
- 1.0Dlaczego kulki stalowe są tak ważne?
- 2.0Materiały używane w produkcji kul stalowych
- 3.0Proces produkcji kul stalowych krok po kroku
- 3.1Krok 1: Cięcie stalowych ślimaków
- 3.2Krok 2: Formowanie surowej kuli
- 3.3Krok 3: Usuwanie oprogramowania Flash (proces flashowania)
- 3.4Krok 4: Delikatne szlifowanie (krok opcjonalny)
- 3.5Krok 5: Obróbka cieplna w celu uzyskania twardości i wytrzymałości
- 3.6Krok 6: Odkamienianie (usuwanie warstwy tlenku)
- 3.7Krok 7: Precyzyjne szlifowanie hartowanych kulek stalowych
- 3.8Krok 8: Docieranie – superwykończenie powierzchni
- 3.9Krok 9: Mycie, kontrola i kalibracja
- 3.10Gatunki i tolerancje kul stalowych
- 4.0Polecany film: Jak powstają kulki stalowe
- 5.0Obowiązujące normy międzynarodowe dla kul stalowych
- 6.0Kontrola jakości na każdym etapie
- 7.0Nowoczesne innowacje w produkcji kul stalowych
- 8.0Często zadawane pytania (FAQ)
- 9.0Wniosek
- 10.0Tabela 1: Rodzaje kulek stalowych
- 11.0Tabela 2: Kluczowe właściwości i specyfikacje
- 12.0Tabela 3: Normy branżowe i certyfikaty
Kulki stalowe należą do najważniejszych komponentów współczesnego przemysłu. Choć niewielkie, są niezbędne do zapewnienia płynnego i precyzyjnego ruchu obrotowego w szerokiej gamie układów mechanicznych. Od przekładni samochodowych po instrumenty lotnicze, precyzyjne kulki stalowe są wszechobecne.
1.0Dlaczego kulki stalowe są tak ważne?
Kulki stalowe stanowią elementy toczne w łożyskach kulkowych i są szeroko stosowane w:
- Łożyska przemysłowe i samochodowe
- Komponenty lotnicze wymagające wyjątkowej niezawodności
- Silniki elektryczne i elektronarzędzia
- Zawory i układy sterowania przepływem
- Urządzenia pomiarowe o wysokiej precyzji
- Elektronika, urządzenia medyczne i wiele innych
Ich rola jest prosta, ale kluczowa: redukują tarcie, rozkładają obciążenia i utrzymują precyzyjne ustawienie obracających się części.
2.0Materiały używane w produkcji kul stalowych
Proces produkcyjny rozpoczyna się od starannego doboru materiałów. Wybór materiału zależy od wymagań końcowego zastosowania.
2.1Do powszechnie stosowanych materiałów zalicza się:
- Stal chromowa (AISI 52100)– Doskonała twardość i odporność na zużycie.
- Stal nierdzewna (np. AISI 440C, 316, 420)– Stosowane w środowiskach korozyjnych i narażonych na wilgoć.
- Stal węglowa– Ekonomiczne, stosowane w zastosowaniach niekrytycznych.
- Stopy specjalne– Do zastosowań w warunkach magnetycznych, wysokich temperatur lub specjalistycznych zastosowań.
Stal dostarczana jest w postaci prętów lub drutów i przed obróbką jest dokładnie testowana pod kątem składu chemicznego i właściwości mechanicznych.
3.0Proces produkcji kul stalowych krok po kroku
3.1Krok 1: Cięcie stalowych ślimaków
Drut stalowy jest cięty na małe kawałki zwane ślimaki, każda nieco większa od finalnej kulki. Dzięki temu zapewniona jest wystarczająca ilość materiału do nadania kształtu i usunięcia nadlewek w późniejszych etapach.


3.2Krok 2: Formowanie surowej kuli
Kulki stalowe można formować dwiema podstawowymi metodami, w zależności od wymaganego rozmiaru, materiału i precyzji: spęczanie na zimno I formowanie na gorąco.
Kucie na zimno (formowanie na zimno)
W procesie kucia na zimno, stalowe krążki są prasowane w surowe kule (zwane surowymi kulami) między dwoma półkulistymi matrycami pod naciskiem do 20 ton. Na tym etapie stal jest w stanie miękkim, wyżarzonym, co ułatwia jej odkształcanie bez pęknięć.
