


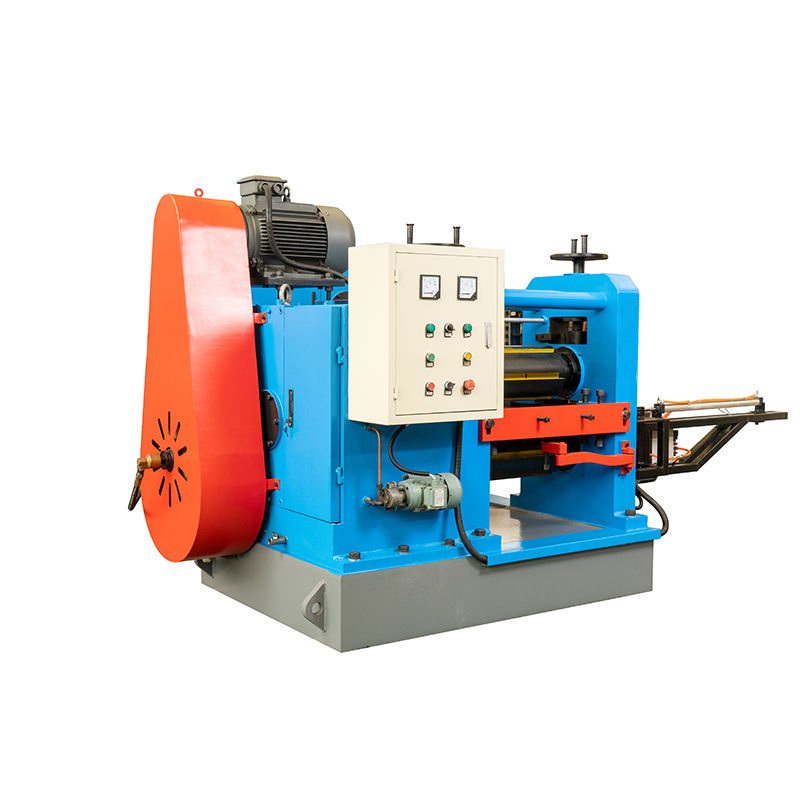






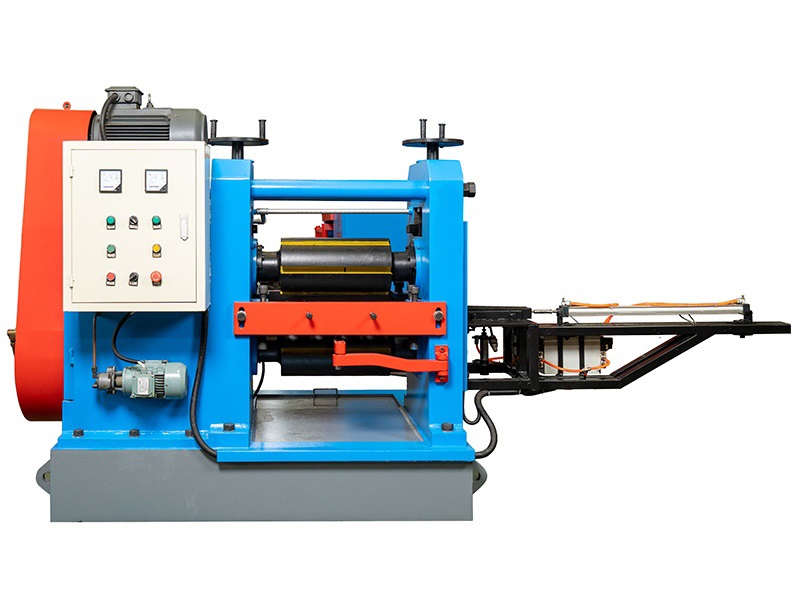




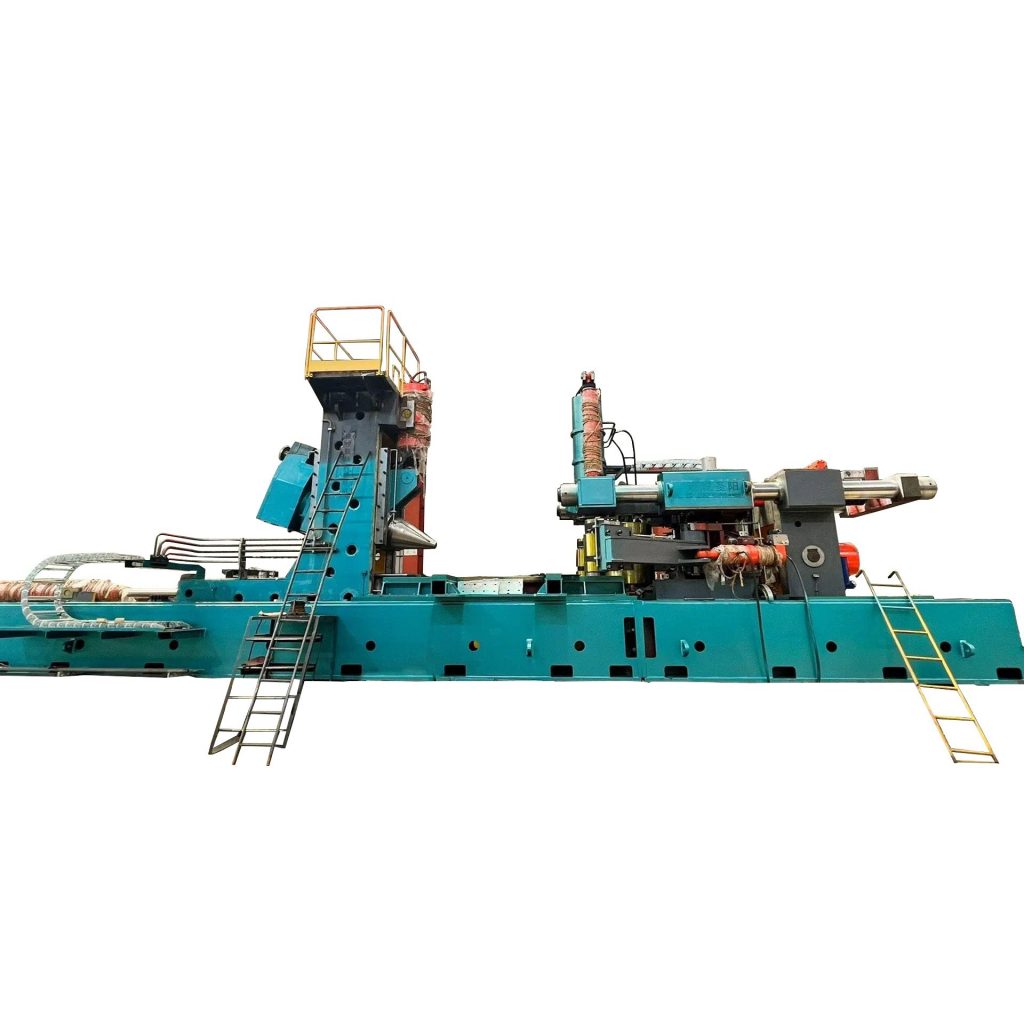
Główne cechy maszyn do walcowania klinów poprzecznych ALEKVS
- Jednoczęściowy tworzenie się o wysokiej wydajności i długiej żywotności matrycy, zaprojektowane dla masowa i zautomatyzowana produkcja kucia.
- Wyposażony w system płyt prowadzących aby zapobiec przekrzywianiu, zapewniając dokładność wymiarową i stabilną pracę walcowania.
- Regulowany w kierunki promieniowy, osiowy, fazowy i rozszerzający się, umożliwiając precyzyjną kontrolę procesu.
- Zintegrowany automatyczny system podawania z bezproblemowym połączeniem urządzeń w górę i w dół w celu zwiększenia wydajności linii produkcyjnej.
Porównanie z tradycyjnymi maszynami do kucia walcowego
- Kucie walcowe konwencjonalne:Materiał przepływa głównie wzdłuż kierunku długości, nadaje się do wydłużania wału i walcowania blach.
- Walcowanie klinowe poprzeczne (CWR): Zapewnia wyższą wydajność, lepsze wykorzystanie materiału, dłuższą żywotność matrycy i jest szczególnie skuteczny w przypadku produkcja na dużą skalę odkuwek wałowych.
Aplikacja





