
- 1.0Czym jest gięcie aluminium?
- 2.0Metody i procesy gięcia aluminium
- 3.0Najlepsze metody gięcia kątowników aluminiowych
- 4.0Jak ręcznie giąć aluminium
- 5.0Jak używać prasy krawędziowej do gięcia
- 6.0Najlepsze materiały do gięcia aluminium
- 7.0Kluczowe czynniki wpływające na gięcie aluminium
- 8.0Jak zapobiegać pęknięciom podczas gięcia aluminium
1.0Czym jest gięcie aluminium?
Gięcie aluminium polega na zastosowaniu siły zewnętrznej w celu przekształcenia prostego kawałka aluminium w kształt wygięty lub kątowy zgodnie z projektem, przy jednoczesnym zachowaniu jego integralności strukturalnej.
Należy pamiętać, że nie wszystkie materiały aluminiowe nadają się do gięcia. Właściwości materiału i obróbka cieplna mogą znacząco wpłynąć na efekt gięcia. Dlatego zalecamy dogłębną konsultację z nami przed przystąpieniem do prac, aby wybrać najlepsze rozwiązanie dla Państwa projektu.
Gięcie może być trudnym procesem, wymagającym starannej kontroli, aby uniknąć problemów takich jak pęknięcia czy odkształcenia. W tym artykule omówimy te potencjalne pułapki i przedstawimy… osiem najczęściej stosowanych i najpewniejszych metod gięciaJeśli chcesz uzyskać rozwiązanie gięcia najwyższej jakości dla swoich produktów, możesz skontaktować się z nami w dowolnym momencie.
2.0Metody i procesy gięcia aluminium
Wybór technologii gięcia aluminium zależy bezpośrednio od przekroju poprzecznego materiału i jego specyficznych wymagań. Niezależnie od tego, czy pracujesz z blachami aluminiowymi, rurami czy prętami, dostępne są różne metody gięcia. Wybór najodpowiedniejszej techniki gięcia jest kluczowy dla powodzenia Twojego projektu.
2.1Gięcie walcowe
Gięcie walcowe Metoda ta polega na umieszczeniu aluminium między dwoma rolkami i wywieraniu nacisku za ich pośrednictwem, aby wygiąć materiał pod żądanym kątem i na żądaną głębokość. Ta metoda jest bardzo wydajna przy nadawaniu aluminium różnych kształtów i idealnie nadaje się do dużych, grubych elementów.
Zalety: Szybkie, niezawodne i odpowiednie do dużych rozmiarów aluminium.
Wady: Wymaga specjalistycznego sprzętu, który może być kosztowny.

2.2Gięcie na prasie krawędziowej
Prasa krawędziowa wygina aluminium poprzez umieszczenie go pomiędzy stemplem a matrycą. Stempel wywiera nacisk, aby zmusić aluminium do wygięcia się wokół matrycy.
Zalety: Wysoka precyzja, duża prędkość gięcia, odpowiednia do dużych i grubych elementów aluminiowych.
Wady: Drogi sprzęt, najlepszy do mniejszych i cieńszych części aluminiowych.

2.3Gięcie pchające
Gięcie metodą push-gięcie polega na użyciu narzędzia dociskowego lub pręta do wygięcia aluminium siłą mechaniczną. Materiał jest zaciskany w nieruchomym urządzeniu, a narzędzie dociskowe nadaje mu pożądany kształt.
Zalety: Idealny do gięcia pod małymi kątami.
Wady: Nie nadaje się do dużych i grubych elementów aluminiowych, może powodować powstanie wysokiego ciśnienia lokalnego.
2.4Gięcie obrotowe
Gięcie obrotowe polega na użyciu obrotowej maszyny rozciągającej, która przykłada siłę mechaniczną, powodując obrót i wygięcie aluminium pomiędzy osią centralną a matrycą.
Zalety: Umożliwia wykonywanie małych promieni, precyzyjnych kątów i płynnych przejść, co jest idealne w przypadku dużych lub grubych części aluminiowych.
Wady: Wymaga specjalistycznego sprzętu, który może być kosztowny.