Spęczanie na zimno nie tylko nadaje stali kulisty kształt, ale także udoskonala wewnętrzną strukturę ziarna, poprawiając jej wytrzymałość i stabilność wymiarową. Metoda ta jest szeroko stosowana do produkcji precyzyjnych kulek stalowych do łożysk, podzespołów samochodowych i precyzyjnych instrumentów, gdzie spójność rozmiaru i jakość powierzchni mają kluczowe znaczenie.


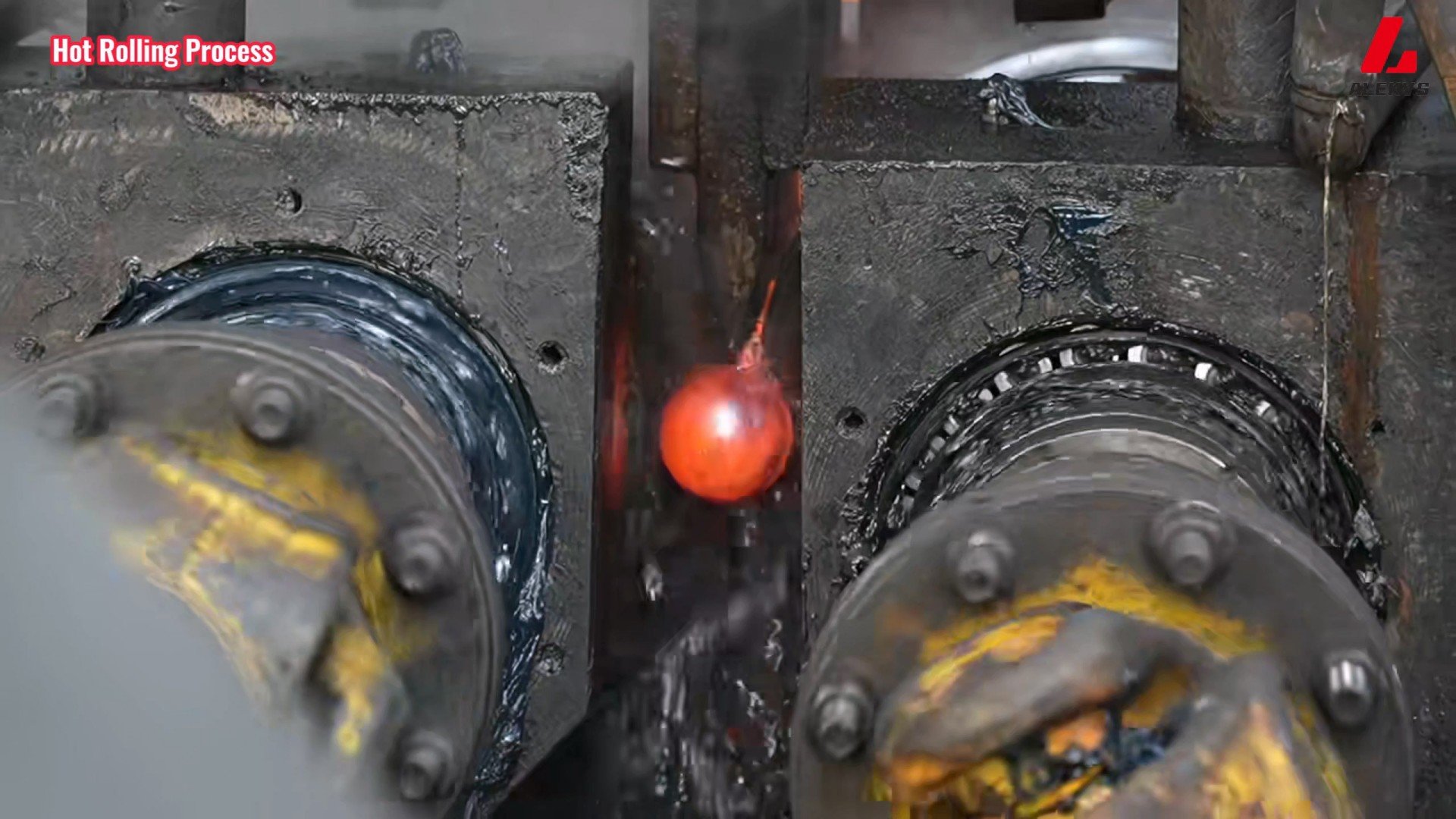
Formowanie na gorąco (kucie na gorąco lub walcowanie na gorąco)
W przypadku większych lub twardszych kulek stalowych powszechnie stosuje się formowanie na gorąco. W tej metodzie stalowe kulki są podgrzewane do temperatury zazwyczaj od 900°C i 1200°C aż materiał stanie się wystarczająco plastyczny. Podgrzane krążki są następnie kute lub walcowane między matrycami formującymi, tworząc kuliste wykroje.
