

- 1.0Jakie są podstawowe różnice techniczne między piłami taśmowymi poziomymi i pionowymi?
- 2.0Jak poziome piły taśmowe są wykorzystywane w zastosowaniach przemysłowych w cięciu
- 3.0Kiedy wybrać pionową piłę taśmową: kluczowe scenariusze zastosowań
- 4.0Rodzaje pił taśmowych do metalu
- 5.0Wydajność poziomej i pionowej piły taśmowej: dokładność, wydajność i wykorzystanie materiału
- 6.0Dokładność cięcia:
- 7.0Eksploatacja i konserwacja: pozioma piła taśmowa a pionowa piła taśmowa
- 8.0Jak wybrać odpowiednią piłę taśmową do zastosowań przemysłowych
- 9.0Studia przypadków: Wybór poziomej i pionowej piły taśmowej w rzeczywistej produkcji
- 10.0Podsumowanie: Piła taśmowa pozioma czy pionowa – jak dokonać właściwego wyboru
Wybór odpowiedniej piły taśmowej jest kluczowy dla wydajnego i precyzyjnego cięcia metalu. Poziome i pionowe piły taśmowe służą do różnych celów – cięcia wsadowego lub kształtowania złożonych konturów. Ten poradnik wyjaśnia różnice między nimi, zastosowania i wskazówki dotyczące wyboru, aby pomóc Ci zoptymalizować wydajność i wykorzystanie materiału.
1.0Jakie są podstawowe różnice techniczne między piłami taśmowymi poziomymi i pionowymi?
Podstawowe różnice między poziomymi i pionowymi piłami taśmowymi leżą w układzie brzeszczotu, ruchu przedmiotu obrabianego oraz konstrukcji maszyny. Różnice te bezpośrednio determinują ich zakres zastosowania. Podstawowe różnice można podsumować następująco:
| Wymiar porównawczy | Piła taśmowa pozioma | Piła taśmowa pionowa |
| Układ i podawanie ostrzy | Ostrze ustawione poziomo lub pod kątem, przesuwane wzdłuż osi Z, prostopadle do osi przedmiotu obrabianego | Ostrze ustawione pionowo, poruszające się wzdłuż kierunków X/Y, przedmiot obrabiany musi być przesuwany w celu uzyskania posuwu |
| Mocowanie przedmiotu obrabianego | Hydrauliczne/serwo mocowanie, przedmiot obrabiany zamocowany, rama piły przesuwana | Przedmiot obrabiany popychany ręcznie lub podawany za pomocą stołu roboczego |
| Typowa metoda cięcia | Cięcie liniowe wsadowe, wykrawanie o stałej długości | Cięcie konturowe złożone, wycinanie form |
| Precyzyjna kontrola | Systemy hydrauliczne i CNC zapewniają prostoliniowość cięcia | Wymaga umiejętności operatora, elastyczny w zakresie cięcia krzywoliniowego |
| Poziom automatyzacji | Możliwość konfiguracji z CNC, automatycznym podawaniem i urządzeniami do wycinania | Niski poziom automatyzacji, wysoki poziom zaangażowania ręcznego |
2.0Jak poziome piły taśmowe są wykorzystywane w zastosowaniach przemysłowych w cięciu
Pozycjonowanie rdzenia: Wydajny nośnik do obróbki zgrubnej wsadowej
Piły taśmowe poziome Używane są głównie do wstępnej obróbki surowca (liniowe wykrawanie wsadowe), czyli cięcia materiałów o długich wymiarach na wykroje o stałej długości. Nie nadają się do obróbki nieregularnych kształtów ani do obróbki małoseryjnej skomplikowanych detali. Stanowią one podstawę do dalszych procesów toczenia, frezowania i szlifowania.
