

1.0Czym jest wyoblanie metalu?
Technologia wyoblania metali w skrócie
Obróbka wyoblana polega na formowaniu metalowego dysku (przedmiotu obrabianego) na wyprofilowanym trzpieniu (bloku) zamontowanym na tokarce. Podczas gdy tokarka obraca się z dużą prędkością, wywierany jest nacisk – zazwyczaj za pomocą narzędzi dźwigniowych (zwanych „łyżkami”) – w celu nadania metalowi kształtu na trzpieniu. Proces ten zmniejsza średnicę przedmiotu obrabianego i zmienia jego grubość lub kształt, dopasowując go do trzpienia.
1.1Kluczowe techniki formowania
- Standardowe przędzenie:Metal formowany jest na jednoczęściowym trzpieniu.
- Przewężenie/zmniejszenie: Służy do tworzenia zwężonych sekcji. Można to zrobić:
- Bez trzpienia („obrót w powietrzu”)– nadaje się, gdy jakość wykończenia powierzchni nie jest krytyczna.
- Z trzpieniem mimośrodowym lub wyjmowanym– dla uzyskania bardziej precyzyjnych kształtów.
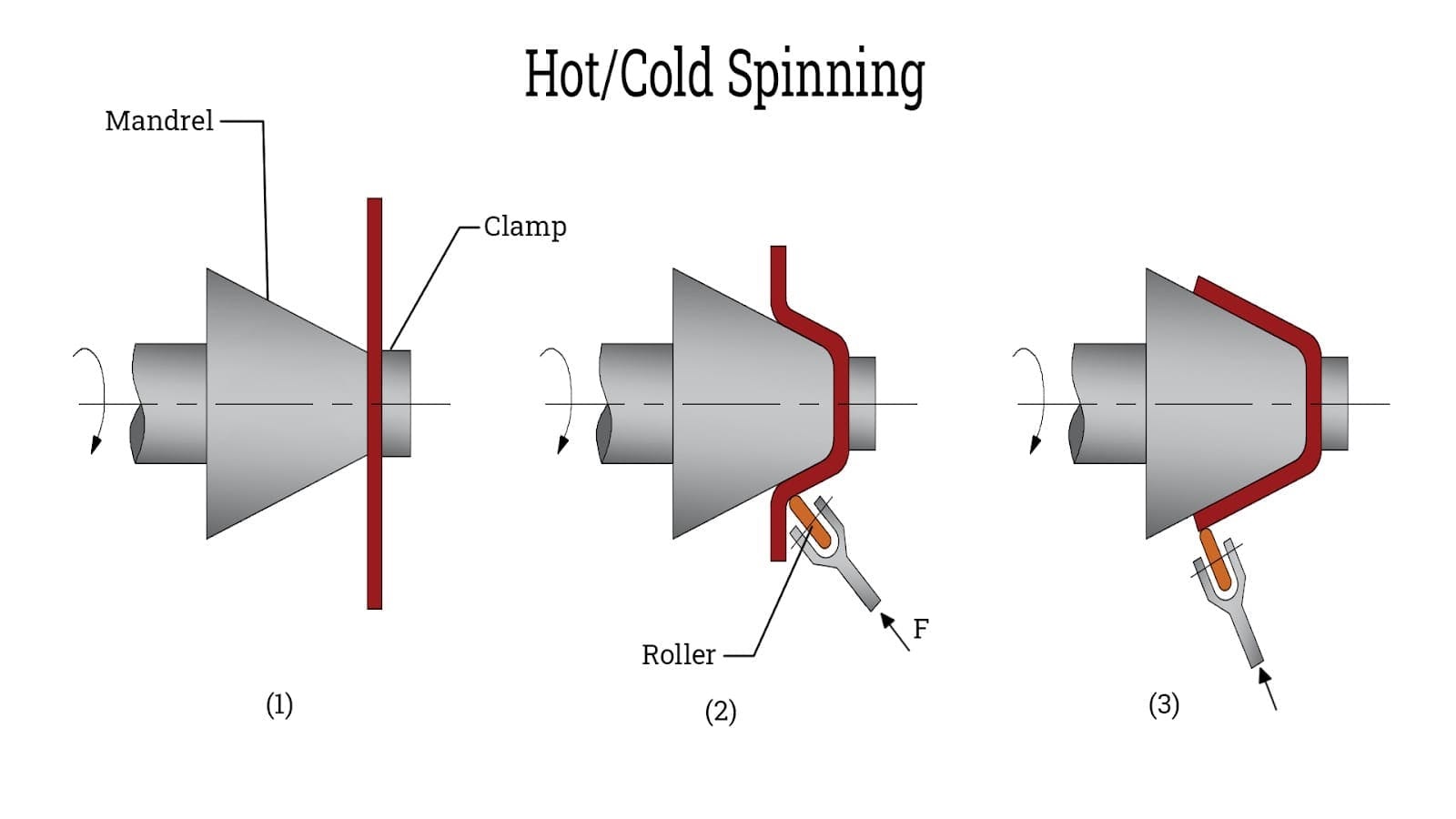
- Gorące przędzenie:Podczas przędzenia materiał jest zmiękczany za pomocą ciepła, co ułatwia formowanie szczelnych lub bezszwowych ramion.