Formowanie na gorąco jest odpowiednie dla stali wysokowęglowych lub stopowych, które trudno odkształcają się w temperaturze pokojowej. Pozwala również na ekonomiczną produkcję kul o większej średnicy. Jednak kule formowane na gorąco zazwyczaj wymagają dodatkowego szlifowania i obróbki cieplnej, aby uzyskać pożądaną precyzję i gładkość powierzchni. Ta metoda jest często stosowana do produkcji. materiały ścierne, elementy maszyn przemysłowych i inne zastosowania gdzie nie są wymagane bardzo małe tolerancje.

3.3Krok 3: Usuwanie oprogramowania Flash (proces flashowania)
Surowe kulki mają mały grzbiet lub nadmiar materiału znany jako błysk.Usuwa się go za pomocą dwóch metalowych płytek:
Kulki toczą się pomiędzy żeliwnymi płytami obracającymi się w przeciwnych kierunkach
Albo jedna płyta obraca się, a druga pozostaje nieruchoma
Operacja ta usuwa wypływki i poprawia okrągłość, ale kulki nie są jeszcze utwardzone ani wymiarowo precyzyjne.

3.4Krok 4: Delikatne szlifowanie (krok opcjonalny)
W niektórych fabrykach miękkie szlifowanie Proces ten następuje po obróbce cieplnej. Wykorzystuje on ściernicę do precyzyjnego nadania kształtu, gdy stal jest jeszcze miękka. Ten etap przygotowuje kulę do obróbki cieplnej poprzez poprawę jednorodności.
3.5Krok 5: Obróbka cieplna w celu uzyskania twardości i wytrzymałości
Obecnie kulki stalowe poddaje się obróbce cieplnej w celu ich utwardzenia i wzmocnienia.
- Austenityzowanie: Piłki są podgrzewane do temperatury około 1500°F (815°C) utworzyć austenit.
- Gaszenie: Kulki są szybko chłodzone w kąpieli olejowej w celu utworzenia twardych struktur martenzytycznych.
- Ruszenie: Kulki są podgrzewane do 325°F (160°C) w celu złagodzenia naprężeń wewnętrznych i zmniejszenia kruchości.
To powoduje kulki ze stali hartowanej na wskroś o wysokiej odporności na zużycie i wytrzymałości zmęczeniowej.

3.6Krok 6: Odkamienianie (usuwanie warstwy tlenku)

3.7Krok 7: Precyzyjne szlifowanie hartowanych kulek stalowych
Ten etap mielenia poprawia oba okrągłość I dokładność wymiarowa:
- Kulki toczą się pomiędzy obracającym się kołem szlifierskim a nieruchomą płytą stalową
- Drobne materiały ścierne usuwają niewielkie ilości materiału
Ten krok sprawia, że kulki mają rozmiar zbliżony do ostatecznego o mikronach.
3.8Krok 8: Docieranie – superwykończenie powierzchni
Docieranie jest precyzyjnym procesem wykańczania, w którym kulki są:
- Toczone między dwiema hartowanymi płytami stalowymi (jedną nieruchomą i jedną wolno obracającą się)
- Poddany działaniu drobnego szlamu ściernego
Usuwa nierówności powierzchni, uzyskując lustrzane wykończenie i tolerancje do Ra 0,01 μm I zmiany średnicy < 0,1 μm.
