

Spis treści
1.0Gięcie rur i profili aluminiowych: korzyści, kształty i techniki obróbki
Aluminium stało się preferowanym materiałem w wielu branżach ze względu na swoją lekkość, doskonałą odporność na korozję i doskonałą podatność na formowanie. Gięcie rur i profili aluminiowych niesie ze sobą liczne korzyści – nie tylko pod względem wydajności, ale także elastyczności projektowania i wydajności obróbki.
1.1Zalety gięcia rur i profili aluminiowych
- Lekki:Aluminium znacznie zmniejsza wagę w porównaniu ze stalą, co czyni je idealnym rozwiązaniem do zastosowań konstrukcyjnych i mobilnych.
- Odporność na korozję: Natural tlenek warstwa zapewnia ochronę; można ją wzmocnić poprzez anodowanie lub inne obróbka powierzchni.
- Dobra przewodność cieplna:Nadaje się do ciepło rozpusta aplikacje takie jak radiatory I Oprawy LED.
- Wygląd estetyczny:Gładka powierzchnia, łatwa w obróbce aplikacje dekoracyjne.
- Wysoka ciągliwość:Aluminium profile może być zgięty, wywiercony, I zmielony bez pękania — idealne do złożone geometrie.
- Elastyczność przetwarzania: Doskonały formowalność, dostosowuje się do różnorodnych potrzeb produkcyjnych.
- Pusta struktura: Aluminium rurki są lżejsze dzięki wewnętrznym pustym przestrzeniom, nadają się do automobilowy, meble, I zastosowania architektoniczne.
- Kontrolowane gięcie na zimno: Wymaga odpowiedniego stop hartować wybór i kontrola promienia gięcia aby uniknąć wyśmienity i zapewnić jakość.
1.2Typowe kształty przekrojów profili i rur aluminiowych
| Typ przekroju poprzecznego | Opis | Przykładowe zastosowania |
| Okrągły | Najbardziej powszechna i prosta konstrukcja, równomierny rozkład ciśnienia | Puszki na napoje, puszki na żywność, pojemniki na chemikalia |
| Owalny | Pomiędzy okrągłym a płaskim, odpowiedni do scenariuszy o ograniczonej przestrzeni | Opakowania specjalistyczne, pojemniki przenośne |
| Kwadrat | Wyraźne narożniki, wysokie wykorzystanie przestrzeni | Zbiorniki transportowe, zbiorniki magazynowe i specjalne pojemniki przemysłowe |
| Prostokątny | Jak kwadrat, ale z nierównymi bokami | Kontenery, skrzynie transportowe, zbiorniki przemysłowe |
| Wielokątny | Wiele stron, różne kształty | Stylowe puszki opakowaniowe, pojemniki o określonej funkcji |
| Nieregularny (niestandardowy) | Niestandardowe kształty dla specjalnych potrzeb projektowych | Puszki aluminiowe na zamówienie, np. w kształcie serca, gwiazdy |




1.3Obróbka rur aluminiowych przed i po gięciu
| Scena | Typowe procesy | Kluczowe zagadnienia |
| Przed zginaniem | Cięcie laserowe, wiercenie, pogłębianie, cięcie kątowe i znakowanie | Unikać obróbki w pobliżu stref odkształceń gięcia |
| Po zgięciu | Przycinanie, gwintowanie, frezowanie, zaciskanie itp. | Zachowaj integralność i wygląd wygiętej części |
2.0Typowe procesy obróbki powierzchni rur aluminiowych
- Anodowanie: Zwiększa odporność na korozję i zużycie; umożliwia dekoracyjne barwienie.
- Powłoka natryskowa: Nakłada warstwy ochronne lub dekoracyjne; dostępny w różnych kolorach, nadaje się do zadruku.
- Powłoka elektroforetyczna:Jednolita i przyjazna dla środowiska powłoka o dobrej odporności na korozję.
- Szczotkowanie:Tworzy drobne tekstury powierzchni, które poprawiają walory wizualne i dotykowe.
- Polerowanie:Tworzy gładką i błyszczącą powierzchnię, poprawiając jej estetykę.