2.5Gięcie kompresyjne
Gięcie kompresyjne polega na wykorzystaniu nacisku za pomocą stempla i matrycy w celu skompresowania aluminium do pożądanego kształtu.
Zalety: Nadaje się do produkcji części o jednakowym wygięciu po obu stronach.
Wady: Wysokie koszty sprzętu, lepsze do produkcji masowej.
2.6Formowanie rozciągające
Formowanie rozciągające wykorzystuje siłę mechaniczną do rozciągania aluminium i nadawania mu pożądanego kształtu. Naprężenie podczas procesu zapewnia stałą kontrolę nad długością materiału.
Zalety: Precyzyjna kontrola kształtu, idealna do produkcji wielkoseryjnej.
Wady: Drogi sprzęt, ale dostosowany do konkretnych potrzeb.
2.7Gięcie ręczne
Gięcie ręczne to tradycyjna metoda gięcia aluminium, polegająca na użyciu prostych narzędzi, takich jak szczypce lub młotki.
Zalety: Proste, niedrogie i idealne do małych lub cienkich części aluminiowych.
Wady: Powolny, mało precyzyjny, nieodpowiedni do dużych i grubych elementów aluminiowych.
2.8Trójwalcowa giętarka do blach
Ten trójwalcowa giętarka do blachy używa trzech rolek do wywierania nacisku, wyginając aluminium w pożądany kształt.
Zalety: Doskonale nadaje się do elementów architektonicznych i projektów budowlanych na dużą skalę.
Wady: Drogi, specjalistyczny sprzęt, ograniczone zastosowanie.

3.0Najlepsze metody gięcia kątowników aluminiowych
W przypadku gięcia kątowników aluminiowych, kluczowy jest wybór odpowiedniej techniki. Zazwyczaj gięcie na rolkach i prasy krawędziowe są najczęściej stosowanymi opcjami ze względu na ich zdolność do zapewnienia równomiernego gięcia i wysokiej precyzji. W przypadku dużych promieni lub przejść kątowych lepszym wyborem jest gięcie obrotowe. W przypadku produkcji na małą skalę lub prostszych zastosowań, gięcie ręczne i gięcie z naciskiem oferują szybkie i ekonomiczne rozwiązania.
4.0Jak ręcznie giąć aluminium
✅ Przygotowanie
Oczyść powierzchnię materiału i przygotuj podstawowe narzędzia, takie jak linijka, marker, zaciski śrubowe, imadło i młotek. Jeśli materiał jest gruby, może być konieczne podgrzanie wstępne w celu zwiększenia jego ciągliwości.
✅ Proces
- Zaznacz linię gięcia: Użyj linijki i markera, aby zaznaczyć miejsce gięcia. W razie potrzeby wywierć małe otwory pomocnicze wzdłuż linii gięcia lub użyj frezu do obróbki powierzchni, co ułatwi proces gięcia.
- Zabezpiecz przedmiot obrabiany: Do przytrzymywania materiału na miejscu należy używać ścisków stolarskich lub imadła.
- Zastosuj równomierny i powolny nacisk: Delikatnie uderzaj młotkiem wzdłuż linii gięcia, zaczynając od jednego końca i przesuwając się w kierunku drugiego. Zginaj w krokach co 10–20 stopni.
- Sprawdź kąt gięcia: Jeżeli zagięcie jest niewystarczające, należy dokonać niezbędnych korekt.
5.0Jak używać prasy krawędziowej do gięcia
✅ Przygotowanie
Oczyść powierzchnię obrabianego przedmiotu i zbierz prasę krawędziową, matrycę i narzędzia pomiarowe.
✅ Proces
- Umieść przedmiot obrabiany: Umieść obrabiany przedmiot przy ograniczniku i prawidłowo go wyrównaj.
- Regulacja matrycy: Upewnij się, że matryca i stempel są prawidłowo ustawione. W przypadku gięcia pod kątem 90° zaleca się użycie matrycy pod kątem 88°, aby skompensować sprężynowanie materiału.
- Stosuj nacisk powoli: Naciskaj stopniowo, aby uniknąć nadmiernej siły. Jeśli usłyszysz nietypowe dźwięki lub zauważysz niestabilny ruch, natychmiast zatrzymaj maszynę i sprawdź, czy nie występują problemy.