- Przędzenie w lodzie lub w formach niskotopliwych:W przypadku skomplikowanych lub jednorazowych kształtów trzpień jest topiony po uformowaniu.
| Funkcja | Przędzenie ręczne | Obróbka CNC |
| Najlepszy dla | – Prototypy i małe serie produkcyjne – Miękkie, ciągliwe metale (np. aluminium hartowane metodą O, stal nierdzewna o małej grubości) – Metale półszlachetne lub szlachetne | – Produkcja wielkoseryjna, powtarzalna – Metale trudne do przędzenia lub mniej ciągliwe |
| Zalety | – Ekonomiczne rozwiązanie przy małych wolumenach – Wysoka elastyczność i ręczna kontrola – Nie wymaga rozbudowanej konfiguracji ani programowania | – Wysoka precyzja i spójność – Zautomatyzowany proces obsługuje złożone geometrie – Mniejsze nakłady pracy i szybsza realizacja dużych partii |
1.2Przędzenie ręczne kontra przędzenie CNC
| Funkcja | Przędzenie ręczne | Obróbka CNC |
|---|---|---|
| Wysoki poziom indywidualnego rzemiosła | ✨ | ❌ |
| Duża ilość | ❌ | ✅ |
| Wykorzystanie maszyn wspomagających produkcję | ❌ | ✅ |
| Szybko projektowane i tworzone formy dzwonkowe, kuliste i rurowe | ✅ | ✅ |
| Najdokładniejszy do produkcji części | ❌ | ✅ |
| Skuteczne w tworzeniu prototypów (szybka produkcja części) | ✅ | ✅ |
| Wytwarzaj minimalną ilość odpadów | ❌ | ✅ |
| Szybszy proces w porównaniu z innymi metodami obróbki (np. tłoczeniem) | ❌ | ✅ |
1.3Obróbka metali: most między rzemiosłem a automatyzacją
Obróbka wyoblana metali łączy w sobie tradycyjne rzemiosło i nowoczesną automatyzację. Oferuje elastyczność ręcznego rzemiosła i wydajność produkcji sterowanej numerycznie (CNC). Podczas gdy części o dużej objętości zyskują na automatyzacji, obróbka wyoblana ręcznie pozostaje niezbędna w przypadku skomplikowanych, dekoracyjnych i niestandardowych komponentów. Połączenie obu metod pozwala producentom znaleźć równowagę między wydajnością a jakością.
1.4Proces wyoblania metalu
- Organizować coś:Trzpień montowany jest do wrzeciennika tokarki, a metalowy przedmiot mocowany jest za pomocą podkładki dociskowej na koniku.
- Tworzenie się:Narzędzia dźwigniowe lub rolki stopniowo formują metal poprzez wywieranie nacisku w wielu przejściach, aż do uzyskania pożądanego kształtu.
- Modernizacja:Choć kiedyś odbywało się to całkowicie ręcznie, obecnie wiele kroków jest zautomatyzowanych, co zwiększa spójność i sprawia, że produkcja na dużą skalę staje się bardziej wykonalna.
Zalecana lektura:Przewodnik po procesie wyoblania metali
1.5Kluczowe techniki przędzenia
- Preformy:Wykroje o nieregularnych kształtach redukują czas i koszty formowania.