- Sitodruk:Drukuje tekst lub wzory bezpośrednio; nadaje się do masowej produkcji z wyraźnymi projektami.
- Grawerowanie laserowe:Trwałe i precyzyjne znakowanie wzorów lub etykiet zabezpieczających przed podróbkami.
- Piaskowanie:Tworzy matowe lub mrożone tekstury; zwiększa tarcie i efekt dekoracyjny.
- Galwanotechnika: Nakłada warstwę metaliczną w celu zwiększenia twardości i walorów dekoracyjnych.
3.0Porównanie narzędzi i metod gięcia rur aluminiowych
| Metoda | Krótki opis | Wyposażenie wspólne |
| Gięcie mechaniczne (gięcie na zimno) | Gięcie w temperaturze pokojowej z wykorzystaniem siły mechanicznej; odpowiednie do rur cienkościennych i standardowych łuków | Ręczna giętarka do rur, hydrauliczna giętarka do rur, giętarka do rur CNC |
| Gięcie na gorąco | Podgrzanie rury przed gięciem w celu zmniejszenia ryzyka pęknięcia; odpowiednie dla materiałów o mniejszej ciągliwości | Giętarka do rur na gorąco, podgrzewana giętarka do rur |
| Gięcie obrotowe | Ciągłe formowanie za pomocą obrotowych matryc; idealne do obróbki o wysokiej precyzji i skomplikowanych krzywizn | Giętarka obrotowa, giętarka do rur CNC |
| Gięcie kompresyjne | Siła wywierana bezpośrednio poprzez matrycę prasującą; nadaje się do rur o grubych ścianach lub o małym promieniu | Giętarka dociskowa, prasa hydrauliczna |
| Gięcie hydrauliczne | Wykorzystuje ciśnienie hydrauliczne do zastosowań wymagających dużej siły; idealny do rur o dużej średnicy lub dużej wytrzymałości | Hydrauliczna giętarka do rur, hydrauliczna prasa giętarka |
| Rozciąganie zginanie | Materiał jest rozciągany podczas gięcia, aby zapobiec marszczeniu; idealne rozwiązanie zapewniające wysoką jakość wizualną | Giętarka rozciągająca, giętarka rozciągająca CNC |
| Gięcie walcowe | Formowanie stopniowe z użyciem wielu rolek; stosowane do gięcia rur o dużym promieniu i długich | Giętarka rolkowa, trójrolkowa maszyna do gięcia |
| Gięcie matrycowe | Wykorzystuje niestandardowe matryce do precyzyjnych kątów i kształtów; idealne do produkcji masowej | Giętarka do matryc, giętarka CNC, ręczne uchwyty do matryc |
Podsumowanie: W zastosowaniach przemysłowych giętarki do rur są najskuteczniejszymi narzędziami do gięcia rur aluminiowych, zapewniającymi równowagę między wydajnością, bezpieczeństwem i jakością.


4.0Ręczne gięcie rur – proces krok po kroku
4.1Krok 1: Wybierz narzędzie do gięcia
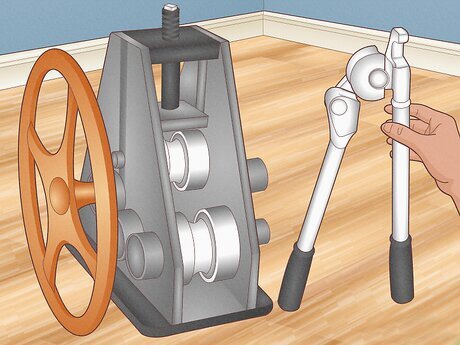
Użyj giętarka do rur ręczna lub hydraulicznaW przypadku rur aluminiowych o średnicy 1¼ cala (~3,7 cm) wygodniejsza jest giętarka ręczna. Kluczem jest zapobiec zawaleniu się podczas gięcia, a nie tylko wybór narzędzia.
