

- 1.0Czym jest linia do cięcia na wymiar w kręgach?
- 2.0Czym jest cięcie poprzeczne? (ścinanie typu „stop-and-go”)
- 3.0Czym jest ścinanie wahadłowe (ścinanie wahadłowe)
- 4.0Co to jest Flying Shear?
- 5.0Tabela porównawcza: nożyce obrotowe, wahadłowe i latające
- 6.0Jak wybrać odpowiedni typ nożyczek
- 7.0Wniosek
- 8.0Często zadawane pytania (FAQ)
W branży obróbki metali linie do cięcia kręgów na wymiar (CTL) odgrywają kluczową rolę w przetwarzaniu materiału w kręgach na płaskie arkusze o precyzyjnej długości. Niezależnie od tego, czy są stosowane w motoryzacji, produkcji urządzeń AGD, budownictwie, czy dystrybucji stali, linie CTL zwiększają wydajność, precyzję i wykorzystanie materiału.
W tym artykule omówiono strukturę typowej linii CTL. Porównano w nim trzy powszechnie stosowane metody ścinania – rotacyjną (stop-and-go), wahadłową (swing) i latającą – podkreślając ich zasady działania, zalety i scenariusze zastosowań.
1.0Czym jest linia do cięcia na wymiar w kręgach?
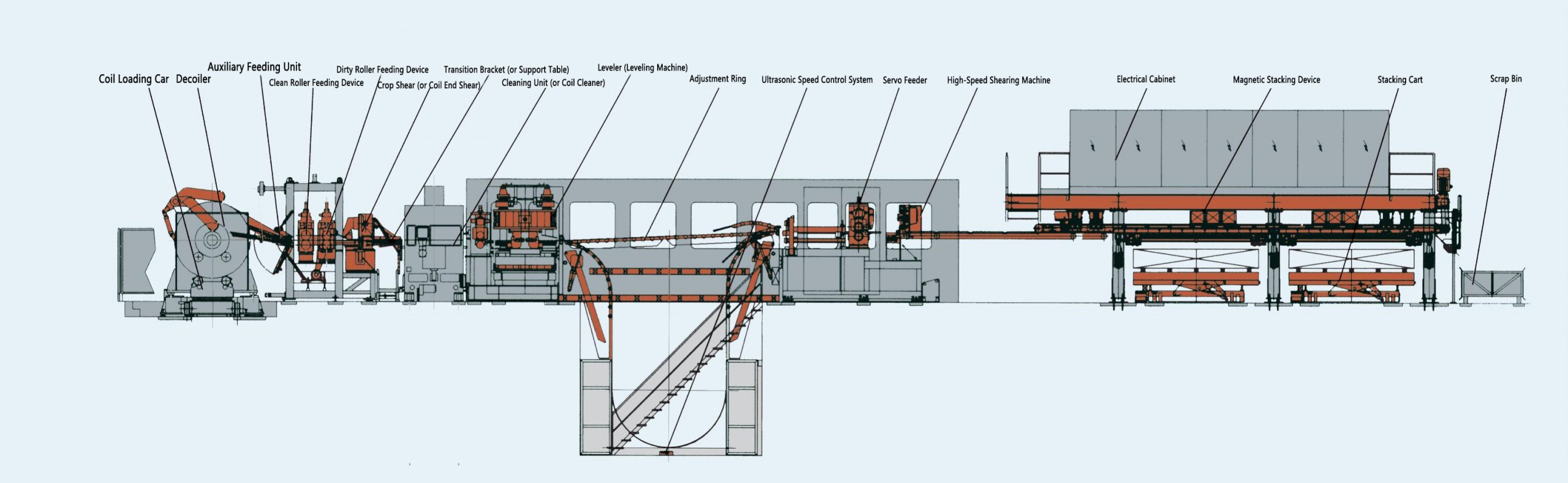
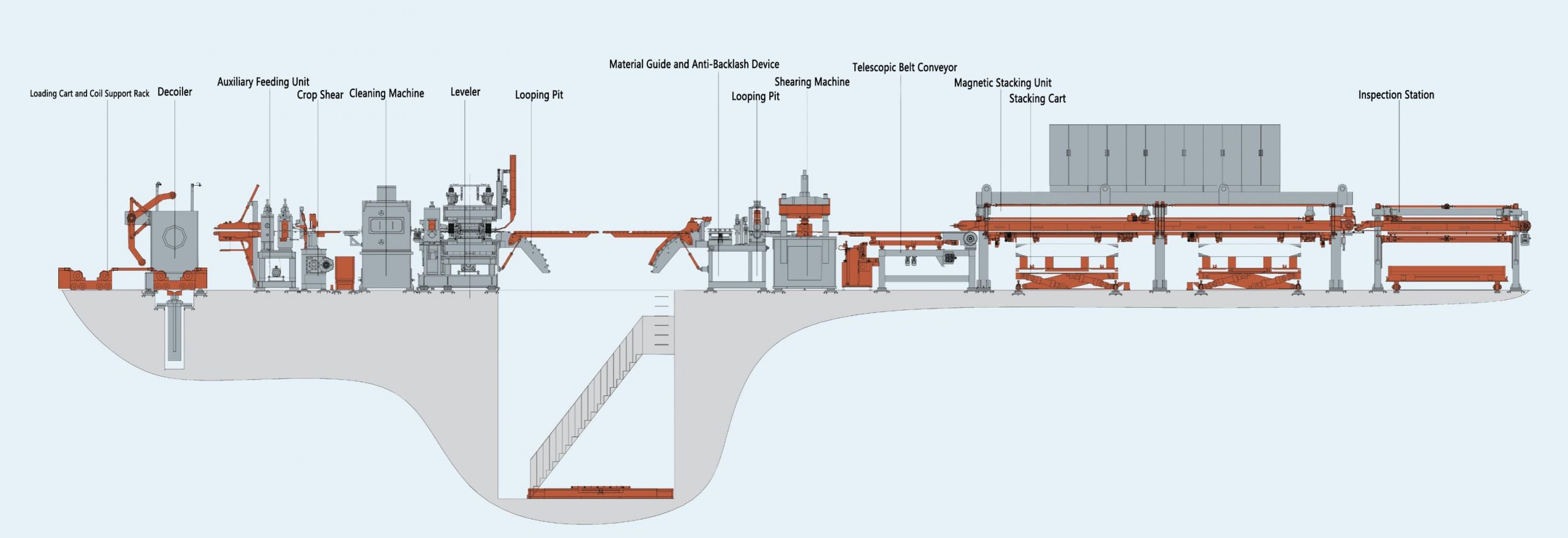
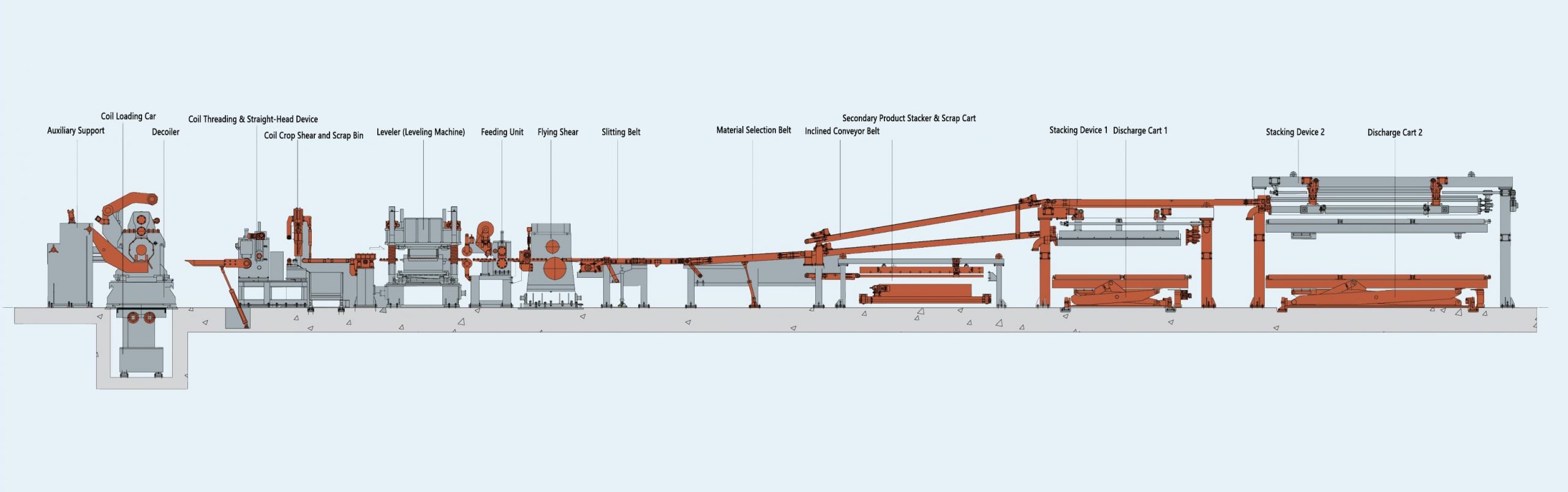
A linia do cięcia na wymiar (CTL) jest zautomatyzowanym systemem obróbki metali, zaprojektowanym w celu odwijać, spłaszczyć, I cięcie zwija blachę na precyzyjne odcinki. Linia zazwyczaj składa się z szeregu zintegrowanych maszyn:
- Rozwijarka (Rozwijarka):Rozwija metalową cewkę i przesuwa ją do przodu.