- Sprawdź kąt gięcia: Po każdym gięciu sprawdź kąt za pomocą narzędzi pomiarowych. W przypadku stwierdzenia odchyleń, w razie potrzeby dokonaj drobnych korekt.
6.0Najlepsze materiały do gięcia aluminium
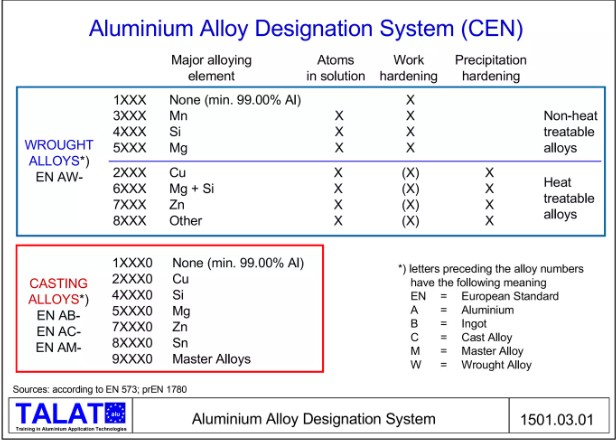
Na wytrzymałość stopów aluminium na zginanie wpływa ich skład i stan odpuszczenia. Najbardziej odpowiednie do gięcia są serie 3XXX, 5XXX i 6XXX. Stopów z serii 2XXX należy unikać ze względu na ich wysoką twardość, która utrudnia formowanie. Niemniej jednak, przy odpowiedniej obróbce odpuszczenia, stopy te nadal nadają się do skutecznego gięcia.
6.1Cztery najlepsze stopy aluminium do gięcia
- Stop aluminium 3003:3003 to jeden z najlepszych wyborów do gięcia, oferujący dobrą wytrzymałość, doskonałe właściwości obróbki plastycznej na zimno i znaczną różnicę między granicą plastyczności a wytrzymałością na rozciąganie — wszystkie te cechy przyczyniają się do jego wyjątkowych właściwości podczas gięcia.
- Stop aluminium 5052:Stal 5052 charakteryzuje się wysoką ciągliwością i znaczną różnicą między granicą plastyczności a wytrzymałością na rozciąganie. Wykazuje również wysoką odporność na korozję, szczególnie w środowisku morskim i innych środowiskach korozyjnych. Po wyżarzaniu jej odkształcalność przewyższa nawet stal 3003, co czyni ją preferowanym wyborem do skomplikowanych gięcia.
- Stop aluminium 5083:Stal 5083 jest szeroko stosowana w przemyśle stoczniowym ze względu na odporność na korozję i dobrą spawalność. Aby zmaksymalizować jej odporność na gięcie, zaleca się stosowanie stali 5083 w stanie H111, H112 lub O.
- Stopy aluminium 6061 i 6082: Te dwa stopy nadają się do obróbki cieplnej i charakteryzują się pożądaną wytrzymałością i podatnością na formowanie. Chociaż ich odporność na zginanie jest słaba w stanie T4 lub T6, można je z powodzeniem formować w stanie T4, a następnie poddać starzeniu do stanu T6 w celu uzyskania dodatkowej wytrzymałości.

6.2Obróbka hartowania aluminium
Przy wyborze stopu należy uwzględnić zarówno jego skład, jak i stan odpuszczenia oraz grubość materiału. Właściwe zrozumienie tych czynników pomoże w wyborze najodpowiedniejszego materiału i metody gięcia, gwarantując wysoką jakość produktu.