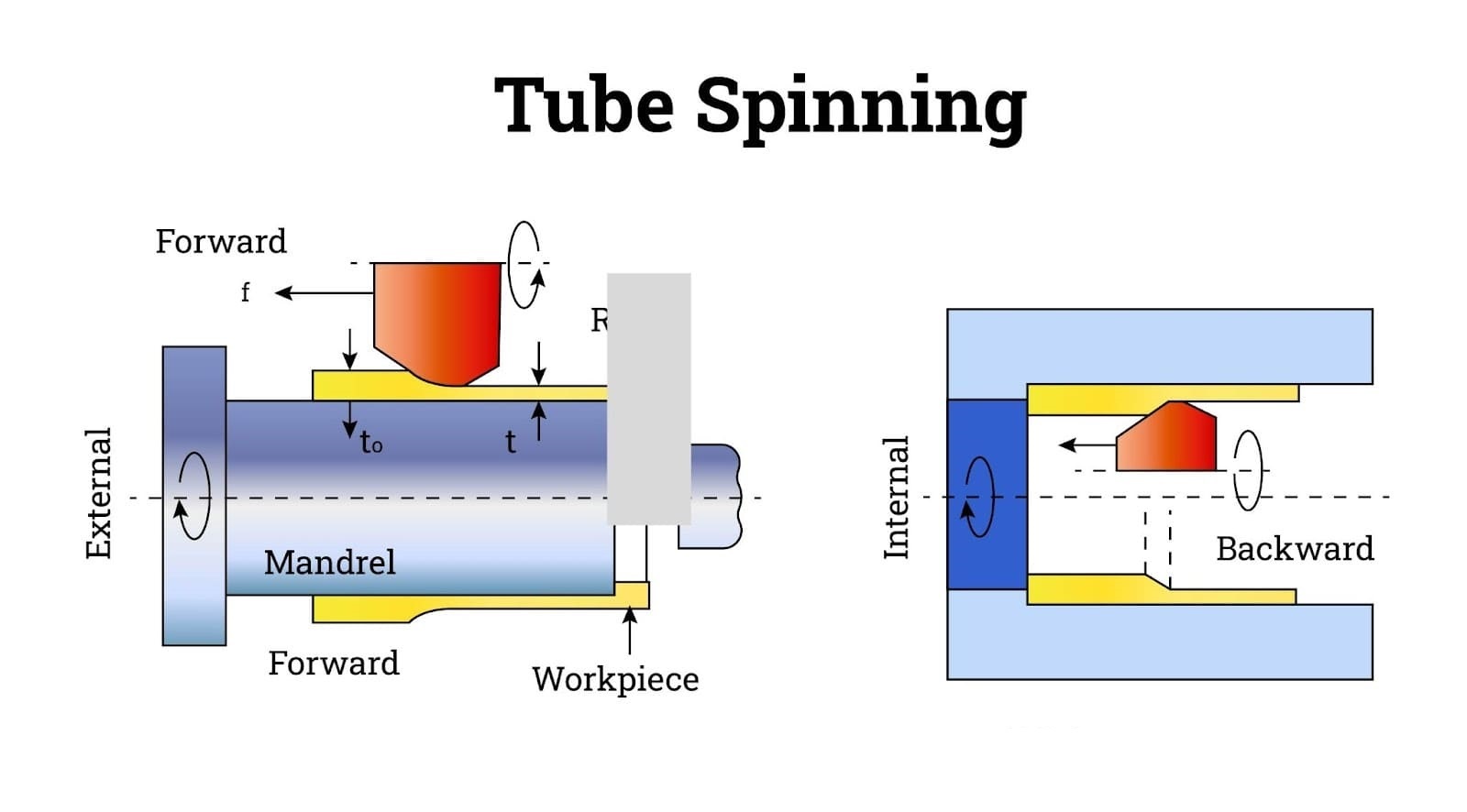
- Przędzenie konwencjonalne:Metal jest rozciągany na trzpieniu; można kontrolować jego ścieńczenie.