- Prostownica:Usuwa naprężenia wewnętrzne i spłaszcza materiał.
- Podajnik / Podajnik serwomechanizmów:Precyzyjnie przesuwa arkusz do żądanej długości za pomocą enkodera.
- Maszyna do strzyżenia: Przycina arkusz do ustawionej długości za pomocą jednego z typów nożyc (obrotowych, wahadłowych lub latających).
- Układarka:Gromadzi i układa gotowe arkusze w celu dalszego przetwarzania lub pakowania.
Linie CTL można dostosować do indywidualnych potrzeb materiały o małej, średniej lub dużej grubościi są szeroko stosowane w takich gałęziach przemysłu jak tłoczenie samochodowe, produkcja urządzeń gospodarstwa domowego, I centra serwisowe stali.

2.0Czym jest cięcie poprzeczne? (ścinanie typu „stop-and-go”)
Jak to działa:
W przekrojowy—znany również jako zatrzymanie i ścinanie—podawanie arkusza zatrzymuje się po osiągnięciu zadanej długości. Następnie ostrze nożycowe opada pionowo do cięcia materiału. Po zakończeniu cięcia podawanie jest wznawiane w kolejnym cyklu. Ten proces jest przerywany, co oznacza, że wymaga okresowych przerw na każdą czynność cięcia.
Główne cechy:
- Praca przerywana (nieciągła)
- Precyzyjna i spójna kontrola długości
- Prosta i solidna konstrukcja mechaniczna
Zalety:
- Wysoka dokładność cięcia
- Niższy początkowy koszt sprzętu
- Łatwiejsza konserwacja i konfiguracja
Ograniczenia:
- Niższa prędkość przetwarzania w porównaniu z metodami ścinania ciągłego
- Nie nadaje się do środowisk produkcyjnych o dużej objętości i dużej szybkości
Typowe zastosowania:
Cięcie poprzeczne jest idealne dla niska prędkość, wysoka precyzja operacji, szczególnie podczas pracy z grubsze, bardzo wytrzymałe materiałyTypowe zastosowania obejmują:
- Elementy konstrukcyjne samochodów
- Panele urządzeń gospodarstwa domowego
- Linie do cięcia na wymiar wymagające ścisłych tolerancji wymiarowych
Ta metoda jest zazwyczaj zintegrowana z hydrauliczne nożyce gilotynowe lub mechaniczna prasa nożowa, umieszczona po podajnik serwo i precyzyjny system enkodera, zapewniający ścisłą kontrolę długości cięcia.
3.0Czym jest ścinanie wahadłowe (ścinanie wahadłowe)
Jak to działa:
Nożyce wahadłowe wykorzystują ostrze zamontowane na obrotowym ramieniu, które obraca się w dół, aby przeciąć arkusz. Prędkość posuwu może zwolnić lub na chwilę się zatrzymać, ale całkowite zatrzymanie nie zawsze jest konieczne.
Główne cechy:
- Ruch oscylacyjny do cięcia
- Praca półciągła
- Mniejsze oddziaływanie mechaniczne w porównaniu z systemem Stop-and-Go
Zalety:
- Krótszy czas cyklu niż w przypadku nożyc obrotowych
- Wydłużona żywotność sprzętu dzięki zmniejszeniu sił uderzeniowych
- Nadaje się do średnich prędkości produkcji
Ograniczenia:
- Nieco niższa precyzja cięcia
- Mogą wymagać więcej konserwacji niż nożyce obrotowe
Typowe zastosowania:
Dobrze nadaje się do ogólnych centrów obróbki stali, linii serwisowych i produkcji o średniej wielkości.
Nożyce wahadłowe są często łączone z systemami ciągłego rozwijania i poziomowania oraz sparowane z podajnikami pneumatycznymi lub rolkami serwo w celu zrównoważenia prędkości posuwu i czasu obrotu.
4.0Co to jest Flying Shear?
Jak to działa:
Latające nożyce tnące synchronicznie poruszają się z materiałem arkusza. Przyspieszają, dostosowując się do prędkości linii, tną arkusz w trakcie ruchu, a następnie wracają do pozycji wyjściowej na kolejny cykl.