Metody temperowania i ich charakterystyka:
- T (obrobiony cieplnie)
Stopy w stanie T6 i T651 (takie jak seria 6XXX) charakteryzują się wysoką wytrzymałością i średnią odkształcalnością – idealne do zastosowań wymagających zarówno udarności, jak i wytrzymałości. Należy jednak zachować ostrożność podczas gięcia, aby uniknąć pęknięć spowodowanych zmniejszoną ciągliwością. - H (Umocnione przez zgniot)
Stopy w stanie H14 lub H24 zostały poddane umocnieniu zgniotowemu, co zwiększyło ich wytrzymałość. Stopy te nadają się do gięcia pod średnim kątem bez pękania. - O (wyżarzane)
Stan O oznacza stan całkowicie wyżarzony, oferujący maksymalną podatność na odkształcanie — idealny do prostych operacji gięcia — ale przy nieco niższej wytrzymałości. - F (w stanie jak wyprodukowano)
Stan F odnosi się do materiału w stanie gotowym, charakteryzującego się mniejszą wytrzymałością, ale większą elastycznością i sprężystością.
7.0Kluczowe czynniki wpływające na gięcie aluminium
Na proces gięcia aluminium wpływa kilka kluczowych czynników, które bezpośrednio wpływają zarówno na jakość gięcia, jak i podatność na odkształcanie.
- Formowalność: Odkształcalność odnosi się do zdolności materiału do trwałego odkształcenia bez pękania ani rozrywania. Jest ona zależna od wytrzymałości, ciągliwości, kształtu i grubości materiału. Standardowe testy, takie jak ASTM E2218, pomagają ocenić odkształcalność i określić, które stopy są najbardziej odpowiednie do gięcia.
- Grubość i promień gięcia: Grubość i promień gięcia znacząco wpływają na parametry gięcia. Cieńsze materiały są łatwiejsze do gięcia, natomiast gięcie grubych blach jest trudniejsze. Małe promienie gięcia mogą powodować pęknięcia, dlatego przestrzeganie zaleceń producenta jest kluczowe.
- Wydłużenie : Wydłużenie mierzy zdolność materiału do rozciągania pod wpływem rozciągania – większe wydłużenie oznacza większą podatność na odkształcanie. Na przykład, wyżarzany stop 3003 (AA3003-O) o wydłużeniu około 35% dobrze nadaje się do zastosowań wymagających gięcia. Krzywa naprężenie-odkształcenie może pomóc w wyborze najodpowiedniejszego stopu.
8.0Jak zapobiegać pęknięciom podczas gięcia aluminium
Aluminium może pękać podczas gięcia, zwłaszcza po anodowaniu. Producenci często stają przed wyzwaniem gięcia bez powodowania uszkodzeń. Oto 8 kluczowych środków zapobiegawczych:
- Wybierz odpowiedni gatunek i temperę: Wybierz gatunek i stopień utwardzenia odpowiedni do gięcia. Skład i twardość stopu bezpośrednio wpływają na jego podatność na formowanie — wybór odpowiedniego materiału może znacznie zmniejszyć ryzyko pękania.
- Używaj odpowiedniego sprzętu do gięcia: Wybierz sprzęt przeznaczony do danego materiału i wymagań gięcia, aby uniknąć koncentracji naprężeń i lokalnych uszkodzeń.
- Zwiększ promień gięcia: Większy promień gięcia pomaga równomiernie rozłożyć naprężenia i zmniejszyć ryzyko pęknięć.
- Wypełnij puste przestrzenie w obszarze gięcia: Stosowanie wkładek metalowych lub podkładek podczas gięcia zapobiega powstawaniu naprężeń lokalnych i zapadaniu się materiału, zmniejszając tym samym ryzyko pęknięć.
- Dostosuj grubość lub napięcie: Zwiększenie grubości materiału lub zmniejszenie naprężeń przy zginaniu pomaga równomiernie rozłożyć naprężenia.
- Dostosuj szczelinę matrycy i materiał: Popraw szczelinę między matrycami i wybierz odpowiednie materiały matryc, aby uniknąć uszkodzeń powierzchni i późniejszych pęknięć.
- Używaj płynnych zagięć zamiast ostrych narożników: Stopniowe zginanie zamiast wykonywania ostrych zagięć zapobiega koncentracji naprężeń i zmniejsza ryzyko pęknięć.
- Zastosuj smarowanie, aby zmniejszyć naprężenia tarciowe: Zastosowanie środka smarującego podczas gięcia może zmniejszyć tarcie i złagodzić naprężenia na powierzchni materiału.
Odniesienia:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Buckling_and_bending_properties_of_aluminium_plate_with_multiple_cracks