3.9Krok 9: Mycie, kontrola i kalibracja
W tym momencie kule stalowe są:
- Umyty do usuwania pozostałości po szlifowaniu i docieraniu
- Sprawdzono wizualnie i mechanicznie w przypadku zarysowań, pęknięć lub nierówności
- Sortowane i sortowane według rozmiaru oparty na precyzji
3.10Gatunki i tolerancje kul stalowych
Gatunki kul stalowych i normy międzynarodowe
Po oczyszczeniu i kontroli wizualnej, precyzyjne kulki stalowe są klasyfikowane do klas na podstawie ścisłych tolerancji okrągłości, wykończenia powierzchni i zmienności średnicy. Poniższa tabela definiuje te tolerancje geometryczne zgodnie z normami branżowymi:
| Stopień | Jednostka | Kulistość | Zmiana średnicy partii | Tolerancja średnicy nominalnej | Maksymalna chropowatość powierzchni (Ra) |
| G3 | W | 0.000003 | 0.000003 | ±0,00003 | 0,5 μin |
| mm | 0.00008 | 0.00008 | ±0,0008 | 0,012 μm | |
| G5 | W | 0.000005 | 0.000005 | ±0,00005 | 0,8 μin |
| mm | 0.00013 | 0.00013 | ±0,0013 | 0,02 μm | |
| G10 | W | 0.00001 | 0.00001 | ±0,0001 | 1,0 μin |
| mm | 0.00025 | 0.00025 | ±0,0013 | 0,025 μm | |
| G25 | W | 0.000025 | 0.000025 | ±0,0001 | 2,0 mikrometrów |
| mm | 0.0006 | 0.0006 | ±0,0025 | 0,051 μm | |
| G50 | W | 0.00005 | 0.00005 | ±0,0003 | 3,0 μin |
| mm | 0.0012 | 0.0012 | ±0,0051 | 0,076 μm | |
| G100 | W | 0.0001 | 0.0001 | ±0,0005 | 5,0 μin |
| mm | 0.0025 | 0.0025 | ±0,0127 | 0,127 μm | |
| G200 | W | 0.0002 | 0.0002 | ±0,001 | 8,0 μin |
| mm | 0.005 | 0.005 | ±0,025 | 0,203 μm | |
| G1000 | W | 0.001 | 0.001 | ±0,005 | — |
| mm | 0.025 | 0.025 | ±0,127 | — |
4.0Polecany film: Jak powstają kulki stalowe
Aby lepiej zrozumieć proces produkcji, ten film przedstawia krok po kroku proces formowania, obróbki cieplnej i wykańczania kulek stalowych. Obejrzenie go pomoże Ci zwizualizować metody produkcji omówione w tym artykule, w tym zarówno techniki kucia na zimno, jak i formowania na gorąco.
5.0Obowiązujące normy międzynarodowe dla kul stalowych
Kulki stalowe do łożysk tocznych muszą spełniać globalne normy precyzji. Należą do nich:
- ABMA STD 10A– Kulki metalowe do łożysk nieszlifowanych i innych zastosowań
- ASTM F2215– Specyfikacja kulek żelaznych i nieżelaznych w łożyskach i zaworach
- DIN 5401– Kulki do łożysk tocznych i ogólnego zastosowania przemysłowego
- ISO 3290-1– Łożyska toczne — Kulki — Część 1: Kulki stalowe
- JIS B 1501(JSA) – Łożyska toczne – kulkowe
6.0Kontrola jakości na każdym etapie
Aby zagwarantować niezawodność, produkcja kul stalowych obejmuje:
- Badanie surowców dla składu i integralności mechanicznej
- Kontrole w trakcie procesu na każdym kroku (kształt, rozmiar, twardość)
- Badania nieniszczące(np, inspekcja prądów wirowych) pod kątem pęknięć lub wad
- Badania niszczące na partiach próbek (np. badanie twardości, analiza mikrostruktury)
7.0Nowoczesne innowacje w produkcji kul stalowych
Branża nadal się rozwija, a wraz z nią:
- Automatyka i robotyka dla szybszej i bardziej spójnej produkcji
- Wizja maszynowa i kontrola jakości oparta na sztucznej inteligencji
- Zaawansowane piece do obróbki cieplnej z monitorowaniem w czasie rzeczywistym
- Nowe technologie powlekania(np. folie antykorozyjne, samosmarujące)
- Materiały hybrydowe jak stal pokryta ceramiką lub alternatywy z azotku krzemu
8.0Często zadawane pytania (FAQ)
P1: Jakie materiały są używane do produkcji stalowych kulek łożyskowych?
Najczęściej stosowana jest stal chromowa (AISI 52100), ale w zależności od zastosowania stosuje się także stal nierdzewną, stal węglową i stopy specjalne.
P2: Jak okrągłe są precyzyjne kulki stalowe?
Wysokiej jakości kule (np. G5 lub G10) mogą odbiegać od idealnej kuli o mniej niż 0,13 mikrona, oferując ekstremalną precyzję w zastosowaniach wymagających wysokiej wydajności.
P3: Jaki jest cel obróbki cieplnej kulek stalowych?
Obróbka cieplna zwiększa twardość i trwałość, dzięki czemu kulki wytrzymują duże obciążenia i zmniejszają zużycie w układach mechanicznych.
P4: Jaka jest różnica pomiędzy szlifowaniem i docieraniem?
Szlifowanie jest procesem kształtowania, podczas gdy docieranie jest procesem polerowania, który poprawia wykończenie powierzchni i pozwala uzyskać ścisłe tolerancje.
P5: Jakie są gatunki kul stalowych?
Kulki stalowe są klasyfikowane według klasy (np. G5, G10, G100), która określa poziom precyzji na podstawie okrągłości, wykończenia powierzchni i zmienności średnicy.
9.0Wniosek
Choć mały, kulki stalowe Odgrywają ogromną rolę w sprawnym funkcjonowaniu maszyn na całym świecie. Ich proces produkcyjny to połączenie metalurgii, inżynierii mechanicznej i nowoczesnej automatyzacji – czego efektem są maleńkie komponenty, które napędzają silniki, turbiny i rozwój technologii.
Niezależnie od tego, czy chcesz pozyskać kulki stalowe, czy po prostu interesuje Cię produkcja przemysłowa, zrozumienie tego procesu uzmysłowi Ci, ile precyzji i staranności wymaga stworzenie czegoś tak pozornie prostego.
10.0Tabela 1: Rodzaje kulek stalowych
Kulki stalowe dostępne są w szerokiej gamie materiałów, rozmiarów i wykończeń, z których każda została zaprojektowana tak, aby spełniać określone wymagania mechaniczne, środowiskowe i ekonomiczne. Poniższa tabela podsumowuje główne rodzaje kulek stalowych, ich właściwości materiałowe i typowe zastosowania, pomagając inżynierom i projektantom wybrać opcję najbardziej odpowiednią do ich potrzeb.
| Kategoria | Materiał / Typ | Kluczowe właściwości | Typowe zastosowania |
| Stal chromowana | AISI 52100 | Twardość 60–67 HRC, doskonała odporność na zużycie, dobra stabilność wymiarowa, duża nośność | Łożyska, komponenty samochodowe, instrumenty precyzyjne |
| Stal nierdzewna | AISI 316 | Austenityczny, doskonała odporność na korozję, niemagnetyczny | Środowiska morskie, sprzęt do przetwarzania chemicznego |
| AISI 420 | Martenzytyczna, twardość 50–55 HRC, równowaga między twardością a odpornością na korozję | Przetwórstwo żywności, sprzęt medyczny | |
| AISI 440C | Martenzytyczna stal wysokowęglowa, twardość 58–65 HRC, dobra odporność na korozję | Łożyska o wysokiej wydajności, zastosowania w lotnictwie i kosmonautyce | |
| Stal węglowa | 1010, 1055, 1085 | Niska cena, różna zawartość węgla, niższa twardość niż w przypadku stali chromowej | Zabawki, łożyska niskoobciążeniowe, ogólne zastosowanie przemysłowe |
| Stopy specjalne | Stal narzędziowa (M50) | Odporność na wysoką temperaturę | Lotnictwo i kosmonautyka, maszyny szybkobieżne |
| Stopy niklu | Ekstremalna odporność na korozję | Przetwarzanie chemiczne, zastosowania morskie | |
| Mosiądz i brąz | Nieiskrzące, dekoracyjne | Elementy dekoracyjne, specjalne środowiska bezpieczeństwa |
Rozmiar i klasy precyzji
Kulki stalowe produkowane są w różnych rozmiarach i klasach precyzji, aby sprostać zróżnicowanym wymaganiom wydajnościowym.
| Zakres rozmiarów (średnica) | Typowe zastosowania | Klasa precyzji | Przykład tolerancji (kulka 10 mm) |
| 0,2–25,4 mm | Łożyska precyzyjne, instrumenty | Klasa 3 | ±0,08 μm |
| 0,2–25,4 mm | Wysokiej jakości łożyska, samochodowe | Klasa 5 | ±0,13 μm |
| 0,2–50 mm | Ogólne zastosowania przemysłowe | Klasa 10 | ±0,25 μm |
| 25–150 mm | Ciężki sprzęt przemysłowy | Klasa 16+ | ±0,5 μm lub więcej |
Wykończenia i obróbka powierzchni
Wykończenie powierzchni i jej obróbka mają istotny wpływ na odporność na zużycie, tarcie i ochronę przed korozją, co sprawia, że są kluczowe dla wydajności w wymagających zastosowaniach.
| Obróbka / Wykończenie | Cel / Efekt | Materiały stosowane |
| Pasywacja | Zwiększa odporność na korozję | Kulki ze stali nierdzewnej |
| Fosforanowanie | Powłoka odporna na zużycie | Kulki ze stali węglowej |
| PVD – TiN (azotek tytanu) | Zwiększa twardość i odporność na zużycie | Stal chromowana, stal nierdzewna |
| PVD – DLC (węgiel diamentopodobny) | Zmniejsza tarcie, wysoka odporność na zużycie | Aplikacje o wysokiej wydajności |
| Chropowatość powierzchni (Ra) | 0,02 μm (lustro) – 0,25 μm (standard); gładsza powierzchnia = mniejsze tarcie i hałas | Wszystkie materiały |
| Właściwości magnetyczne | Stal chromowa jest ferromagnetyczna, stal nierdzewna AISI 316 jest niemagnetyczna | Zależy od potrzeb aplikacji |
11.0Tabela 2: Kluczowe właściwości i specyfikacje
Wydajność kulek stalowych zależy od kilku kluczowych właściwości, takich jak twardość, odporność na korozję, nośność i dokładność wymiarowa. Poniższa tabela zawiera przegląd tych kluczowych parametrów, co ułatwia dobór kulek stalowych do konkretnych warunków pracy.
| Nieruchomość | Wartości typowe / zakres | Czynniki wpływające | Notatki |
| Twardość | 52100: 60–67 HRC; 420: 50–55 HRC; 440C: 58–65 HRC | Materiał, obróbka cieplna | Większa twardość = lepsza odporność na zużycie i nośność |
| Odporność na zużycie | Doskonała do stali chromowej; wzmocniona metodą PVD lub azotowania | Twardość, skład materiału, wykończenie powierzchni | Testowane metodą Tabera na ścieranie lub podobną metodą |
| Odporność na korozję | 316: Doskonały; 440C: Dobry; 52100: Ograniczony | Skład stopu, obróbka powierzchni, środowisko | Aby zapewnić dodatkową ochronę, zastosuj pasywację, powłokę olejową lub specjalne powłoki |
| Nośność | Wyższa zawartość stali chromowej; zależy od rozmiaru i twardości | Twardość materiału, średnica, smarowanie | Obejmuje obciążenia statyczne i dynamiczne; wpływa na trwałość zmęczeniową |
| Zmęczenie Życie | Wysoka jakość stali chromowej o wysokiej precyzji | Jakość materiału, wykończenie powierzchni, warunki eksploatacji | Krytyczne dla pracy z dużą prędkością lub ciągłej |
| Odporność na temperaturę | 52100: od –20°C do 120°C; 440C: od –30°C do 200°C; M50: do 315°C | Materiał i obróbka cieplna | Wysoka temperatura obniża twardość, niska temperatura może zwiększyć kruchość |
| Dokładność wymiarowa | Stopień 3: ±0,08 μm; Stopień 5: ±0,13 μm; Stopień 10: ±0,25 μm | Proces produkcyjny, klasa precyzji | Krytyczne dla łożysk i instrumentów |
| Okrągłość | Tolerancja węższa niż średnica; Klasa 5 ≈ 0,13 μm | Precyzyjna produkcja | Wpływa na płynną pracę i poziom hałasu |
| Wykończenie powierzchni (Ra) | 0,02 μm (lustro) – 0,25 μm (standard) | Metody szlifowania i polerowania | Płynniejsza praca = mniejsze tarcie i hałas |
| Jednolitość partii | Jednolita twardość, rozmiar i okrągłość w obrębie partii | Ścisła kontrola jakości | Ważne w przypadku zastosowań wielokulkowych (np. w łożyskach) |
12.0Tabela 3: Normy branżowe i certyfikaty
Zgodność z uznanymi normami gwarantuje stałą jakość, wydajność i zamienność kulek stalowych różnych producentów i zastosowań. Poniższa tabela przedstawia kluczowe normy branżowe i certyfikaty dotyczące kulek stalowych.