Główne cechy:
- Ciągła, szybka praca
- Zsynchronizowany układ napędowy serwo lub hydrauliczny
- Nadaje się do nowoczesnych linii automatycznych
Zalety:
- Bardzo wysoka przepustowość
- Nie ma potrzeby zatrzymywania podawania materiału
- Idealny do cienkich i szerokich cewek
Ograniczenia:
- Złożony system sterowania
- Wyższe koszty sprzętu i wymagania konserwacyjne
- Wymaga precyzyjnego czasu i synchronizacji
Typowe zastosowania:
Doskonale nadaje się do środowisk przetwarzania o dużej prędkości, takich jak linie produkcyjne w przemyśle motoryzacyjnym, huty stali elektrotechnicznej lub producenci urządzeń na dużą skalę.
Jednostka nożyc latających jest zwykle instalowana za systemem prostowania i podawania dużej prędkości i sterowana za pomocą układu synchronizacji CNC w celu dokładnego dopasowania prędkości linii.
5.0Tabela porównawcza: nożyce obrotowe, wahadłowe i latające
| Funkcja | Nożyce obrotowe (Stop-and-Go) | Ścinanie wahadłowe | Latające ścinanie |
| Ruch tnący | Zatrzymaj się i tnij | Zjedź w dół | Cięcie w ruchu |
| Prędkość liniowa | Niski | Średni | Wysoki |
| Dokładność cięcia | Wysoki | Średni | Średni |
| Złożoność | Niski | Średni | Wysoki |
| Koszt | Niski | Średni | Wysoki |
| Nadaje się do | Precyzyjne, grube arkusze | Operacje średniej prędkości | Ciągły o dużej objętości |
6.0Jak wybrać odpowiedni typ nożyczek
Wybierając linię do cięcia kręgów na wymiar, należy wziąć pod uwagę następujące czynniki:
- Prędkość produkcji:Nożyce latające najlepiej sprawdzają się przy szybkich pracach, nożyce obrotowe natomiast przy wolniejszych, precyzyjnych cięciach.
- Grubość materiału:W przypadku cięższych materiałów może być konieczne zastosowanie układów zatrzymania i ruszania lub wahadła.
- Dokładność cięcia:Nożyce obrotowe zapewniają najlepszą tolerancję wymiarową.
- Inwestycje i utrzymanie:Latające nożyce są szybsze, ale wymagają większych nakładów początkowych i konserwacji technicznej.
7.0Wniosek
Zrozumienie różnic między nożycami obrotowymi, wahadłowymi i latającymi jest kluczem do zaprojektowania wydajnego i ekonomicznego systemu cięcia kręgów na wymiar. Każda metoda cięcia ma swoje mocne strony, a idealny wybór zależy od rodzaju materiału, oczekiwanej wydajności i ograniczeń budżetowych.
Wybierając odpowiedni typ nożyc, producenci mogą zoptymalizować produkcję blachy, ograniczyć ilość odpadów i sprostać rosnącemu zapotrzebowaniu na elastyczną obróbkę blach w zwojach w systemie just-in-time.
8.0Często zadawane pytania (FAQ)
P1: Który typ nożyc zapewnia najlepszą dokładność?
A:Nożyce obrotowe zapewniają najwyższą dokładność cięcia i idealnie nadają się do operacji wymagających ścisłych tolerancji.
P2: Czy mogę przełączać się między typami nożyc na jednym wierszu?
A:W większości przypadków typ nożyc jest stały i zależy od projektu linii. Dla zapewnienia elastyczności dostępne są systemy dwugłowicowe, ale są one droższe.
P3: Jaki zakres grubości materiałów są w stanie obsłużyć linie CTL?
AStandardowe linie mogą przetwarzać materiały o grubości od 0,3 mm do 12 mm, w zależności od projektu. Specjalistyczne linie obsługują jeszcze grubsze płyty.
P4: Czy ścinanie w locie jest bezpieczne dla stali o wysokiej wytrzymałości?
A:Latające nożyce mogą ciąć stal o wysokiej wytrzymałości, ale ich konstrukcja musi charakteryzować się odpowiednią mocą, wysokiej jakości ostrzami i precyzyjnym systemem sterowania.
P5: Jak wybrać pomiędzy wahadłem a nożycami latającymi?
AWybierz nożyce wahadłowe, aby uzyskać zrównoważoną prędkość i prostotę. Wybierz nożyce latające, aby uzyskać maksymalną przepustowość w środowiskach o dużym zapotrzebowaniu.




