może prowadzić do lokalnej koncentracji naprężeń i nieodwracalnej deformacji rury.
1.2Wpływ właściwości materiału
Stres wewnętrzny: Szczególnie w przypadku materiałów metalowych walcowanych na zimno, podczas gięcia mogą uwolnić się w materiale naprężenia wewnętrzne, powodując zginanie lub odkształcanie, co ma wpływ na dokładność kształtu rury.
Wysoka twardość i Utwardzanie na zimno: Duża twardość stali nierdzewnej może powodować jej utwardzanie na zimno podczas gięcia, co powoduje wzrost twardości powierzchni materiału pod wpływem naprężeń rozciągających, czyniąc go bardziej kruchym.
Elastyczność i plastyczność: Stal nierdzewna ma tendencję do znacznego odbicia podczas gięcia, co prowadzi do odchyleń pomiędzy ostatecznym kształtem rury a wymaganiami projektowymi.
1.3Nieprawidłowe ustawienia sprzętu
Niewłaściwy wybór formy do gięcia: Wybór form o nieprawidłowych wymiarach, promieniach krzywizny lub materiale dla maszyny do gięcia może mieć wpływ na rozkład naprężeń i odkształcenie rury.
Nieprawidłowa kontrola prędkości gięcia: Błędy w programowaniu giętarki lub nieprawidłowe ustawienie prędkości gięcia w zależności od materiału mogą skutkować nierównomiernym naprężeniem materiału, zwłaszcza w początkowej i końcowej fazie gięcia, co może prowadzić do miejscowych nadmiernych odkształceń lub deformacji kształtu.
2.0Metody wykrywania naprężeń i odkształceń w rurach giętych
2.1Narzędzia do kontroli wizualnej i pomiaru

Kontrola wizualna: Sprawdzenie gołym okiem lub przez lupę, czy na powierzchni tuby nie występują pęknięcia, zarysowania, wgniecenia lub inne wady.
Suwmiarki i mikrometry: Pomiar średnicy zewnętrznej, średnicy wewnętrznej i grubości ścianki w celu sprawdzenia dokładności wymiarów oraz ocena okrągłości, średnicy i promienia gięcia rury w celu zapewnienia, że spełniają one wymagania projektowe.
2.2Testowanie próbek referencyjnych
Porównanie rury ze standardowymi próbkami w celu ustalenia, czy spełnia ona wymagania projektowe.
2.3Testowanie standardu tolerancji
Badanie promienia gięcia, kąta, wymiarów i kształtu rury zgodnie z normami tolerancji.
2.4Badania nieniszczące dla wysokiej precyzji
- Dyfrakcja rentgenowska (XRD)
- Badania ultradźwiękowe
- Badania magnetyczno-proszkowe
- Współrzędnościowa maszyna pomiarowa (CMM)
- Technologia skanowania laserowego
3.0Rozwiązania: Skuteczne metody radzenia sobie z problemami naprężeń i odkształceń
3.1Zoptymalizuj promień gięcia
Promień gięcia: Wybierz odpowiedni promień gięcia w oparciu o grubość ścianki rury i właściwości materiału. Zbyt mały promień gięcia może prowadzić do nadmiernego rozciągania po stronie zewnętrznej i ściskania po stronie wewnętrznej, co skutkuje deformacją.
Stosuj zasadę „minimalnego promienia gięcia”: minimalny promień gięcia wynosi zazwyczaj 3–5 razy więcej niż średnica rury, aby zminimalizować koncentrację naprężeń.
3.2Kontroluj prędkość gięcia
Prędkość gięcia: Zbyt duża prędkość gięcia może prowadzić do nierównomiernego rozkładu naprężeń, powodując lokalne odkształcenia i odbicia. Z kolei zbyt mała prędkość może powodować umocnienie na zimno. Nowoczesne giętarki do rur Dzięki systemom sterowania CNC można je zaprogramować do obsługi różnych prędkości gięcia różnych materiałów.
3.3Użyj procesu gięcia wieloprzebiegowego
Gięcie wieloetapowe: Wykonywanie wieloetapowego gięcia może skutecznie zmniejszyć naprężenia występujące przy każdym gięciu, a tym samym zmniejszyć odbicia i odkształcenia.
3.4Formy do maszyn do gięcia na zamówienie
Wybierz odpowiednie formy do gięcia o właściwych promieniach krzywizny i wymiarach dostosowanych do specyfikacji rur, a także regularnie konserwuj formy, aby zapewnić gładką powierzchnię, ograniczając uszkodzenia rur podczas gięcia.
4.0Najczęściej zadawane pytania i odpowiedzi dotyczące naprężeń i odkształceń podczas gięcia rur
Jakie rodzaje naprężeń występują w metalowych rurach giętych?
Naprężenie rozciągające (strona zewnętrzna), naprężenie ściskające (strona wewnętrzna) i naprężenie ścinające.
Jaki jest związek pomiędzy minimalnym promieniem gięcia i naprężeniem?
Mniejszy promień skutkuje większymi naprężeniami, co może spowodować utratę pierwotnych właściwości materiału.
Dlaczego podczas zginania powstają naprężenia własne?
Naprężenia szczątkowe powstają, ponieważ naprężenia wewnętrzne nie zostały całkowicie uwolnione podczas procesu gięcia.
Jak zmniejszyć odkształcenia powstające podczas gięcia?
Do gięcia należy używać odpowiednich narzędzi i giętarek sterowanych numerycznie (CNC), aby kontrolować promień i unikać nadmiernego rozciągania lub ściskania.
Czym jest zjawisko odbicia?
Odbicie ma miejsce, gdy materiał po zgięciu częściowo powraca do swojego pierwotnego kształtu, powodując odchylenia.
Odniesienia
- Intrygujące naprężenia w zagięciach rur https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- Podłoże SIF i wskaźników naprężeń dla obciążeń momentowych elementów rurociągów https://www.osti.gov/biblio/841246
- Współczynniki intensyfikacji naprężeń (współczynniki i), współczynniki elastyczności (współczynniki k) i ich wyznaczanie dla metalowych elementów rurociągowych B31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf