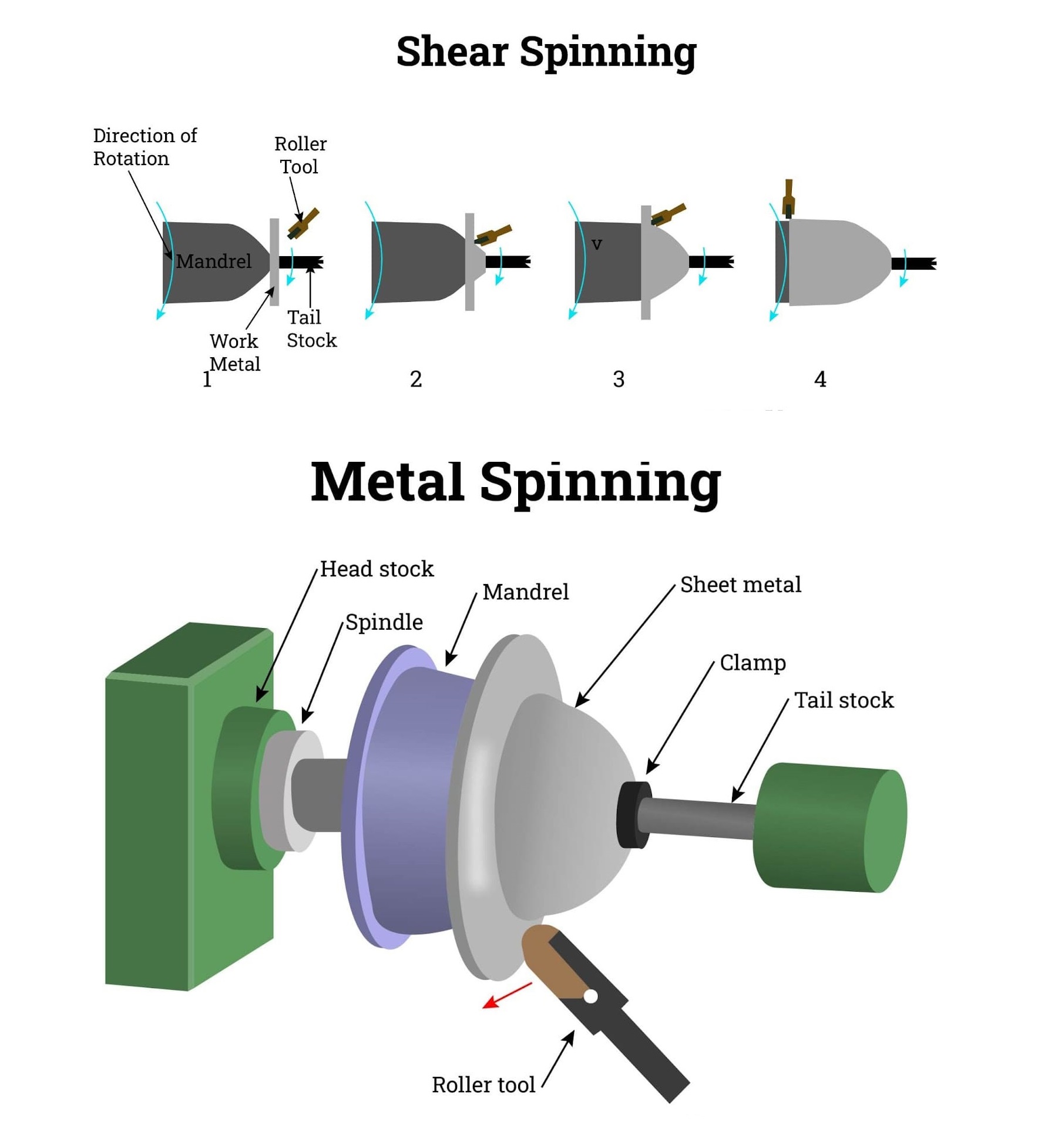
- Przędzenie ścinające:Osiąga ostateczny kształt i grubość w jednym przejściu — idealne do stożków i cylindrów.
- Obróbka krawędzi:Krawędzie mogą być proste, złożone lub zwinięte w celu zwiększenia funkcjonalności lub poprawy wyglądu.
1.6Maszyny używane w przędzeniu metali
- Tokarki ręczne:Obsługiwane ręcznie; odpowiednie do blach o średnicy od 1 do 72 cali.
- Tokarki wspomagane mechanicznie:Połączenie siły ręcznej i hydraulicznej; idealne do twardszych materiałów, np. stali nierdzewnej.
- Tokarki CNC/PNC:Całkowicie zautomatyzowany; najlepszy do produkcji wielkoseryjnej o wysokiej precyzji.
1.7Popularne narzędzia przędzalnicze
- Narzędzia męskie:Powtórz wewnętrzny kształt gotowej części; półfabrykat jest obracany wokół zewnętrznej części.
- Narzędzia kobiece:Powiela zewnętrzny kształt; kształt przedmiotu jest nadawany wewnątrz narzędzia.
- Narzędzia segmentowane: Posiadają wyjmowane rdzenie; stosowane w przypadku części o zmiennej średnicy, wymagających montażu/demontażu przy każdym użyciu.
2.0Przędzenie ręczne: sztuka precyzyjnego formowania metali
2.1Ponadczasowe rzemiosło w epoce nowożytnej
Obróbka ręczna to tradycyjna technika formowania metali, w której operator ręcznie kontroluje zarówno prędkość obrotową, jak i siłę nacisku. W przeciwieństwie do obróbki siłowej, proces ten opiera się na umiejętnościach rzemieślnika i jego wrażliwości na ziarno, twardość i zachowanie metalu. Operator używa narzędzia formującego – powszechnie nazywanego… łyżka—aby stopniowo kształtować wykrojnik na trzpieniu, podczas gdy druga ręka pomaga przy smarowaniu lub regulacji nacisku.
Proces ten wymaga doświadczenia i finezji. Materiał musi być poddany obróbce. z, nie wymuszona, co pozwala na gładkie, równomierne wykończenie. Podobnie jak w przypadku obróbki gliny na kole garncarskim, doświadczeni prządki ręczne mogą osiągnąć tolerancje tak precyzyjne, jak ±0,004 cala (0,10 mm).
2.2Narzędzia i techniki
- Narzędzia formujące:Do popularnych narzędzi ręcznych zalicza się: Owczy nos do formowania i Dziób kaczki do wykończenia.
- Wsparcie narzędzi: Uchwyty zapewniają dźwignię; narzędzia można montować na słupkach lub prowadzić za pomocą punktów podparcia, aby stabilizować nacisk kształtowania.
- Narzędzia rolkowe:W wielu warsztatach stosuje się narzędzia z długimi uchwytami i zamontowanymi rolkami, co zapewnia wydajność i kontrolę.
- Dźwięk i odczuciaOperatorzy opierają się na informacjach akustycznych i dotykowych, aby ocenić dopasowanie materiału i jednorodność nacisku.
2.3Materiały i zastosowania
Obróbka ręczna jest kompatybilna z szeroką gamą metali:
- Materiały powszechne:Żelazo, aluminium, stal nierdzewna, miedź i mosiądz.
- Metale szlachetne:Idealny do złota, srebra i platyny ze względu na minimalną ilość odpadów i wysoką jakość wykończenia.
- Metale ogniotrwałe:Współczesne osiągnięcia techniki pozwalają obecnie na formowanie tytanu, molibdenu, tantalu i innych twardych lub kruchych stopów.
Typowe zastosowania obejmują:
- Prototypy (np. puszki do napojów)
- Komponenty lotnicze i satelitarne
- Sprzęt półprzewodnikowy
- Anteny paraboliczne
- Części niestandardowe lub dekoracyjne
2.4Główne korzyści z przędzenia ręcznego
Ręczne przędzenie zapewnia wyjątkowe korzyści w porównaniu z tłoczeniem głębokim i innymi metodami formowania.
- Niskie wymagania konfiguracyjne:Minimalne zmiany narzędzi; możliwość wykonywania wielu operacji przy użyciu jednego trzpienia.
- Elastyczność projektowania:Łatwo dostosowuje się do profili wklęsłych i niemal nieograniczonej geometrii projektu.
- Szybka iteracja:Modyfikacje projektu są niedrogie i można je szybko wdrożyć.
- Ścisłe tolerancjeWysoka powtarzalność wspomaga precyzję produkcji.
- Efektywność kosztowaKoszty narzędzi i produkcji są znacznie niższe, zwłaszcza w przypadku małych serii (<100 000 sztuk).
- Krótkie terminy realizacji:Uproszczone konfiguracje i narzędzia skracają czas realizacji.
- Od prototypu do produkcji:Idealny do pojedynczych sztuk, małych partii i komponentów badawczo-rozwojowych.
- Oszczędności materiałowe:Praktycznie zerowa ilość odpadów surowcowych — szczególnie korzystne przy stosowaniu drogich lub szlachetnych metali.
- Potencjał automatyzacji:Chociaż proces jest ręczny, można go częściowo zautomatyzować w celu zwiększenia powtarzalności.
Pomimo rozwoju szybkich, zautomatyzowanych procesów formowania, przędzenie ręczne pozostaje kluczową techniką – cenioną za precyzję, elastyczność i niezrównane rzemiosło. Jest to zarówno sztuka, jak i nauka, zachowująca tradycyjne umiejętności, a jednocześnie dostosowująca się do współczesnych potrzeb produkcyjnych.