Typowe zastosowania:
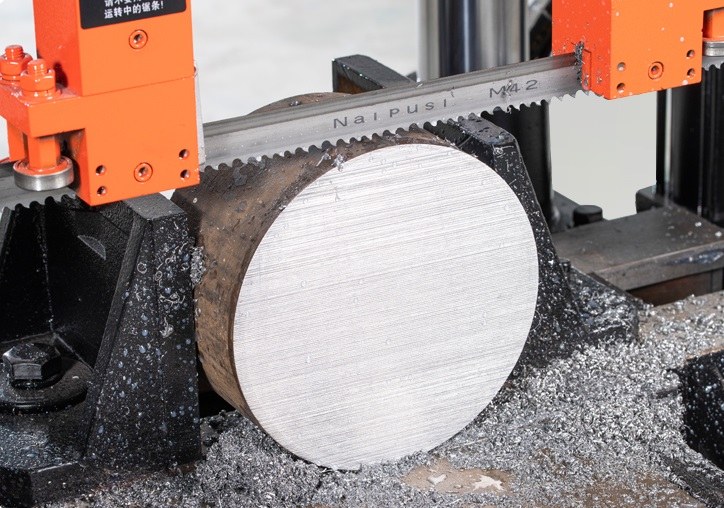
- Zakłady produkujące części standardowe, tnące pręty stalowe 45# o średnicy Φ50–200 mm lub pręty ze stali konstrukcyjnej stopowej na półfabrykaty cylindryczne o stałej długości.
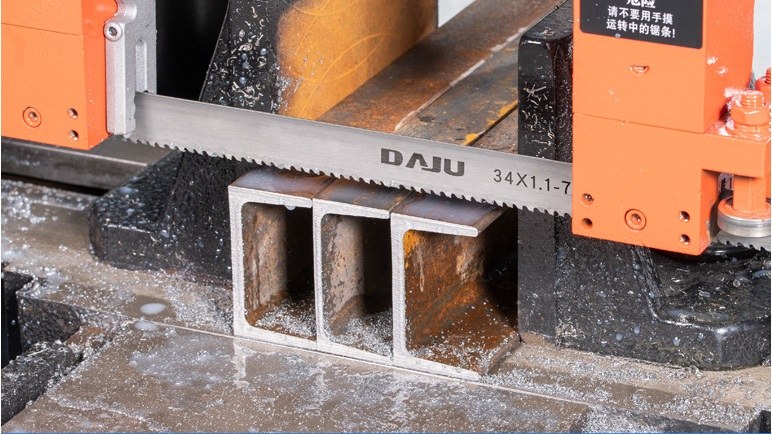
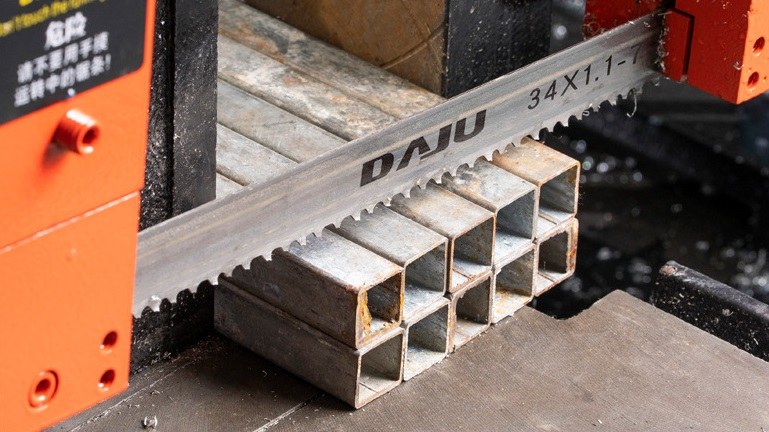
- Firmy zajmujące się konstrukcjami stalowymi, tnące blachy stalowe Q235/Q355 o grubości 8–50 mm na spawane elementy konstrukcyjne.
- Zakłady obróbki rur tnące rury ze stali nierdzewnej o średnicy Φ30–150 mm lub rury stalowe bez szwu na potrzeby projektów rurociągowych lub montażu komponentów.
Adaptowalność materiału:
- Twardość:Nadaje się do materiałów o średniej i wysokiej wytrzymałości (HRC ≥30), takich jak stal 45#, 20CrMnTi, stal nierdzewna 304/316 oraz stale narzędziowe. Układy napędowe o dużej mocy zapewniają stabilne cięcie i zmniejszają zużycie ostrza.
- Formularz:Specjalizuje się w obróbce prętów/rur o długości ≥3 m, blach o grubości ≥20 mm oraz ciężkich, pełnych elementów o średnicy ≥150 mm. Automatyczne systemy podawania znacznie zwiększają wydajność przetwarzania wsadowego.


3.0Kiedy wybrać pionową piłę taśmową: kluczowe scenariusze zastosowań
Pozycjonowanie rdzenia: Elastyczne rozwiązanie do precyzyjnego kształtowania
Pionowe piły taśmowe koncentrują się na skomplikowanych konturach i obróbce małoseryjnej. Nadają się do cięcia krzywych, łuków, nieregularnych otworów lub korekt lokalnych. Jednak w przypadku stali o twardości ≥ 30 HRC sprawdzają się one tylko w przypadku małych elementów lub cienkich blach, przy stosunkowo niskiej wydajności obróbki.
Typowe zastosowania:
- Fabryki form tną stal Cr12MoV o grubości 6–20 mm na formy do wycięć łukowych lub rowków w kształcie litery U.
- Producenci sprzętu przetwarzają płyty ze stopów aluminium lub płyty plastikowe o grubości 3–10 mm na części o nieregularnych kształtach.
- Warsztaty konserwacyjne dokonujące przycinania półfabrykatów przekładni, obudów łożysk lub innych półproduktów w celu skorygowania odchyleń wymiarowych.
- Warsztaty rzemieślnicze zajmujące się cięciem drewna, akrylu lub materiałów kompozytowych w celu nadania im niestandardowego kształtu.
Adaptowalność materiału:
- Twardość:Najlepiej nadaje się do materiałów o niskiej twardości (HRC < 30), takich jak aluminium, miedź, tworzywa sztuczne lub drewno. W przypadku stali o twardości ≥30, tylko małe części można obrabiać za pomocą ostrzy ze stali szybkotnącej lub węglików spiekanych.
- Formularz:Doskonale nadaje się do obróbki cienkich płyt ≤10 mm, cienkich rurek i półfabrykatów z otworami lub o nieregularnych kształtach. Elastyczny stół roboczy pomaga zapobiegać uszkodzeniom już obrobionych powierzchni.



4.0Rodzaje pił taśmowych do metalu
Piły taśmowe do metalu można podzielić na kategorie ze względu na orientację ostrza, poziom automatyzacji i przeznaczenie. Oto szczegółowa lista:
Piły taśmowe poziome
- Ręczna pozioma piła taśmowa:Obsługiwane ręcznie, nadają się do cięcia małych partii lub napraw warsztatowych.
- Półautomatyczna pozioma piła taśmowa: Wyposażony w automatyczne zaciskanie i podawanie, idealny do produkcji średnioseryjnej.
- Piła taśmowa pozioma CNC:Całkowicie zautomatyzowane dzięki serwomechanizmowi podawania, ustawianiu długości i precyzyjnemu cięciu prostemu na potrzeby produkcji przemysłowej na dużą skalę.
- Ręczna pionowa piła taśmowa:Elastyczne, przystosowane do cięcia krzywych, łuków i nieregularnych kształtów, odpowiednie do produkcji małych partii lub niestandardowych elementów obrabianych.
- Piła taśmowa pionowa CNC:Wyposażone w sterowanie CNC, obrotowe stoły robocze i automatyczne podawanie umożliwiające precyzyjne cięcie konturowe.
Specjalistyczne piły taśmowe
- Piła taśmowa dwukolumnowa:Zaprojektowane do intensywnego cięcia grubych prętów stalowych i dużych, litych elementów.
- Przenośna piła taśmowa:Kompaktowe i mobilne, odpowiednie do cięcia rur, przewodów i stali konstrukcyjnej na miejscu.
Automatyczne linie cięcia CNC:Zintegrowane systemy łączące wiele taśmówek z automatycznym podawaniem, cięciem i rozładowywaniem na potrzeby produkcji masowej.
5.0Wydajność poziomej i pionowej piły taśmowej: dokładność, wydajność i wykorzystanie materiału
6.0Dokładność cięcia:
- Piła taśmowa pozioma:Wysoka precyzja cięć prostych; kontrolowany błąd długości w zakresie ±0,1–0,3 mm, do ±0,5 mm w przypadku płyt o dużej średnicy lub grubych. Spełnia wymagania wymiarowe dla półfabrykatów wsadowych, ale nie zapewnia precyzyjnej kontroli w przypadku krzywizn i nieregularnych kształtów.
- Piła taśmowa pionowa:Błąd krzywej/łuku w zakresie ±0,05–0,2 mm (±0,05–0,1 mm w przypadku CNC lub stołów obrotowych). Dokładność cięcia prostego jest nieco niższa; podawanie ręczne zapewnia dokładność ±0,1–0,3 mm, modele CNC mogą ją poprawić do ±0,08 mm.
Wydajność przetwarzania:
- Piła taśmowa pozioma:Wysoka wydajność dzięki automatycznemu podawaniu i ciągłemu cięciu. Na przykład pręty stalowe 45# o średnicy Φ80 mm, 60–100 sztuk na godzinę. Idealne do standaryzowanej produkcji na dużą skalę.
- Piła taśmowa pionowa:Niska wydajność obróbki pojedynczych elementów. Obróbka ręczna pozwala na osiągnięcie wydajności 5–15 elementów na godzinę. Modele CNC zwiększają wydajność, ale pozostają mniej wydajne niż maszyny poziome.
Wykorzystanie materiałów:
- Piła taśmowa pozioma:Strata na nacięciu wynosi zaledwie 0,5–1 mm, a w narożnikach prawie nie ma śladu po zadziorach; wykorzystanie materiału >98%.
- Piła taśmowa pionowa:Złożone cięcie konturowe często powoduje powstawanie odpadów narożnych; wykorzystanie ~90–95%. Techniki optymalizacji, takie jak układ ścieżek zagnieżdżania, mogą zmniejszyć ilość odpadów.

7.0Eksploatacja i konserwacja: pozioma piła taśmowa a pionowa piła taśmowa
Złożoność operacyjna:
- Piła taśmowa pozioma:Prosta obsługa; maszyna automatycznie zaciska, tnie i rozładowuje. Początkujący mogą opanować podstawy w ciągu 1–2 dni.
- Piła taśmowa pionowa:Wymaga ręcznej kontroli naprężenia przedmiotu obrabianego i ostrza; regulacja prowadnicy w dużym stopniu zależy od doświadczenia. Początkujący potrzebują 1–2 tygodni szkolenia. Modele CNC są mniej skomplikowane, ale wymagają umiejętności programowania.
Zagrożenia bezpieczeństwa:
- Piła taśmowa pozioma:Niższe ryzyko; element obrabiany mocowany hydraulicznie, tarcza osłonięta, ręce trzymane z dala. System zatrzymania awaryjnego (≤0,5 s) zapobiega wypadkom.
- Piła taśmowa pionowa:Wyższe ryzyko; ręczne podawanie powoduje, że ręce zbliżają się do ostrza. Niewłaściwe ustawienie może prowadzić do zacięcia lub złamania ostrza. Systemy ochronne są niezbędne.
Konserwacja i koszty:
- Piła taśmowa pozioma:Skupienie się na hydraulicznym systemie zaciskowym i prowadnicach podających. Roczna konserwacja to koszt rzędu 3–51 TP3T całkowitego kosztu sprzętu.
- Piła taśmowa pionowa:Częstsza konserwacja prowadnic, szyn i systemów napinających ostrza. Roczna konserwacja to koszt rzędu 5–81 TP3T całkowitego kosztu sprzętu.
8.0Jak wybrać odpowiednią piłę taśmową do zastosowań przemysłowych
Krok 1: Określ podstawowe potrzeby przetwarzania (pozycjonowanie funkcjonalne)
- Cięcie partii elementów (o stałej długości, bez skomplikowanych konturów): należy wybrać poziomą piłę taśmową.
- Kształtowanie precyzyjne (krzywizny, nieregularne profile, przycinanie korekcyjne): wybierz pionową piłę taśmową.
Krok 2: Dopasowanie skali produkcji i właściwości materiału (walidacja scenariusza)
- Produkcja na dużą skalę (≥50 sztuk/dzień, HRC ≥30, długie pręty, grube płyty, ciężkie części): preferowana pozioma piła taśmowa.
- Produkcja małoseryjna (≤20 sztuk/dzień, HRC <30, cienkie płyty, miękkie materiały, nieregularne części): preferowana pionowa piła taśmowa.
Krok 3: Doprecyzuj wymagania dotyczące dokładności i wydajności (optymalizacja konfiguracji)
- Wysoka dokładność cięcia prostego ≤0,1 mm: wysoka precyzja cięcia poziomego z posuwem serwomechanizmu.
- Wysoka dokładność konturu ≤0,08 mm: pionowa z CNC i stołem roboczym napędzanym serwomechanizmem.
- Ekonomiczne: ręczne pionowe lub podstawowe poziome.
- Priorytet wydajności: pozioma maszyna CNC z automatycznym załadunkiem/rozładunkiem.
9.0Studia przypadków: Wybór poziomej i pionowej piły taśmowej w rzeczywistej produkcji
Przypadek 1: Cięcie zgrubne wsadowe
- Producent części samochodowych przetwarza 800 sztuk dziennie prętów stalowych 20CrMnTi o wymiarach Φ60×70 mm.
- Wymagania: ciągłe cięcie bezobsługowe.
- Rozwiązanie: Pozioma piła taśmowa CNC z serwomechanizmem podawania i automatycznym ustawianiem długości.
- Wynik: zdolność produkcyjna 60 sztuk/godzinę.
Przypadek 2: Kształtowanie precyzyjne
- Producent elementów form wycina tygodniowo 30 sztuk blach ze stali Cr12MoV o grubości 10 mm z nacięciem łukowym R5.
- Rozwiązanie: pionowa piła taśmowa CNC z obrotowym stołem roboczym.
- Wynik: dokładność konturu ±0,05 mm.
Przypadek 3: Cięcie wielu materiałów w małych partiach
- Warsztat naprawczy tnie rury ze stali nierdzewnej o średnicy Φ50 mm oraz części z płyt plastikowych.
- Rozwiązanie: ręczna pionowa piła taśmowa.
- Rezultat: zrównoważenie obróbki materiałów twardych i miękkich przy jednoczesnej kontroli kosztów.
10.0Podsumowanie: Piła taśmowa pozioma czy pionowa – jak dokonać właściwego wyboru
W przypadku poziomych i pionowych pił taśmowych nie chodzi o wyższość, ale o funkcjonalne dostosowanie do twardości materiału, wymiarów obrabianego przedmiotu i wielkości produkcji.
Piła taśmowa pozioma:
- Mocne strony: zgrubne cięcie wsadowe, wysoka wydajność, stabilność.
- Najlepiej nadaje się do materiałów o średniej i dużej wytrzymałości, długich/ciężkich elementów obrabianych, standardowych półfabrykatów.
- Podstawowy wybór dla przedsiębiorstw prowadzących produkcję na dużą skalę.
Piła taśmowa pionowa:
- Wytrzymałość: elastyczność, precyzyjne kształtowanie.
- Najlepiej nadaje się do obróbki skomplikowanych konturów, małych partii i różnorodnych elementów.
- Niezbędne dla producentów form, warsztatów naprawczych i produkcji niestandardowej.
Zasada selekcji:
- Oceń sprzęt na podstawie:
- Podstawowe potrzeby przetwarzania
- Skala produkcji
- Właściwości materiału
- Wymagania dotyczące precyzji i wydajności
Bramka: Maksymalizacja wykorzystania, redukcja kosztów i poprawa ogólnej wydajności produkcji.