4.2Krok 2: Napełnij tubkę
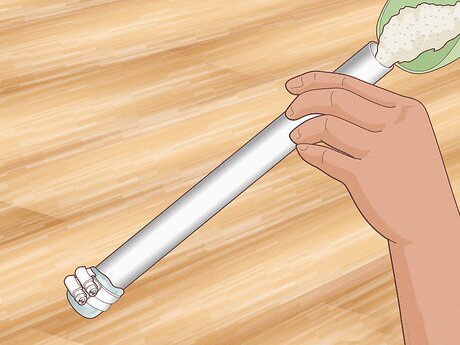
Napełnij rurkę piasek lub innym materiałem opakowaniowym. Owiń końce trójwarstwowa siatka okienna i zabezpiecz oba końce podwójne zaciski wężowe aby zapobiec wyciekom.
4.3Krok 3: Pochylaj się powoli
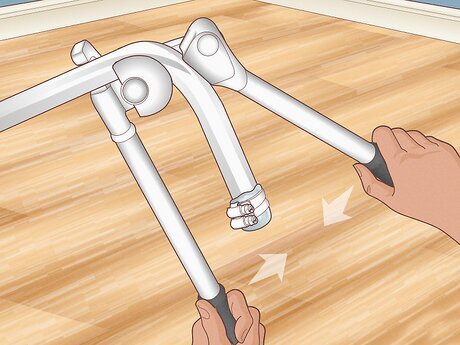
Zgiąć rurkę powoli i równomiernieUnikaj zapadania się lub deformacji. Uważnie obserwuj pęknięcia i nie wyginaj nadmiernie.
4.4Krok 4: Zastosuj odpowiednie metody
Używać dowolna stosowana metoda gięcia, o ile rurka pozostaje nienaruszona. Postępuj zgodnie z ogólnymi wytycznymi: promień gięcia powinien wynosić co najmniej 3,5-krotność średnicy rury (~8,8 cm minimum dla rurki 1-calowej).
4.5Krok 5: Użyj kostki (opcjonalnie)
Jeśli to możliwe, rozważ użycie giętarki ręczne lub hydrauliczne z pasującymi matrycami osiągnąć więcej precyzyjne i powtarzalne zakręty.
5.0Popularne stopy aluminium według serii: właściwości i zastosowania
| Szereg | Podstawowy pierwiastek stopowy | Kluczowe właściwości | Typowe zastosowania |
| Seria 1000 | Brak (czysty aluminium) | Niska wytrzymałość mechaniczna, doskonała przewodność cieplna i elektryczna, znakomita odporność na korozję | Wymienniki ciepła, skraplacze elektryczne, opakowania, oznakowania, przemysł spożywczy |
| Seria 2000 | Miedź (Al-Cu) | Wysoka wytrzymałość, stosunkowo słaba odporność na korozję | Zastosowania wojskowe, formy wtryskowe, narzędzia precyzyjne |
| Seria 3000 | Mangan (Al-Mn) | Wysoka wytrzymałość, niska ciągliwość, dobra odporność na korozję | Sprzęt AGD, sprzęt transportowy |
| Seria 4000 | Krzem (Al-Si) | Doskonała odporność na zużycie, niski współczynnik rozszerzalności cieplnej | Zastosowania spawalnicze |
| Seria 5000 | Magnez (Al-Mg) | Dobra ciągliwość, doskonała odporność na korozję, świetna spawalność | Budowa statków, okrętów wojennych, części nadwozi samochodowych |
| Seria 6000 | Magnez + Krzem (Al-Mg-Si) | Doskonałe właściwości mechaniczne, podatny na obróbkę cieplną, odpowiedni do gięcia, dobra spawalność. Stop 6060 jest najlepszym wyborem do gięcia rur. | Meble, budowa statków, oświetlenie, transport kolejowy, komponenty samochodowe |
| Seria 7000 | Cynk (Zn) | Bardzo wysoka wytrzymałość i twardość po obróbce cieplnej, doskonałe parametry mechaniczne | Ramy motocykli i rowerów, inne części transportowe |
| Seria 8000 | Stopy mieszane | Niska gęstość, wysoka wytrzymałość, dobra wytrzymałość w niskich temperaturach | Przemysł lotniczy i kosmiczny |