3.0Przędzenie automatyczne i CNC
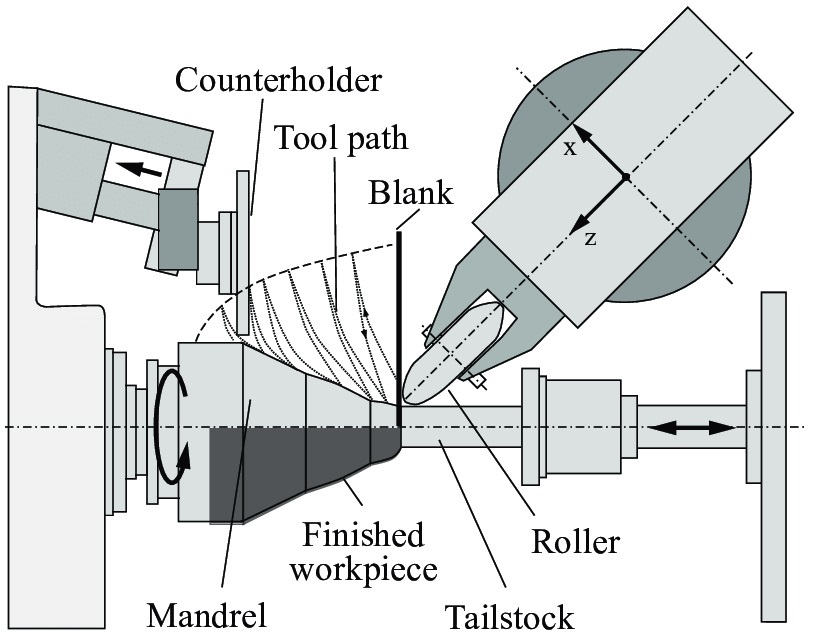
Zautomatyzowane i sterowane numerycznie wyoblanie metali polega na użyciu narzędzi mechanicznych – często napędzanych hydraulicznie – i systemów sterowanych komputerowo do kształtowania metalowych elementów obrabianych z wysoką precyzją i powtarzalnością. Systemy te rozwinęły się z tradycyjnych, ręcznych technik wyoblania poprzez integrację mechanicznych narzędzi, takich jak podpórki narzędzi i dźwignie, co prowadzi do większej kontroli i przyłożenia siły.
Przędzenie mechaniczne, znane również jako przędzenie ścinające, polega na odkształcaniu ciągliwych metali przy użyciu wysokich sił ścinających – do 3,5 MN (800 000 lbf-ft). Jest powszechnie stosowane do kształtowania stożków i rur metalowych i nadaje się do większości metali o ciągliwości powyżej 2%.
3.1Systemy i obsługa przędzenia CNC
Maszyny przędzalnicze CNC Działają w oparciu o wstępnie zaprogramowane instrukcje, umożliwiając precyzyjne i powtarzalne formowanie bez konieczności polegania na umiejętnościach operatora. Po zaprogramowaniu maszyna:
- Automatycznie zaciska i obraca wykrojnik
- Stosuje siły formujące w zdefiniowanych sekwencjach
- Przycina i wykańcza krawędzie
- Wyrzuca gotową część
Istnieją dwie główne metody programowania:
- Obróbka wspomagana komputerowo (CAM):Operator cyfrowo mapuje przejścia wirujące w celu uformowania części.
- Programowalne sterowanie numeryczne (PNC):System rejestruje i replikuje ścieżki ręcznego wirowania.
Wczesne automatyczne tokarki mogły produkować tylko jedną część na raz i zajmowały znaczną powierzchnię. Nowoczesne systemy CNC są jednak bardziej kompaktowe, wydajne i umożliwiają wielozadaniowość w ramach dedykowanych centrów obróbczych.