Wartość aplikacji
- Oszczędności materiałowe:Osiąga do Wykorzystanie materiału 80%, co znacząco obniża koszty surowców, pracy i energii.
- Pełna automatyzacja:Wyposażone w automatyczne systemy podawania i rolowania, umożliwiające integrację z inteligentnymi liniami produkcyjnymi.
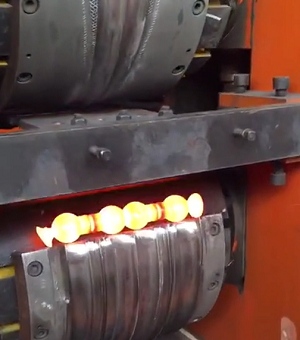
- Wysoka produktywność:Każdy cykl toczenia może wytworzyć dwa odkuwki w ciągu kilku sekund, idealny do produkcji na dużą skalę.
- Wysoka precyzja:Ciągły przepływ ziaren wzdłuż profilu produktu, udoskonalona mikrostruktura i ulepszone właściwości mechaniczne.
Przepływ procesu
Cięcie stali okrągłej → Nagrzewanie → Walcowanie → Normalizowanie → Śrutowanie → Prostowanie → Cięcie wykończeniowe.
Poprzez precyzyjne matryce walcownicze, kształtki są formowane bliżej kształtu finalnego, co minimalizuje naddatki na obróbkę i zmniejsza ogólne koszty produkcji.


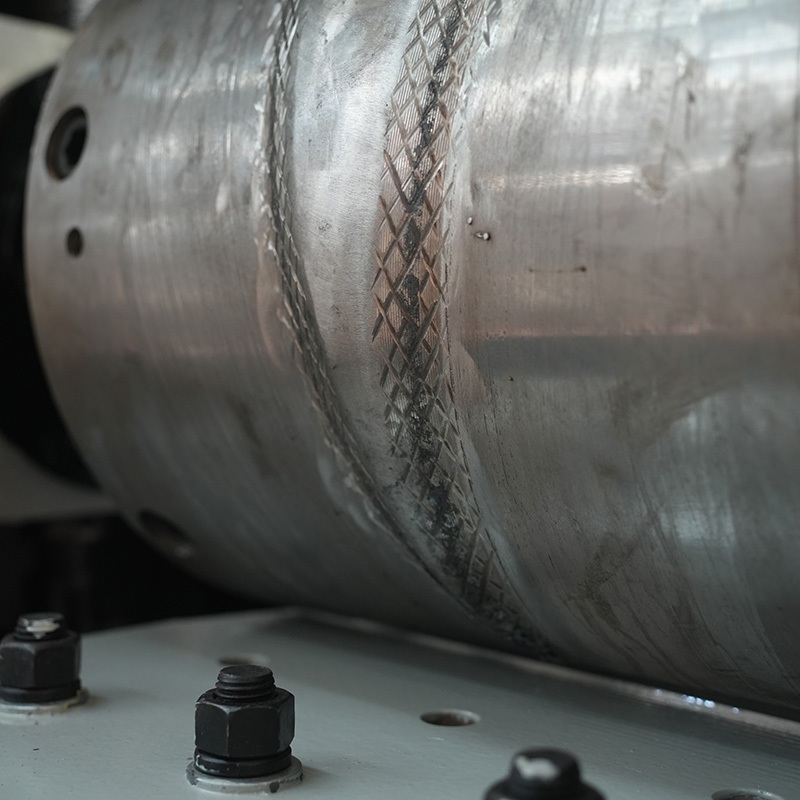


Zasada procesu
Walcowanie klinowe poprzeczne (CWR) To zaawansowana technologia kucia, w której cylindryczne wlewki poddawane są ciągłemu, lokalnemu odkształceniu między dwoma walcami wyposażonymi w matryce. Obrabiany przedmiot przyjmuje dokładny kształt rowków matrycy, gdy walce obracają się w tym samym kierunku, co powoduje, że wlewek odkształca się promieniowo pod wpływem ściskania klinowego i nadaje pożądany kształt.
W porównaniu z tradycyjnym kuciem matrycowym, Technologia CWR oferuje następujące korzyści:
- Mniejsza siła formowania i mniejsze tarcie, co przekłada się na dłuższą żywotność matrycy.
- Formowanie kształtu zbliżonego do siatki 10%–30% większe wykorzystanie materiału.
- Prosty i wydajny proces: jedno odkucie można wykonać w ciągu kilku sekund, przy jednym obrocie rolki.
- Praca bez wstrząsów i cicha, doskonale nadaje się do produkcja masowa i zautomatyzowane linie kuźnicze.











Wypełnij ten formularz, aby przesłać zapytanie ofertowe. Jeden z członków naszego zespołu przeanalizuje szczegóły i skontaktuje się z Tobą w ciągu 12 godzin roboczych.