| Standard / Certyfikacja | Zakres | Kluczowe wymagania | Typowe branże / zastosowania |
| ABMA 10-1989 | Kulki stalowe ogólne | Gatunki, tolerancje wymiarowe, wykończenie powierzchni; 0,397–150 mm | Łożyska, przemysł ogólny |
| ABMA 12.1-2001 | Łożyska instrumentów | Rygorystyczne tolerancje dla kul o wysokiej precyzji | Instrumenty lotnicze i kosmiczne, urządzenia precyzyjne |
| ABMA 12.2-2001 | Łożyska miniaturowe i bardzo małe | Dokładność wymiarowa dla małych kulek | Elektronika, mikrołożyska |
| ISO 3290-1:2014 | Gotowe kulki stalowe | Rozmiar, okrągłość, jakość powierzchni, metody badań | Łożyska precyzyjne, zastosowania globalne |
| ISO 9001:2015 | System zarządzania jakością | Stała jakość produkcji | Wszystkie branże |
| ISO 14001:2015 | Zarządzanie środowiskowe | Zrównoważone praktyki produkcyjne | Coraz ważniejsze w różnych branżach |
| ASTM A295 | Stal łożyskowa wysokowęglowa | Skład chemiczny, obróbka cieplna | Łożyska przemysłowe i samochodowe |
| ASTM A756 | Właściwości magnetyczne | Określa właściwości magnetyczne stalowej kuli | Elektronika, czujniki |
| ASTM F2235 | Kulki ze stali nierdzewnej | Właściwości mechaniczne, wymagania jakościowe | Łożyska, żywność i sprzęt medyczny |
| AS9100 | Zarządzanie jakością w lotnictwie i kosmonautyce | Surowe wymagania dotyczące produkcji i dokumentacji | Lotnictwo i obronność |
| NADCAP | Specjalne procesy lotnicze | Akredytacja na obróbkę cieplną, powlekanie | Producenci sprzętu lotniczego i kosmicznego |
| IATF 16949 | Zarządzanie jakością w motoryzacji | PPAP i zatwierdzenie jakości produkcji | Łożyska i komponenty samochodowe |
| ISO 13485 | Jakość wyrobów medycznych | Zgodność ze standardami medycznymi | Sprzęt medyczny |
| Zgodność z FDA | Zatwierdzenie regulacyjne | Wymagane dla komponentów do zastosowań medycznych | Urządzenia medyczne |
| MIL-STD-1835 | Precyzyjne komponenty wojskowe | Precyzyjne blokowanie i normy materiałowe | Zastosowania obronne i wojskowe |
| ISO 4288:1996 | Pomiar chropowatości powierzchni | Zasady oceny Ra | Wszystkie branże wymagające precyzyjnego wykończenia powierzchni |
| ISO 6508 / ASTM E18 | Badanie twardości metodą Rockwella | Metody pomiaru twardości | Kontrola jakości we wszystkich branżach |
| ASTM E10 | Badanie twardości Brinella | Alternatywna metoda pomiaru twardości | Kontrola jakości przemysłowej |