3.2Zalety obróbki CNC
- Obróbka wykańczająca CNC zapewnia szereg korzyści operacyjnych i ekonomicznych:
- Wysoka powtarzalność i dokładność wymiarowa (w zakresie ~1/32″)
- Spójność niezależna od operatora
- Praca 24/7 z minimalnym nadzorem
- Krótkie czasy cykli i niższe koszty pracy
- Łatwe przenoszenie i aktualizowanie programów między maszynami
- Niskie koszty narzędzi w porównaniu do głębokiego tłoczenia lub tłoczenia
- Krótki czas realizacji dzięki prostym zmianom narzędzi i programu
- Doskonale nadaje się do produkcji masowej, prototypów i elementów dekoracyjnych
3.3Aplikacje
- Obróbka skrawaniem CNC jest szeroko stosowana w produkcji:
- Oprawy oświetleniowe (np. abażury)
- Pojemniki cylindryczne (np. butelki, kanistry)
- Komponenty lotnicze
- Naczynia ciśnieniowe
- Wyroby metalowe dekoracyjne


Podczas gdy ręczne przędzenie jest nadal stosowane w produkcji artystycznej i niskoseryjnej, przędzenie CNC jest preferowanym wyborem w produkcji przemysłowej, gdzie precyzja, wydajność i skalowalność mają kluczowe znaczenie.
4.0Zaleta: Pracownie przędzalnicze ręczne i CNC
4.1Hybrydowe podejście zapewniające maksymalną elastyczność
Pomimo postępu w technologii wyoblania CNC, wyoblanie ręczne nadal odgrywa kluczową rolę w nowoczesnych zakładach obróbki plastycznej metali. Systemy CNC oferują niezrównaną wydajność, dokładność i powtarzalność w produkcji wielkoseryjnej – zwłaszcza w przypadku elementów dzwonowych, kulistych lub rurowych – ale brakuje im dotykowego sprzężenia zwrotnego i precyzyjnej kontroli nad materiałem, jaką posiadają doświadczeni wyoblarze ręczni.
Zakłady łączące możliwości obróbki CNC i ręcznej mają wyraźną przewagę konkurencyjną. To hybrydowe podejście pozwala im sprostać szerokiemu zakresowi wymagań produkcyjnych – od pojedynczych prototypów po pełnowymiarowe serie produkcyjne – zapewniając jednocześnie efektywność kosztową i wysoką jakość wykonania.
4.2Kluczowe zalety podejścia łączonego
- Szybsze prototypowanie i iteracja
Ręczne przędzenie pozwala na szybkie tworzenie prototypów i niestandardowych kształtów bez konieczności programowania ani stosowania specjalistycznych narzędzi. Uwalnia to maszyny CNC do dłuższych lub bardziej złożonych cykli produkcyjnych, poprawiając ogólną wydajność. - Krótsze terminy realizacji
W przypadku krótkich serii lub zamówień niestandardowych, ręczne wyoblanie pozwala na dostarczenie gotowych elementów w ciągu kilku tygodni, zwłaszcza gdy nie jest wymagane niestandardowe oprzyrządowanie. Systemy CNC mogą następnie przejąć produkcję w przypadku dłuższych serii, zapewniając skalowalność. - Rzemiosło dla produktów artystycznych i specjalistycznych
Niektóre części – takie jak talerze muzyczne, wazony dekoracyjne czy komponenty lotnicze o złożonych krzywiznach – nadal wymagają intuicyjnych umiejętności rzemieślnika. Mistrzowie obróbki metali, po latach nauki, potrafią dokonywać drobnych korekt w czasie rzeczywistym, których żaden obecny system CNC nie jest w stanie w pełni odtworzyć. - Kompleksowe możliwości produkcyjne
Warsztat dysponujący wiedzą w zakresie obróbki CNC, obróbki ręcznej, zautomatyzowanej i wyoblania nożycami jest w stanie sprostać zróżnicowanym potrzebom klientów:- Prototypy, zamówienia nisko- i wysokoseryjne
- Ścisłe tolerancje i stała powtarzalność
- Niskie początkowe koszty narzędzi
- Produkcja części standardowych i niestandardowych
4.3Szerokie zastosowanie i kompatybilność materiałowa
Zakłady przędzalnicze łączone mogą wytwarzać części dla szerokiego spektrum gałęzi przemysłu i zastosowań, w tym:
- Elementy dekoracyjne i architektoniczne
- Części medyczne i lotnicze
- Instrumenty przemysłowe i precyzyjne
- Produkty tonalne i estetyczne (np. talerze perkusyjne, oświetlenie)
Obsługują szeroką gamę materiałów — od metali ciągliwych, takich jak aluminium i miedź, po metale ogniotrwałe i szlachetne — przy niewielkich ograniczeniach co do wielkości części.
Może Ci się też spodobać:Czym jest wyoblanie metalu? Rodzaje procesów, maszyny i zastosowania




